JP2017155367A - 不織布の製造方法および製造装置 - Google Patents
不織布の製造方法および製造装置 Download PDFInfo
- Publication number
- JP2017155367A JP2017155367A JP2016040479A JP2016040479A JP2017155367A JP 2017155367 A JP2017155367 A JP 2017155367A JP 2016040479 A JP2016040479 A JP 2016040479A JP 2016040479 A JP2016040479 A JP 2016040479A JP 2017155367 A JP2017155367 A JP 2017155367A
- Authority
- JP
- Japan
- Prior art keywords
- nonwoven fabric
- belt
- fiber
- conveyor belt
- main surface
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Landscapes
- Spinning Methods And Devices For Manufacturing Artificial Fibers (AREA)
- Nonwoven Fabrics (AREA)
Abstract
Description
繊維を生成させ、生成した前記繊維を、環状の搬送ベルトの主面に供給された基材に堆積させて不織布を形成する第1工程と、
前記不織布を前記基材とともに、前記搬送ベルトから離す第2工程と、
前記搬送ベルトに残存する繊維くずを治具により除去する第3工程と、を備え、
前記搬送ベルトの主面は、前記治具と対向する端面を備える段差を有しており、
前記段差は、少なくとも前記搬送ベルトの移動方向と垂直な方向の両端部に形成されており、
前記第3工程において、前記搬送ベルトの主面および前記段差の端面と前記治具とを接触させて前記繊維くずを除去する、不織布の製造方法に関する。
繊維を生成させ、前記繊維を前記基材に堆積させて不織布を形成する紡糸機構と、
前記不織布および前記基材が前記搬送ベルトから離れた後、前記搬送ベルトに残存する繊維くずを除去する治具と、を備え、
前記搬送ベルトの主面は、前記治具と対向する端面を備える段差を有しており、
前記段差は、少なくとも前記搬送ベルトの移動方向と垂直な方向の両端部に形成されており、
前記繊維くずは、前記治具と、前記搬送ベルトの主面および前記段差の端面とを接触させることで除去される、不織布の製造装置に関する。
本発明に係る繊維を含む不織布を製造する方法は、
繊維(第1繊維)を生成させ、生成した繊維を、環状の搬送ベルトの主面に供給された基材に堆積させて不織布(第1不織布)を形成する第1工程と、
不織布を基材とともに、搬送ベルトから離す第2工程と、
搬送ベルトに残存する繊維くずを治具により除去する第3工程と、を備える。搬送ベルトの主面は、治具と対向する端面を備える段差を有しており、段差は、少なくとも搬送ベルトの移動方向と垂直な方向の両端部に形成されている。第3工程において、搬送ベルトの主面および段差の端面(および/または端面にかかる繊維くず)と治具とを接触させて繊維くずを除去する。
以下に第3工程(および繊維くずを除去するクリーニングユニット)についてより具体的に説明する。
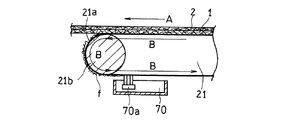
図2は、図1の製造装置においてクリーニングユニット70による繊維くずの除去システムを説明するための概略断面図である。搬送コンベア21では、搬送ローラ21bの回転により搬送ベルト21aが矢印Bの方向(搬送ベルトの移動方向)に移動しており、これに伴い搬送ベルト21aの主面に供給された基材1が矢印Aの方向(基材1の搬送方向)に搬送される。搬送ベルト21aの主面が上向きであるときに、搬送ベルト21aとともに移動する基材1上に繊維が堆積されて、不織布2が形成される。搬送ベルト21aは、基材1の搬送方向Aの下流側に位置する搬送ローラ21bの周面に沿って移動し、この搬送ローラ21bと接触しなくなる位置で主面が下向きになる。一方、この搬送ローラ21bの位置で、搬送ベルト21aから離れた積層物は、搬送方向Aに沿って後続の装置や工程に供される。
なお、図6では、隙間を挟んで表層ベルトの厚みが異なる場合を示したが、表層ベルトの厚みは同じであってもよい。
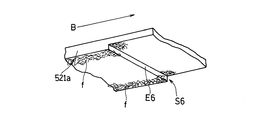
図8において搬送ベルト521aは、端面E6を備える段差S6を有しており、端面E6は図示しない治具に対向している。図示例では、段差S6は、搬送ベルト521aの移動方向Bと垂直な方向に沿って搬送ベルト521aの主面を横切るように垂直な方向全体に形成されている。
また、段差は、搬送ベルトを上面から見たときに、搬送ベルトの移動方向と垂直な方向に沿って形成されていてもよく、垂直な方向に対して斜めに形成されていてもよい。
ブラシの毛の材質は、特に制限されないが、搬送ベルトに傷がつき難い観点からは、植物繊維や動物繊維などの天然繊維や、樹脂などで形成された化学繊維などが好ましい。
(第1工程)
第1工程では、繊維を生成させ、生成した繊維を堆積させることにより不織布を形成できる限り特に制限されず、公知の紡糸方法などが採用できる。例えば、繊維の原料を溶解させて、溶融紡糸により繊維を生成させ、冷却しながら堆積させることで、不織布を形成してもよい。
原料液は、必要に応じて、公知の添加剤を含むことができる。
なお、原料液や基材は、それぞれ第1工程に先立って準備してもよい。
第2工程では、第1工程で形成された基材と不織布との積層物を搬送ベルトから離す。
第2工程で積層物を離した後の搬送ベルトには、基材より外側の領域に堆積された繊維が繊維くずとして残存しており、この繊維くずを第3工程において除去する。
Claims (10)
- 繊維を含む不織布を製造する方法であって、
繊維を生成させ、生成した前記繊維を、環状の搬送ベルトの主面に供給された基材に堆積させて不織布を形成する第1工程と、
前記不織布を前記基材とともに、前記搬送ベルトから離す第2工程と、
前記搬送ベルトに残存する繊維くずを治具により除去する第3工程と、を備え、
前記搬送ベルトの主面は、前記治具と対向する端面を備える段差を有しており、
前記段差は、少なくとも前記搬送ベルトの移動方向と垂直な方向の両端部に形成されており、
前記第3工程において、前記搬送ベルトの主面および前記段差の端面と前記治具とを接触させて前記繊維くずを除去する、不織布の製造方法。 - 前記段差の最大高さは、0.1mm以上である、請求項1に記載の不織布の製造方法。
- 前記搬送ベルトの主面は、前記搬送ベルトの移動方向と垂直な方向の中央部においても前記段差を有しており、
前記中央部における前記段差の高さは、前記両端部における前記段差の高さより小さい請求項1または2に記載の不織布の製造方法。 - 前記中央部における前記段差の高さは、0.01mm以下である、請求項3に記載の不織布の製造方法。
- 前記繊維くずは、前記段差において不連続である、請求項1〜4のいずれか1項に記載の不織布の製造方法。
- 前記治具は、ブラシを有する、請求項1〜5のいずれか1項に記載の不織布の製造方法。
- 前記ブラシの毛の平均線径は、前記両端部における段差の高さよりも小さい、請求項6に記載の不織布の製造方法。
- 前記第1工程において、繊維の原料を含む原料液を電界紡糸することにより前記繊維を生成させる、請求項1〜7のいずれか1項に記載の不織布の製造方法。
- 前記繊維は、ナノファイバである、請求項1〜8のいずれか1項に記載の不織布の製造方法。
- 環状の搬送ベルトの主面に基材を供給する基材供給部と、
繊維を生成させ、前記繊維を前記基材に堆積させて不織布を形成する紡糸機構と、
前記不織布および前記基材が前記搬送ベルトから離れた後、前記搬送ベルトに残存する繊維くずを除去する治具と、を備え、
前記搬送ベルトの主面は、前記治具と対向する端面を備える段差を有しており、
前記段差は、少なくとも前記搬送ベルトの移動方向と垂直な方向の両端部に形成されており、
前記繊維くずは、前記治具と、前記搬送ベルトの主面および前記段差の端面とを接触させることで除去される、不織布の製造装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016040479A JP6611049B2 (ja) | 2016-03-02 | 2016-03-02 | 不織布の製造方法および製造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016040479A JP6611049B2 (ja) | 2016-03-02 | 2016-03-02 | 不織布の製造方法および製造装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017155367A true JP2017155367A (ja) | 2017-09-07 |
| JP6611049B2 JP6611049B2 (ja) | 2019-11-27 |
Family
ID=59808204
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016040479A Active JP6611049B2 (ja) | 2016-03-02 | 2016-03-02 | 不織布の製造方法および製造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6611049B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113308824A (zh) * | 2021-05-27 | 2021-08-27 | 莆田市朝之辉电子商务有限公司 | 一种卫生巾原料洗涤设备 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102650274B1 (ko) * | 2021-12-13 | 2024-03-22 | (주)씨앤투스 | 에어커튼을 구비하는 플래시 방사 장치 및 방법 |
-
2016
- 2016-03-02 JP JP2016040479A patent/JP6611049B2/ja active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113308824A (zh) * | 2021-05-27 | 2021-08-27 | 莆田市朝之辉电子商务有限公司 | 一种卫生巾原料洗涤设备 |
| CN113308824B (zh) * | 2021-05-27 | 2023-08-11 | 莆田市朝之辉电子商务有限公司 | 一种卫生巾原料洗涤设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6611049B2 (ja) | 2019-11-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107619818B (zh) | 培养基的制造方法、培养基的制造装置 | |
| JP5798399B2 (ja) | バグフィルター用濾材、バグフィルター用濾材製造方法及びバグフィルター | |
| CN106811869B (zh) | 层叠无纺布 | |
| JP5883614B2 (ja) | ナノファイバー積層体の製造方法 | |
| JP6528246B2 (ja) | 繊維積層体およびその製造方法 | |
| JP6569983B2 (ja) | 積層不織布および積層不織布の製造方法 | |
| JP2017155366A (ja) | 不織布の製造方法および製造装置 | |
| CN107012586B (zh) | 无纺布、以及具备它的集尘过滤器、微生物或生物组织的培养基、以及化妆用品 | |
| JP6611049B2 (ja) | 不織布の製造方法および製造装置 | |
| JP2017101344A (ja) | 積層不織布の製造方法および製造装置 | |
| JP2017197872A (ja) | 積層体、その製造方法および製造装置 | |
| CN106400303B (zh) | 层叠无纺布及空气净化机 | |
| US10173158B2 (en) | Laminated nonwoven fabric, air purifier, and manufacturing method of laminated nonwoven fabric | |
| JP2015214161A (ja) | 一体型積層シート製造システムおよび一体型積層シート製造方法 | |
| JP6508630B2 (ja) | 積層不織布の製造装置 | |
| JP2017197874A (ja) | 積層体、その製造方法および製造装置 | |
| JP6624586B2 (ja) | 積層体の製造方法および製造装置 | |
| JP6464486B2 (ja) | 積層体の製造方法および製造装置 | |
| JP2018059225A (ja) | 繊維構造体の製造方法 | |
| JP2017133141A (ja) | 積層不織布の製造装置 | |
| JP6471976B2 (ja) | 積層体の製造方法および製造装置 | |
| JP2017197876A (ja) | 積層体の製造方法および製造装置 | |
| JP6464487B2 (ja) | 積層体の製造方法および製造装置 | |
| JP2017197873A (ja) | 積層体の製造方法および製造装置 | |
| JP2017133140A (ja) | 積層不織布およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20180709 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181212 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190920 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20191001 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20191018 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6611049 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |