JP2017159615A - 金属張積層体 - Google Patents
金属張積層体 Download PDFInfo
- Publication number
- JP2017159615A JP2017159615A JP2016048104A JP2016048104A JP2017159615A JP 2017159615 A JP2017159615 A JP 2017159615A JP 2016048104 A JP2016048104 A JP 2016048104A JP 2016048104 A JP2016048104 A JP 2016048104A JP 2017159615 A JP2017159615 A JP 2017159615A
- Authority
- JP
- Japan
- Prior art keywords
- metal
- clad laminate
- metal layer
- insulating resin
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Landscapes
- Laminated Bodies (AREA)
- Structure Of Printed Boards (AREA)
Abstract
【課題】
反りが抑制されたプリント配線板の形成材料として有用な金属張積層体を提供するを提供する。
【解決手段】
絶縁樹脂層と、前記絶縁樹脂層に隣接する、網目状の第1の金属層とを有する金属張積層体であって、前記第1の金属層の網目パターンが、正方形、長方形、ひし形及び平行四辺形からなる群から選ばれる四角形の各辺を曲線化してなる図形、又は、前記四角形の各辺を曲線化してなる図形を2種以上組み合わせてなる図形を基本図形とする平面充填形によって表されるものであることを特徴とする金属張積層体。
【選択図】 図2
反りが抑制されたプリント配線板の形成材料として有用な金属張積層体を提供するを提供する。
【解決手段】
絶縁樹脂層と、前記絶縁樹脂層に隣接する、網目状の第1の金属層とを有する金属張積層体であって、前記第1の金属層の網目パターンが、正方形、長方形、ひし形及び平行四辺形からなる群から選ばれる四角形の各辺を曲線化してなる図形、又は、前記四角形の各辺を曲線化してなる図形を2種以上組み合わせてなる図形を基本図形とする平面充填形によって表されるものであることを特徴とする金属張積層体。
【選択図】 図2
Description
本発明は、反りが抑制されたプリント配線板の形成材料として有用な金属張積層体に関する。
従来、プリント配線板等の形成材料として、絶縁樹脂層と金属層とが積層されてなる金属張積層体が用いられてきた。
金属張積層体は、樹脂フィルムと金属箔とを熱プレスすることにより製造することができる。例えば、特許文献1には、300℃で1時間の条件で熱プレスを行い、ポリイミドフィルムと銅箔とを圧着させて、銅張積層体を製造する方法が記載されている。
金属張積層体は、樹脂フィルムと金属箔とを熱プレスすることにより製造することができる。例えば、特許文献1には、300℃で1時間の条件で熱プレスを行い、ポリイミドフィルムと銅箔とを圧着させて、銅張積層体を製造する方法が記載されている。
しかしながら、このような熱プレス等の加熱処理を経て製造された金属張積層体においては、反りの問題が生じることがあった。
すなわち、絶縁樹脂層の線膨張係数は、通常、金属層の線膨張係数よりも大きいことから、室温まで冷却された金属張積層体の絶縁樹脂層の収縮力は金属層の収縮力よりも大きくなり、これが原因で金属張積層体が反ることがあった。
このような反りが生じた金属張積層体を用いて製造されたプリント配線板においては、配線や部品に力学的負荷がかかり、断線や故障が発生するおそれがあった。
特に、近年、プリント配線板の薄型化が求められるにつれて、金属張積層体やプリント配線板(以下、「金属張積層体等」ということがある。)が反り易くなってきており、金属張積層体等の反りを低減化することが重要になってきている。
すなわち、絶縁樹脂層の線膨張係数は、通常、金属層の線膨張係数よりも大きいことから、室温まで冷却された金属張積層体の絶縁樹脂層の収縮力は金属層の収縮力よりも大きくなり、これが原因で金属張積層体が反ることがあった。
このような反りが生じた金属張積層体を用いて製造されたプリント配線板においては、配線や部品に力学的負荷がかかり、断線や故障が発生するおそれがあった。
特に、近年、プリント配線板の薄型化が求められるにつれて、金属張積層体やプリント配線板(以下、「金属張積層体等」ということがある。)が反り易くなってきており、金属張積層体等の反りを低減化することが重要になってきている。
金属張積層体等の反りを低減する方法として、絶縁樹脂層の両面に金属層を設けることにより、収縮力のバランスをとる方法が知られている。
例えば、特許文献2には、絶縁樹脂層の両面に導電パターンが形成された金属層を設け、さらに、これらの金属層の金属部分の面積をほぼ等しくすることで、プリント基板の反りを低減し得ることが記載されている。
特許文献2には、金属部分の面積を調節する方法として、一方の金属層を網目状又は格子状にすることが記載されている。
例えば、特許文献2には、絶縁樹脂層の両面に導電パターンが形成された金属層を設け、さらに、これらの金属層の金属部分の面積をほぼ等しくすることで、プリント基板の反りを低減し得ることが記載されている。
特許文献2には、金属部分の面積を調節する方法として、一方の金属層を網目状又は格子状にすることが記載されている。
また、特許文献2には記載されていないが、金属層を網目状にすることで、他の金属層の有無に関わらず、金属張積層体の反りが低減することも知られている。
例えば、特許文献3には、網目状のように金属層の空孔率を高くすることで、多層基板の歪等の変形の問題が解決できることが記載されている。
例えば、特許文献3には、網目状のように金属層の空孔率を高くすることで、多層基板の歪等の変形の問題が解決できることが記載されている。
特許文献2に記載の方法により金属張積層体等の反りを低減する場合、2つの金属層の金属部分の面積を調節する必要があるため、回路設計において余計な制約が加わることになる。
また、特許文献3に記載されるように、金属層の空孔率を上げることにより金属張積層体等の反りを低減化し得るものの、金属張積層体等の反りを完全になくすことは困難であり、さらなる改善が必要な状況にあった。
本発明は、上記した従来技術に鑑みてなされたものであり、反りが抑制されたプリント配線板の形成材料として有用な金属張積層体を提供することを課題とする。
また、特許文献3に記載されるように、金属層の空孔率を上げることにより金属張積層体等の反りを低減化し得るものの、金属張積層体等の反りを完全になくすことは困難であり、さらなる改善が必要な状況にあった。
本発明は、上記した従来技術に鑑みてなされたものであり、反りが抑制されたプリント配線板の形成材料として有用な金属張積層体を提供することを課題とする。
本発明者は上記課題を解決すべく、絶縁樹脂層と、この絶縁樹脂層に隣接する金属層とを有する金属張積層体について鋭意検討した。
その結果、金属層の圧縮応力(外力の影響による変形のし難さに関する性質)を小さくし、かつ、金属層の圧縮永久歪(一旦変形した後における、元の形状への戻り難さに関する性質)を大きくすることで、反りが抑制された金属張積層体が得られることが分かった。
さらに、本発明者は、曲線で構成された網目状の金属層は、直線で構成された網目状の金属層に比べて、圧縮応力が小さく、かつ、圧縮永久歪が大きくなることを見出し、以下の(1)〜(8)に記載の発明を完成するに至った。
その結果、金属層の圧縮応力(外力の影響による変形のし難さに関する性質)を小さくし、かつ、金属層の圧縮永久歪(一旦変形した後における、元の形状への戻り難さに関する性質)を大きくすることで、反りが抑制された金属張積層体が得られることが分かった。
さらに、本発明者は、曲線で構成された網目状の金属層は、直線で構成された網目状の金属層に比べて、圧縮応力が小さく、かつ、圧縮永久歪が大きくなることを見出し、以下の(1)〜(8)に記載の発明を完成するに至った。
(1)絶縁樹脂層と、前記絶縁樹脂層に隣接する、網目状の第1の金属層とを有する金属張積層体であって、前記第1の金属層の網目パターンが、正方形、長方形、ひし形及び平行四辺形からなる群から選ばれる四角形の各辺を曲線化してなる図形、又は、前記四角形の各辺を曲線化してなる図形を2種以上組み合わせてなる図形を基本図形とする平面充填形によって表されるものであることを特徴とする金属張積層体。
(2)前記四角形の辺の曲線化によって形成される曲線の長さが、前記四角形の辺の長さの1.0倍超3.0倍以下である、(1)に記載の金属張積層体。
(3)前記網目パターンの交点間距離の最小値が、50μm以上5mm以下である、(1)又は(2)に記載の金属張積層体。
(4)前記網目パターンの線幅が、20μm以上2mm以下である、(1)〜(3)のいずれかに記載の金属張積層体。
(5)前記網目パターンの開口率が、20〜90%である、(1)〜(4)のいずれかに記載の金属張積層体。
(6)前記絶縁樹脂層の、前記第1の金属層とは逆の側に、前記絶縁樹脂層に隣接する第2の金属層を有する、(1)〜(5)のいずれかに記載の金属張積層体。
(7)前記第2の金属層が、ベタ状の金属膜である、(6)に記載の金属張積層体。
(8)前記第2の金属層が、配線パターンを有するものである、(6)に記載の金属張積層体。
(2)前記四角形の辺の曲線化によって形成される曲線の長さが、前記四角形の辺の長さの1.0倍超3.0倍以下である、(1)に記載の金属張積層体。
(3)前記網目パターンの交点間距離の最小値が、50μm以上5mm以下である、(1)又は(2)に記載の金属張積層体。
(4)前記網目パターンの線幅が、20μm以上2mm以下である、(1)〜(3)のいずれかに記載の金属張積層体。
(5)前記網目パターンの開口率が、20〜90%である、(1)〜(4)のいずれかに記載の金属張積層体。
(6)前記絶縁樹脂層の、前記第1の金属層とは逆の側に、前記絶縁樹脂層に隣接する第2の金属層を有する、(1)〜(5)のいずれかに記載の金属張積層体。
(7)前記第2の金属層が、ベタ状の金属膜である、(6)に記載の金属張積層体。
(8)前記第2の金属層が、配線パターンを有するものである、(6)に記載の金属張積層体。
本発明によれば、反りが抑制されたプリント配線板の形成材料として有用な金属張積層体が提供される。
本発明の金属張積層体は、絶縁樹脂層と、前記絶縁樹脂層に隣接する、網目状の第1の金属層とを有する金属張積層体であって、前記第1の金属層の網目パターンが、正方形、長方形、ひし形及び平行四辺形からなる群から選ばれる四角形の各辺を曲線化してなる図形、又は、前記四角形の各辺を曲線化してなる図形を2種以上組み合わせてなる図形を基本図形とする平面充填形によって表されるものであることを特徴とする。
(絶縁樹脂層)
本発明の金属張積層体を構成する絶縁樹脂層は、従来のプリント配線板等の絶縁樹脂層と同様のものである。
本発明の金属張積層体を構成する絶縁樹脂層は、従来のプリント配線板等の絶縁樹脂層と同様のものである。
絶縁樹脂層を構成する絶縁樹脂としては、エポキシ樹脂、アクリル樹脂、ポリアミド樹脂、ポリイミド樹脂、ポリエステル樹脂、シアネート樹脂、ポリフェニレンエーテル樹脂、フッ素樹脂、スチレン樹脂、オレフィン樹脂、シクロオレフィン樹脂、ポリエステル樹脂、フェノール樹脂、マレイミド樹脂、及びトリアジン樹脂などが挙げられる。
絶縁樹脂層は、無機系充填剤や有機系充填剤を含有していてもよい。
絶縁樹脂層は、無機系充填剤や有機系充填剤を含有していてもよい。
絶縁樹脂層の線膨張係数は、通常、10〜200ppm/℃、好ましくは20〜100ppm/℃である。線膨張係数が大きすぎると、本発明の方法を用いても、金属張積層体の反りを低減できないおそれがある。一方、線膨張係数が10ppm/℃未満の絶縁樹脂層を形成することは通常は困難である。
絶縁樹脂層の厚みは特に限定されない。絶縁樹脂層の厚みは、通常、20μm以上1mm以下、好ましくは25〜400μmである。
絶縁樹脂層の厚みは特に限定されない。絶縁樹脂層の厚みは、通常、20μm以上1mm以下、好ましくは25〜400μmである。
(第1の金属層)
本発明の金属張積層体を構成する第1の金属層は、前記絶縁樹脂層に隣接する、網目状の金属層である。
第1の金属層を構成する金属成分は、特に限定されない。例えば、銅、金、銀、ステンレス、アルミニウム、ニッケル、クロム等が挙げられる。これらの中でも、配線材料として優れることから、銅が好ましい。
本発明の金属張積層体を構成する第1の金属層は、前記絶縁樹脂層に隣接する、網目状の金属層である。
第1の金属層を構成する金属成分は、特に限定されない。例えば、銅、金、銀、ステンレス、アルミニウム、ニッケル、クロム等が挙げられる。これらの中でも、配線材料として優れることから、銅が好ましい。
第1の金属層の網目パターンは、正方形、長方形、ひし形及び平行四辺形からなる群から選ばれる四角形の各辺を曲線化してなる基本図形(以下、「基本図形(α)」ということがある。)、又は、前記四角形の各辺を曲線化してなる図形を2種以上組み合わせてなる基本図形(以下、「基本図形(β)」ということがある。)を2次元的に敷き詰めてなる平面充填形によって表されるものである。
基本図形とは、平面充填形を構成する繰り返し単位である。基本図形(α)は、前記四角形の各辺を曲線化してなる図形がそれ単独で繰り返し単位を構成するものであり、基本図形(β)は、前記四角形の各辺を曲線化してなる図形が複数集まって繰り返し単位を構成するものである。
基本図形(α)又は基本図形(β)の元になる四角形としては、正方形又はひし形が好ましく、正方形がより好ましい。
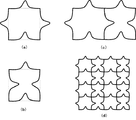
図1〜図4に、基本図形とその平面充填形等を表す。
図1は、従来の直線状の網目パターンを表す図である。
図1(a)に表される正方形が基本図形であり、この平面充填形が図1(b)に表されるものである。なお、図1(b)におけるスケールは、図1(a)のものとは異なっている(図2〜図4においても同様に、基本図形を表す図と平面充填形を表す図のスケールは同じではない。)。
図1(b)で表されるような直線状の網目パターンでは本発明の効果は得られない。
図1は、従来の直線状の網目パターンを表す図である。
図1(a)に表される正方形が基本図形であり、この平面充填形が図1(b)に表されるものである。なお、図1(b)におけるスケールは、図1(a)のものとは異なっている(図2〜図4においても同様に、基本図形を表す図と平面充填形を表す図のスケールは同じではない。)。
図1(b)で表されるような直線状の網目パターンでは本発明の効果は得られない。
図2は、基本図形(α)(四角形の各辺を曲線化してなる基本図形)とその平面充填形を表す図である。
図2(a)、(c)は、それぞれ、点線で表される正方形の各辺を曲線化してなる基本図形(α)を表す。これらの基本図形(α)の平面充填形は、それぞれ、図2(b)、(d)に表されるものである。
図2(a)、(c)は、それぞれ、点線で表される正方形の各辺を曲線化してなる基本図形(α)を表す。これらの基本図形(α)の平面充填形は、それぞれ、図2(b)、(d)に表されるものである。
図3は、基本図形(β1)(四角形の各辺を曲線化してなる図形を2種組み合わせてなる基本図形)と、その平面充填形を表す図である。
図3(a)、(b)は、それぞれ、点線で表される正方形の各辺を曲線化してなる図形を表し、図3(c)は、これらの図形で構成された基本図形(β1)を表す。この基本図形(β1)の平面充填形は、図3(d)で表されるものである。
図3(a)、(b)は、それぞれ、点線で表される正方形の各辺を曲線化してなる図形を表し、図3(c)は、これらの図形で構成された基本図形(β1)を表す。この基本図形(β1)の平面充填形は、図3(d)で表されるものである。
図4は、基本図形(β2)(四角形の各辺を曲線化してなる図形を4種組み合わせてなる基本図形)と、その平面充填形を表す図である。
図4(a)、(b)、(c)、(d)は、それぞれ、点線で表される正方形の各辺を曲線化してなる図形を表し、図4(e)は、これらの図形で構成された基本図形(β2)を表す。この基本図形(β2)の平面充填形は、図4(f)で表されるものである。
図4(a)、(b)、(c)、(d)は、それぞれ、点線で表される正方形の各辺を曲線化してなる図形を表し、図4(e)は、これらの図形で構成された基本図形(β2)を表す。この基本図形(β2)の平面充填形は、図4(f)で表されるものである。
これらの例で示されるように、本発明の金属張積層体を構成する第1の金属層の網目パターンは、曲線で形成されるものである。このような網目パターンを有する金属層は、従来の直線状の網目パターンを有する金属層に比べて、圧縮応力が小さく、かつ、圧縮永久歪が大きくなるため、加熱処理を経て得られた金属張積層体の反りをより低減化する効果を有する。
前記四角形の辺の曲線化によって形成される曲線の長さは、元々の辺の長さの1.0倍超3.0倍以下が好ましく、1.1倍以上2.5倍以下がより好ましい。このような範囲で四角形の辺の曲線化を行うことで、目的の特性を有する第1の金属層を効率よく形成することができる。
第1の金属層の網目パターンの交点間距離の最小値は、50μm以上5mm以下が好ましく、100μm以上3mm以下がより好ましい。
網目パターンの交点間距離とは、曲線化する前の四角形の1辺の長さを意味するものである。また、その最小値とは、曲線化する前の四角形が長方形又は平行四辺形である場合、より短い辺の長さを意味するものである。例えば、図5に示す長方形の各辺を曲線化してなる基本図形(α)においては、網目パターンの交点間距離の最小値は、Aで示される部分の長さである。
網目パターンの交点間距離の最小値が小さ過ぎるときは、反りの抑制効果が得られなくなるおそれがあり、大きすぎると、伝送信号の漏れ、不要共振等、通信品質の劣化を招くおそれがある。
網目パターンの交点間距離とは、曲線化する前の四角形の1辺の長さを意味するものである。また、その最小値とは、曲線化する前の四角形が長方形又は平行四辺形である場合、より短い辺の長さを意味するものである。例えば、図5に示す長方形の各辺を曲線化してなる基本図形(α)においては、網目パターンの交点間距離の最小値は、Aで示される部分の長さである。
網目パターンの交点間距離の最小値が小さ過ぎるときは、反りの抑制効果が得られなくなるおそれがあり、大きすぎると、伝送信号の漏れ、不要共振等、通信品質の劣化を招くおそれがある。
第1の金属層の網目パターンの線幅は、20μm以上2mm以下が好ましく、40〜500μmがより好ましい。
網目パターンの線幅とは、配線幅を意味するものであり、図5に示す基本図形(α)において、Bで示される部分の長さである。
網目パターンの線幅が小さ過ぎるときは、強度不足のため破損するおそれがあり、大きすぎると、反りの抑制効果が得られなくなるおそれがある。
網目パターンの線幅とは、配線幅を意味するものであり、図5に示す基本図形(α)において、Bで示される部分の長さである。
網目パターンの線幅が小さ過ぎるときは、強度不足のため破損するおそれがあり、大きすぎると、反りの抑制効果が得られなくなるおそれがある。
第1の金属層の網目パターンの開口率は、20〜90%が好ましく、30〜70%がより好ましい。
網目パターンの開口率が小さ過ぎるときは、反りの抑制効果が得られなくなるおそれがあり、大きすぎると、伝送信号の漏れ、不要共振等、通信品質の劣化を招くおそれがある。
網目パターンの開口率が小さ過ぎるときは、反りの抑制効果が得られなくなるおそれがあり、大きすぎると、伝送信号の漏れ、不要共振等、通信品質の劣化を招くおそれがある。
第1の金属層の厚みは、特に限定されない。第1の金属層の厚みは、通常、1〜50μm、好ましくは3〜30μm、より好ましくは5〜20μmである。
第1の金属層は、本発明の金属張積層体を用いてプリント配線板を製造したときに、グラウンド層や電源層として好適に利用することができる。
第1の金属層は、本発明の金属張積層体を用いてプリント配線板を製造したときに、グラウンド層や電源層として好適に利用することができる。
(第2の金属層)
本発明の金属張積層体は、前記絶縁樹脂層の、前記第1の金属層とは逆の側に、前記絶縁樹脂層に隣接する第2の金属層を有するものであってもよい。
本発明の金属張積層体は、前記絶縁樹脂層の、前記第1の金属層とは逆の側に、前記絶縁樹脂層に隣接する第2の金属層を有するものであってもよい。
第2の金属層を有する金属張積層体の層構造を、図6に示す。
図6に示す金属張積層体は、絶縁樹脂層(1)の一方の側に、絶縁樹脂層(1)に隣接する第1の金属層(2)を有し、その逆の側に、絶縁樹脂層(1)に隣接する第2の金属層(3)を有するものである。
図6に示す金属張積層体は、絶縁樹脂層(1)の一方の側に、絶縁樹脂層(1)に隣接する第1の金属層(2)を有し、その逆の側に、絶縁樹脂層(1)に隣接する第2の金属層(3)を有するものである。
第2の金属層を構成する金属成分は、特に限定されない。例えば、第1の金属層を構成する金属成分として示したものと同様のものが挙げられる。
第2の金属層の厚みは、特に限定されない。第2の金属層の厚みは、通常、1〜50μm、好ましくは3〜30μm、より好ましくは5〜20μmである。
第2の金属層はベタ状の金属膜であってもよいし、配線パターンを有するものであってもよい。
第2の金属層としてベタ状の金属膜を有する金属張積層体は、配線パターンを有する第2の金属層を有する金属張積層体の製造材料として好適に用いられる。
第2の金属層の厚みは、特に限定されない。第2の金属層の厚みは、通常、1〜50μm、好ましくは3〜30μm、より好ましくは5〜20μmである。
第2の金属層はベタ状の金属膜であってもよいし、配線パターンを有するものであってもよい。
第2の金属層としてベタ状の金属膜を有する金属張積層体は、配線パターンを有する第2の金属層を有する金属張積層体の製造材料として好適に用いられる。
(製造方法)
本発明の金属張積層体の製造方法は特に限定されず、従来公知の方法を適宜利用することができる。
例えば、金属箔と樹脂フィルムとを圧着して金属張積層体を製造した後、得られた金属張積層体の金属層(金属箔)上に、所定の網目パターンを有するエッチングレジスト膜を形成し、エッチング液を用いて不要部分の金属を除去し、最後に、エッチングレジスト膜を剥離することで、所定の網目パターンを有する第1の金属層を形成することができる。
この方法において、初めに2枚の金属箔で樹脂フィルムを挟み込むようにして圧着処理をして得られた金属張積層体を用いることで、絶縁樹脂層と、第1の金属層と、ベタ状の第2の金属層を有する金属張積層体が得られる。また、この金属張積層体の第2の金属層に対して、上記と同様にしてエッチング処理を行って所定の配線パターンを形成することで、絶縁樹脂層と、第1の金属層と、配線パターンを有する第2の金属層を有する金属張積層体が得られる。
本発明の金属張積層体の製造方法は特に限定されず、従来公知の方法を適宜利用することができる。
例えば、金属箔と樹脂フィルムとを圧着して金属張積層体を製造した後、得られた金属張積層体の金属層(金属箔)上に、所定の網目パターンを有するエッチングレジスト膜を形成し、エッチング液を用いて不要部分の金属を除去し、最後に、エッチングレジスト膜を剥離することで、所定の網目パターンを有する第1の金属層を形成することができる。
この方法において、初めに2枚の金属箔で樹脂フィルムを挟み込むようにして圧着処理をして得られた金属張積層体を用いることで、絶縁樹脂層と、第1の金属層と、ベタ状の第2の金属層を有する金属張積層体が得られる。また、この金属張積層体の第2の金属層に対して、上記と同様にしてエッチング処理を行って所定の配線パターンを形成することで、絶縁樹脂層と、第1の金属層と、配線パターンを有する第2の金属層を有する金属張積層体が得られる。
両面銅張積層体を用意し、その一方の銅層には所定の網目パターンを形成し、一方の銅層はエッチング処理により全て剥ぎ取り、第1の金属層と絶縁樹脂層とからなる金属張積層体を作製した。
なお、網目パターンを有する金属張積層体として、大きさ40mm×40mm、第1の金属層の厚み5μm、絶縁樹脂層の厚み150μmの金属張積層体Aと、大きさ40mm×40mm、第1の金属層の厚み18μm、絶縁樹脂層の厚み150μmの金属張積層体Bを作製した。
網目パターンとしては、それぞれ、図2の(b)で表されるもの(網目パターンA)、図2の(d)で表されるもの(網目パターンB)、図3の(d)で表されるもの(網目パターンC)、図4の(f)で表されるもの(網目パターンD)、図1の(b)で表されるもの(網目パターンE)を形成した。これらの網目パターンはいずれも開口率が88%になるように形成した。網目パターンの詳細を第1表に示す。
なお、網目パターンを有する金属張積層体として、大きさ40mm×40mm、第1の金属層の厚み5μm、絶縁樹脂層の厚み150μmの金属張積層体Aと、大きさ40mm×40mm、第1の金属層の厚み18μm、絶縁樹脂層の厚み150μmの金属張積層体Bを作製した。
網目パターンとしては、それぞれ、図2の(b)で表されるもの(網目パターンA)、図2の(d)で表されるもの(網目パターンB)、図3の(d)で表されるもの(網目パターンC)、図4の(f)で表されるもの(網目パターンD)、図1の(b)で表されるもの(網目パターンE)を形成した。これらの網目パターンはいずれも開口率が88%になるように形成した。網目パターンの詳細を第1表に示す。

得られた金属張積層体について、反り量(金属張積層体の一端を上から押さえたときに、対角線上の端の持ち上がる高さ)を測定した。
結果を第2表に示す。また、各金属張積層体の写真を図7に示す。
図7中、上段は、第1の金属層の厚みが5μmの金属張積層体(金属張積層体A)であり、下段は、第1の金属層の厚みが18μmの金属張積層体(金属張積層体B)である。また、左から、順に実施例1、2、3、4、比較例1の金属張積層体である。
結果を第2表に示す。また、各金属張積層体の写真を図7に示す。
図7中、上段は、第1の金属層の厚みが5μmの金属張積層体(金属張積層体A)であり、下段は、第1の金属層の厚みが18μmの金属張積層体(金属張積層体B)である。また、左から、順に実施例1、2、3、4、比較例1の金属張積層体である。
第1表、第2表、図7から以下のことが分かる。
曲線状の網目パターンを有する実施例1〜4の金属張積層体では、反りが観られない。
一方、直線状の網目パターンを有する比較例1の金属張積層体では、反りが観られる。
このように、曲線状の網目パターンは直線状の網目パターンに比べて、金属張積層体の反りを低減化する効果があることが分かる。
曲線状の網目パターンを有する実施例1〜4の金属張積層体では、反りが観られない。
一方、直線状の網目パターンを有する比較例1の金属張積層体では、反りが観られる。
このように、曲線状の網目パターンは直線状の網目パターンに比べて、金属張積層体の反りを低減化する効果があることが分かる。
1:絶縁樹脂層
2:第1の金属層
3:第2の金属層
2:第1の金属層
3:第2の金属層
Claims (8)
- 絶縁樹脂層と、前記絶縁樹脂層に隣接する、網目状の第1の金属層とを有する金属張積層体であって、
前記第1の金属層の網目パターンが、正方形、長方形、ひし形及び平行四辺形からなる群から選ばれる四角形の各辺を曲線化してなる図形、又は、前記四角形の各辺を曲線化してなる図形を2種以上組み合わせてなる図形を基本図形とする平面充填形によって表されるものであることを特徴とする金属張積層体。 - 前記四角形の辺の曲線化によって形成される曲線の長さが、前記四角形の辺の長さの1.0倍超3.0倍以下である、請求項1に記載の金属張積層体。
- 前記網目パターンの交点間距離の最小値が、50μm以上5mm以下である、請求項1又は2に記載の金属張積層体。
- 前記網目パターンの線幅が、20μm以上2mm以下である、請求項1〜3のいずれかに記載の金属張積層体。
- 前記網目パターンの開口率が、20〜90%である、請求項1〜4のいずれかに記載の金属張積層体。
- 前記絶縁樹脂層の、前記第1の金属層とは逆の側に、前記絶縁樹脂層に隣接する第2の金属層を有する、請求項1〜5のいずれかに記載の金属張積層体。
- 前記第2の金属層が、ベタ状の金属膜である、請求項6に記載の金属張積層体。
- 前記第2の金属層が、配線パターンを有するものである、請求項6に記載の金属張積層体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016048104A JP2017159615A (ja) | 2016-03-11 | 2016-03-11 | 金属張積層体 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016048104A JP2017159615A (ja) | 2016-03-11 | 2016-03-11 | 金属張積層体 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017159615A true JP2017159615A (ja) | 2017-09-14 |
