JP2016104560A - プリプレグ及びその製造方法 - Google Patents
プリプレグ及びその製造方法 Download PDFInfo
- Publication number
- JP2016104560A JP2016104560A JP2015218847A JP2015218847A JP2016104560A JP 2016104560 A JP2016104560 A JP 2016104560A JP 2015218847 A JP2015218847 A JP 2015218847A JP 2015218847 A JP2015218847 A JP 2015218847A JP 2016104560 A JP2016104560 A JP 2016104560A
- Authority
- JP
- Japan
- Prior art keywords
- resin material
- prepreg
- core material
- resin
- laminated
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/03—Use of materials for the substrate
- H05K1/0313—Organic insulating material
- H05K1/0353—Organic insulating material consisting of two or more materials, e.g. two or more polymers, polymer + filler, + reinforcement
- H05K1/0366—Organic insulating material consisting of two or more materials, e.g. two or more polymers, polymer + filler, + reinforcement reinforced, e.g. by fibres, fabrics
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/24—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/0277—Bendability or stretchability details
- H05K1/0278—Rigid circuit boards or rigid supports of circuit boards locally made bendable, e.g. by removal or replacement of material
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/03—Use of materials for the substrate
- H05K1/0313—Organic insulating material
- H05K1/0353—Organic insulating material consisting of two or more materials, e.g. two or more polymers, polymer + filler, + reinforcement
- H05K1/036—Multilayers with layers of different types
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/0058—Laminating printed circuit boards onto other substrates, e.g. metallic substrates
- H05K3/0064—Laminating printed circuit boards onto other substrates, e.g. metallic substrates onto a polymeric substrate
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/03—Use of materials for the substrate
- H05K1/0313—Organic insulating material
- H05K1/0353—Organic insulating material consisting of two or more materials, e.g. two or more polymers, polymer + filler, + reinforcement
- H05K1/0373—Organic insulating material consisting of two or more materials, e.g. two or more polymers, polymer + filler, + reinforcement containing additives, e.g. fillers
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/01—Dielectrics
- H05K2201/0183—Dielectric layers
- H05K2201/0191—Dielectric layers wherein the thickness of the dielectric plays an important role
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/01—Dielectrics
- H05K2201/0183—Dielectric layers
- H05K2201/0195—Dielectric or adhesive layers comprising a plurality of layers, e.g. in a multilayer structure
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/02—Fillers; Particles; Fibers; Reinforcement materials
- H05K2201/0203—Fillers and particles
- H05K2201/0206—Materials
- H05K2201/0209—Inorganic, non-metallic particles
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/06—Thermal details
- H05K2201/068—Thermal details wherein the coefficient of thermal expansion is important
Landscapes
- Engineering & Computer Science (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Laminated Bodies (AREA)
- Reinforced Plastic Materials (AREA)
Abstract
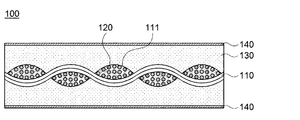
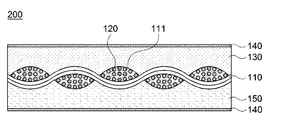
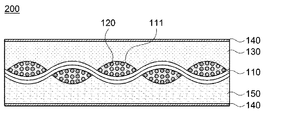
【解決手段】第1樹脂材120が含浸された心材110と、心材110の上部に積層された第2樹脂材130と、心材110の下部に積層された第3樹脂材150と、を含み、心材110の上部、下部の第2樹脂材130又は第3樹脂材150と第1樹脂材120との接合面に非線形の接合界面を有するプリプレグ200。
【選択図】図2
Description
110 心材
120 第1樹脂材
130 第2樹脂材
140 カバーフィルム
150 第3樹脂材
Claims (23)
- 第1樹脂材が含浸された心材と、
前記心材の上部、下部に積層され、前記第1樹脂材とは非線形の接合界面を形成する第2樹脂材と、
を含むプリプレグ。 - 前記心材は、屈曲部が形成され、
前記屈曲部に沿って前記第1樹脂材が硬化して、その上面、下面が屈曲面として形成された請求項1に記載のプリプレグ。 - 前記心材は、ファブリッククロス(fabric cloth)またはガラスクロス(glass cloth)のうちのいずれかである請求項1または請求項2に記載のプリプレグ。
- 前記第1樹脂材は、無機系フィラーを含む請求項1から請求項3のいずれか1項に記載のプリプレグ。
- 前記心材の上部に積層される前記第2樹脂材と前記心材の下部に積層される前記第2樹脂材が、同一の厚さを有し、同一の物性を有する請求項1から請求項4のいずれか1項に記載のプリプレグ。
- 第1樹脂材が含浸された心材と、
前記心材の上部に積層された第2樹脂材と、
前記心材の下部に積層された第3樹脂材と、を含み,
前記第2樹脂材及び/または前記第3樹脂材と前記第1樹脂材との接合面に非線形の接合界面を有するプリプレグ。 - 前記心材は、屈曲部が形成され、前記屈曲部に沿って前記第1樹脂材が硬化されて、その上面、下面が屈曲面として形成された請求項6に記載のプリプレグ。
- 前記第1樹脂材は、無機系フィラーを含む請求項6または請求項7に記載のプリプレグ。
- 前記第2樹脂材と前記第3樹脂材とは、互いに異なる物性を有し、互いに異なる熱膨脹係数を有する請求項6から請求項8のいずれか1項に記載のプリプレグ。
- 前記第2樹脂材または前記第3樹脂材のいずれかは、前記第1樹脂材と物性が同一であり、熱膨脹係数が同一である請求項9に記載のプリプレグ。
- 前記第2樹脂材と前記第3樹脂材とが、同一の厚さに形成された請求項6から請求項9のいずれか1項に記載のプリプレグ。
- 前記第2樹脂材と前記第3樹脂材とは、互いに異なる厚さを有する請求項6から請求項9のいずれか1項に記載のプリプレグ。
- 前記第2樹脂材は、前記第3樹脂材よりも薄く形成された請求項12に記載のプリプレグ。
- 前記第3樹脂材は、前記第2樹脂材よりも薄く形成された請求項12に記載のプリプレグ。
- 前記第2樹脂材の表面に回路が形成され、前記第3樹脂材に少なくとも一部が挿入された回路パターンが形成された請求項13に記載のプリプレグ。
- 前記第3樹脂材の表面に回路が形成され、前記第2樹脂材に少なくとも一部が挿入された回路パターンが形成された請求項14に記載のプリプレグ。
- ファブリッククロスまたはガラスクロスのうちのいずれかで構成された心材を準備するステップと、
前記心材の屈曲部を覆うように第1樹脂材を塗布するステップと、
前記第1樹脂材が前記心材の屈曲部に沿って屈曲面を形成するように前記第1樹脂材を硬化するステップと、
前記心材の上部、下部に第2樹脂材及び第3樹脂材を積層するステップと、
前記第2樹脂材及び/または前記第3樹脂材と前記第1樹脂材との接合面に非線形の接合界面が形成されるように熱圧着するステップと、
を含むプリプレグの製造方法。 - 前記硬化するステップにおいて、
前記第1樹脂材が半硬化または完全硬化される請求項17に記載のプリプレグの製造方法。 - 前記積層するステップにおいて、
前記第2樹脂材及び前記第3樹脂材は、カバーフィルムに塗布されて半硬化状態で維持される請求項17に記載のプリプレグの製造方法。 - 前記積層するステップにおいて、
前記第2樹脂材と前記第3樹脂材とは互いに異なる物性及び熱膨脹係数を有し、同一の厚さで積層される請求項19に記載のプリプレグの製造方法。 - 前記積層するステップにおいて、
前記第2樹脂材と前記第3樹脂材とは、互いに異なる物性及び熱膨脹係数を有し、互いに異なる厚さで積層される請求項19に記載のプリプレグの製造方法。 - 前記積層するステップにおいて、
前記第3樹脂材は、前記第2樹脂材よりも薄い請求項21に記載のプリプレグの製造方法。 - 前記積層するステップにおいて、
前記第2樹脂材は、前記第3樹脂材よりも薄い請求項21に記載のプリプレグの製造方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR10-2014-0154420 | 2014-11-07 | ||
| KR1020140154420A KR20160054861A (ko) | 2014-11-07 | 2014-11-07 | 프리프레그 및 이의 제조방법 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2016104560A true JP2016104560A (ja) | 2016-06-09 |
Family
ID=55913380
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015218847A Pending JP2016104560A (ja) | 2014-11-07 | 2015-11-06 | プリプレグ及びその製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US20160135294A1 (ja) |
| JP (1) | JP2016104560A (ja) |
| KR (1) | KR20160054861A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018088493A1 (ja) * | 2016-11-09 | 2018-05-17 | 日立化成株式会社 | プリント配線板及び半導体パッケージ |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025206900A1 (ko) * | 2024-03-28 | 2025-10-02 | 엘지이노텍 주식회사 | 회로 기판 및 이를 포함하는 반도체 패키지 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0539372A (ja) * | 1991-08-08 | 1993-02-19 | Fujitsu Ltd | 積層プレス条件評価用プリプレグ及び該プリプレグを使用した積層プレス条件評価方法 |
| JP2002265647A (ja) * | 2001-03-13 | 2002-09-18 | Sumitomo Bakelite Co Ltd | プリプレグの製造方法 |
| JP2004268440A (ja) * | 2003-03-10 | 2004-09-30 | Mitsubishi Rayon Co Ltd | プリプレグ並びにその製造方法および繊維強化複合材料の製造方法。 |
| WO2012002434A1 (ja) * | 2010-07-01 | 2012-01-05 | 住友ベークライト株式会社 | プリプレグ、配線板および半導体装置 |
| JP2012054323A (ja) * | 2010-08-31 | 2012-03-15 | Sumitomo Bakelite Co Ltd | プリプレグ、基板および半導体装置 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20020193027A1 (en) * | 2001-02-28 | 2002-12-19 | Dana David E. | Coating solubility of impregnated glass fiber strands |
| EP2578388A3 (en) * | 2002-07-18 | 2013-08-14 | Mitsubishi Rayon Co., Ltd. | Method for the fabrication of prepregs |
| US8446734B2 (en) * | 2006-03-30 | 2013-05-21 | Kyocera Corporation | Circuit board and mounting structure |
| US20140318611A1 (en) * | 2011-08-09 | 2014-10-30 | Solexel, Inc. | Multi-level solar cell metallization |
-
2014
- 2014-11-07 KR KR1020140154420A patent/KR20160054861A/ko not_active Ceased
-
2015
- 2015-11-04 US US14/932,700 patent/US20160135294A1/en not_active Abandoned
- 2015-11-06 JP JP2015218847A patent/JP2016104560A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0539372A (ja) * | 1991-08-08 | 1993-02-19 | Fujitsu Ltd | 積層プレス条件評価用プリプレグ及び該プリプレグを使用した積層プレス条件評価方法 |
| JP2002265647A (ja) * | 2001-03-13 | 2002-09-18 | Sumitomo Bakelite Co Ltd | プリプレグの製造方法 |
| JP2004268440A (ja) * | 2003-03-10 | 2004-09-30 | Mitsubishi Rayon Co Ltd | プリプレグ並びにその製造方法および繊維強化複合材料の製造方法。 |
| WO2012002434A1 (ja) * | 2010-07-01 | 2012-01-05 | 住友ベークライト株式会社 | プリプレグ、配線板および半導体装置 |
| JP2012054323A (ja) * | 2010-08-31 | 2012-03-15 | Sumitomo Bakelite Co Ltd | プリプレグ、基板および半導体装置 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018088493A1 (ja) * | 2016-11-09 | 2018-05-17 | 日立化成株式会社 | プリント配線板及び半導体パッケージ |
| KR20190082205A (ko) * | 2016-11-09 | 2019-07-09 | 히타치가세이가부시끼가이샤 | 프린트 배선판 및 반도체 패키지 |
| JPWO2018088493A1 (ja) * | 2016-11-09 | 2019-10-03 | 日立化成株式会社 | プリント配線板及び半導体パッケージ |
| KR102432295B1 (ko) | 2016-11-09 | 2022-08-11 | 쇼와덴코머티리얼즈가부시끼가이샤 | 프린트 배선판 및 반도체 패키지 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20160135294A1 (en) | 2016-05-12 |
| KR20160054861A (ko) | 2016-05-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101543150B (zh) | 多层布线基板 | |
| US10745819B2 (en) | Printed wiring board, semiconductor package and method for manufacturing printed wiring board | |
| WO2012067094A1 (ja) | 絶縁性基板、金属張積層板、プリント配線板、及び半導体装置 | |
| TW201448682A (zh) | 配線基板及其製造方法 | |
| CN105472895B (zh) | 两面覆金属层叠板、印制电路布线板、多层层叠板以及多层印制电路布线板的制造方法 | |
| JP5955102B2 (ja) | 配線基板およびその製造方法 | |
| JP2007149870A (ja) | 回路基板及び回路基板の製造方法。 | |
| JP2016104560A (ja) | プリプレグ及びその製造方法 | |
| JP4954246B2 (ja) | 銅張積層板及びその製造方法 | |
| WO2013186966A1 (ja) | 複合多層配線基板とその製造方法 | |
| JP6410190B2 (ja) | 多層積層板の製造方法、及び多層プリント配線板の製造方法 | |
| JP4869007B2 (ja) | プリント配線板 | |
| JP2011187854A (ja) | 多層プリント配線板および多層プリント配線板の製造方法 | |
| KR20160041510A (ko) | 프리프레그 및 이의 제조방법 | |
| KR20160019851A (ko) | 프리프레그 및 그 제조 방법, 및 이를 이용한 인쇄 회로 기판 및 그 제조 방법 | |
| KR102186149B1 (ko) | 인쇄회로기판 및 그의 제조 방법 | |
| JP2005005684A (ja) | 多層基板及びその製造方法 | |
| KR20160047780A (ko) | 프리프레그 및 그의 제조 방법 | |
| JPH10303556A (ja) | プリント配線板の製造方法 | |
| KR102163043B1 (ko) | 프리프레그 및 그 제조 방법 | |
| JPH10303553A (ja) | プリント配線板の製造方法 | |
| JP2007266165A (ja) | 多層配線基板の製造方法 | |
| JP2017159615A (ja) | 金属張積層体 | |
| JP5004670B2 (ja) | 配線基板 | |
| KR20170033709A (ko) | 프리프레그 및 이의 제조방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20171108 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180725 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180807 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181107 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190416 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20191203 |