JP2017146357A - 中空光ファイバー、内視鏡装置、及び中空光ファイバーの製造方法 - Google Patents
中空光ファイバー、内視鏡装置、及び中空光ファイバーの製造方法 Download PDFInfo
- Publication number
- JP2017146357A JP2017146357A JP2016025982A JP2016025982A JP2017146357A JP 2017146357 A JP2017146357 A JP 2017146357A JP 2016025982 A JP2016025982 A JP 2016025982A JP 2016025982 A JP2016025982 A JP 2016025982A JP 2017146357 A JP2017146357 A JP 2017146357A
- Authority
- JP
- Japan
- Prior art keywords
- optical fiber
- hollow optical
- metal layer
- base material
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images
Landscapes
- Endoscopes (AREA)
- Laminated Bodies (AREA)
- Instruments For Viewing The Inside Of Hollow Bodies (AREA)
- Optical Fibers, Optical Fiber Cores, And Optical Fiber Bundles (AREA)
Abstract
【課題】赤外線レーザーの光導波路として使用できると共に、柔軟にかつ可逆的に曲げられ、さらに金属層が剥がれ難い中空光ファイバー及びこの中空光ファイバーを備える内視鏡装置の提供を目的とする。【解決手段】本発明の一態様に係る中空光ファイバーは、チューブ状の基材層と、この基材層の内面に積層される金属層と、上記金属層の内面に積層され、かつ赤外光を透過可能な誘電体層とを備え、上記基材層の主成分がメチルペンテンポリマーであり、上記金属層の主成分が銀である。本発明の別の一態様に係る内視鏡装置は、被検体内に挿入する管状の挿入部と、この挿入部の基端側に配設される操作部とを備える内視鏡装置であって、上記挿入部の内部に挿通可能なレーザー導光モジュールと、このレーザー導光モジュールに赤外線レーザーを出射可能に構成される光源とを備え、上記レーザー導光モジュールが当該中空光ファイバーを備える。【選択図】図1
Description
本発明は中空光ファイバー、内視鏡装置、及び中空光ファイバーの製造方法に関する。
波長1μm以上の赤外線レーザーは、生体分子の結合エネルギーと同レベルの光子エネルギーを持つため、分光による生体分子の特定や、特定光子を分子へ吸収させ分子を分解させることによる生体細胞の選択的除去等の用途に用いられている。
赤外線レーザーをこのような医療分野に利用する場合、生体内に赤外線レーザーを導入するため、柔軟に曲げられる光導波路が必要となる。このような光導波路として、リン青銅又はステンレスで構成される金属パイプや、フッ素樹脂又は石英ガラスで構成される非金属パイプを基材層とし、この基材層の内面に金属層及び誘電体層をこの順に積層した中空光ファイバーが提案されている(特開2002−71973号公報参照)。この従来の中空光ファイバーは、金属層と誘電層とを積層することで金属層で反射する光と誘電体層で反射する光とが互いに強め合うような光の干渉を生じさせ、赤外線レーザーの反射率を高めている。
しかしながら、上記従来の中空光ファイバーのうち、金属パイプを基材層とする中空光ファイバーは、曲げた後に可逆的に元に戻らない。このため、生体内に屈曲させて導入した後に中空光ファイバーを回収することが難しい。また、石英ガラスで構成されるパイプを基材層とする中空光ファイバーは破断するおそれがあるため、曲げ半径1cm以下で使用することが難しい。このため、生体内で処理できる範囲が制約される。また、フッ素樹脂で構成されるパイプを基材層とする中空光ファイバーは、金属層との密着性が低く、金属層が剥がれ易いため、信頼性が低い。以上から、上記従来の中空光ファイバーは、いずれの基材層を用いた場合においても改善の余地がある。
本発明は、上述のような事情に基づいてなされたものであり、赤外線レーザーの光導波路として使用できると共に、柔軟にかつ可逆的に曲げられ、さらに金属層が剥がれ難い中空光ファイバー、その製造方法、及びこの中空光ファイバーを備える内視鏡装置の提供を目的とする。
上記課題に対し、発明者らは、基材層の主成分としてメチルペンテンポリマーを用い、その基材層の内面を表面処理することで基材層と金属層との密着性を高められると共に、柔軟にかつ可逆的に曲げられる中空光ファイバーが得られることを見出した。
すなわち、本発明の一態様に係る中空光ファイバーは、チューブ状の基材層と、この基材層の内面に積層される金属層と、上記金属層の内面に積層され、かつ赤外光を透過可能な誘電体層とを備える中空光ファイバーであって、上記基材層の主成分がメチルペンテンポリマーであり、上記金属層の主成分が銀である。
本発明の別の一態様に係る内視鏡装置は、被検体内に挿入する管状の挿入部と、この挿入部の基端側に配設される操作部とを備える内視鏡装置であって、上記挿入部の内部に挿通可能なレーザー導光モジュールと、このレーザー導光モジュールに赤外線レーザーを出射可能に構成される光源とを備え、上記レーザー導光モジュールが請求項1、請求項2又は請求項3に記載の中空光ファイバーを備える。
本発明のさらに別の一態様に係る中空光ファイバーの製造方法は、押出成形法によりメチルペンテンポリマーを主成分とするチューブ状の基材層を形成する工程と、上記基材層の内面をプラズマ処理する工程と、無電界銀めっきにより上記基材層の内面に金属層を形成する工程と、上記金属層の内面に赤外光を透過可能な誘電体層を形成する工程とを備える。
本発明の中空光ファイバーは、赤外線レーザーの光導波路として使用できると共に、柔軟にかつ可逆的に曲げられ、さらに金属層が剥がれ難い。従って、本発明の中空光ファイバーは、内視鏡装置の中空光ファイバーとして好適に用いられる。また、本発明の中空光ファイバーの製造方法は、金属層を剥がれ難くできると共に、柔軟にかつ可逆的に曲げられる中空光ファイバーを製造できる。
[本発明の実施形態の説明]
本発明の一態様に係る中空光ファイバーは、チューブ状の基材層と、この基材層の内面に積層される金属層と、上記金属層の内面に積層され、かつ赤外光を透過可能な誘電体層とを備える中空光ファイバーであって、上記基材層の主成分がメチルペンテンポリマーであり、上記金属層の主成分が銀である。
本発明の一態様に係る中空光ファイバーは、チューブ状の基材層と、この基材層の内面に積層される金属層と、上記金属層の内面に積層され、かつ赤外光を透過可能な誘電体層とを備える中空光ファイバーであって、上記基材層の主成分がメチルペンテンポリマーであり、上記金属層の主成分が銀である。
当該中空光ファイバーは、金属層の主成分が銀であるので、平坦性の高い、つまり乱反射の少ない金属層を基材層の内面に形成できる。このため、当該中空光ファイバーは、金属層で反射する光と誘電体層で反射する光とが互いに強め合うような光の干渉を生じさせ、赤外線レーザーの反射率を高められる。また、当該中空光ファイバーは、基材層の主成分がメチルペンテンポリマーであるので、柔軟にかつ可逆的に曲げられる。さらに、当該中空光ファイバーは、基材層と金属層との密着性が比較的高いので、基材層の内面に積層される金属層を剥がれ難くできる。従って、当該中空光ファイバーは、赤外線レーザーの光導波路として使用できると共に、柔軟にかつ可逆的に曲げられ、さらに金属層が剥がれ難い。
上記誘電体層の主成分としては、環状オレフィンポリマー又はヨウ化銀が好ましい。環状オレフィンポリマーは、屈折率が1.45以上1.55以下であるので、伝送損失の小さい中空光ファイバーを構成できる。また、ヨウ化銀は基材層との反応性が低いので、中空光ファイバーの経時劣化を抑止できる。
上記金属層の内面の算術平均粗さRaとしては、10μm以下が好ましい。上記金属層の内面の算術平均粗さRaを10μm以下とすることで、赤外線レーザーの反射率をさらに高めることができる。
本発明の別の一態様に係る内視鏡装置は、被検体内に挿入する管状の挿入部と、この挿入部の基端側に配設される操作部とを備える内視鏡装置であって、上記挿入部の内部に挿通可能なレーザー導光モジュールと、このレーザー導光モジュールに赤外線レーザーを出射可能に構成される光源とを備え、上記レーザー導光モジュールが当該中空光ファイバーを備える。
当該内視鏡装置は、当該中空光ファイバーを備えるレーザー導光モジュールを挿通可能である。当該中空光ファイバーは、柔軟にかつ可逆的に曲げられ、さらに金属層2が剥がれ難い。従って、当該内視鏡装置は、当該中空光ファイバーを赤外線レーザー導波路として用いることで赤外線レーザーを医療分野に好適に利用できる。
本発明のさらに別の一態様に係る中空光ファイバーの製造方法は、押出成形法によりメチルペンテンポリマーを主成分とするチューブ状の基材層を形成する工程と、上記基材層の内面をプラズマ処理する工程と、無電界銀めっきにより上記基材層の内面に金属層を形成する工程と、上記金属層の内面に赤外光を透過可能な誘電体層を形成する工程とを備える。
当該中空光ファイバーの製造方法は、基材層の主成分をメチルペンテンポリマーとするので、柔軟にかつ可逆的に曲げられる中空光ファイバーを製造できる。また、当該中空光ファイバーの製造方法は、基材層の内面をプラズマ処理することで基材層と金属層との密着性を高められるので、基材層の内面に積層される金属層を剥がれ難くできる。さらに、当該中空光ファイバーの製造方法は、銀を主成分とする金属層と、赤外光を透過可能な誘電体層とを基材層の内面側に形成する工程を備えるので、金属層で反射する光と誘電体層で反射する光とが互いに強め合うような光の干渉を生じさせ、製造した中空光ファイバーの赤外線レーザーの反射率を高められる。従って、当該中空光ファイバーの製造方法は、赤外線レーザーの光導波路として使用できると共に、柔軟にかつ可逆的に曲げられ、さらに金属層が剥がれ難い中空光ファイバーを製造できる。
ここで、「主成分」とは、最も含有量の多い成分であり、例えば含有量が50質量%以上の成分をいう。また、「算術平均粗さRa」とは、JIS−B−0601(2013)に準拠して測定される算術平均粗さを意味する。
[本発明の実施形態の詳細]
以下、本発明の実施形態に係る中空光ファイバー、中空光ファイバーの製造方法、及びこの中空光ファイバーを備える内視鏡装置について詳説する。
以下、本発明の実施形態に係る中空光ファイバー、中空光ファイバーの製造方法、及びこの中空光ファイバーを備える内視鏡装置について詳説する。
〔中空光ファイバー〕
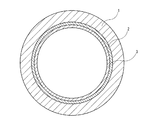
当該中空光ファイバーは、図1に示すようにチューブ状の基材層1と、この基材層1の内面に積層される金属層2と、上記金属層2の内面に積層され、かつ赤外光を透過可能な誘電体層3とを備える。当該中空光ファイバーは、例えば赤外線レーザーの光導波路として用いることができる。
当該中空光ファイバーは、図1に示すようにチューブ状の基材層1と、この基材層1の内面に積層される金属層2と、上記金属層2の内面に積層され、かつ赤外光を透過可能な誘電体層3とを備える。当該中空光ファイバーは、例えば赤外線レーザーの光導波路として用いることができる。
<基材層>
基材層1の主成分は、メチルペンテンポリマーである。メチルペンテンポリマーは、耐熱性及び耐薬品性が比較的高い。このため、当該中空光ファイバーは、例えば水蒸気雰囲気化で120℃で15分行うオートクレープやエタノール滅菌を行うことができる。
基材層1の主成分は、メチルペンテンポリマーである。メチルペンテンポリマーは、耐熱性及び耐薬品性が比較的高い。このため、当該中空光ファイバーは、例えば水蒸気雰囲気化で120℃で15分行うオートクレープやエタノール滅菌を行うことができる。
基材層1におけるメチルペンテンポリマーの含有量の下限としては、60質量%が好ましく、90質量%がより好ましい。上記メチルペンテンポリマーの含有量が上記下限未満であると、当該中空光ファイバーの屈曲性が不十分となるおそれがある。一方、上記メチルペンテンポリマーの含有量の上限としては、特に限定されず、100質量%であってもよい。
基材層1の平均外径の下限としては、0.3mmが好ましく、0.6mmがより好ましい。一方、基材層1の平均外径の上限としては、1.7mmが好ましく、1.5mmがより好ましい。基材層1の平均外径が上記下限未満であると、当該中空光ファイバーの中空部分を通過できる赤外線レーザーの光量が不足するおそれがある。逆に、基材層1の平均外径が上記上限を超えると、内視鏡装置等での挿通が困難となるおそれがある。また、当該中空光ファイバーを曲げた際に断面が楕円形状となり当該中空光ファイバーの赤外光に対する伝送損失が増大するおそれがある。
基材層1の平均肉厚の下限としては、0.05mmが好ましく、0.1mmがより好ましい。一方、基材層1の平均肉厚の上限としては、0.6mmが好ましく、0.4mmが好ましい。基材層1の平均肉厚が上記下限未満であると、当該中空光ファイバーの強度が不足するおそれがある。逆に、基材層1の平均肉厚が上記上限を超えると、当該中空光ファイバーの中空部分を通過できる赤外線レーザーの光量が不足するおそれがある。
基材層1のロックウェル硬度の下限としては、40が好ましく、50がより好ましい。一方、基材層1のロックウェル硬度の上限としては、100が好ましく、90がより好ましい。基材層1のロックウェル硬度が上記下限未満であると、当該中空光ファイバーを挿入する際の直進性が悪く、内視鏡装置からの生体内への挿入等が困難となるおそれがある。逆に、基材層1のロックウェル硬度が上記上限を超えると、当該中空光ファイバーの屈曲の制御が困難となるおそれがある。なお、基材層1のロックウェル硬度は、例えばメチルペンテンポリマーの重合度を調整することにより調整できる。ここで、「ロックウェル硬度」とは、ASTM−D785のRスケールの規格に準拠して測定される値である。
基材層1の内面の算術平均粗さRaの上限としては、10μmが好ましく、5μmがより好ましい。上記基材層1の内面の算術平均粗さRaが上記上限を超えると、金属層2の内面の平坦性が不足するため、赤外線レーザーの乱反射が増大し、当該中空光ファイバーの赤外光透過率が低下するおそれがある。一方、基材層1の内面の算術平均粗さRaの下限としては、特に限定されず、例えば0.02μmとできる。なお、基材層1の内面の算術平均粗さRaは、例えば基材層1を押出成形法により形成する際の押出条件により調整できる。
なお、基材層1には必要に応じて各種添加剤を添加してもよい。このような添加剤としては、例えば強度向上のための金属粉やフッ素樹脂繊維等の繊維などを挙げることができる。添加剤を添加する場合、添加剤の含有量の下限としては、1質量%が好ましく、5質量%がより好ましい。一方、上記添加剤の含有量の上限としては、20質量%が好ましく、10質量%がより好ましい。上記添加剤が上記下限未満であると、添加剤の効果が十分に発現しないおそれがある。逆に、上記添加剤が上記上限を超えると、相対的にメチルペンテンポリマーの含有量が減少するため、当該中空光ファイバーの屈曲性や金属層2との密着性が不十分となるおそれがある。
<金属層>
金属層2の主成分は銀である。上記金属層2としては、無電解銀めっき層が好ましい。上記金属層2を無電解銀めっき層とすることで、基材層1との密着性が高められると共に、製造が容易化できる。また、基材層1の内面の平坦性に応じて金属層2の内面を容易に平坦化することができる。
金属層2の主成分は銀である。上記金属層2としては、無電解銀めっき層が好ましい。上記金属層2を無電解銀めっき層とすることで、基材層1との密着性が高められると共に、製造が容易化できる。また、基材層1の内面の平坦性に応じて金属層2の内面を容易に平坦化することができる。
金属層2における銀の含有量の下限としては、90質量%が好ましく、95質量%がより好ましい。上記銀の含有量が上記下限未満であると、当該中空光ファイバーの赤外光に対する伝送損失が増大するおそれがある。一方、上記銀の含有量の上限としては、特に限定されず、100質量%であってもよい。
金属層2の平均肉厚の上限としては、50μmが好ましく、30μmがより好ましい。金属層2の平均肉厚が上記上限を超えると、基材層1と金属層2との内部応力や線膨張係数の差異により金属層2が基材層1から剥離し易くなるおそれがある。一方、金属層2の平均肉厚の下限としては、赤外線レーザーを反射できる限り特に限定されず、例えば0.1μmとできる。
金属層2の内面の算術平均粗さRaの上限としては、10μmが好ましく、5μmがより好ましい。上記金属層2の内面の算術平均粗さRaが上記上限を超えると、赤外線レーザーの乱反射が増大し、当該中空光ファイバーの赤外光透過率が低下するおそれがある。一方、金属層2の内面の算術平均粗さRaの下限としては、特に限定されず、例えば0.02μmとできる。なお、金属層2の内面の算術平均粗さRaは、例えば基材層1の内面の算術平均粗さRaを制御することで、調整できる。
<誘電体層>
誘電体層3の主成分は、導光する赤外光に対して吸収や反射が少ない、つまり透明に近い材料であれば特に限定されないが、環状オレフィンポリマー(COP)、ヨウ化銀、フッ素ポリマー、ポリエチレンテレフタレート、ポリカーボネート等を挙げることができる。中でもCOP又はヨウ化銀が好ましい。誘電体層3は屈折率が2の平方根に近いほど伝送損失が小さくなる。COPは、屈折率が1.45以上1.55以下であるので、伝送損失の小さい中空光ファイバーを構成できる。また、ヨウ化銀は基材層1との反応性が低いので、当該中空光ファイバーの経時劣化を抑止できる。
誘電体層3の主成分は、導光する赤外光に対して吸収や反射が少ない、つまり透明に近い材料であれば特に限定されないが、環状オレフィンポリマー(COP)、ヨウ化銀、フッ素ポリマー、ポリエチレンテレフタレート、ポリカーボネート等を挙げることができる。中でもCOP又はヨウ化銀が好ましい。誘電体層3は屈折率が2の平方根に近いほど伝送損失が小さくなる。COPは、屈折率が1.45以上1.55以下であるので、伝送損失の小さい中空光ファイバーを構成できる。また、ヨウ化銀は基材層1との反応性が低いので、当該中空光ファイバーの経時劣化を抑止できる。
誘電体層3におけるCOP又はヨウ化銀の含有量の下限としては、90質量%が好ましく、95質量%がより好ましい。上記COP又はヨウ化銀の含有量が上記下限未満であると、当該中空光ファイバーの赤外光に対する伝送損失が増大するおそれがある。一方、上記COP又はヨウ化銀の含有量の上限としては、特に限定されず、100質量%であってもよい。
誘電体層3の平均肉厚は、当該中空光ファイバーを伝送させる赤外線レーザーの波長に応じて金属層2で反射する光と誘電体層3で反射する光とが互いに強め合うような光の干渉が生じるように適宜決定される。例えば、CO2レーザー(波長5.3μm)を用いる場合、誘電体層3の平均肉厚は0.5μm程度とされる。また、Er−YAGレーザー(波長2.94μm)を用いる場合、誘電体層3の平均肉厚は0.25μm程度とされる。
誘電体層3の内径(当該中空光ファイバーの中空部分の直径)の下限としては、0.1mmが好ましく、0.3mmがより好ましい。一方、誘電体層3の内径の上限としては、0.9mmが好ましく、0.8mmがより好ましい。誘電体層3の内径が上記下限未満であると、当該中空光ファイバーの中空部分を通過できる赤外線レーザーの光量が不足するおそれがある。逆に、誘電体層3の内径が上記上限を超えると、当該中空光ファイバーの強度の観点から基材層1の平均外径を大きくする必要があるため、内視鏡装置等での挿通が困難となるおそれがある。
当該中空光ファイバーの平均外径は、基材層1の平均外径と一致する。具体的には、当該中空光ファイバーの平均外径の下限としては、0.3mmが好ましく、0.6mmがより好ましい。一方、当該中空光ファイバーの平均外径の上限としては、1.7mmが好ましく、1.5mmがより好ましい。当該中空光ファイバーの平均外径が上記下限未満であると、当該中空光ファイバーの中空部分を通過できる赤外線レーザーの光量が不足するおそれがある。逆に、当該中空光ファイバーの平均外径が上記上限を超えると、内視鏡装置等での挿通が困難となるおそれがある。
当該中空光ファイバーの平均肉厚の下限としては、0.06mmが好ましく、0.1mmがより好ましい。一方、当該中空光ファイバーの平均肉厚の上限としては、0.6mmが好ましく、0.4mmが好ましい。当該中空光ファイバーの平均肉厚が上記下限未満であると、当該中空光ファイバーの強度が不足するおそれがある。逆に、当該中空光ファイバーの平均肉厚が上記上限を超えると、当該中空光ファイバーの中空部分を通過できる赤外線レーザーの光量が不足するおそれがある。なお、「中空光ファイバーの平均肉厚」とは基材層1、金属層2及び誘電体層3を合わせた肉厚の平均値を指す。
当該中空光ファイバーの破断が発生する曲げ半径の上限としては、8mmが好ましく、5mmがより好ましく、1mmがさらに好ましい。上記破断が発生する曲げ半径が上記上限を超えると、当該中空光ファイバーの曲げられる範囲が制約され、内視鏡装置からの生体内への挿入等が困難となるおそれがある。ここで、「中空光ファイバーの破断が発生する曲げ半径」とは、複数の中空光ファイバーを破断が発生するまで曲げた際、全体の5%の中空光ファイバーが破断した曲げ半径を指す。
〔中空光ファイバーの製造方法〕
当該中空光ファイバーの製造方法は、基材層形成工程と、基材層内面処理工程と、金属層形成工程と、誘電体層形成工程とを備える。
当該中空光ファイバーの製造方法は、基材層形成工程と、基材層内面処理工程と、金属層形成工程と、誘電体層形成工程とを備える。
(基材層形成工程)
基材層形成工程では、押出成形法によりメチルペンテンポリマーを主成分とするチューブ状の基材層1を形成する。
基材層形成工程では、押出成形法によりメチルペンテンポリマーを主成分とするチューブ状の基材層1を形成する。
この工程では、基材層形成材料を公知の溶融押出成形機を用いて、押出成形することで、基材層1を形成する。基材層形成材料としては、メチルペンテンポリマーに必要に応じて各種添加剤を添加した材料を用いることができる。
基材層形成工程におけるダイス温度は、特に限定されないが、例えば形成材料であるメチルペンテンポリマーの融点より高い250℃以上340℃以下とすることができる。
押出成形工程における押出線速の下限としては、2m/minが好ましく、3.5m/minがより好ましい。一方、上記押出線速の上限としては、30m/minが好ましく、25m/minがより好ましい。上記押出線速が上記下限未満であると、当該中空光ファイバーの生産性が不十分となるおそれがある。逆に、上記押出線速が上記上限を超えると、基材層1の内面の平坦性が不足するため、赤外線レーザーの乱反射が増大し、当該中空光ファイバーの赤外光透過率が低下するおそれがある。
(基材層内面処理工程)
基材層内面処理工程では、上記基材層1の内面をプラズマ処理する。基材層1の表面をプラズマ処理することで、メチルペンテンポリマーが有するCH基等が活性化するので、基材層1と金属層2との密着性を向上できる。
基材層内面処理工程では、上記基材層1の内面をプラズマ処理する。基材層1の表面をプラズマ処理することで、メチルペンテンポリマーが有するCH基等が活性化するので、基材層1と金属層2との密着性を向上できる。
上記プラズマ処理に用いるプラズマとしては、酸素、窒素、空気、水蒸気等のプラズマを挙げることができる。中でも酸素プラズマが好ましい。酸素プラズマは、基材層1の内面の親水性を向上させることで、基材層1と金属層2との密着性を高めることができる。
(金属層形成工程)
金属層形成工程では、無電界銀めっきにより上記基材層1の内面に金属層2を形成する。無電界銀めっきは、銀鏡反応を利用して行われる。具体的には、基材層1の内部に硝酸銀水溶液と、アルデヒド等の還元剤とを注入することにより銀を還元させて基材層1の表面に析出させる。なお、銀鏡反応後の溶液は排出される。このようにして金属層2を基材層1の内面に形成する。
金属層形成工程では、無電界銀めっきにより上記基材層1の内面に金属層2を形成する。無電界銀めっきは、銀鏡反応を利用して行われる。具体的には、基材層1の内部に硝酸銀水溶液と、アルデヒド等の還元剤とを注入することにより銀を還元させて基材層1の表面に析出させる。なお、銀鏡反応後の溶液は排出される。このようにして金属層2を基材層1の内面に形成する。
(誘電体層形成工程)
誘電体層形成工程では、上記金属層2の内面に赤外光を透過可能な誘電体層3を形成する。
誘電体層形成工程では、上記金属層2の内面に赤外光を透過可能な誘電体層3を形成する。
上記誘電体層3の主成分としては、例えば環状オレフィンポリマー(COP)やヨウ化銀を好適に用いることができる。誘電体層3の主成分をCOPとする場合は、メシチレン又はシクロヘキサンを溶剤として希釈したCOPを上記金属層2の内面に流入させた後に、加熱しつつ乾燥させることで誘電体層3を形成することができる。上記加熱温度としては、例えば180℃以上220℃以下とできる。また、上記加熱乾燥時間としては、50分以上70分以下とできる。
また、誘電体層3の主成分をヨウ化銀とする場合は、金属層2の主成分である銀をヨウ化させることで誘電体層3を形成することができる。
〔内視鏡装置〕
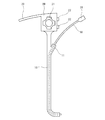
当該内視鏡装置は、図2に示すように被検体内に挿入する管状の挿入部10と、この挿入部10の基端側に配設される操作部20とを備える。また、当該内視鏡装置は、上記挿入部10の内部に挿通可能なレーザー導光モジュール30と、このレーザー導光モジュール30内に赤外線レーザーを出射可能に構成される光源31とを備える。ここで、挿入部10の「基端側」とは、挿入部10を被検体内に挿入する際の後側の端部を指す。
当該内視鏡装置は、図2に示すように被検体内に挿入する管状の挿入部10と、この挿入部10の基端側に配設される操作部20とを備える。また、当該内視鏡装置は、上記挿入部10の内部に挿通可能なレーザー導光モジュール30と、このレーザー導光モジュール30内に赤外線レーザーを出射可能に構成される光源31とを備える。ここで、挿入部10の「基端側」とは、挿入部10を被検体内に挿入する際の後側の端部を指す。
<挿入部>
挿入部10は円柱状で可撓性を有し、先端側(挿入部10を被検体内に挿入する際の前側の端部)が操作部20からの操作により屈曲するように構成されている。これにより挿入部10の先端部を所望の方向に向けることができる。挿入部10の長さとしては、被検体の口腔等から所望の部位まで届くよう決定されるが、例えば1m以上3m以下とできる。また、挿入部10の直径としては、先端部において5mm以上10mm以下とできる。
挿入部10は円柱状で可撓性を有し、先端側(挿入部10を被検体内に挿入する際の前側の端部)が操作部20からの操作により屈曲するように構成されている。これにより挿入部10の先端部を所望の方向に向けることができる。挿入部10の長さとしては、被検体の口腔等から所望の部位まで届くよう決定されるが、例えば1m以上3m以下とできる。また、挿入部10の直径としては、先端部において5mm以上10mm以下とできる。
上記挿入部10は、基端側近傍に処置具を挿入するための挿入口を有する鉗子チャンネル11を備える。上記挿入部10は、上記レーザー導光モジュール30をこの鉗子チャンネル11の挿入口から内部に挿入し、上記レーザー導光モジュール30の一方の端部を挿入部10の先端側から押し出すことができるように構成されている。
上記レーザー導光モジュール30は、図1に示す当該中空光ファイバー、この中空光ファイバーの先端側に配設されるレンズ、及び上記レンズや光源31を接続するためのコネクタを備える。なお、上記レンズとしては、光ファイバーに接続でき赤外光を出射可能である限り特に限定されないが、例えば公知の凸レンズを用いることができる。
上記レーザー導光モジュール30の長さは、当該中空光ファイバーの長さと略等しく、挿入部10の長さにも依存するが、例えば2m以上5m以下とできる。当該内視鏡装置は、上述のように挿入部10の先端を所望の方向に向けることができるので、被検体内の所望の部位の処置が可能となるように上記レーザー導光モジュール30の先端部を位置させることができる。
また、当該内視鏡装置は、上記レーザー導光モジュール30内に赤外線レーザーを出射可能に構成される光源31を備える。この光源31により当該中空光ファイバーを通過した赤外線レーザーが、上記レンズを介して上記レーザー導光モジュール30の先端部から出射できるので、被検体内の所望の部位の処置ができる。上記光源31に用いる赤外線レーザーは、特に限定されないが、例えばCO2レーザーやEr−YAGレーザー等が挙げられる。
また、上記挿入部10は、先端側に撮影光学機器及び照明光学機器を備えるとよい。このように挿入部10が先端側に撮影光学機器及び照明光学機器を備えることで、赤外線レーザーにより処置を行う部位の状態を挿入部10の先端側から視認しながら処置を行うことができる。これらの機器は操作部20から制御できるように構成される。
<操作部>
操作部20の形状や大きさは特に限定されないが、操作性の観点から例えば1辺が5cm以上10cm以下の立方体状とできる。操作部20は、挿入部10の先端側を屈曲させる角度調整ノブ21や、例えば挿入部10に取り付けられた撮影光学機器や照明光学機器等の各種機能を制御するためのスイッチ22を有する。また、操作部20は、必要に応じて例えば撮影光学機器により撮影された映像を外部表示装置等に出力するケーブル23を有する。
操作部20の形状や大きさは特に限定されないが、操作性の観点から例えば1辺が5cm以上10cm以下の立方体状とできる。操作部20は、挿入部10の先端側を屈曲させる角度調整ノブ21や、例えば挿入部10に取り付けられた撮影光学機器や照明光学機器等の各種機能を制御するためのスイッチ22を有する。また、操作部20は、必要に応じて例えば撮影光学機器により撮影された映像を外部表示装置等に出力するケーブル23を有する。
術者は、当該内視鏡装置の挿入部10を被検体の口腔等から挿入した後、この操作部20を用いて挿入部10を制御することで、検査対象部位の特定及び処置や、挿入部10の進退操作を円滑に行うことができる。
〔利点〕
当該中空光ファイバーは、金属層2の主成分が銀であるので、平坦性の高い、つまり乱反射の少ない金属層2を基材層1の内面に形成できる。このため、当該中空光ファイバーは、金属層2で反射する光と誘電体層3で反射する光とが互いに強め合うような光の干渉を生じさせ、赤外線レーザーの反射率を高められる。また、当該中空光ファイバーは、基材層1の主成分がメチルペンテンポリマーであるので、柔軟にかつ可逆的に曲げられる。さらに、当該中空光ファイバーは、基材層1と金属層2との密着性が比較的高いので、基材層1の内面に積層される金属層2を剥がれ難くできる。従って、当該中空光ファイバーは、赤外線レーザーの光導波路として使用できると共に、柔軟にかつ可逆的に曲げられ、さらに金属層2が剥がれ難い。
当該中空光ファイバーは、金属層2の主成分が銀であるので、平坦性の高い、つまり乱反射の少ない金属層2を基材層1の内面に形成できる。このため、当該中空光ファイバーは、金属層2で反射する光と誘電体層3で反射する光とが互いに強め合うような光の干渉を生じさせ、赤外線レーザーの反射率を高められる。また、当該中空光ファイバーは、基材層1の主成分がメチルペンテンポリマーであるので、柔軟にかつ可逆的に曲げられる。さらに、当該中空光ファイバーは、基材層1と金属層2との密着性が比較的高いので、基材層1の内面に積層される金属層2を剥がれ難くできる。従って、当該中空光ファイバーは、赤外線レーザーの光導波路として使用できると共に、柔軟にかつ可逆的に曲げられ、さらに金属層2が剥がれ難い。
また、当該中空光ファイバーの製造方法は、赤外線レーザーの光導波路として使用できると共に、柔軟にかつ可逆的に曲げられ、さらに金属層2が剥がれ難い中空光ファイバーを製造できる。
また、当該内視鏡装置は、当該中空光ファイバーを備えるレーザー導光モジュール30を挿通可能である。当該中空光ファイバーは、柔軟にかつ可逆的に曲げられ、さらに金属層2が剥がれ難い。従って、当該内視鏡装置は、当該中空光ファイバーを赤外線レーザー導波路として用いることで赤外線レーザーを医療分野に好適に利用できる。
[その他の実施形態]
今回開示された実施の形態はすべての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は、上記実施形態の構成に限定されるものではなく、特許請求の範囲によって示され、特許請求の範囲と均等の意味及び範囲内での全ての変更が含まれることが意図される。
今回開示された実施の形態はすべての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は、上記実施形態の構成に限定されるものではなく、特許請求の範囲によって示され、特許請求の範囲と均等の意味及び範囲内での全ての変更が含まれることが意図される。
例えば、当該中空光ファイバーは、基材層の外面に保護層として、フッ素樹脂等により形成された樹脂層を積層してもよい。
上記実施形態では、当該中空光ファイバーの製造方法として、プラズマ処理により基材層の内面を活性化する方法を説明したが、他の方法により基材層の内面を活性化してもよい。他の方法としては、例えばオゾンと混合して反応性を高めたエタンガスを基材層内面に吹き付ける方法や、基材層の内側にアルカリ溶液を流し込む方法等を挙げることができる。
以下、実施例によって本発明をさらに具体的に説明するが、本発明は以下の実施例に限定されるものではない。
[No.1]
中空光ファイバーの基材層として、押出成形法によりメチルペンテンポリマーを主成分とするチューブ状の基材層を形成した。押出成形は、温度300℃、線速3.5m/minの条件で行った。また、この基材層の平均外径は1.3mm、平均肉厚は0.3mm、長さは1mとした。
中空光ファイバーの基材層として、押出成形法によりメチルペンテンポリマーを主成分とするチューブ状の基材層を形成した。押出成形は、温度300℃、線速3.5m/minの条件で行った。また、この基材層の平均外径は1.3mm、平均肉厚は0.3mm、長さは1mとした。
上記基材層の内面を酸素プラズマ処理した後、無電解銀めっきにより金属層を形成した。金属層の平均肉厚は、35μmであった。
さらに、上記金属層の内面にメシチレンを溶剤としたCOPを注入した後、200℃で加熱しつつ60分間乾燥させることで誘電体層を形成した。誘電体層の平均肉厚は、0.5μmであった。このようにしてNo.1の中空光ファイバーを得た。
[No.2]
中空光ファイバーの基材層として、ホウケイ酸石英ガラス管を1300℃での加熱により引伸ばして、チューブ状の基材層を形成した。また、この基材層の平均外径は0.85mm、平均肉厚は0.075mm、長さは1mとした。
中空光ファイバーの基材層として、ホウケイ酸石英ガラス管を1300℃での加熱により引伸ばして、チューブ状の基材層を形成した。また、この基材層の平均外径は0.85mm、平均肉厚は0.075mm、長さは1mとした。
上記基材層の内面のプラズマ処理を行わなかった以外は、No.1と同様にして金属層及び誘電体層を形成した。このようにしてNo.2の中空光ファイバーを得た。
(評価)
No.1及びNo.2の中空光ファイバーをそれぞれ5本ずつ製造し、曲げ試験を行い、破断が発生する曲げ半径を求めた。
No.1及びNo.2の中空光ファイバーをそれぞれ5本ずつ製造し、曲げ試験を行い、破断が発生する曲げ半径を求めた。
(結果)
No.1の中空光ファイバーについては、曲げ半径を5mmとしても破断するものはなかった。これに対し、No.2の中空光ファイバーについては、曲げ半径9mmで破断するものが発生し、曲げ半径8mmで全て破断した。
No.1の中空光ファイバーについては、曲げ半径を5mmとしても破断するものはなかった。これに対し、No.2の中空光ファイバーについては、曲げ半径9mmで破断するものが発生し、曲げ半径8mmで全て破断した。
以上の結果から、No.1の中空光ファイバーは、基材層の主成分がメチルペンテンポリマーであるため、中空光ファイバーが屈曲性に優れたと考えられる。これに対し、No.2の中空光ファイバーは、基材層の主成分が石英であるので、屈曲性に劣ったと考えられる。
本発明の中空光ファイバーは、赤外線レーザーの光導波路として使用できると共に、柔軟にかつ可逆的に曲げられ、さらに金属層が剥がれ難い。従って、本発明の中空光ファイバーは、内視鏡装置の中空光ファイバーとして好適に用いられる。また、本発明の中空光ファイバーの製造方法は、金属層を剥がれ難くできると共に、柔軟にかつ可逆的に曲げられる中空光ファイバーを製造できる。
1 基材層
2 金属層
3 誘電体層
10 挿入部
11 鉗子チャンネル
20 操作部
21 角度調整ノブ
22 スイッチ
23 ケーブル
30 レーザー導光モジュール
31 光源
2 金属層
3 誘電体層
10 挿入部
11 鉗子チャンネル
20 操作部
21 角度調整ノブ
22 スイッチ
23 ケーブル
30 レーザー導光モジュール
31 光源
Claims (5)
- チューブ状の基材層と、この基材層の内面に積層される金属層と、上記金属層の内面に積層され、かつ赤外光を透過可能な誘電体層とを備える中空光ファイバーであって、
上記基材層の主成分がメチルペンテンポリマーであり、
上記金属層の主成分が銀である中空光ファイバー。 - 上記誘電体層の主成分が環状オレフィンポリマー又はヨウ化銀である請求項1に記載の中空光ファイバー。
- 上記金属層の内面の算術平均粗さRaが10μm以下である請求項1又は請求項2に記載の中空光ファイバー。
- 被検体内に挿入する管状の挿入部と、この挿入部の基端側に配設される操作部とを備える内視鏡装置であって、
上記挿入部の内部に挿通可能なレーザー導光モジュールと、
このレーザー導光モジュールに赤外線レーザーを出射可能に構成される光源と
を備え、
上記レーザー導光モジュールが請求項1、請求項2又は請求項3に記載の中空光ファイバーを備える内視鏡装置。 - 押出成形法によりメチルペンテンポリマーを主成分とするチューブ状の基材層を形成する工程と、
上記基材層の内面をプラズマ処理する工程と、
無電界銀めっきにより上記基材層の内面に金属層を形成する工程と、
上記金属層の内面に赤外光を透過可能な誘電体層を形成する工程と
を備える中空光ファイバーの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016025982A JP2017146357A (ja) | 2016-02-15 | 2016-02-15 | 中空光ファイバー、内視鏡装置、及び中空光ファイバーの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016025982A JP2017146357A (ja) | 2016-02-15 | 2016-02-15 | 中空光ファイバー、内視鏡装置、及び中空光ファイバーの製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017146357A true JP2017146357A (ja) | 2017-08-24 |
Family
ID=59681397
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016025982A Pending JP2017146357A (ja) | 2016-02-15 | 2016-02-15 | 中空光ファイバー、内視鏡装置、及び中空光ファイバーの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017146357A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109459847A (zh) * | 2017-09-06 | 2019-03-12 | 信泰光学(深圳)有限公司 | 光学指示结构 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0196603A (ja) * | 1987-10-08 | 1989-04-14 | Hitachi Cable Ltd | 中空光導波路 |
| US4930863A (en) * | 1988-05-06 | 1990-06-05 | Rauiot University Authority for Applied Research and Industrial Development Ltd. | Hollow fiber waveguide and method of making same |
| JPH08199368A (ja) * | 1994-11-21 | 1996-08-06 | Matsushita Electric Works Ltd | 無電解メッキ方法 |
| JP2000502821A (ja) * | 1996-08-08 | 2000-03-07 | ルトガーズ,ザ ステート ユニバーシティー オブ ニュー ジャージー | 同軸中空コア導波路 |
| JP2012053452A (ja) * | 2010-08-05 | 2012-03-15 | Canon Inc | 光周波数変換素子 |
| JP2012128018A (ja) * | 2010-12-13 | 2012-07-05 | Morita Mfg Co Ltd | 中空導波路、及びレーザ治療器具 |
-
2016
- 2016-02-15 JP JP2016025982A patent/JP2017146357A/ja active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0196603A (ja) * | 1987-10-08 | 1989-04-14 | Hitachi Cable Ltd | 中空光導波路 |
| US4930863A (en) * | 1988-05-06 | 1990-06-05 | Rauiot University Authority for Applied Research and Industrial Development Ltd. | Hollow fiber waveguide and method of making same |
| JPH08199368A (ja) * | 1994-11-21 | 1996-08-06 | Matsushita Electric Works Ltd | 無電解メッキ方法 |
| JP2000502821A (ja) * | 1996-08-08 | 2000-03-07 | ルトガーズ,ザ ステート ユニバーシティー オブ ニュー ジャージー | 同軸中空コア導波路 |
| JP2012053452A (ja) * | 2010-08-05 | 2012-03-15 | Canon Inc | 光周波数変換素子 |
| JP2012128018A (ja) * | 2010-12-13 | 2012-07-05 | Morita Mfg Co Ltd | 中空導波路、及びレーザ治療器具 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109459847A (zh) * | 2017-09-06 | 2019-03-12 | 信泰光学(深圳)有限公司 | 光学指示结构 |
| CN109459847B (zh) * | 2017-09-06 | 2021-08-24 | 信泰光学(深圳)有限公司 | 光学指示结构 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| AU2010321981B2 (en) | Methods and apparatus related to a distal end portion of an optical fiber having a substantially spherical shape | |
| EP3597133B1 (en) | Side-fire laser fiber having a molded reflective surface | |
| US20110212411A1 (en) | System and method for optical fiber diffusion | |
| US12178507B2 (en) | Medical laser fiber | |
| CN111110346B (zh) | 用于激光间质热疗系统的装置 | |
| JP2017146357A (ja) | 中空光ファイバー、内視鏡装置、及び中空光ファイバーの製造方法 | |
| CN106066511B (zh) | 纤维光学的设备和用于制造这样的设备的方法 | |
| US20250213303A1 (en) | Medical optical fiber with protective tip and method of manufacture therefor | |
| JP2012088495A (ja) | バンドルファイバ及びその製造方法 | |
| JP3914228B2 (ja) | レーザエネルギー伝送用中空導波路及びその製造方法 | |
| US11298185B2 (en) | Optical fiber with modified distal end | |
| US20230285078A1 (en) | Surgical laser fibers and method for making surgical laser fibers having an atraumatic distal end | |
| Nakazawa et al. | Flexible hollow polycarbonate fiber for endoscopic infrared laser treatment | |
| JPS63197447A (ja) | レ−ザメスチツプ | |
| CN104161590A (zh) | 多波长激光内窥镜装置 | |
| AU2015202511A1 (en) | Methods and apparatus related to a distal end portion of an optical fiber having a substantially spherical shape |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190121 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20191212 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191217 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20200616 |