Family
ID=59854673
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016048104A Pending JP2017159615A (ja) | 2016-03-11 | 2016-03-11 | 金属張積層体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017159615A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020088005A (ja) * | 2018-11-16 | 2020-06-04 | 新光電気工業株式会社 | 配線基板及び半導体装置 |
-
2016
- 2016-03-11 JP JP2016048104A patent/JP2017159615A/ja active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020088005A (ja) * | 2018-11-16 | 2020-06-04 | 新光電気工業株式会社 | 配線基板及び半導体装置 |
| JP7344639B2 (ja) | 2018-11-16 | 2023-09-14 | 新光電気工業株式会社 | 配線基板及び半導体装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5287976B2 (ja) | 樹脂配線基板 | |
| JP5302635B2 (ja) | 多層配線基板 | |
| KR101103301B1 (ko) | 다층인쇄회로기판 및 그 제조방법 | |
| JP2014086651A (ja) | プリント配線板及びプリント配線板の製造方法 | |
| CN101547555B (zh) | 印刷电路板 | |
| JP5955102B2 (ja) | 配線基板およびその製造方法 | |
| JP2011171473A (ja) | プリント配線板 | |
| JP2007049004A (ja) | プリント配線板とその製造方法 | |
| JP2011023521A (ja) | フレキシブル配線基板 | |
| JP2017159615A (ja) | 金属張積層体 | |
| JP4869007B2 (ja) | プリント配線板 | |
| JP5293692B2 (ja) | フレックスリジッド配線基板及びその製造方法 | |
| JP2008118155A (ja) | 半導体装置用パッケージ | |
| WO2018163859A1 (ja) | 多層基板、電子機器および多層基板の製造方法 | |
| JP2016104560A (ja) | プリプレグ及びその製造方法 | |
| KR101159218B1 (ko) | 다층 인쇄회로기판 및 그 제조방법 | |
| JP5662853B2 (ja) | フレキシブルプリント配線板の製造方法 | |
| WO2015083216A1 (ja) | 多層基板、及び、その製造方法 | |
| JP2020145395A (ja) | プリント回路基板及びその製造方法 | |
| JP6417765B2 (ja) | 配線基板用の積層体、これを用いた配線基板及びその製造方法 | |
| JP2009267162A (ja) | プリント配線板 | |
| JP2015130398A (ja) | 多層配線基板および多層配線基板の製造方法 | |
| JP5876658B2 (ja) | リジッドフレキシブル基板の製造方法 | |
| JP2018190765A (ja) | リジッド・フレックス多層プリント配線板 | |
| JP4835265B2 (ja) | 多層積層板の製造方法 |