JP2017144705A - 射出装置 - Google Patents
射出装置 Download PDFInfo
- Publication number
- JP2017144705A JP2017144705A JP2016030301A JP2016030301A JP2017144705A JP 2017144705 A JP2017144705 A JP 2017144705A JP 2016030301 A JP2016030301 A JP 2016030301A JP 2016030301 A JP2016030301 A JP 2016030301A JP 2017144705 A JP2017144705 A JP 2017144705A
- Authority
- JP
- Japan
- Prior art keywords
- molding material
- supply
- injection
- injection device
- unit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/18—Feeding the material into the injection moulding apparatus, i.e. feeding the non-plastified material into the injection unit
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B13/00—Conditioning or physical treatment of the material to be shaped
- B29B13/06—Conditioning or physical treatment of the material to be shaped by drying
- B29B13/065—Conditioning or physical treatment of the material to be shaped by drying of powder or pellets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/46—Means for plasticising or homogenising the moulding material or forcing it into the mould
- B29C45/47—Means for plasticising or homogenising the moulding material or forcing it into the mould using screws
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
【解決手段】成形材料を貯蔵するホッパ11と、成形材料を加熱して溶融し、溶融した成形材料を射出する射出シリンダ部12と、ホッパ11に貯蔵されている成形材料を射出シリンダ部12に供給するための供給孔131が内部に形成された供給部13と、を備え、供給部13は、射出シリンダ部12に対する、供給孔131のホッパ側の開口132の位置及び向きが変更可能に固定される射出装置1である。
【選択図】図2A
Description
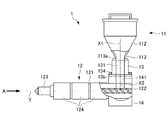
図1は、本発明の第1実施形態に係る射出装置1の構成を示す図である。図2Aは、図1のA矢視図である。
第1実施形態に係る射出装置1は、金型で型締めして樹脂製品を成形する図示しない型締装置を備える射出成形機の射出装置として用いられる。射出装置1は、後述する射出シリンダ部12がY軸に沿って水平方向(図1中の左右方向)に延びる水平型の射出装置である。射出装置1は、成形材料としての樹脂ペレットを加熱して溶融樹脂とし、該溶融樹脂を型締装置の金型内に射出する。
スクリュー122は、シリンダ121内に同軸状に配置される。スクリュー122は、その外周に螺旋状の羽根を有する。スクリュー122は、図示しない回転サーボモータによりY軸を回転軸として回転するとともに、図示しない射出用サーボモータによりシリンダ121内をY軸方向に移動する。これにより、シリンダ121内の溶融樹脂が後述するノズル123まで搬送される。
ヒータ124は、シリンダ121の外周面に巻回される。ヒータ124は、シリンダ121内の樹脂ペレットを加熱して溶融樹脂とする。
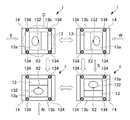
本実施形態に係る射出装置1では、ホッパ11に貯蔵されている成形材料を射出シリンダ部12に供給するための供給孔131が内部に形成された供給部13を、射出シリンダ部12に対する、供給孔131のホッパ側の開口132の位置及び向きが変更可能となるように固定した。より具体的には、供給部13を、X2軸(鉛直軸)まわりに段階的(4段階)に旋回可能となるように固定した。
これにより、成形材料の供給方向を段階的(4段階)に変更できるため、ホッパ11等の貯蔵部や周辺機器のレイアウトの自由度が増して利便性の高い射出装置を提供できる。即ち、成形事業者の目的に応じてより自由なレイアウトが可能となり、例えば成形材料の供給方向をE方向又はW方向に変更するべく、ホッパ11等の貯蔵部を射出シリンダ部12の中心軸であるY軸に対して直交する水平方向にずれた位置に寄せて配置することで、作業者が装置の外側から貯蔵部に接近し易くなり、成形材料の補給が容易になる。また、貯蔵部を寄せた側の反対側には広いスペースを確保できるため、取り出しロボット等の周辺機器の設置スペースを広く確保できる。
図4は、第2実施形態に係る射出装置2の構成及び成形材料の供給方向の変更動作を説明するための図である。なお、図4では、ホッパ11及び射出シリンダ部12の記載を省略して示している。
図4に示すように、第2実施形態に係る射出装置2は、第1実施形態に係る射出装置1と比べて、供給部23の構成と温調ジャケット24の上面のボルト孔の位置が相違する以外、両者は同様の構成である。
本実施形態に係る射出装置2では、供給部23を、射出シリンダ部12に対して無段階で旋回可能となるように固定した。
これにより、成形材料の供給方向を無段階で変更できるため、ホッパ11等の貯蔵部や周辺機器のレイアウトの自由度がさらに増してより利便性の高い射出装置を提供できる。また、旋回角度が小さい場合、具体的には円弧状の長穴235の中心角未満であれば、供給部23を温調ジャケット14から取り外すことなく旋回させることができる。そのため、供給部23自体が安全部材として機能する結果、回転するスクリュー122に誤って作業者の指が巻き込まれる事態を確実に回避でき、作業の安全性が向上する。
図5は、第3実施形態に係る射出装置3の構成及び成形材料の供給方向の変更動作を説明するための図である。具体的には、図5は、射出装置3を射出シリンダ部12の先端側から視た図である。
図5に示すように、第3実施形態に係る射出装置3は、第1実施形態に係る射出装置1と比べて、供給部33の構成が相違する以外、両者は同様の構成である。
本実施形態に係る射出装置3では、供給部33の内部に、途中で分岐して3つの開口332,333,334を有する供給孔331を形成するとともに、供給部33の上部に2つの傾斜面部33a,33cを形成し、これら傾斜面部33a,33cに開口332,333を配置した。
これにより、成形材料の供給方向を、W方向(図5において左斜め下方)とE方向(図5において右斜め下方)との間で切り替えることができるため、第1実施形態と同様の効果が奏される。また、使用しない側の開口については蓋を設ければよいが、別の材料や添加剤(気体、液体、固体)等の供給口として利用することができる。あるいは、余剰となった成形材料の廃棄口として利用することもできる。
図6Aは、第4実施形態に係る射出装置4Aの構成を示す図である。図6Aに示すように、第4実施形態に係る射出装置4Aは、第1実施形態に係る射出装置1と比べて、ホッパ41の構成と温調ジャケット44の構成が相違する以外、両者は同様の構成である。
本実施形態に係る射出装置4A及び4Bでは、ホッパ41を逆円錐型で成形材料が鉛直下方に自然落下する構成にするとともに、旋回機能を有する供給部13を温調ジャケット44に対して斜めに固定した。
これにより、供給部13をX2軸まわりに旋回させることで、射出シリンダ部12に対する、供給部13に形成された供給孔131のホッパ側の開口132の位置及び向きを変更でき、成形材料の供給方向を変更できるため、第1実施形態と同様の効果が奏される。加えて、水平型の射出装置と鉛直型の射出装置との切り替えが可能となり、水平型と鉛直型のいずれにも適用可能な利便性の高い射出装置が得られる。また、例えば温調ジャケット44に対する供給部13の固定角度を調整することにより、水平型や鉛直型に限らず、射出シリンダ部12が斜め方向に延びて配置される射出装置に適用することもできる。
図7Aは、第5実施形態に係る射出装置5Aの構成及び成形材料の供給方向の変更動作を説明するための図である。図7Aに示すように、第5実施形態に係る射出装置5Aは、第3実施形態に係る射出装置3と比べて、供給部33の向きと温調ジャケット54の構成が相違する以外、両者は同様の構成である。
また、温調ジャケット54は、内部の導入孔541が温調ジャケット54の上面から斜め下方(図7A中のX2’軸方向)に延びて形成されている点が、鉛直下方に延びる射出装置3の導入孔141と相違している。
この射出装置5Bは、上述の射出装置5Aにおいて、ホッパ11の向きをX1軸(脚部113の中心軸)を旋回軸として180度旋回させ、射出シリンダ部12を水平型から鉛直型に変更したものに相当する。このように、本実施形態の射出装置5Aは、ホッパ11をX1軸まわりに旋回させることで、水平型の射出装置と鉛直型の射出装置の切り替えが可能となっている。
本実施形態に係る射出装置5A〜5Cでは、供給部33を備えることで第3実施形態と同様の効果が奏されることに加えて、ホッパ11の向きを変更することで、水平型の射出装置と鉛直型の射出装置との切り替えが可能となり、水平型と鉛直型のいずれにも適用可能な利便性の高い射出装置が得られる。
また、本実施形態に係る射出装置5A〜5Cでは、供給部33を射出シリンダ部12の中心軸であるY軸に直交する水平方向を旋回軸として旋回させることによっても、成形材料の供給方向を変更でき、より利便性の高い射出装置を提供できる。なお、第3実施形態と同様に、使用しない側の開口については蓋を設ければよいが、別の材料や添加剤(気体、液体、固体)等の供給口として利用することができる。あるいは、余剰となった成形材料の廃棄口として利用することもできる。
上記いずれの実施形態においても、供給孔のホッパ側の開口の位置及び向きが変更可能となる構成としたが、これに限定されない。例えば、供給孔のホッパ側の開口の向きのみが変更可能な構成としてもよい。
11,41 ホッパ(貯蔵部)
12 射出シリンダ部
13,23,33 供給部
14,24,44,54 温調ジャケット(温調部)
131,331 供給孔
132,232,332 ホッパ側の開口(貯蔵部側の開口)
X2 旋回軸
Claims (6)
- 成形材料を貯蔵する貯蔵部と、
成形材料を加熱して溶融し、溶融した成形材料を射出する射出シリンダ部と、
前記貯蔵部に貯蔵されている成形材料を前記射出シリンダ部に供給するための供給孔が内部に形成された供給部と、を備え、
前記供給部は、前記射出シリンダ部に対する、前記供給孔の前記貯蔵部側の開口の位置及び向きのうち少なくとも一方が変更可能に固定される射出装置。 - 前記供給部は、所定の旋回軸まわりに旋回可能に固定される請求項1に記載の射出装置。
- 前記供給孔は、前記供給部の内部で分岐し、少なくとも3つの開口を有する請求項1又は2に記載の射出装置。
- 前記開口のうち少なくとも1つは、成形材料の廃棄口である請求項3に記載の射出装置。
- 前記供給部と前記射出シリンダ部の基端側との間に配置され、前記射出シリンダ部の基端側の温度を調整する温調部をさらに備える請求項1から4いずれかに記載の射出装置。
- 前記貯蔵部は、成形材料を乾燥させる乾燥装置又は成形材料を前記供給部まで自動で搬送する自動搬送装置に設けられる請求項1から5のいずれかに記載の射出装置。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016030301A JP6378223B2 (ja) | 2016-02-19 | 2016-02-19 | 射出装置 |
| US15/433,276 US10286584B2 (en) | 2016-02-19 | 2017-02-15 | Injection device |
| CN201710081520.3A CN107097381B (zh) | 2016-02-19 | 2017-02-15 | 注射装置 |
| DE102017103311.4A DE102017103311B4 (de) | 2016-02-19 | 2017-02-17 | Einspritzvorrichtung |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016030301A JP6378223B2 (ja) | 2016-02-19 | 2016-02-19 | 射出装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017144705A true JP2017144705A (ja) | 2017-08-24 |
| JP6378223B2 JP6378223B2 (ja) | 2018-08-22 |
Family
ID=59522341
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016030301A Active JP6378223B2 (ja) | 2016-02-19 | 2016-02-19 | 射出装置 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US10286584B2 (ja) |
| JP (1) | JP6378223B2 (ja) |
| CN (1) | CN107097381B (ja) |
| DE (1) | DE102017103311B4 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019123130A (ja) * | 2018-01-15 | 2019-07-25 | 宇部興産機械株式会社 | 射出装置 |
| JP2020131521A (ja) * | 2019-02-18 | 2020-08-31 | 東洋機械金属株式会社 | 射出成形機 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7207285B2 (ja) * | 2019-12-19 | 2023-01-18 | トヨタ自動車株式会社 | 中子造型装置 |
| JP7188375B2 (ja) * | 2019-12-19 | 2022-12-13 | トヨタ自動車株式会社 | 中子造型装置 |
| CN111421759A (zh) * | 2020-04-23 | 2020-07-17 | 山西一饭科技有限公司 | 一种注塑合模一体化设备 |
| CN117301425B (zh) * | 2023-09-26 | 2024-06-07 | 广东百赞智能装备有限公司 | 一种双色注塑机 |
Citations (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4816227Y1 (ja) * | 1968-09-02 | 1973-05-09 | ||
| JPS5525394A (en) * | 1978-08-04 | 1980-02-23 | Hehl Karl | Charging hopper of injection molding machine |
| JPS5657811U (ja) * | 1979-10-13 | 1981-05-19 | ||
| JPS57120422A (en) * | 1980-12-09 | 1982-07-27 | Hehl Karl | Injection device for injection molding machine with vessel for plastic material which can be flowed down |
| JPS57178734A (en) * | 1981-04-27 | 1982-11-04 | Yoshida Kogyo Kk <Ykk> | Automatically changing and supplying method for coloring material in injection molding |
| US4418844A (en) * | 1980-12-09 | 1983-12-06 | Karl Hehl | Movable granulate hopper for injection molding machine |
| JPS6273915U (ja) * | 1985-10-26 | 1987-05-12 | ||
| JPS6275914U (ja) * | 1986-07-09 | 1987-05-15 | ||
| JPS62175913U (ja) * | 1986-04-30 | 1987-11-09 | ||
| JPS63163922U (ja) * | 1987-04-14 | 1988-10-26 | ||
| JPH02255312A (ja) * | 1989-03-29 | 1990-10-16 | Akebonogawa Denki Seisakusho:Kk | 射出成形機の材料供給装置 |
| JPH0368425U (ja) * | 1989-11-07 | 1991-07-05 | ||
| JPH10146864A (ja) * | 1996-11-18 | 1998-06-02 | Mitsubishi Heavy Ind Ltd | 射出成形機の射出装置 |
| JP2001293750A (ja) * | 2000-04-11 | 2001-10-23 | Canon Electronics Inc | 成形材料供給装置 |
| JP2007245629A (ja) * | 2006-03-17 | 2007-09-27 | Citizen Holdings Co Ltd | 材料供給装置ならびにこの装置を用いた材料供給方法および材料回収方法 |
| JP2011178083A (ja) * | 2010-03-02 | 2011-09-15 | Canon Electronics Inc | 射出成形機、材料供給機能付きの射出シリンダ及び射出成形機用の材料供給装置 |
| JP2015098094A (ja) * | 2013-11-18 | 2015-05-28 | ファナック株式会社 | 射出成形機のベース付きホッパ |
| JP2017030189A (ja) * | 2015-07-30 | 2017-02-09 | 宇部興産機械株式会社 | 射出装置及び射出装置の樹脂替え方法 |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3086244A (en) * | 1960-07-23 | 1963-04-23 | Arburg Feingeratefabrik Ohg He | Injection molding machine |
| JPS5525394B2 (ja) | 1971-12-27 | 1980-07-05 | ||
| US3909173A (en) * | 1973-03-30 | 1975-09-30 | A C Hamilton & Co | Injection moulding machine |
| FR2440265A1 (fr) * | 1978-11-04 | 1980-05-30 | Hehl Karl | Groupe d'injection amovible pour machine a mouler les matieres synthetiques |
| US4392804A (en) | 1981-09-04 | 1983-07-12 | The Continental Group, Inc. | Solid stating |
| DE3228161C1 (de) * | 1982-07-28 | 1984-01-19 | Karl 7298 Loßburg Hehl | Beschickungseinrichtung zum Zufuehren von Kunststoffgranulat in eine Spritzgiesseinheit |
| DE3810732C1 (ja) * | 1988-03-30 | 1989-09-28 | Karl 7298 Lossburg De Hehl | |
| JPH02252513A (ja) * | 1989-03-28 | 1990-10-11 | Sumitomo Heavy Ind Ltd | 低圧脱気可塑化装置 |
| JPH0689151B2 (ja) * | 1989-08-18 | 1994-11-09 | 道晴 巽 | ポリマーの成形装置 |
| DE4024994C2 (de) * | 1990-08-07 | 1995-08-24 | Krauss Maffei Ag | Vorrichtung zum Beschicken von Spritzgieß- und Extrudereinheiten |
| US5106241A (en) * | 1990-08-14 | 1992-04-21 | Matsui Manufacturing Co., Ltd. | Multi material switching type collector |
| US5148943A (en) * | 1991-06-17 | 1992-09-22 | Hydreclaim Corporation | Method and apparatus for metering and blending different material ingredients |
| CA2107282C (en) * | 1992-10-22 | 1997-06-10 | Ykk Corporation | Vertical injection molding machine |
| FR2759318B1 (fr) * | 1997-02-13 | 1999-03-19 | Inoplast Sa | Systeme d'injection de matiere composite a l'interieur d'un moule de conformation |
| JPH10315269A (ja) | 1997-05-21 | 1998-12-02 | Niigata Eng Co Ltd | 射出成形機のアダプタ装置及び樹脂供給装置 |
| JP3353206B2 (ja) * | 1999-07-12 | 2002-12-03 | 戸田工業株式会社 | 射出成形方法及びその装置 |
| DE102005061432A1 (de) * | 2005-12-22 | 2007-07-05 | Coperion Waeschle Gmbh & Co. Kg | Rohrweiche |
| AT509262A1 (de) | 2009-12-18 | 2011-07-15 | Engel Austria Gmbh | Plastifiziereinheit mit isolierelement im einfüllbereich |
| JP5380391B2 (ja) * | 2010-08-03 | 2014-01-08 | 日精樹脂工業株式会社 | 射出装置 |
| CN203141805U (zh) * | 2013-03-01 | 2013-08-21 | 深圳市亚塑科技有限公司 | 便于为挤出机切换下料的加料装置 |
| CN203510606U (zh) * | 2013-11-04 | 2014-04-02 | 宁波创基机械有限公司 | 一种使用方便的注塑机料斗 |
| JP6221679B2 (ja) | 2013-11-20 | 2017-11-01 | セイコーエプソン株式会社 | 超音波デバイスおよびプローブ並びに電子機器および超音波画像装置 |
| US9943987B2 (en) * | 2013-12-26 | 2018-04-17 | Mold-Masters (2007) Limited | Extruder feed path vibrator |
-
2016
- 2016-02-19 JP JP2016030301A patent/JP6378223B2/ja active Active
-
2017
- 2017-02-15 US US15/433,276 patent/US10286584B2/en active Active
- 2017-02-15 CN CN201710081520.3A patent/CN107097381B/zh active Active
- 2017-02-17 DE DE102017103311.4A patent/DE102017103311B4/de active Active
Patent Citations (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4816227Y1 (ja) * | 1968-09-02 | 1973-05-09 | ||
| JPS5525394A (en) * | 1978-08-04 | 1980-02-23 | Hehl Karl | Charging hopper of injection molding machine |
| US4266694A (en) * | 1978-08-04 | 1981-05-12 | Karl Hehl | Convertible hopper mounting for injection molding machine |
| JPS5657811U (ja) * | 1979-10-13 | 1981-05-19 | ||
| JPS57120422A (en) * | 1980-12-09 | 1982-07-27 | Hehl Karl | Injection device for injection molding machine with vessel for plastic material which can be flowed down |
| US4418845A (en) * | 1980-12-09 | 1983-12-06 | Karl Hehl | Granulate hopper for horizontally and vertically injecting injection molding machines |
| US4418844A (en) * | 1980-12-09 | 1983-12-06 | Karl Hehl | Movable granulate hopper for injection molding machine |
| JPS57178734A (en) * | 1981-04-27 | 1982-11-04 | Yoshida Kogyo Kk <Ykk> | Automatically changing and supplying method for coloring material in injection molding |
| JPS6273915U (ja) * | 1985-10-26 | 1987-05-12 | ||
| JPS62175913U (ja) * | 1986-04-30 | 1987-11-09 | ||
| JPS6275914U (ja) * | 1986-07-09 | 1987-05-15 | ||
| JPS63163922U (ja) * | 1987-04-14 | 1988-10-26 | ||
| JPH02255312A (ja) * | 1989-03-29 | 1990-10-16 | Akebonogawa Denki Seisakusho:Kk | 射出成形機の材料供給装置 |
| JPH0368425U (ja) * | 1989-11-07 | 1991-07-05 | ||
| JPH10146864A (ja) * | 1996-11-18 | 1998-06-02 | Mitsubishi Heavy Ind Ltd | 射出成形機の射出装置 |
| JP2001293750A (ja) * | 2000-04-11 | 2001-10-23 | Canon Electronics Inc | 成形材料供給装置 |
| JP2007245629A (ja) * | 2006-03-17 | 2007-09-27 | Citizen Holdings Co Ltd | 材料供給装置ならびにこの装置を用いた材料供給方法および材料回収方法 |
| JP2011178083A (ja) * | 2010-03-02 | 2011-09-15 | Canon Electronics Inc | 射出成形機、材料供給機能付きの射出シリンダ及び射出成形機用の材料供給装置 |
| JP2015098094A (ja) * | 2013-11-18 | 2015-05-28 | ファナック株式会社 | 射出成形機のベース付きホッパ |
| JP2017030189A (ja) * | 2015-07-30 | 2017-02-09 | 宇部興産機械株式会社 | 射出装置及び射出装置の樹脂替え方法 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019123130A (ja) * | 2018-01-15 | 2019-07-25 | 宇部興産機械株式会社 | 射出装置 |
| JP2020131521A (ja) * | 2019-02-18 | 2020-08-31 | 東洋機械金属株式会社 | 射出成形機 |
| JP7219111B2 (ja) | 2019-02-18 | 2023-02-07 | 東洋機械金属株式会社 | 射出成形機 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6378223B2 (ja) | 2018-08-22 |
| US10286584B2 (en) | 2019-05-14 |
| CN107097381A (zh) | 2017-08-29 |
| DE102017103311B4 (de) | 2022-10-06 |
| DE102017103311A1 (de) | 2017-08-24 |
| CN107097381B (zh) | 2019-07-30 |
| US20170239863A1 (en) | 2017-08-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6378223B2 (ja) | 射出装置 | |
| US20230416944A1 (en) | Apparatus and method for producing nanofiber | |
| JP6926819B2 (ja) | 三次元造形装置 | |
| US11376774B2 (en) | Plasticizing device, injection device, molding apparatus, and manufacturing method of molded parts | |
| CN115256930A (zh) | 三维造型装置以及三维造型物的制造方法 | |
| KR20190143523A (ko) | 원뿔형 가변 노즐 | |
| KR20170075446A (ko) | 입체 형상물 조형 장치 | |
| JP2009028999A (ja) | 成形機の材料供給装置 | |
| TWI436835B (zh) | 可再利用澆鑄構件 | |
| JP2020157597A (ja) | 可塑化装置および三次元造形装置 | |
| EP4061612B1 (en) | A system for additive manufacturing of an object | |
| JP7457521B2 (ja) | 水噴射装置 | |
| CN114939951B (zh) | 具备回旋机构的注射装置及注射成形机 | |
| CN209141249U (zh) | 散热送料装置 | |
| JP4427606B1 (ja) | 塩成形品製造装置 | |
| JP4331867B2 (ja) | ボタン供給装置 | |
| JP2762343B2 (ja) | 射出成形機の材料供給装置 | |
| JP6382392B2 (ja) | 射出成形機 | |
| JP4896688B2 (ja) | 工作機の表示装置及び射出成形機の表示装置 | |
| OA18680A (en) | Nanofiber production device and nanofiber production method | |
| JP2017210366A (ja) | 粒状原料の安定的な微量供給が可能な原料供給ユニット | |
| JP2009123846A (ja) | はんだバンプ形成装置 | |
| JP2005334708A (ja) | 造粒化装置 | |
| JPH04250011A (ja) | 樹脂排出装置 | |
| JP2014175500A (ja) | 樹脂封止装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180112 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180123 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180322 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180410 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180601 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180703 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180726 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6378223 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |