JP2017143236A - セラミックスプレート、その製造方法および光半導体装置 - Google Patents
セラミックスプレート、その製造方法および光半導体装置 Download PDFInfo
- Publication number
- JP2017143236A JP2017143236A JP2016096807A JP2016096807A JP2017143236A JP 2017143236 A JP2017143236 A JP 2017143236A JP 2016096807 A JP2016096807 A JP 2016096807A JP 2016096807 A JP2016096807 A JP 2016096807A JP 2017143236 A JP2017143236 A JP 2017143236A
- Authority
- JP
- Japan
- Prior art keywords
- phosphor
- optical semiconductor
- plate
- ceramic plate
- ceramic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Classifications
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10H—INORGANIC LIGHT-EMITTING SEMICONDUCTOR DEVICES HAVING POTENTIAL BARRIERS
- H10H20/00—Individual inorganic light-emitting semiconductor devices having potential barriers, e.g. light-emitting diodes [LED]
- H10H20/80—Constructional details
- H10H20/85—Packages
- H10H20/851—Wavelength conversion means
- H10H20/8514—Wavelength conversion means characterised by their shape, e.g. plate or foil
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10H—INORGANIC LIGHT-EMITTING SEMICONDUCTOR DEVICES HAVING POTENTIAL BARRIERS
- H10H20/00—Individual inorganic light-emitting semiconductor devices having potential barriers, e.g. light-emitting diodes [LED]
- H10H20/01—Manufacture or treatment
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10H—INORGANIC LIGHT-EMITTING SEMICONDUCTOR DEVICES HAVING POTENTIAL BARRIERS
- H10H20/00—Individual inorganic light-emitting semiconductor devices having potential barriers, e.g. light-emitting diodes [LED]
- H10H20/80—Constructional details
- H10H20/84—Coatings, e.g. passivation layers or antireflective coatings
- H10H20/841—Reflective coatings, e.g. dielectric Bragg reflectors
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10H—INORGANIC LIGHT-EMITTING SEMICONDUCTOR DEVICES HAVING POTENTIAL BARRIERS
- H10H20/00—Individual inorganic light-emitting semiconductor devices having potential barriers, e.g. light-emitting diodes [LED]
- H10H20/80—Constructional details
- H10H20/85—Packages
- H10H20/852—Encapsulations
- H10H20/854—Encapsulations characterised by their material, e.g. epoxy or silicone resins
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10H—INORGANIC LIGHT-EMITTING SEMICONDUCTOR DEVICES HAVING POTENTIAL BARRIERS
- H10H20/00—Individual inorganic light-emitting semiconductor devices having potential barriers, e.g. light-emitting diodes [LED]
- H10H20/01—Manufacture or treatment
- H10H20/036—Manufacture or treatment of packages
- H10H20/0361—Manufacture or treatment of packages of wavelength conversion means
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W90/00—Package configurations
- H10W90/701—Package configurations characterised by the relative positions of pads or connectors relative to package parts
- H10W90/751—Package configurations characterised by the relative positions of pads or connectors relative to package parts of bond wires
- H10W90/754—Package configurations characterised by the relative positions of pads or connectors relative to package parts of bond wires between a chip and a stacked insulating package substrate, interposer or RDL
Landscapes
- Led Device Packages (AREA)
- Optical Filters (AREA)
- Compositions Of Oxide Ceramics (AREA)
Abstract
【課題】実装性に優れるセラミックスプレート、その製造方法および光半導体装置提供すること。【解決手段】蛍光体セラミックスプレート1は、平板形状を有する蛍光体セラミックスプレート1であって、周端面から内側に切り欠かれる切り欠き部7が設けられ、切り欠き部7を区画する端面3が、平板形状の厚み方向に対して、傾斜する。【選択図】図1
Description
本発明は、セラミックスプレート、その製造方法および光半導体装置、詳しくは、セラミックスプレート、そのセラミックスプレートの製造方法、および、そのセラミックスプレートを備える光半導体装置に関する。
従来、セラミック材料を含むルミネセンス変換要素を、放射放出半導体チップとともにオプトエレクトロニクス部品に用いることが知られている。
ルミネセンス変換要素は、例えば、切取り部を有するL字板形状に形成されている(例えば、特許文献1参照。)。特許文献1では、ルミネセンス変換要素の下面を放射放出半導体チップの上面に接合し、切取り部から露出する放射放出半導体チップの角領域に設けられるボンディングパッドをボンディングワイヤで接続したオプトエレクトロニクス部品が提案されている。
しかるに、近年、オプトエレクトロニクス部品において、ボンディングパッドをボンディングワイヤで接続するための実装性の向上が求められている。
本発明の目的は、実装性に優れるセラミックスプレート、その製造方法および光半導体装置を提供することにある。
本発明[1]は、平板形状を有するセラミックスプレートであって、周端面から内側に切り欠かれる切り欠き部が設けられ、前記切り欠き部を区画する端面が、前記セラミックスプレートの厚み方向に対して、傾斜するセラミックスプレートを含んでいる。
本発明[2]は、前記端面の傾斜角度が、前記端面と前記セラミックスプレートの上面または下面とのなす角度のうち一方が、仮想面に対して、30度以上89度以下である[1]に記載のセラミックスプレートを含んでいる。
本発明[3]は、前記端面は、平面視において、湾曲形状を有する[1]または[2]に記載のセラミックスプレートを含んでいる。
本発明[4]は、光半導体素子と、光半導体素子の一方面に配置される[1]〜[3]のいずれかに記載のセラミックスプレートとを備える光半導体装置を含んでいる。
本発明[5]は、前記セラミックスプレートは、前記光半導体素子の一方面および前記端面がなす角度が鋭角となるように、前記光半導体素子の一方面に配置されている[4]に記載の光半導体装置を含んでいる。
本発明[6]は、前記セラミックスプレートは、前記光半導体素子の一方面および前記端面がなす角度が鈍角となるように、前記光半導体素子の一方面に配置されている[4]に記載の光半導体装置を含んでいる。
本発明[7]は、セラミックスシートを用意する工程と、前記セラミックスシートに貫通孔を形成し、前記貫通孔を区画する端面を露出する工程と、前記セラミックスシートを切断して、前記端面を含む複数のセラミックスプレートを形成する工程とを順に備え、前記端面が、前記セラミックスシートの厚み方向に対して、傾斜するセラミックスプレートの製造方法を含んでいる。
本発明[8]は、前記セラミックスシートを切断する際に露出する側面が、前記セラミックスシートの厚み方向に対して、傾斜する、[7]に記載のセラミックスプレートの製造方法を含んでいる。
本発明のセラミックスプレートによれば、光半導体素子に設けられているボンディングパッドをボンディングワイヤで接続するための実装性に優れる。
本発明のセラミックスプレートの製造方法によれば、ボンディングワイヤの実装性に優れるセラミックスプレートを製造することができる。
本発明の光半導体装置によれば、本発明のセラミックスプレートを用いているため、歩留まりが良好である。
<蛍光体セラミックスプレート>
本発明のセラミックスプレートの一実施形態として、蛍光体セラミックスプレートについて説明する。
本発明のセラミックスプレートの一実施形態として、蛍光体セラミックスプレートについて説明する。
1.蛍光体セラミックスプレートの製造方法
まず、本発明の一実施形態の蛍光体セラミックスプレート1(以下、単に蛍光体プレート1ともいう。)の製造方法の一実施形態を図1A〜図3Cを用いて説明する。
まず、本発明の一実施形態の蛍光体セラミックスプレート1(以下、単に蛍光体プレート1ともいう。)の製造方法の一実施形態を図1A〜図3Cを用いて説明する。
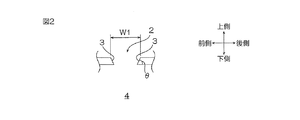
図2において、紙面上下方向は、上下方向(第1方向、厚み方向)であり、紙面上側が上側(第1方向一方側)、紙面下側が下側(第1方向他方側)である。紙面左右方向は、前後方向(第1方向に直交する第2方向)であり、紙面左側が前側(第2方向一方側)、紙面右側が後側(第2方向他方側)である。紙厚方向は、左右方向(第1方向および第2方向に直交する第3方向)であり、紙面手前側が右側(第3方向一方側)、紙面奥側が左側(第3方向他方側)である。図2以外の図面についても図2の方向に準拠する。
蛍光体プレート1の製造方法は、図1A〜図1Cに示すように、セラミックスシートの一実施形態としての蛍光体セラミックスシート4を用意する用意工程と、蛍光体セラミックスシート4に貫通孔2を形成し、貫通孔2を区画する端面3を露出する貫通孔形成工程と、蛍光体セラミックスシート4を切断して、端面3を含む複数の蛍光体プレート1を形成する切断工程とを順に備える。以下、各工程について詳説する。
(用意工程)
用意工程では、蛍光体セラミックスシート4を用意する。具体的には、蛍光体グリーンシート9を用意し、次いで、蛍光体グリーンシート9を焼成する。
用意工程では、蛍光体セラミックスシート4を用意する。具体的には、蛍光体グリーンシート9を用意し、次いで、蛍光体グリーンシート9を焼成する。
まず、図1Aに示すように、蛍光体グリーンシート9を用意する。
蛍光体グリーンシート9を用意する方法としては、例えば、スラリー(泥漿)成形、例えば、冷間等静圧圧縮成形(CIP)、熱間等静圧圧縮成形(HIP)などの圧縮成形、例えば、射出成形などが挙げられる。好ましくは、蛍光体グリーンシート9の厚み精度の観点から、スラリー成形、圧縮成形が挙げられ、より好ましくは、スラリー成形が挙げられる。
スラリー成形では、まず、例えば、蛍光体材料、有機粒子およびバインダーを含有する蛍光体組成物と、分散媒とを含有するスラリーを調製する。
蛍光体材料は、蛍光体の原材料であって、蛍光体に応じて適宜選択される。
蛍光体は、波長変換機能を有しており、例えば、青色光を黄色光に変換することのできる黄色蛍光体、青色光を赤色光に変換することのできる赤色蛍光体などが挙げられる。
黄色蛍光体としては、例えば、(Ba,Sr,Ca)2SiO4;Eu、(Sr,Ba)2SiO4:Eu(バリウムオルソシリケート(BOS))などのシリケート蛍光体、例えば、(Y、Gd、Ba、Ca、Lu)3(Al、Si、Ge、B、P、Ga)5O12:Ce(YAG(イットリウム・アルミニウム・ガーネット):Ce)、Tb3Al3O12:Ce(TAG(テルビウム・アルミニウム・ガーネット):Ce)などのガーネット型結晶構造を有するガーネット型蛍光体、例えば、Ca−α−SiAlONなどの酸窒化物蛍光体などが挙げられる。赤色蛍光体としては、例えば、CaAlSiN3:Eu、CaSiN2:Euなどの窒化物蛍光体などが挙げられる。好ましくは、ガーネット型蛍光体、より好ましくは、YAG:Ce(Y3Al5O12:Ce)が挙げられる。
そして、蛍光体材料としては、例えば、蛍光体を構成する金属単体、その金属酸化物、金属窒化物などが挙げられる。具体的には、蛍光体としてYAG:Ceを形成する場合は、蛍光体材料としては、例えば、酸化イットリウムなどのイットリウム含有化合物、酸化アルミニウムなどのアルミニウム含有化合物、酸化セリウムなどのセリウム含有化合物などの金属酸化物が挙げられる。蛍光体材料は、例えば、粒子状(あるいは粉末状)に形成されている。
蛍光体材料の純度は、例えば、99.0質量%以上、好ましくは、99.9質量%以上である。
有機粒子は、蛍光体セラミックスシート4に微細な空孔(図示せず)を形成するために蛍光体組成物に必要により含有される。有機粒子を形成する有機材料としては、焼成において(後述)完全に熱分解される材料であればよく、例えば、アクリル樹脂(具体的には、ポリメタクリル酸メチル)、スチレン樹脂、アクリル−スチレン系樹脂、ポリカーボネート樹脂、ベンゾグアナミン樹脂、ポリオレフィン樹脂、ポリエステル樹脂、ポリアミド樹脂、ポリイミド樹脂などの熱可塑性樹脂、例えば、エポキシ樹脂、シリコーン樹脂などの熱硬化性樹脂が挙げられる。好ましくは、熱可塑性樹脂、より好ましくは、アクリル樹脂が挙げられる。有機粒子の平均粒子径は、特に限定されず、例えば、3.4μm以上、好ましくは、4.0μm以上であり、また、例えば、25.0μm以下、好ましくは、20.0μm以下、より好ましくは、8.0μm以下である。
有機粒子の含有割合は、蛍光体材料と有機粒子の合計含有量に対して、例えば、1.5体積%以上、好ましくは、2.0体積%以上であり、また、例えば、12.0体積%以下、好ましくは、10.0体積%以下、より好ましくは、8.0体積%以下である。
バインダーとしては、例えば、アクリル系ポリマー、ブチラール系ポリマー、ビニル系ポリマー、ウレタン系ポリマーなどの樹脂が挙げられる。また、バインダーは、水溶性バインダーが挙げられる。好ましくは、アクリル系ポリマー、より好ましくは、水溶性アクリル系ポリマーが挙げられる。バインダーの含有割合は、蛍光体材料とバインダーとの合計100体積部に対して、例えば、10体積部以上、好ましくは、20体積部以上、より好ましくは、30体積部以上、また、例えば、60体積部以下、好ましくは、50体積部以下、より好ましくは、40体積部以下となるように、設定される。
蛍光体組成物は、例えば、必要に応じて、分散剤、可塑剤、焼成助剤などの添加剤をさらに含有することができる。
分散媒は、蛍光体材料および有機粒子を分散できれば特に限定されない。分散媒としては、例えば、水、例えば、アセトン、メチルエチルケトン、メタノール、エタノール、トルエン、プロピオン酸メチル、メチルセルソルブなどの有機系分散媒が挙げられる。好ましくは、水が挙げられる。分散媒の含有割合は、スラリーに対して、例えば、1質量%以上、30質量%以下である。
スラリーを調製するには、まず、上記成分を上記割合で配合し、例えば、ボールミルなどで湿式混合する。
なお、スラリーを調製するときには、上記成分を一括で湿式混合してもよい。また、有機粒子を除く成分を湿式混合して予備スラリーを調製し、次いで、その予備スラリーに有機粒子を湿式混合して、スラリーを調製することもできる。
続いて、スラリーを剥離シート10の表面に塗布し、その後、乾燥する。
剥離シート10は、可撓性の材料から形成されている。そのような材料としては、例えば、ポリエチレンテレフタレート(PET)シートなどのポリエステルシート、例えば、ポリカーボネートシート、例えば、ポリエチレンシート、ポリプロピレンシートなどのポリオレフィンシート、例えば、ポリスチレンシート、例えば、アクリルシート、例えば、シリコーン樹脂シート、フッ素樹脂シートなどの樹脂シートなどが挙げられる。さらに、例えば、銅箔、ステンレス箔などの金属箔も挙げられる。好ましくは、樹脂シート、さらに好ましくは、ポリエステルシートが挙げられる。剥離シート10の表面には、剥離性を高めるため、必要により剥離処理が施されていてもよい。剥離シート10の厚みは、例えば、取扱性、コストの観点から適宜設定され、具体的には、10μm以上、200μm以下である。
スラリーを剥離シート10に塗布する方法としては、ドクターブレードコート、グラビアコート、ファウンテンコート、キャストコート、スピンコート、ロールコートなどの塗布方法が用いられる。
これにより、スラリーからなる塗膜を剥離シート10の表面に形成する。続いて、塗膜を乾燥する。
乾燥温度は、例えば、20℃以上、好ましくは、50℃以上であり、また、例えば、200℃以下、好ましくは、150℃以下である。
乾燥時間は、例えば、1分以上、好ましくは、2分以上であり、また、例えば、24時間以下、好ましくは、5時間以下である。
これによって、蛍光体グリーンシート9を、剥離シート10によって支持された状態で得る。
この蛍光体グリーンシート9は、蛍光体セラミックスシート4(図1B参照)の焼成前のシートであって、前後方向および左右方向に延びる板状を有している。
その後、剥離シート10を蛍光体グリーンシート9から剥離する。
その後、必要により、所望の厚みを得るために、複数(複層)の蛍光体グリーンシート9を熱ラミネートによって積層して、蛍光体グリーンシート積層体9とすることもできる。
蛍光体グリーンシート9(または蛍光体グリーンシート積層体9)の厚みは、例えば、10μm以上、好ましくは、30μm以上であり、また、例えば、500μm以下、好ましくは、200μm以下である。
次いで、図1Bに示すように、蛍光体グリーンシート9を焼成する。
焼成温度は、例えば、1300℃以上、好ましくは、1500℃以上であり、また、例えば、2000℃以下、好ましくは、1800℃以下である。
焼成時間は、例えば、1時間以上、好ましくは、2時間以上であり、また、例えば、24時間以下、好ましくは、8時間以下である。
焼成における昇温速度は、例えば、0.5℃/分以上、20℃/分以下である。
上記焼成(本焼成)の前に、バインダーや分散剤などの有機成分を熱分解および除去するために、電気炉を用いて、例えば、空気中、600℃以上、1300℃以下で予備加熱し、脱有機成分処理を実施することもできる。
焼成後の蛍光体セラミックスシート4(図1B参照)は、焼成前の蛍光体グリーンシート9(図1B)に対して収縮している。例えば、焼成後の蛍光体セラミックスシート4における厚みT1は、焼成前の蛍光体グリーンシート9に対して、例えば、99%以下、好ましくは、95%以下、より好ましくは、90%以下であり、また、例えば、60%以上である。
具体的には、焼成後の蛍光体セラミックスシート4における厚みT1は、例えば、0.03mm以上、好ましくは、0.05mm以上であり、また、例えば、1.0mm以下、好ましくは、0.3mm以下である。
また、蛍光体セラミックスシート4には、微細な空孔(図示せず)が複数形成されている。空孔の平均孔径は、例えば、2.5μm以上、好ましくは、3.0μm以上、より好ましくは、3.5μm以上であり、また、例えば、20.0μm以下、好ましくは、16.0μm以下、より好ましくは、10.0μm以下である。
(貫通孔形成工程)
貫通孔形成工程では、図1Cに示すように、蛍光体セラミックスシート4に貫通孔2を形成する。
貫通孔形成工程では、図1Cに示すように、蛍光体セラミックスシート4に貫通孔2を形成する。
貫通孔2を形成する方法として、例えば、ブラスト加工などが挙げられる。ブラスト加工としては、直圧式ブラスト加工、サイフォン式加工などが挙げられる。
ブラスト加工では、具体的に、蛍光体セラミックスシート4にレジストを配置することにより、貫通孔2を設ける箇所以外をレジストにて被覆した後に、噴射材料を蛍光体セラミックスシート4に噴射する。
ブラスト加工に用いる噴射材料の種類や粒径、噴射速度、方式(直圧式、サイフォン式)などを適宜調整することにより、貫通孔2の大きさ、端面3の傾斜角度(θ)などを適宜調整することができる。
そして、複数の貫通孔2が蛍光体セラミックスシート4に形成されることによって、蛍光体セラミックスシート4には、複数の貫通孔2のそれぞれを区画する複数の端面3のそれぞれが形成される。つまり、貫通孔形成工程では、貫通孔2および端面3が同時に形成される。
貫通孔2は、蛍光体セラミックスシート4において、前後方向および左右方向に互いに間隔を隔てて複数(前後2列、左右2列)整列配置されている。
貫通孔2は、蛍光体セラミックスシート4を厚み方向(上下方向)に貫通している。貫通孔2は、平面視略矩形状(具体的には、平面視略正方形状)を有する。より具体的には、貫通孔2の略矩形状は、全て(4つ)の角部(隅)が丸くなっている、すなわち、全ての角部が円弧状に形成されている。貫通孔2は、図2に示すように、平面視略矩形状を維持しながら、下側に向かって幅狭となる断面視略テーパ形状を有している。
端面3は、貫通孔2の内周面を区画している。端面3は、図2に示すように、断面視において、蛍光体セラミックスシート4(ひいては、後述する蛍光体プレート1)において厚み方向(上下方向)に対して傾斜する。また、端面3と、蛍光体セラミックスシート4の下面とがなす傾斜角度θは、鋭角であり、具体的には、後述する。
貫通孔2の寸法は、後述する光半導体装置20の接続部27およびワイヤ29(図3C参照)の寸法に応じて適宜設定される。具体的には、貫通孔2の長さ(前後方向長さW1または左右方向長さW2)は、それぞれ、例えば、0.1mm以上、好ましくは、0.3mm以上であり、また、例えば、5.0mm以下、好ましくは、1.0mm以下である。隣接する貫通孔2のピッチ(W3)、すなわち、貫通孔2の一方端から、隣接する貫通孔2の一方端までの間隔は、例えば、0.1mm以上、好ましくは、1mm以上であり、また、例えば、20mm以下、好ましくは、10mm以下である。
(切断工程)
切断工程では、図1Dに示すように、まず、蛍光体セラミックスシート4を支持シート5に支持させる。
切断工程では、図1Dに示すように、まず、蛍光体セラミックスシート4を支持シート5に支持させる。
支持シート5としては、蛍光体セラミックスシート4を確実に切断するために支持シート5を支持し、その後、切断された蛍光体セラミックスシート4(具体的には、蛍光体プレート1)を引き剥がすことができる、微粘着性を有するダイシングテープが挙げられる。また、支持シート5の寸法は、蛍光体セラミックスシート4の寸法に応じて適宜調節されており、例えば、支持シート5の前後方向長さおよび左右方向長さは、蛍光体セラミックスシート4のそれらに対して、長い。
次いで、この切断工程において、蛍光体セラミックスシート4を切断して、端面3を含む複数の蛍光体プレート1を形成する。
具体的には、蛍光体セラミックスシート4を、切断刃6により切断する。
切断刃としては、図1Dで示すように、例えば、円盤状を有し、その軸に対して回転可能なダイシングソー(ダイシングブレード)、例えば、略水平に沿う刃先を有するカッタ(図示せず)が挙げられる。切断刃6として、好ましくは、ダイシングソーが挙げられる。
蛍光体セラミックスシート4を切断するには、具体的には、例えば、ダイシングソーを備えるダイシング装置、カッタを備えるカッティング装置(図示せず)が用いられる。好ましくは、ダイシング装置が挙げられる。
そして、上記した切断刃6により形成される第1切断線11が複数の貫通孔2を通過するように、蛍光体セラミックスシート4を切断して、蛍光体プレート1を製造する。具体的には、1つの貫通孔2を区画する端面3が複数の蛍光体プレート1のそれぞれに分け与えられて、1つの端面3を分割するように、蛍光体セラミックスシート4を切断する。詳しくは、1つの貫通孔2を区画する端面3が4つの蛍光体プレート1のそれぞれに分け与えられて、1つの端面3を4分割するように、蛍光体セラミックスシート4を切断する。
具体的には、第1切断線11が、複数の貫通孔2のそれぞれの中心を通過するように、蛍光体セラミックスシート4を切断する。すると、1つの端面3が複数に分割される。
第1切断線11は、前後方向に延び、左右方向に互いに間隔を隔てて配置される第1前後切断線12と、左右方向に延び、前後方向に互いに間隔を隔てて配置される第1左右切断線13とを有している。
第1前後切断線12および第1左右切断線13は、複数の貫通孔2のそれぞれの中心において、直交するように、交差している。
また、第1切断線11に沿う蛍光体セラミックスシート4の切断とともに、第2切断線14に沿う蛍光体セラミックスシート4の切断を実施する。
第2切断線14は、貫通孔2を通過せず、具体的には、隣接する貫通孔2の間を通過する。第2切断線14は、前後方向に延び、第1前後切断線12に隣接して並行する第2前後切断線16と、左右方向に延び、第1左右切断線13に隣接して並行する第2左右切断線17とを有している。
第2前後切断線16と第1前後切断線12とは、左右方向において、交互に等間隔で配置されている。第2左右切断線17と第1左右切断線13とは、前後方向において、交互に等間隔で配置されている。
そして、上記した第1切断線11および第2切断線14に沿う蛍光体セラミックスシート4の切断により、複数の蛍光体プレート1が支持シート5の上面に支持された状態で得られる。次いで、複数の蛍光体プレート1のそれぞれを、例えば、コレットを備えるピックアップ装置(図示せず)によって支持シート5から引き剥がす。
これにより、個片化された複数の蛍光体プレート1が得られる。
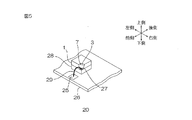
2.蛍光体セラミックスプレート(蛍光体プレート)
蛍光体プレート1は、図3A〜図3Cに示すように、平坦な上面および平坦な下面を有する平板形状を有している。また、蛍光体プレート1の周側面は、1つの貫通孔2の端面3から分割された端面3と、その端面3の両端部に連続し、互いに直交する2つの第1切断線11に沿う2つの第1側面18(2面の側面)と、互いに直交する第2切断線14または蛍光体セラミックスシート4の周側面に沿い、第1側面18の両端部に連続する2つの第2側面19(2面の側面)とを有している。
蛍光体プレート1は、図3A〜図3Cに示すように、平坦な上面および平坦な下面を有する平板形状を有している。また、蛍光体プレート1の周側面は、1つの貫通孔2の端面3から分割された端面3と、その端面3の両端部に連続し、互いに直交する2つの第1切断線11に沿う2つの第1側面18(2面の側面)と、互いに直交する第2切断線14または蛍光体セラミックスシート4の周側面に沿い、第1側面18の両端部に連続する2つの第2側面19(2面の側面)とを有している。
蛍光体プレート1は、図3Bに示すように、平面視略矩形状(具体的には、平面視略正方形状)を有している。また、蛍光体プレート1は、1つの貫通孔2から4つに分割されて形成される切り欠き部7を有している。
切り欠き部7は、蛍光体プレート1の角部(隅)の周端面から、内側に向かって、平面視略矩形状(平面視略正方形状)に切り欠かれるように形成されている。すなわち、切り欠き部7は、蛍光体プレート1の角部において、平面視略矩形状に形成されている。
切り欠き部7を区画する端面3は、図3Cに示すように、断面視において、蛍光体プレート1の厚み方向(上下方向)に対して傾斜する。また、端面3の角部8は、図3Bに示すように、平面視において、湾曲形状を有する。具体的には、端面3は、平面視において、所定の幅を持った略L字形状を有しており、その平面視L字状の角部8が、丸くなるように形成されている、すなわち、円弧状に形成されている。
第1側面18および第2側面19は、断面視において、蛍光体プレー1の厚み方向に沿い、蛍光体プレート1の面方向(前後方向および左右方向)に対して直交する。
複数の蛍光体プレート1のそれぞれの寸法は、後述する光半導体素子28の寸法に応じて適宜設定される。蛍光体プレート1の前後方向長さL1および左右方向長さL2は、例えば、0.1mm以上、好ましくは、0.5mm以上であり、また、例えば、10mm以下、好ましくは、2.0mm以下である。厚みは、上記した蛍光体セラミックスシート4の厚みT1と同様である。
端面3の角部8の曲率半径Rは、例えば、0.01mm以上、好ましくは、0.05mm以上であり、また、例えば、0.20mm以下、好ましくは、0.15mm以下である。
端面3の傾斜角度θは、蛍光体プレート1の下面に対して、例えば、30度以上、好ましくは、51度以上であり、また、例えば、89度以下、好ましくは、80度以下である。端面3の傾斜角度θを上記範囲とすることにより、光半導体装置20の実装時において、接続部27の視認性やワイヤボンディング作業性が向上し、また、ワイヤ29の接触不良を改良することができる。さらに、端面3の傾斜角度θを51度以上とすることにより、蛍光体プレート1の周端縁に生じる色味変化(ブルーエッジ)の面積を低減できるため、発光性が優れる。
なお、傾斜角度θは、上記の説明では、蛍光体プレート1の下面と端面3とのなす角度としたが、傾斜角度シートは、蛍光体プレート1の下面と端面3とのなす角度、または、蛍光体プレート1の上面と端面3とのなす角度のうち、角度が小さい方(鋭角である方)と定義される。
切り欠き部7の上端における前後方向長さD1および左右方向長さD2(すなわち、切り欠き部7において、最も長くなる場合の前後方向長さおよび左右方向長さ)は、それぞれ、例えば、0.05mm以上、好ましくは、0.10mm以上であり、また、例えば、1.0mm以下、好ましくは、0.5mm以下である。
切り欠き部7の下端における前後方向長さD3および左右方向長さD4(すなわち、切り欠き部7において、最も短くなる場合の前後方向長さおよび左右方向長さ)は、それぞれ、上端におけるD1およびD2に対して、例えば、95%以下、好ましくは、90%以下であり、また、例えば、40%以上、好ましくは、50%以上である。具体的には、例えば、0.03mm以上、好ましくは、0.05mm以上であり、また、例えば、1.0mm以下、好ましくは、0.5mm以下である。
蛍光体プレート1は、次の図4Cにおいて説明する光半導体装置20ではない。蛍光体プレート1は、光半導体装置20の一部品、すなわち、光半導体装置20を作製するための部品であり、光半導体素子28を備えない。蛍光体プレート1は、部品単独で流通し、産業上利用可能なデバイスであるが、それに限定されない。
3.光半導体装置の第1実施形態およびその製造方法
蛍光体プレート1を用いて、本発明の第1実施形態の光半導体装置20を製造する方法を説明する。
蛍光体プレート1を用いて、本発明の第1実施形態の光半導体装置20を製造する方法を説明する。
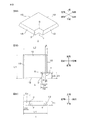
まず、図4Aに示すように、基板26および光半導体素子28を備える素子付基板30を用意する。
基板26は、略板形状を有しており、例えば、絶縁材料からなる。なお、基板26の上面には、端子部25を含む導体パターンが形成されている。
光半導体素子28は、基板26の上面に固定されており、端子部25と間隔を隔てて配置されている。光半導体素子28は、略矩形板形状を有しており、光半導体材料からなる。また、光半導体素子28の上面(一方面)の1つの角部(隅)には、ワイヤボンディングするための接続部(端子)27が形成されている。
素子付基板30は、基板26を用意する工程、および、基板26の上面に光半導体素子28を搭載する工程により製造される。
次いで、図4Bに示すように、蛍光体プレート1を光半導体素子28の上面に配置する。
具体的には、蛍光体プレート1を、光半導体素子28の上面と端面3とがなす角度が鋭角となるように、光半導体素子28の上面に配置する。
また、蛍光体プレート1を、接続部27が露出するように配置する。すなわち、厚み方向に投影したときに、切り欠き部7が接続部27を含むように配置する。
さらに、蛍光体プレート1を、厚み方向に投影したときに、切り欠き部7を除く部分において、蛍光体プレート1が光半導体素子28を含むように配置する。すなわち、切り欠き部7を除く部分において、蛍光体プレート1の周端縁は、光半導体素子28の周端縁よりも外側に位置する。
このとき、蛍光体プレート1と光半導体素子28との間に図示しない接着剤を介在させることにより、接着剤を介して、蛍光体プレート1を光半導体素子28に固定する。
次いで、図4Cに示すように、光半導体素子28の接続部27と基板26の端子部25とをワイヤボンディングする。
具体的には、ワイヤ29の一端部を接続部27に接続し、ワイヤ29の他端部を端子部25に接続する。
この際、ワイヤ29を、下方に向かって開放される略U字形状に撓むように配置する。また、ワイヤ29を、ワイヤ29の上端が、光半導体素子28の上面よりも上側に位置するように、配置する。
これにより、第1実施形態の光半導体装置20が得られる。
第1実施形態の光半導体装置20は、端子部25を有する基板26と、基板26の上面に配置され、接続部27を有する光半導体素子28と、光半導体素子28の上面に配置される蛍光体プレート1と、接続部27および端子部25を接続するワイヤ29とを備えている。
蛍光体プレート1は、光半導体素子28の上面と、端面3とがなす角度が鋭角となるように、光半導体素子28の上面に配置されている。上記鋭角の角度は、端面3の傾斜角度θと同一である。
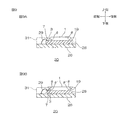
次いで、必要に応じて、図4Cの仮想線に示すように、光半導体装置20に光反射層31を配置する。
具体的には、光半導体素子28の接続部27および周側面、蛍光体プレート1の周側面、および、ワイヤ29を被覆するように、かつ、蛍光体プレート1の上面を露出するように光反射層31を配置する。
光反射層31を配置する方法としては、例えば、光反射成分(例えば、酸化アルミニウム、酸化チタン)および硬化性樹脂(例えば、シリコーン樹脂などの熱硬化性樹脂)を含有する液状の反射樹脂組成物を光半導体装置20の基板26上に塗布またはポッティングした後、反射樹脂組成物を硬化する方法、半硬化状態の反射樹脂組成物からなる光反射層31を光半導体装置20に転写した後、完全硬化する方法などが挙げられる。
このような光半導体装置20の第1実施形態の製造方法によれば、光半導体素子28の接続部27と基板26の端子部25とをワイヤ29で接続するための実装性に優れる。
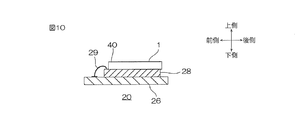
すなわち、従来の方法では、ワイヤボンディングする際に、切り欠き部7の端面3は、図10に示すように、光半導体装置20の上面および下面に対して垂直(すなわち、θが90度)となるように形成されている。そのため、例えば、図10において後側上方からワイヤボンディングする際に、蛍光体プレート1の角部の上端部40が障害となって、接続部27の視認性や、接続部27へのワイヤボンディング作業性が低下する。
一方、第1実施形態の製造方法では、蛍光体プレート1が、平面視略矩形状の角部から内側に切り欠かれる切り欠き部7が設けられ、切り欠き部7を区画する端面3が、上下方向に対して傾斜している。そして、その蛍光体プレート1を、光半導体素子28の上面と端面3とがなす角度θが鋭角となるように、光半導体素子28の上面に配置する。そのため、蛍光体プレート1の角部の上端部40が存在しない。その結果、斜め上方からの接続部27の視認性が確保されている。また、接続部27に対して、ワイヤボンディングの作業性が良好となる。
また、蛍光体プレート1の切り欠き部7の端面3における角部8が、平面視において、湾曲形状を有する。そのため、端面3の角部8が平面視直角形状である場合に比較して、端面3の角部8に対する応力集中が緩和される。その結果、クラックの発生を抑制することができる。
従って、この製造方法によって得られる第1実施形態の光半導体装置20は、歩留まりが良好となる。
4.光半導体装置の第2実施形態およびその製造方法
蛍光体プレート1を用いて、本発明の第2実施形態の光半導体装置20を製造する方法を説明する。
蛍光体プレート1を用いて、本発明の第2実施形態の光半導体装置20を製造する方法を説明する。
まず、図6Aに示すように、基板26および光半導体素子28を備える素子付基板30を用意する。この工程は、第1実施形態と同様である。
次いで、図6Bに示すように、光半導体素子28の接続部27と、基板26の端子部25とをワイヤボンディングする。ワイヤボンディングの方法は、第1実施形態と同様である。
次いで、図6Cに示すように、蛍光体プレート1を光半導体素子28の上面に配置する。
具体的には、蛍光体プレート1を、光半導体素子28の上面と端面3とがなす角度(θ´)が鈍角となるように、光半導体素子28の上面に配置する。
また、蛍光体プレート1は、接続部27が露出するように配置する。すなわち、厚み方向に投影したときに、切り欠き部7が接続部27を含むように配置する。
さらに、蛍光体プレート1を、厚み方向に投影したときに、蛍光体プレート1が切り欠き部7を除く部分において、光半導体素子28を含むように配置する。すなわち、切り欠き部7を除く部分において、蛍光体プレート1の周端縁は、光半導体素子28の周端縁よりも外側に位置する。
このとき、蛍光体プレート1と光半導体素子28との間に図示しない接着剤を介在させることにより、接着剤を介して、蛍光体プレート1を光半導体素子28に固定する。
これにより、第2実施形態の光半導体装置20が得られる。
第2実施形態の光半導体装置20は、端子部25を有する基板26と、基板26の上面に配置され、接続部27を有する光半導体素子28と、光半導体素子28の上面に配置される蛍光体プレート1と、接続部27および端子部25を接続するワイヤ29とを備えている。
蛍光体プレート1は、光半導体素子28の上面と、端面3とがなす角度(θ´)が鈍角となるように、光半導体素子28の上面に配置されている。上記鈍角の角度θ´は、例えば、91度以上、好ましくは、100度以上であり、また、例えば、150度以下、好ましくは、129度以下である。
蛍光体プレート1は、厚み方向に投影したときに、切り欠き部7を除く部分において、光半導体素子28を含むように配置されている。すなわち、切り欠き部7を除く部分において、蛍光体プレート1の周端縁は、光半導体素子28の周端縁よりも外側に位置している。
次いで、必要に応じて、図6Cの仮想線に示すように、光半導体装置20に光反射層31を配置する。
このような光半導体装置の第2実施形態の製造方法によれば、光半導体素子28の接続部27と基板26の端子部25とをワイヤで接続するための実装性に優れる。
すなわち、従来の方法では、ワイヤボンディングする際に、切り欠き部7の端面は、図10に示すように、光半導体装置20の上面および下面に対して垂直(すなわち、θが90度)となるように形成されている。そのため、例えば、先に、ワイヤボンディングした後、蛍光体プレート1を配置する場合、蛍光体プレート1の位置がずれると、ワイヤ29の根元(すなわち、端子部25とのボンディング付近)に蛍光体プレート1が接触してしまい、ワイヤ29が端子部25から外れる不具合(接触不良)がある。
一方、第2実施形態の製造方法では、蛍光体プレート1が、平面視略矩形状の角部から内側に切り欠かれる切り欠き部7が設けられ、切り欠き部7を区画する端面3が、上下方向に対して傾斜している。そして、その蛍光体プレート1を、光半導体素子28の上面と端面3とがなす角度θ´が鈍角となるように、光半導体素子28の上面に配置する。そのため、蛍光体プレート1の下面は、接続部27に対して距離を広げることができ、ワイヤ29の根元における蛍光体プレート1の接触を抑制することができる。その結果、接触不良を抑制することができる。
また、蛍光体プレート1の切り欠き部7の端面3における角部8が、平面視において、湾曲形状を有する。そのため、端面3の角部8が平面視直角形状である場合に比較して、端面3の角部8に対する応力集中が緩和される。その結果、クラックの発生を抑制することができる。
従って、この製造方法によって得られる第2実施形態の光半導体装置20は、歩留まりが良好となる。
5.変形例
変形例において、上記実施形態と同一の部材および工程については、同一の参照符号を付し、その詳細な説明を省略する。
変形例において、上記実施形態と同一の部材および工程については、同一の参照符号を付し、その詳細な説明を省略する。
(1)貫通孔の形成方法
上記実施形態では、ブラスト加工により、貫通孔2を形成しているが、例えば、レーザー加工により貫通孔2を形成することもできる。
上記実施形態では、ブラスト加工により、貫通孔2を形成しているが、例えば、レーザー加工により貫通孔2を形成することもできる。
レーザー加工としては、好ましくは、超短パルスレーザーが挙げられ、より好ましくは、ピコ秒レーザー、フェムト秒レーザーが挙げられる。
このようなレーザー加工を採用し、上側からレーザーを蛍光体セラミックスシートに照射することにより、図7に示すように、平面視略矩形状を維持しながら、上側に向かって幅狭となる断面視略テーパ形状を有する貫通孔2を形成することができる。
レーザー加工に用いるレーザー発振器の出力、周波数、パルス幅などを適宜調整することにより、貫通孔の大きさ、傾斜角度などを適宜調整することができる。
生産性の観点から、好ましくは、ブラスト加工が挙げられる。
(2)蛍光体プレートの形状
上記実施形態では、図1Dに示すように、蛍光体プレート1の平面視形状は、略正方形状であるが、例えば、図示しないが、蛍光体プレートの平面視形状は、例えば、正方形状以外の矩形形状(長方形状)、例えば、五角形や六角形状などの多角形状、例えば、円弧状などにすることもできる。
上記実施形態では、図1Dに示すように、蛍光体プレート1の平面視形状は、略正方形状であるが、例えば、図示しないが、蛍光体プレートの平面視形状は、例えば、正方形状以外の矩形形状(長方形状)、例えば、五角形や六角形状などの多角形状、例えば、円弧状などにすることもできる。
また、上記実施形態では、図4Cに示すように、光半導体装置20において、蛍光体プレート1は、厚み方向に投影したときに、切り欠き部7を除く部分において、蛍光体プレート1が光半導体素子28を含むように配置しているが、例えば、図示しないが、蛍光体プレート1は、厚み方向に投影したときに、切り欠き部7を除く部分において、光半導体素子28と一致する(同一となる)ように配置することもできる。すなわち、切り欠き部7を除く部分において、蛍光体プレート1の周端縁は、光半導体素子28の周端縁と一致させることもできる。
(3)切り欠き部の数および位置、形状
上記実施形態では、図3Aに示すように、切り欠き部7は、蛍光体プレート1の単数の角部(隅)にのみ形成しているが、例えば、図示しないが、切り欠き部7は、複数の角部に形成することもできる。また、切り欠き部7の位置は、角部以外の場所、例えば、各辺の前後方向途中または左右方向途中に形成することもできる。
上記実施形態では、図3Aに示すように、切り欠き部7は、蛍光体プレート1の単数の角部(隅)にのみ形成しているが、例えば、図示しないが、切り欠き部7は、複数の角部に形成することもできる。また、切り欠き部7の位置は、角部以外の場所、例えば、各辺の前後方向途中または左右方向途中に形成することもできる。
また、上記実施形態では、切り欠き部7の平面視形状は、略正方形状であるが、例えば、図示しないが、切り欠き部7の平面視形状は、例えば、正方形状以外の矩形形状(長方形状など)、例えば、五角形や六角形状などの多角形状、例えば、円弧状などにすることもできる。
(4)貫通孔の数
貫通孔形成工程において、貫通孔2の数は、4つに限定されず、3つ以下であって、4つ以上であってもよい。貫通孔2の数に応じて、第2前後切断線および第2左右切断線の数や位置を適宜調整する。
貫通孔形成工程において、貫通孔2の数は、4つに限定されず、3つ以下であって、4つ以上であってもよい。貫通孔2の数に応じて、第2前後切断線および第2左右切断線の数や位置を適宜調整する。
(5)切断工程
上記実施形態において、切断工程では、図1Dに示すように、蛍光体セラミックスシート4を切断刃6により切断しているが、例えば、図8A〜図8Cが参照されるように、ブラスト加工により、切断することもできる。すなわち、第1切断線11および第2切断線14をブラスト加工により形成することができる。ブラスト加工は、貫通孔2の形成で説明した方法と同様である。
上記実施形態において、切断工程では、図1Dに示すように、蛍光体セラミックスシート4を切断刃6により切断しているが、例えば、図8A〜図8Cが参照されるように、ブラスト加工により、切断することもできる。すなわち、第1切断線11および第2切断線14をブラスト加工により形成することができる。ブラスト加工は、貫通孔2の形成で説明した方法と同様である。
このようにして得られる図8A〜図8Cに示す蛍光体プレート1において、第1側面18および第2側面19は、断面視において、蛍光体プレート1の厚み方向(上下方向)に対して傾斜する。第1側面18および第2側面19の傾斜角度は、端面3の傾斜角度θと同様である。
図8A〜図8Cに示す蛍光体プレート1を用いて、図4A〜図4Cに示す製造方法または図6A〜図6Bに示す製造方法と同様にして、図9Aまたは図9Bに示す光半導体装置20を製造することができる。
図8A〜図8Cに示す蛍光体プレート1では、貫通孔2の形成と、蛍光体セラミックスシート4の切断とが、ブラスト加工という同一手段で実施することができるため、生産性が良好となる。
上記実施形態において、切断工程では、図1Dに示すように、蛍光体セラミックスシート4を切断刃6により切断しているが、図示しないが、蛍光体セラミックスシート4をスクライビングおよびブレイキングすることもできる。また、レーザーにより蛍光体セラミックスシート4を切断することもできる。
<その他の実施形態>
上記実施形態では、本発明のセラミックスプレートの一実施形態として蛍光体セラミックスプレート、および、それを備える光半導体装置について説明しているが、図示しないが、本発明のセラミックスプレートの一実施形態として蛍光体を含有しない光学用セラミックスプレートが挙げられる。このような光学用セラミックスプレートとしては、例えば、光拡散層が挙げられる。光拡散層では、蛍光体材料の代わりに、例えば、酸化チタン、酸化アルミニウムなどの無機粒子からなる光反射成分を用いる。
上記実施形態では、本発明のセラミックスプレートの一実施形態として蛍光体セラミックスプレート、および、それを備える光半導体装置について説明しているが、図示しないが、本発明のセラミックスプレートの一実施形態として蛍光体を含有しない光学用セラミックスプレートが挙げられる。このような光学用セラミックスプレートとしては、例えば、光拡散層が挙げられる。光拡散層では、蛍光体材料の代わりに、例えば、酸化チタン、酸化アルミニウムなどの無機粒子からなる光反射成分を用いる。
この実施形態においても、上記実施形態と同様の作用効果を発現する。
以下の記載において用いられる配合割合(含有割合)、物性値、パラメータなどの具体的数値は、上記の「発明を実施するための形態」において記載されている、それらに対応する配合割合(含有割合)、物性値、パラメータなど該当記載の上限値(「以下」、「未満」として定義されている数値)または下限値(「以上」、「超過」として定義されている数値)に代替することができる。
実施例1
(用意工程)
酸化イットリウム粒子(純度99.99%、日本イットリウム社製)11.34g、酸化アルミニウム粒子(純度99.99%、住友化学社製)8.577g、および、酸化セリウム粒子0.087gからなる蛍光体材料の粉末を調製した。
(用意工程)
酸化イットリウム粒子(純度99.99%、日本イットリウム社製)11.34g、酸化アルミニウム粒子(純度99.99%、住友化学社製)8.577g、および、酸化セリウム粒子0.087gからなる蛍光体材料の粉末を調製した。
次いで、蛍光体材料の粉末20gと、水溶性バインダー(「WB4101」、Polymer Inovations,Inc社製)とを、固形分の体積比率が62:38となるように混合し、さらに蒸留水を加えてアルミナ製容器に入れ、直径3mmのジルコニアボールを加えて24時間、ボールミルにより湿式混合して、予備スラリーを調製した。
次いで、予備スラリーに、有機粒子(ポリメタクリル酸メチル、平均粒子径3.5μm)を、蛍光体材料と有機粒子との合計含有量に対して3.0体積%となるように添加して、さらに湿式混合して、スラリーを調製した。
次いで、スラリーをPETシートからなる剥離シートの表面に、ドクターブレード法により塗布して、70℃、5分で乾燥し、厚み55μmの蛍光体グリーンシート9を得た(図1A参照)。
その後、蛍光体グリーンシート9をPETシートから剥離し、続いて、蛍光体グリーンシート9を20mm×20mmの寸法に切断した。切断した蛍光体グリーンシート9を2枚積層し、それらをホットプレスを用いて熱ラミネートすることにより、厚み110μmの蛍光体グリーンシート積層体9を作製した。
次いで、蛍光体グリーンシート積層体9を、電気マッフル炉で、大気中、2℃/分の昇温速度で1200℃まで加熱(予備加熱)することにより、水溶性バインダーおよび有機粒子を熱分解および除去した。
その後、高温環境炉に蛍光体グリーンシート積層体9を移し、還元雰囲気下で、5℃/分の昇温速度で1800℃まで加熱し、その温度で5時間焼成することにより、厚み100μmの蛍光体セラミックスシート4を製造した(図1B参照)。
(貫通孔形成工程)
蛍光体セラミックスシート4に、複数の貫通孔2を形成した。
蛍光体セラミックスシート4に、複数の貫通孔2を形成した。
Pharos超短パルスレーザー(ピコ秒レーザー、Light Conversion社製)を用いて、照射ビーム径を4mmΦに設定し、600uJで穿孔した(図1C、図7参照)。
貫通孔2は、平面視略矩形状であり、各辺の長さ(W1、W2)が0.40mm、角部8の曲率半径(R)が0.1mm、端面の傾斜角度(θ)が67度であった。また、貫通孔2のピッチ(W3)を2.1mmとした。
(切断工程)
その後、蛍光体セラミックスシート4を、ダイシングテープからなる支持シート5に仮固定した。
その後、蛍光体セラミックスシート4を、ダイシングテープからなる支持シート5に仮固定した。
次いで、それらを、ダイシングソーを備えるダイシング装置(Disco社製、「DFD6361」)に設置し、刃厚40μmのダイシングソー6で貫通孔の中心を通過するように切断して、個片化した(図1D参照)。
得られた蛍光体セラミックスプレート1の各辺の長さ(L1、L2)は、それぞれ、1.0mmであり、切り欠き部7の各辺の長さ(D1、D2)は、それぞれ、0.18mmであった。
実施例2
貫通孔形成工程において、超短パルスレーザー加工に代えて、直圧式ブラスト加工を実施した以外は、実施例1と同様にして、蛍光体セラミックスプレート1を製造した(図2参照)。
貫通孔形成工程において、超短パルスレーザー加工に代えて、直圧式ブラスト加工を実施した以外は、実施例1と同様にして、蛍光体セラミックスプレート1を製造した(図2参照)。
すなわち、貫通孔形成工程において、蛍光体セラミックスシート4上にレジストフィルムを貼付け、所定の貫通孔2が形成されるように、パターニング露光した。次いで、直圧式アルミナブラスト加工装置(ニッチュー社、「商品名PAM102」)を用いて、アルミナ粒子によるブラスト加工を施した。
貫通孔2は、平面視略矩形状であり、各辺の長さ(W1、W2)が0.40mm、角部8の曲率半径(R)が0.1mm、端面の傾斜角度(θ)が79度であった。
得られた蛍光体セラミックスプレート1の各辺の長さ(L1、L2)は、それぞれ、1.0mmであり、切り欠き部7の各辺の長さ(D1、D2)は、それぞれ、0.18mmであった。
実施例3
貫通孔形成工程において、超短パルスレーザー加工に代えて、サイフォン式ブラスト加工を実施した以外は、実施例1と同様にして、蛍光体セラミックスプレート1を製造した(図2参照)。
貫通孔形成工程において、超短パルスレーザー加工に代えて、サイフォン式ブラスト加工を実施した以外は、実施例1と同様にして、蛍光体セラミックスプレート1を製造した(図2参照)。
すなわち、貫通孔形成工程において、蛍光体セラミックスシート4上にレジストフィルムを貼付け、所定の貫通孔2が形成されるように、パターニング露光した。次いで、サイフォン式アルミナブラスト加工装置(ニッチュー社、「商品名PAM102」)を用いて、アルミナ粒子によるブラスト加工を施した。
貫通孔2は、平面視略矩形状であり、各辺の長さ(W1、W2)が0.40mm、角部8の曲率半径(R)が0.1mm、端面の傾斜角度(θ)が46度であった。
得られた蛍光体セラミックスプレート1の各辺の長さ(L1、L2)は、それぞれ、1.0mmであり、切り欠き部7の各辺の長さ(D1、D2)は、それぞれ、0.18mmであった。
実施例4
貫通孔形成工程に加えて、切断工程もブラスト加工を実施した以外は、実施例2と同様にして、蛍光体セラミックスプレート1を製造した。
貫通孔形成工程に加えて、切断工程もブラスト加工を実施した以外は、実施例2と同様にして、蛍光体セラミックスプレート1を製造した。
貫通孔2は、平面視略矩形状であり、各辺の長さ(W1、W2)が0.40mm、角部8の曲率半径(R)が0.1mm、端面、第1側面18および第2側面19の傾斜角度(θ)が79度であった。
得られた蛍光体セラミックスプレート1の各辺の長さ(L1、L2)は、それぞれ、1.0mmであり、切り欠き部7の各辺の長さ(D1、D2)は、それぞれ、0.18mmであった。
比較例1
実施例1において、用意工程後、蛍光体セラミックスシート4を、ダイシングテープからなる支持シート5に仮固定し、刃厚40μmのダイシングソーでピッチ1.05mmに前後方向および左右方向に切断して、一辺が1.0mmである平面視略正方形状の蛍光体セラミックスプレート1を作製した。
実施例1において、用意工程後、蛍光体セラミックスシート4を、ダイシングテープからなる支持シート5に仮固定し、刃厚40μmのダイシングソーでピッチ1.05mmに前後方向および左右方向に切断して、一辺が1.0mmである平面視略正方形状の蛍光体セラミックスプレート1を作製した。
次いで、90度のV字ブレイド(Disco社製、「B1E8シリーズ」、刃厚100μm)で、この蛍光体セラミックスプレートの角を切断することにより、切り欠き部を形成した。
得られた蛍光体セラミックスプレート1において、切り欠き部7の各辺の長さ(W1、W2)は、それぞれ、0.18mm、切り欠き部7の角部8の角度は平面視直角形状(90度)、端面の傾斜角度(θ)は90度であった。
比較例2
90度のV字ブレイド(Disco社製、「B1E8シリーズ」、刃厚100μm)を用いる代わりに、台形ブレイド(Disco社製、「B1N8シリーズ」、刃厚100μm)を用いて切り欠き部を形成した以外は、比較例1と同様にして、蛍光体セラミックスプレート1を作製した。
90度のV字ブレイド(Disco社製、「B1E8シリーズ」、刃厚100μm)を用いる代わりに、台形ブレイド(Disco社製、「B1N8シリーズ」、刃厚100μm)を用いて切り欠き部を形成した以外は、比較例1と同様にして、蛍光体セラミックスプレート1を作製した。
得られた蛍光体セラミックスプレート1において、切り欠き部7の各辺の長さ(D1)は、それぞれ、0.18mm、切り欠き部7の角部8の曲率半径(R)は0.1mm、端面の傾斜角度(θ)は90度であった。
<第1実施形態の光半導体装置の製造>
キャビティー付き多層セラミック基板(住友金属エレクトロデバイス社製、「品番207806」、ハウジング高さ0.6mmt、ハウジング材質アルミナ反射率75%)を用意した。また、上面の1つの角部(隅)に接続部27が形成されている、一辺の長さが40mil(1.0mm)である平面視正方形状の1ワイヤタイプ青色発光ダイオードチップ(光半導体素子、厚み100μm)を用意した。ダイオードチップ28を多層セラミック基板26に対して、Au−Snハンダでダイアタッチして、素子付基板30を作製した。
キャビティー付き多層セラミック基板(住友金属エレクトロデバイス社製、「品番207806」、ハウジング高さ0.6mmt、ハウジング材質アルミナ反射率75%)を用意した。また、上面の1つの角部(隅)に接続部27が形成されている、一辺の長さが40mil(1.0mm)である平面視正方形状の1ワイヤタイプ青色発光ダイオードチップ(光半導体素子、厚み100μm)を用意した。ダイオードチップ28を多層セラミック基板26に対して、Au−Snハンダでダイアタッチして、素子付基板30を作製した。
接続部27が露出するように、かつ、蛍光体セラミックスプレート1の端面3がダイオードチップの上面に対して鋭角(θ)となるように、各実施例の蛍光体セラミックスプレート1を青色発光ダイオードチップ28の上面に配置した。
次いで、接続部27および多層セラミック基板26の端子部25をAu線にてワイヤボンディングすることにより、第1実施形態の光半導体装置20を製造した。
<比較例の半導体装置の製造>
上記<第1実施形態の光半導体装置の製造>において、各実施例の蛍光体セラミックスプレート1の代わりに、各比較例の蛍光体セラミックスプレート1を用いた以外は、同様にして、比較例の光半導体装置20を製造した。
上記<第1実施形態の光半導体装置の製造>において、各実施例の蛍光体セラミックスプレート1の代わりに、各比較例の蛍光体セラミックスプレート1を用いた以外は、同様にして、比較例の光半導体装置20を製造した。
(視認性評価)
上記光半導体装置の製造において、蛍光体セラミックスプレート1を青色発光ダイオードチップ28の上面に配置した際に、顕微鏡(キーエンス社製、「デジタルマイクロスコープVHX―2000」)で、垂直方向90度と65度の角度から接続部27を観察し、接続部27の表面を撮影した。90度において視認できた接続部27の面積の対する、65度において視認できた面積の割合(65度面積/90度面積)を算出した。98%以上であった場合を〇、98%未満であった場合を×とした。結果を表1に示す。
上記光半導体装置の製造において、蛍光体セラミックスプレート1を青色発光ダイオードチップ28の上面に配置した際に、顕微鏡(キーエンス社製、「デジタルマイクロスコープVHX―2000」)で、垂直方向90度と65度の角度から接続部27を観察し、接続部27の表面を撮影した。90度において視認できた接続部27の面積の対する、65度において視認できた面積の割合(65度面積/90度面積)を算出した。98%以上であった場合を〇、98%未満であった場合を×とした。結果を表1に示す。
(発光性評価)
上記光半導体装置に対して、シリコーン樹脂およびアルミナを含有する液状の反射樹脂組成物を用いて、ワイヤ29全体が封止され、かつ、蛍光体セラミックスプレート1の上面が露出するように、光反射層31を形成した。
上記光半導体装置に対して、シリコーン樹脂およびアルミナを含有する液状の反射樹脂組成物を用いて、ワイヤ29全体が封止され、かつ、蛍光体セラミックスプレート1の上面が露出するように、光反射層31を形成した。
次いで、切り欠き部7の端面3において、光反射層31によって被覆されている部分の左右方向長さL(図4C参照)を測定した。長さLが、蛍光体セラミックスプレート1の厚みT1に対して、短かった場合を、周端縁で生じる色味変化の面積が少ないため、○と評価し、ほぼ同等である場合を△と評価し、周端縁で生じる色味変化の面積が多いため、長い場合を×と評価した。結果を表1に示す。
<第2実施形態の光半導体装置の製造と、ワイヤ接触性の評価>
第1実施形態の光半導体装置20と同様にして、素子付基板30を作製した。次いで、接続部27および多層セラミック基板26の端子部25をAu線にてワイヤボンディングした。
第1実施形態の光半導体装置20と同様にして、素子付基板30を作製した。次いで、接続部27および多層セラミック基板26の端子部25をAu線にてワイヤボンディングした。
次いで、接続部27が露出するように、かつ、蛍光体セラミックスプレート1の端面がダイオードチップ28の上面に対して鈍角(θ´)となるように、各実施例の蛍光体セラミックスプレート1をダイオードチップ28の上面に配置した。これにより、第2実施形態の光半導体装置20を製造した。
なお、蛍光体セラミックスプレート1をダイオードチップ28の上面に配置する際に、正常なアライメント位置から、前後方向または左右方向のいずれか一方向であってワイヤに近づく方向に向かって、25μmずらして配置した。
このとき、顕微鏡(キーエンス社製、「デジタルマイクロスコープVHX―2000」)を用いて、光半導体装置の端子部付近におけるワイヤを、観察した。蛍光体セラミックスプレートがワイヤと接触していなかった場合を○と評価し、接触していた場合を×と評価した。
また、各比較例の蛍光体セラミックスプレート1についても、上記と同様に実施して、評価した。結果を表1に示す。
(クラック評価)
各実施例および各比較例における切断工程において、高速モードで蛍光体セラミックスシート4を切断することにより、蛍光体セラミックスプレート1を作製した。
各実施例および各比較例における切断工程において、高速モードで蛍光体セラミックスシート4を切断することにより、蛍光体セラミックスプレート1を作製した。
蛍光体セラミックスプレート1にクラックが発生しなかった場合を○と評価し、クラックが発生した場合を×と評価した。結果を表1に示す。

1 蛍光体セラミックスプレート
2 貫通孔
3 端面
4 蛍光体セラミックスシート
7 切り欠き部
18 第1側面
19 第2側面
20 光半導体装置
28 光半導体素子
2 貫通孔
3 端面
4 蛍光体セラミックスシート
7 切り欠き部
18 第1側面
19 第2側面
20 光半導体装置
28 光半導体素子
Claims (8)
- 平板形状を有するセラミックスプレートであって、
周端面から内側に切り欠かれる切り欠き部が設けられ、
前記切り欠き部を区画する端面が、前記セラミックスプレートの厚み方向に対して、傾斜することを特徴とする、セラミックスプレート。 - 前記端面の傾斜角度が、前記端面と前記セラミックスプレートの上面または下面とのなす角度のうち一方が、30度以上89度以下であることを特徴とする、請求項1に記載のセラミックスプレート。
- 前記端面は、平面視において、湾曲形状を有することを特徴とする、請求項1または2に記載のセラミックスプレート。
- 光半導体素子と、
光半導体素子の一方面に配置される請求項1〜3のいずれかに記載のセラミックスプレートとを備えることを特徴とする、光半導体装置。 - 前記セラミックスプレートは、前記光半導体素子の一方面および前記端面がなす角度が鋭角となるように、前記光半導体素子の一方面に配置されていることを特徴とする、請求項4に記載の光半導体装置。
- 前記セラミックスプレートは、前記光半導体素子の一方面および前記端面がなす角度が鈍角となるように、前記光半導体素子の一方面に配置されていることを特徴とする、請求項4に記載の光半導体装置。
- セラミックスシートを用意する工程と、
前記セラミックスシートに貫通孔を形成し、前記貫通孔を区画する端面を露出する工程と、
前記セラミックスシートを切断して、前記端面を含む複数のセラミックスプレートを形成する工程と
を順に備え、
前記端面が、前記セラミックスシートの厚み方向に対して、傾斜することを特徴とする、セラミックスプレートの製造方法。 - 前記セラミックスシートを切断する際に露出する側面が、前記セラミックスシートの厚み方向に対して、傾斜することを特徴とする、請求項7に記載のセラミックスプレートの製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2016/075824 WO2017138180A1 (ja) | 2016-02-09 | 2016-09-02 | セラミックスプレート、その製造方法および光半導体装置 |
| EP16889881.5A EP3416203A4 (en) | 2016-02-09 | 2016-09-02 | CERAMIC PLATE, METHOD FOR THE MANUFACTURE THEREOF AND OPTICAL SEMICONDUCTOR COMPONENT |
| CN201680078556.XA CN108604627A (zh) | 2016-02-09 | 2016-09-02 | 陶瓷板、该陶瓷板的制造方法以及光半导体装置 |
| US16/073,983 US20190044037A1 (en) | 2016-02-09 | 2016-09-02 | Ceramic plate, producing method thereof, and optical semiconductor device |
| TW105141096A TW201801352A (zh) | 2016-02-09 | 2016-12-12 | 陶瓷板、其製造方法及光半導體裝置 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016023008 | 2016-02-09 | ||
| JP2016023008 | 2016-02-09 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017143236A true JP2017143236A (ja) | 2017-08-17 |
Family
ID=59627504
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016096807A Pending JP2017143236A (ja) | 2016-02-09 | 2016-05-13 | セラミックスプレート、その製造方法および光半導体装置 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20190044037A1 (ja) |
| EP (1) | EP3416203A4 (ja) |
| JP (1) | JP2017143236A (ja) |
| CN (1) | CN108604627A (ja) |
| TW (1) | TW201801352A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019046912A (ja) * | 2017-08-31 | 2019-03-22 | 東芝ライテック株式会社 | 発光装置、車両用照明装置、および車両用灯具 |
| JP2019102636A (ja) * | 2017-12-01 | 2019-06-24 | スタンレー電気株式会社 | 発光装置 |
| JP2021082691A (ja) * | 2019-11-19 | 2021-05-27 | 日亜化学工業株式会社 | 発光装置および発光装置の製造方法 |
| JPWO2021235310A1 (ja) * | 2020-05-22 | 2021-11-25 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11387390B2 (en) * | 2017-11-27 | 2022-07-12 | Nichia Corporation | Method for producing wavelength converting member, and wavelength converting member |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2010044239A1 (ja) * | 2008-10-17 | 2012-03-15 | 株式会社小糸製作所 | 発光モジュール、発光モジュールの製造方法、および灯具ユニット |
| JP5606922B2 (ja) * | 2008-11-28 | 2014-10-15 | 株式会社小糸製作所 | 発光モジュールおよび灯具ユニット |
| JP5255421B2 (ja) * | 2008-12-15 | 2013-08-07 | 株式会社小糸製作所 | 発光モジュール、発光モジュールの製造方法、および灯具ユニット |
| DE102010050832A1 (de) * | 2010-11-09 | 2012-05-10 | Osram Opto Semiconductors Gmbh | Lumineszenzkonversionselement, Verfahren zu dessen Herstellung und optoelektronisches Bauteil mit Lumineszenzkonversionselement |
| KR102231580B1 (ko) * | 2014-02-14 | 2021-03-24 | 엘지이노텍 주식회사 | 광변환기판 및 이를 포함하는 발광패키지, 차량용 램프 |
-
2016
- 2016-05-13 JP JP2016096807A patent/JP2017143236A/ja active Pending
- 2016-09-02 EP EP16889881.5A patent/EP3416203A4/en not_active Withdrawn
- 2016-09-02 CN CN201680078556.XA patent/CN108604627A/zh active Pending
- 2016-09-02 US US16/073,983 patent/US20190044037A1/en not_active Abandoned
- 2016-12-12 TW TW105141096A patent/TW201801352A/zh unknown
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019046912A (ja) * | 2017-08-31 | 2019-03-22 | 東芝ライテック株式会社 | 発光装置、車両用照明装置、および車両用灯具 |
| JP2019102636A (ja) * | 2017-12-01 | 2019-06-24 | スタンレー電気株式会社 | 発光装置 |
| JP7080625B2 (ja) | 2017-12-01 | 2022-06-06 | スタンレー電気株式会社 | 発光装置 |
| JP2021082691A (ja) * | 2019-11-19 | 2021-05-27 | 日亜化学工業株式会社 | 発光装置および発光装置の製造方法 |
| JP7060810B2 (ja) | 2019-11-19 | 2022-04-27 | 日亜化学工業株式会社 | 発光装置および発光装置の製造方法 |
| JPWO2021235310A1 (ja) * | 2020-05-22 | 2021-11-25 | ||
| WO2021235310A1 (ja) * | 2020-05-22 | 2021-11-25 | 東レ株式会社 | Led基板、積層体、およびled基板の製造方法 |
| JP7666324B2 (ja) | 2020-05-22 | 2025-04-22 | 東レ株式会社 | Led基板、積層体、およびled基板の製造方法 |
| JP2025066151A (ja) * | 2020-05-22 | 2025-04-22 | 東レ株式会社 | 積層体、led基板およびその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN108604627A (zh) | 2018-09-28 |
| TW201801352A (zh) | 2018-01-01 |
| EP3416203A1 (en) | 2018-12-19 |
| EP3416203A4 (en) | 2019-07-03 |
| US20190044037A1 (en) | 2019-02-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102262769B1 (ko) | 발광 장치의 제조 방법 | |
| US10557614B2 (en) | Projector light source including wavelength conversion member having porous ceramic substrate | |
| CN108026442B (zh) | 波长变换部件和发光设备 | |
| JP5989268B2 (ja) | 蛍光体セラミックス、封止光半導体素子、回路基板、光半導体装置および発光装置 | |
| JP6471764B2 (ja) | 発光装置の製造方法 | |
| JP2017143236A (ja) | セラミックスプレート、その製造方法および光半導体装置 | |
| CN102338349A (zh) | 发光装置用零件、发光装置及其制造方法 | |
| US20170030556A1 (en) | Wavelength conversion member and production method thereof | |
| KR20160146717A (ko) | 파장 변환 접합 부재, 파장 변환 방열 부재 및 발광 장치 | |
| WO2017221606A1 (ja) | 蛍光体層付光半導体素子およびその製造方法 | |
| WO2016194746A1 (ja) | 蛍光体プレートの製造方法 | |
| JP2016222902A (ja) | 蛍光体プレートの製造方法 | |
| WO2017221607A1 (ja) | 蛍光体層付光半導体素子 | |
| WO2015140854A1 (ja) | 波長変換素子の製造方法 | |
| WO2017138180A1 (ja) | セラミックスプレート、その製造方法および光半導体装置 | |
| WO2015163110A1 (ja) | 波長変換部材およびその製造方法 | |
| JP2022007638A (ja) | 成形体、発光装置及び成形体の製造方法 | |
| JP7260776B2 (ja) | 光学部品の製造方法及び発光装置の製造方法 | |
| WO2017221608A1 (ja) | 蛍光体層シート、および、蛍光体層付光半導体素子の製造方法 | |
| JP2016150989A (ja) | 蛍光体セラミックスの製造方法 | |
| WO2016132890A1 (ja) | 蛍光体セラミックス、封止光半導体素子、回路基板、光半導体装置および発光装置 |