JP2017148831A - 遠心鋳造用トラフ - Google Patents
遠心鋳造用トラフ Download PDFInfo
- Publication number
- JP2017148831A JP2017148831A JP2016032676A JP2016032676A JP2017148831A JP 2017148831 A JP2017148831 A JP 2017148831A JP 2016032676 A JP2016032676 A JP 2016032676A JP 2016032676 A JP2016032676 A JP 2016032676A JP 2017148831 A JP2017148831 A JP 2017148831A
- Authority
- JP
- Japan
- Prior art keywords
- liner
- chute
- trough
- mold
- case
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000009750 centrifugal casting Methods 0.000 title claims abstract description 17
- 239000002184 metal Substances 0.000 claims abstract description 28
- 229910052751 metal Inorganic materials 0.000 claims abstract description 28
- 229910001018 Cast iron Inorganic materials 0.000 abstract description 8
- 238000005266 casting Methods 0.000 description 11
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- 230000007547 defect Effects 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 230000004907 flux Effects 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
Images



Landscapes
- Casting Support Devices, Ladles, And Melt Control Thereby (AREA)
Abstract
Description
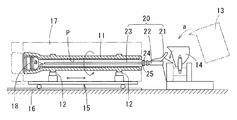
その遠心鋳造機は、例えば、この発明の一実施形態を示す図1を参照して説明すると、円筒状モールド(鋳型)11をローラ12により回転させるとともに、取鍋13、14を介して鋳込用トラフ20に溶湯aを送り込み、そのトラフ20を介して溶湯aを前記回転するモールド11内に鋳込んで(注湯して)、遠心力により、溶湯aをモールド11内面に均一に分布させることにより、管厚の均一な円筒状溶湯層(鋳鉄管)Pを形成する。
一方、口径の小さい鋳造管の鋳造は、通常、長樋状のトラフ20が使用され、この場合、そのライナー23はモールド11内に長く入って片持ち梁状のため、移動に伴ってライナー23が撓んで干渉も生じ易い。このため、通常、ライナーは、片持ち梁状に支持された際、水平方向に直線状となってモールドの軸心と一致するように矯正されている。その予め矯正されたライナー23をシュートケース22に適切に取り付ければ、片持ち梁状のライナー23はモールド11の軸心に位置する(芯出しがなされる)。
このように、シュートケース22にライナー23を溶接によって取り付けているが、芯がずれてしまう(片持ち梁状に支持されたライナー23がモールド11の軸心に一致しない)場合がある。この場合、ライナー23等に荷重を加えて強制的にそのライナー23の芯出しを行っている。
このようなトラフ20の交換と芯出しに時間を費やすことにより、作業の遅延を招き、最悪の場合、その日の作業を停止せざるを得なくなる。
上記のように、通常、ライナーは、片持ち梁状に支持されるため、その片持ち梁状に支持された際、水平方向に直線状となってモールドの軸心と一致するように矯正されている。このため、ボルト締めを適切に行えば、ライナー23の芯出し(水平方向に直線状としてモールドの軸心と一致させる)の必要が無く、シュートケース22へのライナー23の取り付け作業が容易となる。
また、仮に、鋳造中に、トラフとモールドの干渉が生じる恐れや生じた状態になり、トラフ(ライナー)を交換することとなっても、ボルトの締結を外すことによってライナーの交換が容易である。
なお、上記「トラフがモールドの一端から挿入されて他端に至る長さを有する」とは、トラフがモールドの一端から他端に至る全長の長さを有する意ではなく、図1に示すように、ライナー23からの溶湯aが受口(モールド11の他端)に至って遠心鋳造に支障が生じない位置までそのライナー23が至る長さを有すればよい。
トラフ20は、固定であって、従来と同様に、三角取鍋14からの溶湯aを案内するシュート21と、そのシュート21を支持固定するシュートケース22と、そのシュートケース22に固定されシュート21に接続されて溶湯aをモールド11内に導くライナー23とからなる。
すなわち、図2〜図4に示すように、シュート21は基部21aから徐々に幅が狭くなって一定幅の先端部21bとなる上面開口の樋状となっている。シュートケース22はそのシュート21の先端部21bが嵌る上面開口のブロック状のものであり、その先端部に断面U字状(上面開口)の樋状部22aを有してその樋状部22aの先端に上面開口のU字状フランジ24が溶接されている。ライナー23は、その基部23aが少し肉厚となってその途中に同じくU字状(上面開口)のフランジ25が溶接されている。
また、トラフ20の取替え(交換)においても、通常、ライナー23は芯出し矯正がなされているため、両フランジ24、25をボルト・ナット26で締結するだけで、その芯出しを行うことができる。
このように、今回開示された実施の形態はすべての点で例示であって制限的なものではないと考えられるべきである。この発明の範囲は、特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲内でのすべての変更が含まれることが意図される。
12 ローラ
13 取鍋
14 三角取鍋
20 トラフ
21 トラフのシュート
21b 同シュートの先端部
22 同シュートケース
21a 同シュートケースの樋状部
23 同ライナー
23a 同ライナーの基部
24、25 フランジ
26 ボルト・ナット
a 溶湯
P 管状体(鋳鉄管)
Claims (2)
- モールド(11)と、そのモールド(11)の一端から挿入されて他端に至る長さを有するトラフ(20)とを有し、前記モールド(11)をその軸心周りに回転させつつ、モールド(11)とトラフ(20)を相対的に前記軸心方向に移動させ、トラフ(20)からモールド(11)内に溶湯(a)を注入する遠心鋳造機に使用される前記トラフであって、
取鍋(14)からの溶湯(a)を案内するシュート(21)と、そのシュート(21)を支持固定するシュートケース(22)と、そのシュートケース(22)に固定されて前記シュート(21)に接続されて溶湯(a)をモールド(11)内に導くライナー(23)とからなり、前記シュートケース(22)にライナー(23)がフランジ(24、25)を介しボルト(26)締めにより固定されて前記シュート(21)に接続されていることを特徴とする遠心鋳造用トラフ。 - 上記シュートケース(22)の先端に一方のフランジ(24)が設けられ、上記ライナー(23)の先端から所要長さ内側に他方のフランジ(25)が設けられ、その両フランジ(24、25)がボルト(26)締めにより固定された際、上記シュートケース(22)内において、シュート(21)とライナー(23)はその端が突き合わさって接続されていることを特徴とする請求項1に記載の遠心鋳造用トラフ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016032676A JP6433446B2 (ja) | 2016-02-24 | 2016-02-24 | 遠心鋳造用トラフ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016032676A JP6433446B2 (ja) | 2016-02-24 | 2016-02-24 | 遠心鋳造用トラフ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017148831A true JP2017148831A (ja) | 2017-08-31 |
| JP6433446B2 JP6433446B2 (ja) | 2018-12-05 |
Family
ID=59739354
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016032676A Active JP6433446B2 (ja) | 2016-02-24 | 2016-02-24 | 遠心鋳造用トラフ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6433446B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108500230A (zh) * | 2018-05-16 | 2018-09-07 | 杜浩津 | 一种增加模具压强来减少气泡生成的合金注塑设备 |
| CN110523946A (zh) * | 2019-08-24 | 2019-12-03 | 浙江深澳机械工程有限公司 | 一种离心铸管机的拔管机 |
| WO2023074078A1 (ja) * | 2021-10-25 | 2023-05-04 | 三井金属鉱業株式会社 | 金属溶湯用構造体及びガイド部品 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2523558A (en) * | 1946-09-18 | 1950-09-26 | Pompes Noel Soc | Casting device for centrifugal casting machines |
| JPS57175067A (en) * | 1981-04-17 | 1982-10-27 | Kubota Ltd | Charging spout for continuous casting device |
| JPS57176156U (ja) * | 1981-05-01 | 1982-11-08 | ||
| JPS62183962U (ja) * | 1987-04-09 | 1987-11-21 | ||
| JPH09122865A (ja) * | 1995-10-25 | 1997-05-13 | Kubota Corp | 横型遠心力鋳造装置 |
-
2016
- 2016-02-24 JP JP2016032676A patent/JP6433446B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2523558A (en) * | 1946-09-18 | 1950-09-26 | Pompes Noel Soc | Casting device for centrifugal casting machines |
| JPS57175067A (en) * | 1981-04-17 | 1982-10-27 | Kubota Ltd | Charging spout for continuous casting device |
| JPS57176156U (ja) * | 1981-05-01 | 1982-11-08 | ||
| JPS62183962U (ja) * | 1987-04-09 | 1987-11-21 | ||
| JPH09122865A (ja) * | 1995-10-25 | 1997-05-13 | Kubota Corp | 横型遠心力鋳造装置 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108500230A (zh) * | 2018-05-16 | 2018-09-07 | 杜浩津 | 一种增加模具压强来减少气泡生成的合金注塑设备 |
| CN110523946A (zh) * | 2019-08-24 | 2019-12-03 | 浙江深澳机械工程有限公司 | 一种离心铸管机的拔管机 |
| WO2023074078A1 (ja) * | 2021-10-25 | 2023-05-04 | 三井金属鉱業株式会社 | 金属溶湯用構造体及びガイド部品 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6433446B2 (ja) | 2018-12-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6433446B2 (ja) | 遠心鋳造用トラフ | |
| JP6672531B2 (ja) | 金属製造方法のためのアセンブリ | |
| US3554270A (en) | Metal casing apparatus and method | |
| JP7165614B2 (ja) | 角度付き直管の製造方法 | |
| KR101767184B1 (ko) | 원심주조용 주입공정개선 자동화 시스템 | |
| KR101387020B1 (ko) | 액상 주조 접합기술을 이용한 이송 파이프 겸용 열연 롤의 제조방법 | |
| KR200442757Y1 (ko) | 금형 자동 클램핑 장치 | |
| CN117245070B (zh) | 水矢量雾化机芯制造方法 | |
| JPH0130578B2 (ja) | ||
| CN206747562U (zh) | 一种用于双盘法兰直管及穿墙法兰直管铸造的离心机 | |
| CN110643782B (zh) | 一种用于氧枪枪头安装的工具 | |
| JP2000158112A (ja) | 遠心力鋳造用中子装着金具 | |
| JP4308692B2 (ja) | 遠心鋳造装置における受口内面成形用コア | |
| JPH09268309A (ja) | 転炉の出鋼口スリーブ煉瓦抑え金物 | |
| JP5038236B2 (ja) | 中子の支持構造 | |
| CN224073336U (zh) | 一种冷室压铸机用的可再使用料管 | |
| JP4162065B2 (ja) | 耐摩耗材の製造方法 | |
| JP2020049523A (ja) | 下部ノズル一体プレート | |
| US3284860A (en) | Pouring trough for centrifugal casting machine | |
| JP2008231521A (ja) | 遠心鋳造用金型 | |
| JP3171494B2 (ja) | タンディッシュ羽口レンガの交換方法及び装置 | |
| JPS5816757A (ja) | 連続鋳造ダイ内の心型の支持及び心合せ装置 | |
| JPH06297120A (ja) | タンディッシュストッパー及び浸漬ノズル内ワイヤー供給装置 | |
| KR101141077B1 (ko) | 압연롤 주조용 용탕주입장치 | |
| JPS631183Y2 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20171010 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180706 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180717 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180913 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20181009 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20181106 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6433446 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |