JP2017143155A - 受け治具及び受け治具の製造方法 - Google Patents
受け治具及び受け治具の製造方法 Download PDFInfo
- Publication number
- JP2017143155A JP2017143155A JP2016023011A JP2016023011A JP2017143155A JP 2017143155 A JP2017143155 A JP 2017143155A JP 2016023011 A JP2016023011 A JP 2016023011A JP 2016023011 A JP2016023011 A JP 2016023011A JP 2017143155 A JP2017143155 A JP 2017143155A
- Authority
- JP
- Japan
- Prior art keywords
- resin
- receiving jig
- manufacturing
- weight
- mold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/02—Elements
- C08K3/04—Carbon
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L101/00—Compositions of unspecified macromolecular compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L63/00—Compositions of epoxy resins; Compositions of derivatives of epoxy resins
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K13/00—Apparatus or processes specially adapted for manufacturing or adjusting assemblages of electric components
- H05K13/04—Mounting of components, e.g. of leadless components
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/30—Assembling printed circuits with electric components, e.g. with resistors
- H05K3/32—Assembling printed circuits with electric components, e.g. with resistors electrically connecting electric components or wires to printed circuits
- H05K3/34—Assembling printed circuits with electric components, e.g. with resistors electrically connecting electric components or wires to printed circuits by soldering
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Supply And Installment Of Electrical Components (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Electric Connection Of Electric Components To Printed Circuits (AREA)
Abstract
Description
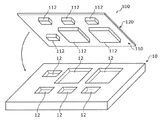
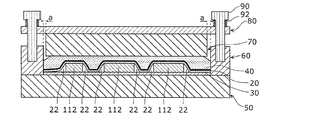
以下、実施の形態について、図2から図10Bを用いて説明する。なお、以下では、受け治具が支持する対象物を基板100として説明することが多いが、対象物は基板100に限らず、各種工業生産品等の一般製造工程で使用される工作物等であってもよい。
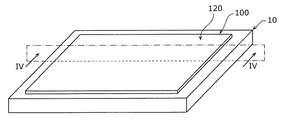
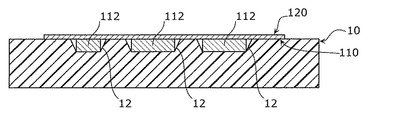
まず、受け治具の構成について、図2から図4を用いて説明する。
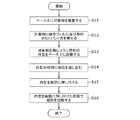
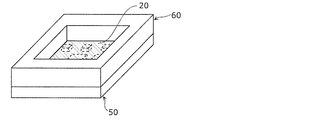
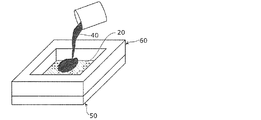
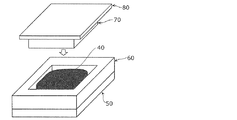
次に、対象物の凸形状の型を取った凹部12を有する受け治具10の製造方法について、特に、対象物の凸形状の型を取る方法について図5から図9を用いて説明する。
次に、受け治具10を構成する樹脂及びその製造方法で用いられる樹脂40について図10Aを用いて説明する。
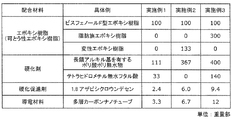
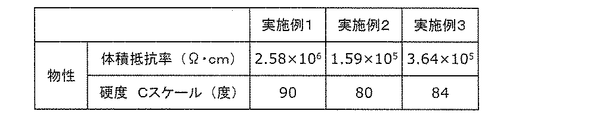
次に、受け治具10を製造する際の実施例について、実施例1〜3を図11A〜図11Cにそれぞれ示して説明する。
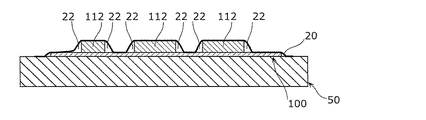
本実施の形態に係る受け治具10は、凸形状を有する対象物を当該凸形状のある凸面において支持するための受け治具であって、前記凸形状の輪郭に対応する凹部12を有する樹脂からなる。凹部12は、凸形状の型を取った場合に得られる凹形状を有する。樹脂は、アスカーC型硬度計による硬度が60度から90度であり、かつ、体積抵抗率が102Ω・cm〜107Ω・cmである樹脂である。
以上、実施の形態及び実施例に係る受け治具10、受け治具10の製造方法及び樹脂40について説明したが、本発明は、上記実施の形態等に限定されるものではない。
12 凹部
20 離型フィルム
22 空間
30 布
40 樹脂
50 ベース
60 外型
70 内型
80 蓋
90 ネジ
92 スプリング
100 基板
110 実装面
112 部品
120 反対面
202 サポートピン
302 加工穴
Claims (37)
- 凸形状を有する対象物を当該凸形状のある凸面において支持するための受け治具であって、
前記凸形状の輪郭に対応する凹部を有する樹脂からなり、
前記凹部は、前記凸形状の型を取った場合に得られる凹形状を有し、
前記樹脂は、アスカーC型硬度計による硬度が60度から90度であり、かつ、体積抵抗率が102Ω・cm〜107Ω・cmである樹脂である
受け治具。 - 前記対象物は、少なくとも1つの部品が実装された基板又は工作物である
請求項1に記載の受け治具。 - 前記凹部は、当該凹部の開口よりも小さい底面を有し、当該開口から当該底面に向けて傾斜した壁面を有する
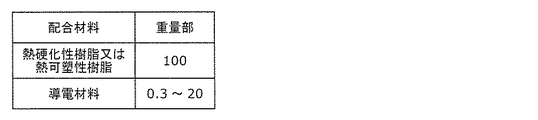
請求項1又は2に記載の受け治具。 - 前記樹脂は、熱硬化性樹脂及び熱可塑性樹脂のうちの一方に導電材料が配合された樹脂であり、
前記熱硬化性樹脂及び前記熱可塑性樹脂のうちの一方に対して、前記導電材料の重量部は、0.3重量部から20重量部である
請求項1〜3のいずれか1項に記載の受け治具。 - 前記熱硬化性樹脂は、エポキシ樹脂、ウレタン樹脂、シリコン樹脂、フッ素樹脂、ポリイミド樹脂、アクリル樹脂又はフェノール樹脂であり、
前記熱可塑性樹脂は、低分子量ポリエチレン樹脂、熱可塑性ウレタン樹脂、塩化ビニル樹脂、ポリプロピレン樹脂、アクリロニトリルスチレン樹脂、スチレン樹脂、アクリル樹脂、メタクリル樹脂、ポリエチレンテレフタレート樹脂、ポリ塩化ビニリデン樹脂、ポリフッ化ビニリデン、ポリアミド樹脂、アセタール樹脂、ポリカーボネイト樹脂又はポリブチレンテレフタレート樹脂であり、
前記導電材料は、カーボンナノチューブ、グラフェン又はグラファイトを含む炭素同素体である
請求項4に記載の受け治具。 - 前記樹脂は、前記熱硬化性樹脂としてエポキシ樹脂に前記導電材料と硬化剤と硬化促進剤とを配合した樹脂であり、
前記硬化剤は、酸無水物系化合物、ジアミン系化合物又はジアルコール系化合物であり、
前記硬化促進剤は、アミン系化合物であり、
前記熱硬化性樹脂に対して、
前記硬化剤の重量部は、100重量部から800重量部であり、
前記硬化促進剤の重量部は、1重量部から20重量部である
請求項5に記載の受け治具。 - 前記エポキシ樹脂は、ビスフェノールF型エポキシ樹脂である
請求項6に記載の受け治具。 - 前記エポキシ樹脂は、ビスフェノールF型エポキシ樹脂と脂肪族エポキシ樹脂及び変性エポキシ樹脂のうちの一方とが混合された可とう性エポキシ樹脂である
請求項6に記載の受け治具。 - 前記硬化剤は、長鎖アルキル基を有するポリ酸ポリ無水物、又は、長鎖アルキル基を有するポリ酸ポリ無水物とテトラヒドロメチル無水フタル酸とが混合された混合物である
請求項6〜8のいずれか1項に記載の受け治具。 - 前記硬化促進剤は、1.8アザビシクロウンデセンである
請求項6〜9のいずれか1項に記載の受け治具。 - 前記導電材料は、多層カーボンナノチューブである
請求項6〜10のいずれか1項に記載の受け治具。 - 凸形状を有する対象物を当該凸形状のある凸面において支持するための受け治具の製造方法であって、
ベース上に前記凸面が上方を向くように前記対象物を載置するステップと、
前記ベース上に載置された前記対象物の前記凸面側から離型フィルム及び布の少なくとも一方を被せるステップと、
前記離型フィルム及び前記布の少なくとも一方が被せられた前記対象物を当該対象物の上面視において囲むように、前記ベースに対する高さが前記凸面の凸形状部分の当該高さよりも高い枠状の外型を前記ベース上に設置するステップと、
前記ベース上に設置された前記外型の枠内に、硬化後アスカーC型硬度計による硬度が60度から90度となり、かつ、体積抵抗率が102Ω・cm〜107Ω・cmとなる樹脂を入れるステップと、
前記樹脂が入れられた前記外型の枠内において、前記外型の内径に対応する外径を有する内型を当該樹脂へ押し付けるステップと、
前記樹脂を加熱するステップと、を含む
受け治具の製造方法。 - 凸形状を有する対象物を当該凸形状のある凸面において支持するための受け治具の製造方法であって、
ベース上に前記対象物の上面視において当該対象物を囲む内径を有する枠状の外型を設置するステップと、
前記ベース上に設置された前記外型の枠内に、硬化後アスカーC型硬度計による硬度が60度から90度となり、かつ、体積抵抗率が102Ω・cm〜107Ω・cmとなる樹脂を入れるステップと、
前記外型の枠内に入れられた前記樹脂に離型フィルム及び布の少なくとも一方を被せるステップと、
前記樹脂に被せられた前記離型フィルム及び前記布の少なくとも一方上に前記凸面が下方を向くように前記対象物を載置するステップと、
前記対象物が前記離型フィルム及び前記布の少なくとも一方上に載置されている前記外型の枠内において、前記外型の内径に対応する外径を有する内型を前記対象物へ押し付けるステップと、
前記樹脂を加熱するステップと、を含む
受け治具の製造方法。 - 前記加熱するステップでは、前記押し付けるステップの後に前記内型を前記樹脂に押し付けた状態で当該樹脂を加熱する
請求項12又は13に記載の受け治具の製造方法。 - 前記加熱するステップでは、前記入れるステップの前に前記樹脂を加熱し、
前記入れるステップでは、前記外型の枠内に前記加熱するステップで加熱した前記樹脂を入れる
請求項12又は13に記載の受け治具の製造方法。 - 前記加熱するステップでは、前記入れるステップで前記外型の枠内に入れられた前記樹脂を加熱し、
前記被せるステップでは、加熱された前記樹脂に前記離型フィルム及び前記布の少なくとも一方を被せる
請求項13に記載の受け治具の製造方法。 - 前記対象物は、少なくとも1つの部品が実装された基板又は工作物である
請求項12〜16のいずれか1項に記載の受け治具の製造方法。 - 前記離型フィルムは、フッ素樹脂系フィルム、シリコン樹脂系フィルム又は耐熱フィルムに離型剤がコーティングされたフィルムである
請求項12〜17のいずれか1項に記載の受け治具の製造方法。 - 前記外型及び前記内型は、フッ素系樹脂コート処理、シリコン樹脂コート処理又は非粘着複合物コート処理がされた金型である
請求項12〜18のいずれか1項に記載の受け治具の製造方法。 - 前記押し付けるステップでは、前記外型の内周面と前記内型の外周面との間のクリアランスが50μmから300μmの状態で前記内型が押し付けられる
請求項12〜19のいずれか1項に記載の受け治具の製造方法。 - 前記加熱するステップでは、前記樹脂を70度から360度の温度で加熱する
請求項12〜20のいずれか1項に記載の受け治具の製造方法。 - 前記樹脂は、熱硬化性樹脂及び熱可塑性樹脂のうちの一方に導電材料が配合された樹脂であり、
前記熱硬化性樹脂及び前記熱可塑性樹脂のうちの一方に対して、前記導電材料の重量部は、0.3重量部から20重量部である
請求項12〜21のいずれか1項に記載の受け治具の製造方法。 - 前記熱硬化性樹脂は、エポキシ樹脂、ウレタン樹脂、シリコン樹脂、フッ素樹脂、ポリイミド樹脂、アクリル樹脂又はフェノール樹脂であり、
前記熱可塑性樹脂は、低分子量ポリエチレン樹脂、熱可塑性ウレタン樹脂、塩化ビニル樹脂、ポリプロピレン樹脂、アクリロニトリルスチレン樹脂、スチレン樹脂、アクリル樹脂、メタクリル樹脂、ポリエチレンテレフタレート樹脂、ポリ塩化ビニリデン樹脂、ポリフッ化ビニリデン、ポリアミド樹脂、アセタール樹脂、ポリカーボネイト樹脂又はポリブチレンテレフタレート樹脂であり、
前記導電材料は、カーボンナノチューブ、グラフェン又はグラファイトを含む炭素同素体である
請求項22に記載の受け治具の製造方法。 - 前記樹脂は、前記熱硬化性樹脂としてエポキシ樹脂に前記導電材料と硬化剤と硬化促進剤とを配合した樹脂であり、
前記硬化剤は、酸無水物系化合物、ジアミン系化合物又はジアルコール系化合物であり、
前記硬化促進剤は、アミン系化合物であり、
前記熱硬化性樹脂に対して、
前記硬化剤の重量部は、100重量部から800重量部であり、
前記硬化促進剤の重量部は、1重量部から20重量部である
請求項23に記載の受け治具の製造方法。 - 前記エポキシ樹脂は、ビスフェノールF型エポキシ樹脂である
請求項24に記載の受け治具の製造方法。 - 前記エポキシ樹脂は、ビスフェノールF型エポキシ樹脂と脂肪族エポキシ樹脂及び変性エポキシ樹脂のうちの一方とが混合された可とう性エポキシ樹脂である
請求項24に記載の受け治具の製造方法。 - 前記硬化剤は、長鎖アルキル基を有するポリ酸ポリ無水物、又は、長鎖アルキル基を有するポリ酸ポリ無水物とテトラヒドロメチル無水フタル酸とが混合された混合物である
請求項24〜26のいずれか1項に記載の受け治具の製造方法。 - 前記硬化促進剤は、1.8アザビシクロウンデセンである
請求項24〜27のいずれか1項に記載の受け治具の製造方法。 - 前記導電材料は、多層カーボンナノチューブである
請求項24〜28のいずれか1項に記載の受け治具の製造方法。 - 熱硬化性樹脂及び熱可塑性樹脂のうちの一方に導電材料が配合された樹脂であり、
前記熱硬化性樹脂及び前記熱可塑性樹脂のうちの一方に対して、前記導電材料の重量部は、0.3重量部から20重量部である
樹脂。 - 前記熱硬化性樹脂は、エポキシ樹脂、ウレタン樹脂、シリコン樹脂、フッ素樹脂、ポリイミド樹脂、アクリル樹脂又はフェノール樹脂であり、
前記熱可塑性樹脂は、低分子量ポリエチレン樹脂、熱可塑性ウレタン樹脂、塩化ビニル樹脂、ポリプロピレン樹脂、アクリロニトリルスチレン樹脂、スチレン樹脂、アクリル樹脂、メタクリル樹脂、ポリエチレンテレフタレート樹脂、ポリ塩化ビニリデン樹脂、ポリフッ化ビニリデン、ポリアミド樹脂、アセタール樹脂、ポリカーボネイト樹脂又はポリブチレンテレフタレート樹脂であり、
前記導電材料は、カーボンナノチューブ、グラフェン又はグラファイトを含む炭素同素体である
請求項30に記載の樹脂。 - 前記樹脂は、前記熱硬化性樹脂としてエポキシ樹脂に前記導電材料と硬化剤と硬化促進剤とを配合した樹脂であり、
前記硬化剤は、酸無水物系化合物、ジアミン系化合物又はジアルコール系化合物であり、
前記硬化促進剤は、アミン系化合物であり、
前記熱硬化性樹脂に対して、
前記硬化剤の重量部は、100重量部から800重量部であり、
前記硬化促進剤の重量部は、1重量部から20重量部である
請求項31に記載の樹脂。 - 前記エポキシ樹脂は、ビスフェノールF型エポキシ樹脂である
請求項32に記載の樹脂。 - 前記エポキシ樹脂は、ビスフェノールF型エポキシ樹脂と脂肪族エポキシ樹脂及び変性エポキシ樹脂のうちの一方とが混合された可とう性エポキシ樹脂である
請求項32に記載の樹脂。 - 前記硬化剤は、長鎖アルキル基を有するポリ酸ポリ無水物、又は、長鎖アルキル基を有するポリ酸ポリ無水物とテトラヒドロメチル無水フタル酸とが混合された混合物である
請求項32〜34のいずれか1項に記載の樹脂。 - 前記硬化促進剤は、1.8アザビシクロウンデセンである
請求項32〜35のいずれか1項に記載の樹脂。 - 前記導電材料は、多層カーボンナノチューブである
請求項32〜36のいずれか1項に記載の樹脂。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016023011A JP6540963B2 (ja) | 2016-02-09 | 2016-02-09 | 受け治具及び受け治具の製造方法 |
| PCT/JP2016/088126 WO2017138266A1 (ja) | 2016-02-09 | 2016-12-21 | 受け治具、受け治具の製造方法及び樹脂 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016023011A JP6540963B2 (ja) | 2016-02-09 | 2016-02-09 | 受け治具及び受け治具の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017143155A true JP2017143155A (ja) | 2017-08-17 |
| JP6540963B2 JP6540963B2 (ja) | 2019-07-10 |
Family
ID=59563035
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016023011A Active JP6540963B2 (ja) | 2016-02-09 | 2016-02-09 | 受け治具及び受け治具の製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP6540963B2 (ja) |
| WO (1) | WO2017138266A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020082352A (ja) * | 2018-11-15 | 2020-06-04 | 株式会社ナノマテックス | 製造方法、樹脂リール、製造システム及び受け治具 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60141725A (ja) * | 1983-12-29 | 1985-07-26 | Okamura Seiyu Kk | ポリ酸ポリ無水物粉体 |
| JPS6330578A (ja) * | 1986-07-24 | 1988-02-09 | Shikoku Chem Corp | エポキシ樹脂系レジストインク組成物 |
| JPH07288394A (ja) * | 1994-04-19 | 1995-10-31 | Matsushita Electric Ind Co Ltd | 基板の支持方法とこれに用いる支持部材、この支持部材の製造方法およびこの支持部材を用いる作業装置 |
| JP2002009487A (ja) * | 2000-06-19 | 2002-01-11 | Sharp Corp | プリント基板保持治具の製造方法およびプリント基板保持治具 |
| JP2003238820A (ja) * | 2002-02-20 | 2003-08-27 | Nidec Copal Corp | 光学機器用帯電防止樹脂材料 |
| JP2010171069A (ja) * | 2009-01-20 | 2010-08-05 | Mitsubishi Chemicals Corp | 太陽電池封止材用エポキシ樹脂組成物及び太陽電池 |
| JP2010235675A (ja) * | 2009-03-30 | 2010-10-21 | Mitsubishi Engineering Plastics Corp | 導電性樹脂組成物及び導電性樹脂成形品 |
| JP2012092201A (ja) * | 2010-10-26 | 2012-05-17 | Kyocera Chemical Corp | 導電性樹脂組成物およびそれを用いた半導体装置 |
| JP2012097282A (ja) * | 2004-04-30 | 2012-05-24 | Kureha Corp | 封止用樹脂組成物及び樹脂封止された半導体装置 |
| JP2015025128A (ja) * | 2013-07-26 | 2015-02-05 | 三星エスディアイ株式会社Samsung SDI Co.,Ltd. | 導電性シート用組成物 |
-
2016
- 2016-02-09 JP JP2016023011A patent/JP6540963B2/ja active Active
- 2016-12-21 WO PCT/JP2016/088126 patent/WO2017138266A1/ja not_active Ceased
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60141725A (ja) * | 1983-12-29 | 1985-07-26 | Okamura Seiyu Kk | ポリ酸ポリ無水物粉体 |
| JPS6330578A (ja) * | 1986-07-24 | 1988-02-09 | Shikoku Chem Corp | エポキシ樹脂系レジストインク組成物 |
| JPH07288394A (ja) * | 1994-04-19 | 1995-10-31 | Matsushita Electric Ind Co Ltd | 基板の支持方法とこれに用いる支持部材、この支持部材の製造方法およびこの支持部材を用いる作業装置 |
| JP2002009487A (ja) * | 2000-06-19 | 2002-01-11 | Sharp Corp | プリント基板保持治具の製造方法およびプリント基板保持治具 |
| JP2003238820A (ja) * | 2002-02-20 | 2003-08-27 | Nidec Copal Corp | 光学機器用帯電防止樹脂材料 |
| JP2012097282A (ja) * | 2004-04-30 | 2012-05-24 | Kureha Corp | 封止用樹脂組成物及び樹脂封止された半導体装置 |
| JP2010171069A (ja) * | 2009-01-20 | 2010-08-05 | Mitsubishi Chemicals Corp | 太陽電池封止材用エポキシ樹脂組成物及び太陽電池 |
| JP2010235675A (ja) * | 2009-03-30 | 2010-10-21 | Mitsubishi Engineering Plastics Corp | 導電性樹脂組成物及び導電性樹脂成形品 |
| JP2012092201A (ja) * | 2010-10-26 | 2012-05-17 | Kyocera Chemical Corp | 導電性樹脂組成物およびそれを用いた半導体装置 |
| JP2015025128A (ja) * | 2013-07-26 | 2015-02-05 | 三星エスディアイ株式会社Samsung SDI Co.,Ltd. | 導電性シート用組成物 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020082352A (ja) * | 2018-11-15 | 2020-06-04 | 株式会社ナノマテックス | 製造方法、樹脂リール、製造システム及び受け治具 |
| JP7218891B2 (ja) | 2018-11-15 | 2023-02-07 | 株式会社ナノマテックス | 製造方法、樹脂リール、製造システム及び受け治具 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6540963B2 (ja) | 2019-07-10 |
| WO2017138266A1 (ja) | 2017-08-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10616993B1 (en) | Heatsink backing plate | |
| KR20210120806A (ko) | 정전 척 장치 | |
| WO2011118657A1 (ja) | 静電チャック | |
| CN101331818A (zh) | 传热部件、突起结构部件、电子装置以及电气产品 | |
| JP3212628U (ja) | 製造システム | |
| JP6902950B2 (ja) | 金属樹脂複合成形品およびその製造方法 | |
| JP2021514421A (ja) | 熱接触充填材、及び熱接触充填材を有する蓄電池集成体 | |
| Edmund Sek et al. | Dynamic warpage simulation of molded PCB under reflow process | |
| JP2017143155A (ja) | 受け治具及び受け治具の製造方法 | |
| CN1727264B (zh) | 防滑装置 | |
| US11114361B2 (en) | Electronics assemblies and methods of manufacturing electronics assemblies with improved thermal performance | |
| CN1630847A (zh) | 输入装置及其制造方法 | |
| TWI658766B (zh) | 耐蝕性電子基板及用於其的塗敷組成物 | |
| Zhang et al. | Approach on thermoelectricity reliability of board-level backplane based on the orthogonal experiment design | |
| JP2020082352A (ja) | 製造方法、樹脂リール、製造システム及び受け治具 | |
| Saito et al. | Computational prediction of microstructures in α‐alumina/PMMA composites and its experimental verification | |
| Yiming et al. | Highly stretchable bilayer lattice structures that elongate via in‐plane deformation | |
| Jiang et al. | Optimal Design of Co/In/Cu Sputtering Target Assembly Using Finite Element Method and Taguchi Method: L. Jiang et al. | |
| CN101875168A (zh) | 散热模块及其组装方法 | |
| Mohammadhosseinzadeh et al. | Effect of Warpage Pattern of Printed Circuit Board on Solder Paste Volume in the Stencil Printing Process | |
| CN1768414A (zh) | 伪晶片 | |
| JP5454149B2 (ja) | ヒートシンク取付構造及びヒートシンク取付方法 | |
| JP6443715B2 (ja) | 基板検査治具設計方法 | |
| TWI815736B (zh) | 熱固化保護膠的硬度即時測試方法 | |
| JP2009111243A (ja) | 静電チャック |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170516 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20171107 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180115 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20180123 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20180406 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190213 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190319 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190528 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6540963 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |