JP2017145079A - 油圧エレベータ用のシールリングキット及び油圧エレベータ用のシールリングの交換支援方法 - Google Patents
油圧エレベータ用のシールリングキット及び油圧エレベータ用のシールリングの交換支援方法 Download PDFInfo
- Publication number
- JP2017145079A JP2017145079A JP2016026160A JP2016026160A JP2017145079A JP 2017145079 A JP2017145079 A JP 2017145079A JP 2016026160 A JP2016026160 A JP 2016026160A JP 2016026160 A JP2016026160 A JP 2016026160A JP 2017145079 A JP2017145079 A JP 2017145079A
- Authority
- JP
- Japan
- Prior art keywords
- seal ring
- arrangement
- frame
- hydraulic
- sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Landscapes
- Types And Forms Of Lifts (AREA)
- Maintenance And Inspection Apparatuses For Elevators (AREA)
- Lift-Guide Devices, And Elevator Ropes And Cables (AREA)
- Gasket Seals (AREA)
Abstract
Description
Claims (6)
- 油圧エレベータの昇降用の油圧回路の途中に設けられる結合部に配置される複数のシールリングの交換を支援するシールリングキットであって、
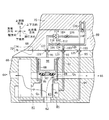
シールリングの交換の対象となる結合部は、シールリングの交換の際に分離される第1結合面、及び第1結合面に向い合う第2結合面を有し、第1結合面及び第2結合面には結合したときに互いに連通する位置に配置される複数の油路開口部を有し、第1結合面または第2結合面の少なくとも一方側の複数の油路開口部にそれぞれシールリングを配置する複数の配置窪みが設けられている結合部であり、
シールリングキットは、
粘着シート面を有する可撓性の配置シートと、
複数のシールリングにおける最大厚さ以下の厚さを有する額縁状の枠体であって、額縁状の枠体の一方側の面の周囲枠部で配置シートの周縁部を保持している枠体と、
第1結合面または第2結合面における複数の配置窪みの位置に合わせて、枠体の額縁状の内側領域における配置シートの粘着シート面に配置された複数のシールリングと、
を含むことを特徴とする油圧エレベータ用のシールリングキット。 - 請求項1に記載の油圧エレベータ用のシールリングキットにおいて、
複数のシールリングは、複数種類の配置窪みの形状に対応して整えられた形状を有する複数種類のシールリングで構成されることを特徴とする油圧エレベータ用のシールリングキット。 - 請求項1又は2に記載の油圧エレベータ用のシールリングキットにおいて、
額縁状の枠体の他方側の面の周囲枠部に保持されて配置シート上の複数のシールリングを覆っている保護カバーを含むことを特徴とする油圧エレベータ用のシールリングキット。 - 請求項1から3のいずれか1に記載の油圧エレベータ用のシールリングキットにおいて、
額縁状の枠体は、結合部における複数の配置窪みの配置関係と配置シートにおける複数のシールリングの配置関係とを関連付ける位置合わせ手段を有することを特徴とする油圧エレベータ用のシールリングキット。 - 請求項1から4のいずれか1に記載の油圧エレベータ用のシールリングキットにおいて、
配置シートは、
配置シートが平板状の状態では複数のシールリングが自重では落下せず、配置シートが所定の撓み量で撓んだ状態ではシールリングが剥落する所定の粘着力を有することを特徴とする油圧エレベータ用のシールリングキット。 - 油圧エレベータの昇降用の油圧回路の途中に設けられる結合部に配置される複数のシールリングの交換を支援するシールリングの交換支援方法であって、
シールリングの交換の対象となる結合部は、シールリングの交換の際に分離される第1結合面、及び第1結合面に向い合う第2結合面を有し、第1結合面及び第2結合面には結合したときに互いに連通する位置に配置される複数の油路開口部を有し、第1結合面または第2結合面の少なくとも一方側の複数の油路開口部にそれぞれシールリングを配置する複数の配置窪みが設けられている結合部であり、
複数のシールリングの最大厚さ以下の厚さを有する額縁状の枠体の一方側の面の周囲枠部に周縁部が保持された粘着シート面を有する配置シートに、第1結合面または第2結合面における複数の配置窪みの位置に合わせて、複数のシールリングを配置シートの粘着シート面に配置したシールリングキットを製作し、
シールリングの交換の際には、油圧回路の結合部の第1結合面と第2結合面との結合を開いて交換対象となる古いシールリングを全て取り除いて複数の配置窪みを露出させ、
シールリングキットに配置されている複数のシールリングのそれぞれの表面に挟み込み防止用の潤滑剤を塗布し、
油圧回路の結合部の内で複数の配置窪みを有する結合部にシールリングキットの配置シートの粘着シート面側が向い合うように、シールリングキットの表裏を反転し、
表裏反転されたシールリングキットの額縁状の枠体が有する位置合わせ手段を用いて、油圧回路の結合部の内で複数の配置窪みを有する結合部の上に、シールリングキットを載置し、
シールリングキットの配置シートの粘着シート面とは反対側の裏面を押圧して配置シートを撓ませ、各シールリングを粘着シート面から剥落させて油圧回路の結合面の配置窪みにそれぞれ配置することを特徴とする油圧エレベータ用のシールリングの交換支援方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016026160A JP6614993B2 (ja) | 2016-02-15 | 2016-02-15 | 油圧エレベータ用のシールリングキット及び油圧エレベータ用のシールリングの交換支援方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016026160A JP6614993B2 (ja) | 2016-02-15 | 2016-02-15 | 油圧エレベータ用のシールリングキット及び油圧エレベータ用のシールリングの交換支援方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2017145079A true JP2017145079A (ja) | 2017-08-24 |
| JP2017145079A5 JP2017145079A5 (ja) | 2019-01-17 |
| JP6614993B2 JP6614993B2 (ja) | 2019-12-04 |
Family
ID=59681097
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016026160A Active JP6614993B2 (ja) | 2016-02-15 | 2016-02-15 | 油圧エレベータ用のシールリングキット及び油圧エレベータ用のシールリングの交換支援方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6614993B2 (ja) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6040803A (ja) * | 1983-04-22 | 1985-03-04 | ロイ・ウイリアム・ブレイン | 昇降装置の降下走行速度を制御するための降下用弁 |
| JPS61108961U (ja) * | 1984-12-19 | 1986-07-10 | ||
| JPS6357859U (ja) * | 1986-10-02 | 1988-04-18 | ||
| JPH03118359U (ja) * | 1990-03-16 | 1991-12-06 | ||
| JPH09329240A (ja) * | 1996-06-10 | 1997-12-22 | Abb Ind Kk | 2部材端面間のシール装置 |
| JP2010133512A (ja) * | 2008-12-05 | 2010-06-17 | Nok Corp | ガスケット |
| WO2016170914A1 (ja) * | 2015-04-24 | 2016-10-27 | Nok株式会社 | ガスケット成形品及びその製造方法 |
-
2016
- 2016-02-15 JP JP2016026160A patent/JP6614993B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6040803A (ja) * | 1983-04-22 | 1985-03-04 | ロイ・ウイリアム・ブレイン | 昇降装置の降下走行速度を制御するための降下用弁 |
| JPS61108961U (ja) * | 1984-12-19 | 1986-07-10 | ||
| JPS6357859U (ja) * | 1986-10-02 | 1988-04-18 | ||
| JPH03118359U (ja) * | 1990-03-16 | 1991-12-06 | ||
| JPH09329240A (ja) * | 1996-06-10 | 1997-12-22 | Abb Ind Kk | 2部材端面間のシール装置 |
| JP2010133512A (ja) * | 2008-12-05 | 2010-06-17 | Nok Corp | ガスケット |
| WO2016170914A1 (ja) * | 2015-04-24 | 2016-10-27 | Nok株式会社 | ガスケット成形品及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6614993B2 (ja) | 2019-12-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101805821B1 (ko) | 홀딩 유닛 및 본딩 방법 | |
| CN207585849U (zh) | 一种气门嘴气密性检测机构 | |
| US20150165710A1 (en) | Combination apparatus of cold isostatic press and general press | |
| CN106926449B (zh) | 液体容置槽及立体列印装置以及立体列印方法 | |
| JP6614993B2 (ja) | 油圧エレベータ用のシールリングキット及び油圧エレベータ用のシールリングの交換支援方法 | |
| EP3805619A1 (en) | Pinch valve | |
| KR20130076470A (ko) | 기판 합착장치 | |
| CN212389797U (zh) | 阀芯组件及具有其的换向阀 | |
| CN108602342B (zh) | 贴合器件的真空贴合装置 | |
| US4492537A (en) | Fluid-operated oil or water well pump | |
| CN108025587A (zh) | 粘贴装置和粘贴方法 | |
| CN116906410A (zh) | 集成液压动力装置及消防车 | |
| WO2006046478A1 (ja) | 管ライニング材の反転方法及び装置、並びに反転装置を用いた管路更生工法 | |
| KR101329228B1 (ko) | 멀티 정반 및 이를 이용한 터치패널과 디스플레이 패널을 합착하는 패널합착장치 | |
| CN204253933U (zh) | 真空阀 | |
| KR101991990B1 (ko) | 액추에이터 및 점착 척 장치 | |
| CN219599269U (zh) | 吸附机构及贴膜设备 | |
| KR970014966A (ko) | 글래스 드릴장치 | |
| CN205852592U (zh) | 定位装置 | |
| JP6181808B2 (ja) | 保持ユニット及び貼合方法 | |
| CN211707285U (zh) | 一种打胶泵动力装置 | |
| CN210333218U (zh) | 一种不停机换胶供胶设备 | |
| US20170327358A1 (en) | Hydraulic Jack | |
| CN211304376U (zh) | 一种阀门阀板的冲压模具 | |
| CN111065828B (zh) | 平衡缸及使用了平衡缸的工件搬送装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181127 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181127 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190918 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20191008 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20191105 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6614993 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |