JP2017170802A - 圧着シート - Google Patents
圧着シート Download PDFInfo
- Publication number
- JP2017170802A JP2017170802A JP2016060693A JP2016060693A JP2017170802A JP 2017170802 A JP2017170802 A JP 2017170802A JP 2016060693 A JP2016060693 A JP 2016060693A JP 2016060693 A JP2016060693 A JP 2016060693A JP 2017170802 A JP2017170802 A JP 2017170802A
- Authority
- JP
- Japan
- Prior art keywords
- pressure
- sensitive adhesive
- base material
- sheet
- adhesive layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Landscapes
- Credit Cards Or The Like (AREA)
Abstract
【課題】圧着シートの裁断面は、微妙に亀裂や歪みが生じており、めくり開く際にキズ、歪みに沿って破れ、粘着剤面がきれいに剥がれないことがある。
【解決手段】基材の一方の面に感圧接着層が設けられ、前記基材は前記感圧接着層を内側にして一つの折部で折られた基材のうち、一方の基材は他方の基材の一辺から延出した表出面を有しており、前記一方の基材の表出面側であって、前記表出面を含み前記他方の基材の一辺を跨ぐ領域の基材および感圧接着層が圧縮されていることを特徴とする圧着シートの構成を見出し、上記解題と解決した。
【選択図】図1
【解決手段】基材の一方の面に感圧接着層が設けられ、前記基材は前記感圧接着層を内側にして一つの折部で折られた基材のうち、一方の基材は他方の基材の一辺から延出した表出面を有しており、前記一方の基材の表出面側であって、前記表出面を含み前記他方の基材の一辺を跨ぐ領域の基材および感圧接着層が圧縮されていることを特徴とする圧着シートの構成を見出し、上記解題と解決した。
【選択図】図1
Description
本発明は、圧着シートに関し、更に詳しくは、感圧接着層を有する基材が、該基材に設けられた折部にて折られて重なることにより、感圧接着層同士が重なり、感圧接着層により圧着する圧着シートに関するものである。
個人情報等が印刷された圧着可能なシートがある。この圧着シートは、シート部を構成する基材の少なくとも一部に粘着剤が塗布されており、その粘着剤面にデザイン等の印刷や個人情報等の印刷がなされて、粘着剤面同士が重なるように折部にて圧着することにより、剥離可能に圧着することができる。圧着シートを受け取った人は、折部以外の縁部のいずれかより、めくり開くことで重なった粘着剤面を閲覧することが可能となる。
圧着シートの縁部は、製造により裁断されており、裁断面が完全な均一面ではなく、微妙に亀裂や歪みが生じている。また圧着シートをはがきとして利用し、郵送するなどした際に、やはり縁部にキズや歪みが発生することも少なくない。圧着シートや圧着シートのはがきを受け取った人がめくり開く際に、裁断面の一部に発生した亀裂やキズ、歪みに沿って破れ、粘着剤面がきれいに剥がれないことがある。
圧着シートの粘着剤面をきれいに剥がすことを可能にする発明としては、例えば特許文献1が既に開示されている。特許文献1で開示されている発明において、圧着シートと同様な用途を有する粘着シートの縁部に「糊殺し」と呼ばれる粘着剤の効力を弱める部分を設けることで、粘着シートをめくり開く際に粘着剤面に掛かる力が、縁部の亀裂やキズ、歪みに掛かる力を弱めることのできる糊殺し粘着シートの製造方法および糊殺し粘着シートである。
しかしながら、上記特許文献1に記載の粘着シートでは、糊殺し剤として印刷インキあるいはニスが用いられており、印刷インキやニスを用いるための材料のコストアップや、糊殺し部に印刷インキによる印刷やニスを塗布するスペースが必要となり、粘着剤面のデザインや個人情報の印刷内容に制約を受けることがある。
そこで本発明は、粘着剤面に印刷するデザインや個人情報等になんら制約させることなく、さらに糊殺し剤等を用いることなく、粘着シートの縁部に粘着剤の効力を弱める部分を形成することができるようにすることを目的とする。
本発明に係わる圧着シートおよび圧着シートの製造方法は、以下の各発明により上記課題を解決した。なお以下の各発明には参照のために付した括弧内の符号は、後述する実施形態および図面に付した符号と対応しているが、本発明は実施形態に限られない。
本発明に係わる第1の発明は、基材の一方の面に感圧接着層が設けられ、前記基材は前記感圧接着層を内側にして一つの折部で折られた基材のうち、一方の基材は他方の基材の一辺から延出した表出面を有しており、前記一方の基材の表出面側であって、前記表出面を含み前記他方の基材の一辺を跨ぐ領域の基材および感圧接着層が圧縮されていることを特徴とする圧着シートである。
第1の発明の圧着シートによれば、圧着シートの裁断部(20)に沿って基材(10)および感圧接着層(11)が圧縮されることにより圧縮部(12)が形成されるため、圧縮されていない感圧接着層(11)同士が折られて重なり圧着される部分に比べて、圧縮されている部分の圧着力が弱まり、接着力を弱める部分を形成することができる。
したがって、第1の発明の圧着シートを受け取った人が圧着シートの裁断部(20)よりめくり開く際に、裁断部(20)に亀裂やキズ、歪みがあっても、接着力が弱い事により、亀裂やキズ、歪みに掛かる力が弱まり、粘着剤面をきれいに剥がすことができる。
したがって、第1の発明の圧着シートを受け取った人が圧着シートの裁断部(20)よりめくり開く際に、裁断部(20)に亀裂やキズ、歪みがあっても、接着力が弱い事により、亀裂やキズ、歪みに掛かる力が弱まり、粘着剤面をきれいに剥がすことができる。
本発明に係わる第2の発明は、基材の両方の面に感圧接着層が設けられ、前記基材は前記感圧接着層を内側にして二つの折部でZ字状に折られた前記折部を境に区分される基材のうち、中央に位置する基材は両端に位置するそれぞれの基材の一辺から延出した表出面を有しており、
前記中央に位置する基材の表出面側であって、前記表出面を含み前記両端に位置するそれぞれの基材の一辺を跨ぐ領域の基材および感圧接着層が圧縮されていることを特徴とする圧着シート。
前記中央に位置する基材の表出面側であって、前記表出面を含み前記両端に位置するそれぞれの基材の一辺を跨ぐ領域の基材および感圧接着層が圧縮されていることを特徴とする圧着シート。
第2の発明の圧着シートによれば、圧着シートの裁断部(20)に沿って基材(10)および感圧接着層(11)が圧縮されることにより圧縮部(12)が形成されるため、圧縮されていない感圧接着層(11)同士が折られて重なり圧着される部分に比べて、圧縮されている部分の圧着力が弱まり、接着力を弱める部分を形成することができる。
したがって、第2の発明の圧着シートを受け取った人が圧着シートの裁断部(20)よりめくり開く際に、裁断部(20)に亀裂やキズ、歪みがあっても、接着力が弱い事により、亀裂やキズ、歪みに掛かる力が弱まり、粘着剤面をきれいに剥がすことができる。
したがって、第2の発明の圧着シートを受け取った人が圧着シートの裁断部(20)よりめくり開く際に、裁断部(20)に亀裂やキズ、歪みがあっても、接着力が弱い事により、亀裂やキズ、歪みに掛かる力が弱まり、粘着剤面をきれいに剥がすことができる。
第3の発明は、上記第1または第2の発明において、前記基材(10)の所定の位置に設けられた貫通孔(24)により、前記折部で折られて重なる面の一部が圧着後に視認できることを特徴とするものである。
第3の発明の圧着シートによれば、圧着シートを郵便はがきとして利用するため、基材(10)の所定の位置に設けられた貫通孔(24)により、折部で折られて重なる面に印刷された「郵便はがき」の文字が視認できる。
したがって、第3の発明の圧着シートは、郵便はがきとして利用することができる。
したがって、第3の発明の圧着シートは、郵便はがきとして利用することができる。
第4の発明は、上記第1または第2の発明において、前記折部で折られて重なる前記基材(10)は、一端が短いことで重なる面の一部が圧着後に視認できることを特徴とするものである。
第4の発明の圧着シートによれば、圧着シートを郵便はがきとして利用するため、基材(10)は一端を短くして折られて圧着されることで、重なる面の一部に印刷された「郵便はがき」の文字が視認できる。
したがって、第4の発明の圧着シートは、郵便はがきとして利用することができる。
したがって、第4の発明の圧着シートは、郵便はがきとして利用することができる。
本発明に係わる第5の発明は、上記第1〜第4のいずれかの発明において、コーナー部(25)もしくはコーナーカット部(26)に、前記基材(10)および前記感圧接着層(11)が圧縮されていることを特徴とするものである。
第5の発明の圧着シートによれば、コーナー部(25)もしくはコーナーカット部(26)が圧縮されているため、圧縮されていない感圧接着層(11)同士が折られて重なり圧着される部分に比べて、圧縮されている部分の圧着力が弱まり、接着力を弱めるコーナー部(25)もしくはコーナーカット部(26)を形成することができる。
したがって、第5の発明の圧着シートを受け取った人が圧着シートのコーナー部もしくはコーナーカット部よりめくり開く際に、コーナー部もしくはコーナーカット部から粘着剤面をきれいに剥がすことができる。
本発明によれば粘着剤面に印刷するデザインや個人情報等になんら制約させることなく、さらに糊殺し剤等を用いることなく、粘着シートの縁部に粘着剤の効力を弱める部分を形成することができる。そのため圧着シートの生産性が向上する。
本発明の各実施形態について図面を参照して詳述する。
(実施形態1)
まず本実施形態1について説明する。
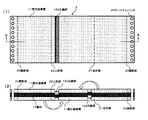
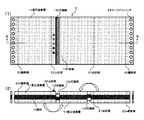
図1は、本実施形態1に係わる圧着シート1の概略図の一例である。
図1(1)は、圧着シート1を上面から見た図である。
図1(2)は、図1(1)のE−E矢視断面図である。
図2(1)は、図1(1)の圧着シート1の圧着後の状態を説明する図である。
図2(2)は、図2(1)のF−F矢視断面図である。
まず本実施形態1について説明する。
図1は、本実施形態1に係わる圧着シート1の概略図の一例である。
図1(1)は、圧着シート1を上面から見た図である。
図1(2)は、図1(1)のE−E矢視断面図である。
図2(1)は、図1(1)の圧着シート1の圧着後の状態を説明する図である。
図2(2)は、図2(1)のF−F矢視断面図である。
図1(1)に示すように実施形態1は、基材の一方の面に感圧接着層が設けられ、前記基材は前記感圧接着層を内側にして一つの折部で折られた基材のうち、一方の基材は他方の基材の一辺から延出した表出面を有しており、前記一方の基材の表出面側であって、前記表出面を含み前記他方の基材の一辺を跨ぐ領域の基材および感圧接着層が圧縮されていることを特徴とする圧着シートである。
即ち、基材10の一方の面のみに感圧接着層11が形成されており、この感圧接着層11が内側になるように基材10を二つ折りするタイプの圧着シートである(図1(2)のE−E矢視断面図を参照)。
さらに印刷機等の装置でズレなく基材10をピン送りできるよう表裏で貫通しているマージナルパンチ23が基材10の両側の所定位置に設けられている。印刷機等の装置では、マージナルパンチ23と嵌合するように凸状部を設けたローラー等により、基材10を送る仕組みを持つ(図示なし)。
なお、図1では説明の便宜ため、裁断部20a、裁断部20b、谷折部21が破線等で図示されているが、実際には印刷等がされておらず、検査の目的などで線の一部が目印程度に印刷されている。
即ち、基材10の一方の面のみに感圧接着層11が形成されており、この感圧接着層11が内側になるように基材10を二つ折りするタイプの圧着シートである(図1(2)のE−E矢視断面図を参照)。
さらに印刷機等の装置でズレなく基材10をピン送りできるよう表裏で貫通しているマージナルパンチ23が基材10の両側の所定位置に設けられている。印刷機等の装置では、マージナルパンチ23と嵌合するように凸状部を設けたローラー等により、基材10を送る仕組みを持つ(図示なし)。
なお、図1では説明の便宜ため、裁断部20a、裁断部20b、谷折部21が破線等で図示されているが、実際には印刷等がされておらず、検査の目的などで線の一部が目印程度に印刷されている。
圧縮部12は、基材10上に感圧接着層11が設けられた後に、ローラーや金型等により圧縮され、基材10と感圧接着層11が圧縮された部分である。圧縮部12は、裁断部20aから所定間隔を置き、かつ前記裁断部20aに沿って帯状に形成される。圧縮部12は、前記谷折部21から基材を折り畳んだ際に、裁断部20bの端部が前記圧縮部12の中央付近となる位置に形成する。圧縮部12の幅は、多少のズレを考慮して形成する。
なお、マージナルパンチ23を含む断裁領域は、管理情報を印刷する余白として製品を製造する上で必要ではあるが、最終製品においては不要な部分であるから裁断部20a、裁断部20bで断裁される。
なお、マージナルパンチ23を含む断裁領域は、管理情報を印刷する余白として製品を製造する上で必要ではあるが、最終製品においては不要な部分であるから裁断部20a、裁断部20bで断裁される。
図2(1)は、図1(1)の圧着シート1を圧着した後の状態であって、かつ裁断部20a、裁断部20bにより断裁領域を断裁した後の状態を示している。また、図2(2)は図2(1)のF−F矢視断面図を表している。厚さ方向は説明し易いように誇張して描かれている。圧縮部12は、後述のローラーや金型等により圧縮された後、基材10や感圧接着層11の弾性作用により多少の復元はあるが、略凹状になる。
圧縮部12を形成した後の圧着シート1は、谷折部21で谷折りにされ、左右の感圧接着層11同士を圧着する。この圧着により、基材10もしくは感圧接着層11に、印刷機等により印刷された情報やプリンタ等によるオンデマンドプリントにより印字された情報が、折面の内側となり、情報が隠蔽されることになる。
圧縮部12を形成した後の圧着シート1は、谷折部21で谷折りにされ、左右の感圧接着層11同士を圧着する。この圧着により、基材10もしくは感圧接着層11に、印刷機等により印刷された情報やプリンタ等によるオンデマンドプリントにより印字された情報が、折面の内側となり、情報が隠蔽されることになる。
圧縮部12は、感圧接着層11のある他の面に比べて略凹状となっているので、圧着後の圧着シート1では多少の隙間があるか、もしくは圧縮部12の接着力は圧縮部12以外の圧着面に比べて弱い接着力にて圧着される。
圧着シート1は製造後、郵送等により受取人へ送付され、受取人が開封する際には、裁断部20bと圧縮部12との間より剥離することで開封できる。圧縮部12による感圧接着層11の接着力は、感圧接着層11の圧着面に多少の隙間があるか、もしくは圧縮部12以外の圧着面に比べて弱い接着力にて圧着されている。さらに、基材10が圧縮されることにより、圧縮部12の基材10に対する強度が上がる。そのため、裁断部20bでの裁断面にキズや折れ等で基材10が破れ易くなっていても、剥離の際に基材10のキズや折れ等が広がることなく、感圧接着層11同士の接着面より剥がし、隠蔽された面の情報を閲覧することができる。
また図示してないが、基材10に印刷または印字された情報が、郵便配達中などの取扱い中に、それらの情報が透けて見えないように、基材10の感圧接着層11の設けられた面と反対面や、基材10と感圧接着層11との間に、地紋印刷を施こすことが好ましい。
以下に、本実施形態の圧着シート1を構成する要素について、詳しく説明する。
(基材)
圧着シート1の基材10として、例えば、上質紙、アート紙、コート紙、キャストコート紙、合成樹脂又はエマルジョン含浸紙、合成ゴムラテックス含浸紙、合成樹脂内添紙、セルロース繊維紙等の紙類、または基材内部に微細空隙(ミクロボイド)を有するフィルム(いわゆる合成紙)を使用することができる。
(基材)
圧着シート1の基材10として、例えば、上質紙、アート紙、コート紙、キャストコート紙、合成樹脂又はエマルジョン含浸紙、合成ゴムラテックス含浸紙、合成樹脂内添紙、セルロース繊維紙等の紙類、または基材内部に微細空隙(ミクロボイド)を有するフィルム(いわゆる合成紙)を使用することができる。
(感圧接着層)
感圧接着層11は、その使用する感圧接着層11が基材10と接触しても接着せずに、感圧接着層11同士が加圧接触してはじめて接着し、しかも再剥離ができるように調整されたものである。
感圧接着層11を構成する感圧接着剤としては、以下に説明する接着主剤と充填剤を含有させたものが使用できる。その接着主剤としては、天然ゴムを無硫黄加硫し、メタアクリル酸メチルと混合した天然ゴムラテックス、天然ゴムにメタアクリル酸メチルやスチレンモノマー等をグラフト共重合させて得られた天然ゴムラテックスが挙げられる。
感圧接着層11は、その使用する感圧接着層11が基材10と接触しても接着せずに、感圧接着層11同士が加圧接触してはじめて接着し、しかも再剥離ができるように調整されたものである。
感圧接着層11を構成する感圧接着剤としては、以下に説明する接着主剤と充填剤を含有させたものが使用できる。その接着主剤としては、天然ゴムを無硫黄加硫し、メタアクリル酸メチルと混合した天然ゴムラテックス、天然ゴムにメタアクリル酸メチルやスチレンモノマー等をグラフト共重合させて得られた天然ゴムラテックスが挙げられる。
感圧接着剤に含有する充填剤としては、例えば、クレー、一次または二次凝集体を形成しているカルサイト系沈降性炭酸カルシウム、二次凝集体を形成しているアラゴナイト系沈降性炭酸カルシウム、炭酸カルシウム、スチレンビーズ、シリカ、合成微粒子シリカ、アミノ表面改質シリカ、ワックス表面処理シリカ、球状シリカ、通常のカルシウムや、亜鉛、マグネシウム、アルミニウムもしくはチタン等の金属の酸化物、水酸化物、炭酸塩、珪酸塩、またはこれらの混合物等が挙げられる。好適には、クレーと炭酸カルシウムである。
感圧接着剤には、上記の接着主剤、充填剤、その他、必要に応じて分散剤、印刷適性向上剤等の添加剤なども目的に応じて併用することができる。
基材10への感圧接着剤の塗工は、従来既知の塗工方法により塗工することができる。
例えば、エアーナイフコーター、ロールコーター、ブレードコーター、ロッドブレードコーター、バーコーター、ダイコーター等の一般的なコーターによって塗工されるが、塗工量は固形分で3〜15g/m2の範囲で調整されるのが望ましい。
塗工量が3g/m2の未満であると、所望の接着力が得られず意図しない剥離が生じやすくなり、15g/m2を超えると、接着力が強くなりすぎて、剥離することができなくなったり、塗工時に塗工ロールに、接着剤の粕が付着したりして、操業上および品質上のトラブルが生じやすくなる。
基材10への感圧接着剤の塗工は、従来既知の塗工方法により塗工することができる。
例えば、エアーナイフコーター、ロールコーター、ブレードコーター、ロッドブレードコーター、バーコーター、ダイコーター等の一般的なコーターによって塗工されるが、塗工量は固形分で3〜15g/m2の範囲で調整されるのが望ましい。
塗工量が3g/m2の未満であると、所望の接着力が得られず意図しない剥離が生じやすくなり、15g/m2を超えると、接着力が強くなりすぎて、剥離することができなくなったり、塗工時に塗工ロールに、接着剤の粕が付着したりして、操業上および品質上のトラブルが生じやすくなる。
以下に、圧着シート1の製造方法について説明する。
圧着シート1の基材10に対し、感圧接着層11と、印刷部(図示なし)を形成する。その感圧接着層11と印刷部との形成する順序は、特に限定するものではない。なお基材10の一方(上面または下面)の全面に、感圧接着層11が塗工されたものを入手する場合は、印刷部の形成は後で行なうことになる。
この印刷部の形成は、グラビア印刷やオフセット印刷等の印刷で形成する、またはインクジェット記録、電子写真記録などのプリンタで、圧着シート1に個人情報など可変データを記録する際に、「郵便はがき」や「連絡票」などの表示を行なうための記録も兼ねて行なうことも可能である。
圧着シート1の基材10に対し、感圧接着層11と、印刷部(図示なし)を形成する。その感圧接着層11と印刷部との形成する順序は、特に限定するものではない。なお基材10の一方(上面または下面)の全面に、感圧接着層11が塗工されたものを入手する場合は、印刷部の形成は後で行なうことになる。
この印刷部の形成は、グラビア印刷やオフセット印刷等の印刷で形成する、またはインクジェット記録、電子写真記録などのプリンタで、圧着シート1に個人情報など可変データを記録する際に、「郵便はがき」や「連絡票」などの表示を行なうための記録も兼ねて行なうことも可能である。
次に、圧着シート1の所定の箇所に、谷折部21または裁断部20を、ミシン加工により、形成する。その際に、連続シートの基材10を用いて、長尺の形態で連続的に加工することが大量生産上好ましく、その連続シートの搬送方向で、両端にマージナルパンチ23を、一対のロール表面に、ピンとダイスを取り付けて、ロール同士が基材10を間に挟んで回転することで、マージナルパンチ23を打ち抜いて加工することが好ましい。また必要に応じてコーナーカット部を打ち抜き加工により形成してもよい(図示なし)。ただし、ピンとダイスの噛み合う形状を、コーナーカットの形状(三角形)に変更することが必要である。
上記の基材10上に、感圧接着層11と、印刷部を形成し、さらに谷折部21または裁断部20を形成し、主に裁断部20を跨ぐようにして、ローラーや金型等により基材10及び感圧接着層11を圧縮して圧縮部12を形成し、接着力を低下させ、その後に基材10を谷折部21で折り重ねて、または裁断部20で基材10を切り取り、切り取られた基材10同士を重ねて、感圧接着層11同士により、圧着し接着させた。
次に、圧縮部12を形成する方法について、説明する。
図9は、本実施形態1の圧着シート1の圧縮部12を形成する一例である。図9において、基材10は連続シートとなっており、基材10上に、感圧接着層11、印刷部(図示なし)、裁断部20等が形成された後に、感圧接着層11の面に対して連続シートの動きに合わせてローラー30を回転させながら押し当てて、基材10および感圧接着層11を圧縮し、圧縮部12を形成する。圧縮した際に、略凹部が形成されるが、圧縮前と比べて50〜400μm程度、好ましくは200μm程度の窪みになるよう圧縮力を設定する。
図9は、本実施形態1の圧着シート1の圧縮部12を形成する一例である。図9において、基材10は連続シートとなっており、基材10上に、感圧接着層11、印刷部(図示なし)、裁断部20等が形成された後に、感圧接着層11の面に対して連続シートの動きに合わせてローラー30を回転させながら押し当てて、基材10および感圧接着層11を圧縮し、圧縮部12を形成する。圧縮した際に、略凹部が形成されるが、圧縮前と比べて50〜400μm程度、好ましくは200μm程度の窪みになるよう圧縮力を設定する。
(本実施形態1の作用効果)
以上のように本実施形態1によれば、隠蔽される感圧接着層11の面に対して、デザインや個人情報等になんら制約させることなく印刷をすることができ、糊殺し剤等を用いることなく、粘着シートの縁部に粘着剤の効力を弱める部分を形成することができる。
さらに、基材10が圧縮された圧縮部12は、圧縮されていない基材10より強度が高くより破れにくいため、圧着シート1を受け取った人が圧縮部12よりめくり開く際に、亀裂やキズがあっても破れが広がることなく、粘着剤面をきれいに剥がすことができる。
なお、圧縮されている部分には、隙間を形成することもできる。
以上のように本実施形態1によれば、隠蔽される感圧接着層11の面に対して、デザインや個人情報等になんら制約させることなく印刷をすることができ、糊殺し剤等を用いることなく、粘着シートの縁部に粘着剤の効力を弱める部分を形成することができる。
さらに、基材10が圧縮された圧縮部12は、圧縮されていない基材10より強度が高くより破れにくいため、圧着シート1を受け取った人が圧縮部12よりめくり開く際に、亀裂やキズがあっても破れが広がることなく、粘着剤面をきれいに剥がすことができる。
なお、圧縮されている部分には、隙間を形成することもできる。
(実施形態2)
実施形態1は、基材10の一方の面のみに感圧接着層11が形成され、この感圧接着層11が内側になるように基材10を二つ折りするタイプの圧着シートであった。
実施形態1は、基材10の一方の面のみに感圧接着層11が形成され、この感圧接着層11が内側になるように基材10を二つ折りするタイプの圧着シートであった。
これに対して、実施形態2は、基材の両方の面に感圧接着層が設けられ、前記基材は前記感圧接着層を内側にして二つの折部でZ字状に折られた前記折部を境に区分される基材のうち、中央に位置する基材は両端に位置するそれぞれの基材の一辺から延出した表出面を有しており、前記中央に位置する基材の表出面側であって、前記表出面を含み前記両端に位置するそれぞれの基材の一辺を跨ぐ領域の基材および感圧接着層が圧縮されていることを特徴とする圧着シートである。
即ち、実施形態2においては、折部が谷折部21と山折部22との2箇所に形成されており、谷折部21では谷折り、山折部22では山折りで折り重ねた際に3紙面が折り重なる、いわゆるZ折と呼ばれる圧着シートである。
以下、実施形態1と異なる点を中心に実施形態2について説明する。
即ち、実施形態2においては、折部が谷折部21と山折部22との2箇所に形成されており、谷折部21では谷折り、山折部22では山折りで折り重ねた際に3紙面が折り重なる、いわゆるZ折と呼ばれる圧着シートである。
以下、実施形態1と異なる点を中心に実施形態2について説明する。
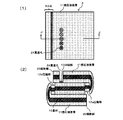
図3は、実施形態2の圧着シート2の圧着前の状態を説明する図である。
図3(1)は、圧着シート2を上面から見た図である。
図3(2)は、図3(1)のG−G矢視断面図である。
図4は、実施形態2の圧着シート2の圧着後の状態を説明する図である。
図4(1)は、圧着後の圧着シート2を上面から見た図である。
図4(2)は、図4(1)のH−H矢視断面図である。
図3(1)は、圧着シート2を上面から見た図である。
図3(2)は、図3(1)のG−G矢視断面図である。
図4は、実施形態2の圧着シート2の圧着後の状態を説明する図である。
図4(1)は、圧着後の圧着シート2を上面から見た図である。
図4(2)は、図4(1)のH−H矢視断面図である。
本実施形態2では、印刷後、ローラー等により裁断部20に沿って、表裏それぞれ圧縮部12a、圧縮部12bが形成され(図3(1)(2)参照)、裁断部20にて裁断した後、谷折部21および山折部22で折り重ねて感圧接着層11同士を圧着する(図4(1)(2)参照)。
圧縮部12aならびに圧縮部12bは、基材10上に感圧接着層11が設けられた後に、ローラーや金型等により圧縮され、基材10と感圧接着層11が圧縮された部分である。圧縮部12aは、谷折部21から所定間隔を置き、かつ前記谷折部21に沿って帯状に形成される。同様に、圧縮部12bは、山折部22から所定間隔を置き、かつ前記山折部22に沿って帯状に形成される。
圧縮部12aならびに圧縮部12bは、前記谷折部21、あるいは前記山折部22から基材を折り畳んだ際に、それぞれの裁断部20の端部が圧縮部12aならびに圧縮部12bの中央付近となる位置に形成する。圧縮部12aならびに圧縮部12bの幅は、多少のズレを考慮して形成する。
次に、圧縮部12を形成する方法について、説明する。
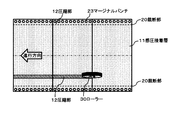
図10は、本実施形態2の圧着シート2の圧縮部12aならびに圧縮部12bを形成する一例を示している。図10において、基材10は連続シートとなっており、基材10上に、感圧接着層11、印刷部(図示なし)、裁断部20、谷折部21、山折部22等が形成された後に、感圧接着層11の一方の面にある裁断部20に沿って連続シートの動きに合わせてローラー30を回転させながら押し当てて、基材10および感圧接着層11を圧縮し、圧縮部12aを形成する。連続シートはその後、表裏返し部31にて、基材10の表裏を返した後、他方の面にある他方の裁断部20に沿ってローラー30にて押し当てて、基材10および感圧接着層11を圧縮し、圧縮部12bを形成する。圧縮した際に、略凹部が形成されるが、圧縮前と比べて50〜400μm程度、好ましくは200μm程度の窪みになるよう圧縮力を設定する。
図10は、本実施形態2の圧着シート2の圧縮部12aならびに圧縮部12bを形成する一例を示している。図10において、基材10は連続シートとなっており、基材10上に、感圧接着層11、印刷部(図示なし)、裁断部20、谷折部21、山折部22等が形成された後に、感圧接着層11の一方の面にある裁断部20に沿って連続シートの動きに合わせてローラー30を回転させながら押し当てて、基材10および感圧接着層11を圧縮し、圧縮部12aを形成する。連続シートはその後、表裏返し部31にて、基材10の表裏を返した後、他方の面にある他方の裁断部20に沿ってローラー30にて押し当てて、基材10および感圧接着層11を圧縮し、圧縮部12bを形成する。圧縮した際に、略凹部が形成されるが、圧縮前と比べて50〜400μm程度、好ましくは200μm程度の窪みになるよう圧縮力を設定する。
(本実施形態2の作用効果)
以上のように本実施形態2によれば、実施形態1と同様の作用効果を奏すると共に、追加された構成により、次の作用効果を奏する。すなわち、圧着後の圧着シート1と圧着シート2が同サイズであれば、圧着シート4は、面積比で1.5倍の紙面を持ち、隠蔽部は2倍であるため、より多くの個人情報等を印刷し、隠蔽面に収めることができる。
以上のように本実施形態2によれば、実施形態1と同様の作用効果を奏すると共に、追加された構成により、次の作用効果を奏する。すなわち、圧着後の圧着シート1と圧着シート2が同サイズであれば、圧着シート4は、面積比で1.5倍の紙面を持ち、隠蔽部は2倍であるため、より多くの個人情報等を印刷し、隠蔽面に収めることができる。
(実施形態3)
本実施形態3は、実施形態1または2において、基材の所定の位置に設けられた貫通孔により、折部で折られて重なる面の一部が圧着後に視認できることを特徴とする圧着シートである。
より具体的には、谷折部21で折り重ねた際に、貫通孔24を通して基材10もしくは感圧接着層11上に印刷された「郵便はがき」という文字が視認でき、郵便はがきとして利用できる圧着シートである。
実施形態3の構成は実施形態2に対して、実施形態2で適用した2つの折部が形成されている。以下、実施形態2と異なる点について説明する。
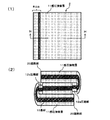
図5は、実施形態3の圧着シート3の圧着前の状態を説明する図である。
図5(1)は、圧着シート3を上面から見た図である。
図5(2)は、図5(1)のI−I矢視断面図である。
図6は、実施形態3の圧着シート3の圧着後の状態を説明する図である。
図6(1)は、圧着シート3を圧着後に貫通孔24より隠蔽面の一部が露出している部分(本実施形態3では、印刷部13)を左側にした時に上面から見た図である。
図6(2)は、図6(1)のJ−J矢視断面図である。
本実施形態3は、実施形態1または2において、基材の所定の位置に設けられた貫通孔により、折部で折られて重なる面の一部が圧着後に視認できることを特徴とする圧着シートである。
より具体的には、谷折部21で折り重ねた際に、貫通孔24を通して基材10もしくは感圧接着層11上に印刷された「郵便はがき」という文字が視認でき、郵便はがきとして利用できる圧着シートである。
実施形態3の構成は実施形態2に対して、実施形態2で適用した2つの折部が形成されている。以下、実施形態2と異なる点について説明する。
図5は、実施形態3の圧着シート3の圧着前の状態を説明する図である。
図5(1)は、圧着シート3を上面から見た図である。
図5(2)は、図5(1)のI−I矢視断面図である。
図6は、実施形態3の圧着シート3の圧着後の状態を説明する図である。
図6(1)は、圧着シート3を圧着後に貫通孔24より隠蔽面の一部が露出している部分(本実施形態3では、印刷部13)を左側にした時に上面から見た図である。
図6(2)は、図6(1)のJ−J矢視断面図である。
本実施形態3は、折部が谷折部21と山折部22との2箇所に形成されており、谷折部21では谷折り、山折部22では山折りで折り重ねた際に3紙面が折り重なる、いわゆるZ折と呼ばれる圧着シートである。さらに、貫通孔24を通して基材10もしくは感圧接着層11上に印刷された「郵便はがき」という文字が視認でき、郵便はがきとして利用できる圧着シートである。
図5は、本実施形態3に係わる圧着シート3の概略図の一例である。図5(1)において、実施形態2と異なる点は、圧着後に貫通孔24より隠蔽面の一部を露出させるようにした点である。即ち、本実施形態3では、印刷部13のある紙面と貫通孔24のある紙面の間に谷折部21が設けられているだけでなく、さらに印刷部13のある紙面と同サイズの紙面が山折部22に対称である位置に設けられている。
図5は、本実施形態3に係わる圧着シート3の概略図の一例である。図5(1)において、実施形態2と異なる点は、圧着後に貫通孔24より隠蔽面の一部を露出させるようにした点である。即ち、本実施形態3では、印刷部13のある紙面と貫通孔24のある紙面の間に谷折部21が設けられているだけでなく、さらに印刷部13のある紙面と同サイズの紙面が山折部22に対称である位置に設けられている。
図5(2)は、I−I矢視断面図を表している。裁断部20に沿って形成される圧縮部12a、12bは、谷折部21または山折部22で折り重ねた際に、圧縮部12a、12bが隠蔽される、つまり感圧接着層11と圧着される面に形成する。
また谷折部21で折り重ねた際に、貫通孔24を通して「郵便はがき」という文字が視認できる位置に、印刷部13を形成する。
また谷折部21で折り重ねた際に、貫通孔24を通して「郵便はがき」という文字が視認できる位置に、印刷部13を形成する。
図6(1)は、圧着後の圧着シート3である。図6(2)は、J−J矢視断面図を表している。本実施形態3では、印刷後、ローラー等により裁断部20に沿って、表裏それぞれ圧縮部12a、12bが形成され、裁断部20にて裁断した後、谷折部21および山折部22で折り重ねて感圧接着層11同士を圧着する。
(本実施形態3の作用効果)
以上のように本実施形態3によれば、実施形態2と同様の作用効果を奏すると共に、追加された構成により、次の作用効果を奏する。すなわち、圧着後の圧着シート1と圧着シート3が同サイズであれば、圧着シート3は、面積比で1.5倍の紙面を持ち、隠蔽部は2倍であるため、より多くの個人情報等を印刷し、隠蔽面に収めることができる。
以上のように本実施形態3によれば、実施形態2と同様の作用効果を奏すると共に、追加された構成により、次の作用効果を奏する。すなわち、圧着後の圧着シート1と圧着シート3が同サイズであれば、圧着シート3は、面積比で1.5倍の紙面を持ち、隠蔽部は2倍であるため、より多くの個人情報等を印刷し、隠蔽面に収めることができる。
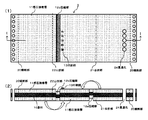
(実施形態4)
実施形態4は実施形態1または2において、折部で折られて重なる基材は、一端が短いことで重なる面の一部が圧着後に視認できることを特徴とするものである。
より具体的には、本実施形態4は、谷折部21で折り重ねた際に、裁断部20の一方(裁断部20a)が他方の裁断部20bと谷折部21に対して対称の位置ではないため、基材10もしくは感圧接着層11上に印刷された「郵便はがき」という文字が隠蔽されず視認でき、郵便はがきとして利用できる圧着シートである。
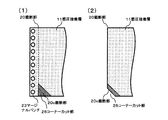
図7は、本実施形態4に係わる圧着シート4の概略図の一例である。図7(1)において、実施形態3と異なる点は、谷折部21に対して、裁断部20aと対称となる位置より谷折部21に近い位置で裁断部20bが形成されており、谷折部21で折り重ねた際に、「郵便はがき」という文字が視認できる位置に、印刷部13が形成されていることにある。
図7(2)は、図7(1)のG−G矢視断面図を表している。裁断部20aと裁断部20bは、谷折部21に対して非対称であり、谷折部21で折り重ねた際に、印刷部13を隠蔽しない位置で裁断部20aを形成する。
また、圧縮部12bは、裁断部20a上には形成せず、谷折部21に対して近い裁断部20aに沿って形成する。
実施形態4は実施形態1または2において、折部で折られて重なる基材は、一端が短いことで重なる面の一部が圧着後に視認できることを特徴とするものである。
より具体的には、本実施形態4は、谷折部21で折り重ねた際に、裁断部20の一方(裁断部20a)が他方の裁断部20bと谷折部21に対して対称の位置ではないため、基材10もしくは感圧接着層11上に印刷された「郵便はがき」という文字が隠蔽されず視認でき、郵便はがきとして利用できる圧着シートである。
図7は、本実施形態4に係わる圧着シート4の概略図の一例である。図7(1)において、実施形態3と異なる点は、谷折部21に対して、裁断部20aと対称となる位置より谷折部21に近い位置で裁断部20bが形成されており、谷折部21で折り重ねた際に、「郵便はがき」という文字が視認できる位置に、印刷部13が形成されていることにある。
図7(2)は、図7(1)のG−G矢視断面図を表している。裁断部20aと裁断部20bは、谷折部21に対して非対称であり、谷折部21で折り重ねた際に、印刷部13を隠蔽しない位置で裁断部20aを形成する。
また、圧縮部12bは、裁断部20a上には形成せず、谷折部21に対して近い裁断部20aに沿って形成する。
図8(1)は、圧着後の圧着シート4であり、印刷部13を左側に配置した際の状態を表している。図8(2)は、図8(1)のH−H矢視断面図を表している。
本実施形態4では、印刷後、ローラー等により裁断部20bに沿って圧縮部12bが形成され、裁断部20aおよび裁断部20bにて裁断した後、谷折部21で折り重ねて感圧接着層11同士を圧着する。
谷折部21に対して裁断部20a、裁断部20bは非対称であるから、一方の基材10は一端が短くなり、本実施形態4では、隠蔽面の一部である裁断部20a付近の感圧接着層11および印刷部13が露出する。
本実施形態4では、印刷後、ローラー等により裁断部20bに沿って圧縮部12bが形成され、裁断部20aおよび裁断部20bにて裁断した後、谷折部21で折り重ねて感圧接着層11同士を圧着する。
谷折部21に対して裁断部20a、裁断部20bは非対称であるから、一方の基材10は一端が短くなり、本実施形態4では、隠蔽面の一部である裁断部20a付近の感圧接着層11および印刷部13が露出する。
圧着シート4は製造後、郵送等により受取人へ送付され、受取人が開封する際に、圧縮部12a、または圧縮部12bより剥離することで開封できる。圧縮部12a、12bによる感圧接着層11の接着力は、感圧接着層11の圧着面に多少の隙間があるか、もしくは圧縮部12a、12b以外の圧着面に比べて弱い接着力にて圧着されている。さらに、基材10が圧縮されることにより、圧縮部12の基材10に対する強度が上がる。そのため、裁断部20a、20bでの裁断面にキズや折れ等で基材10が破れ易くなっていても、剥離の際に基材10のキズや折れ等が広がることなく、感圧接着層11同士の接着面より剥がし、隠蔽された面の情報を閲覧することができる
(本実施形態4の作用効果)
以上のように本実施形態4によれば、隠蔽される感圧接着層11の面に対して、デザインや個人情報等になんら制約させることなく印刷をすることができ、糊殺し剤等を用いることなく、粘着シートの縁部に粘着剤の効力を弱める部分を形成することができる。さらに、郵便はがきとして送付できる。
以上のように本実施形態4によれば、隠蔽される感圧接着層11の面に対して、デザインや個人情報等になんら制約させることなく印刷をすることができ、糊殺し剤等を用いることなく、粘着シートの縁部に粘着剤の効力を弱める部分を形成することができる。さらに、郵便はがきとして送付できる。
加えて、基材10が圧縮された圧縮部12は、圧縮されていない基材10より強度が高くより破れにくいため、圧着シート4を受け取った人が圧縮部12よりめくり開く際に、亀裂やキズがあっても破れが広がることなく、粘着剤面をきれいに剥がすことができる。
なお、圧縮されている部分には、隙間を形成することもできる。
なお、圧縮されている部分には、隙間を形成することもできる。
(製造方法の説明)
以下に、圧着シート2の製造方法のうち、貫通孔24の形成方法について説明する。
貫通孔24の形成方法は、マージナルパンチ23と同様に円形の刃型で良いが、貫通孔の大きさ、数及び貫通孔同士の間隔は、印刷部13の文字などの大きさ、文字数、文字同士の間隔に合わせて、基材10を谷折部21で折り重ねて、その印刷部13が貫通孔24を通して認識できるようにするため、レーザー照射にて形成することが望ましい。
以下に、圧着シート2の製造方法のうち、貫通孔24の形成方法について説明する。
貫通孔24の形成方法は、マージナルパンチ23と同様に円形の刃型で良いが、貫通孔の大きさ、数及び貫通孔同士の間隔は、印刷部13の文字などの大きさ、文字数、文字同士の間隔に合わせて、基材10を谷折部21で折り重ねて、その印刷部13が貫通孔24を通して認識できるようにするため、レーザー照射にて形成することが望ましい。
(レーザー照射による切削加工)
レーザー照射手段としては、レーザー光として、YAGレーザー、炭酸ガスレーザー、ルビーレーザーなどを用い、特にYAGレーザーは、波長が短く、微小なスポットに集光できるため、より微細な加工が可能であり、好ましく用いられる。レーザー照射手段により、任意の形状、大きさで、対象物を切削して、貫通孔の形成、コーナーカット部の形成をすることができる。
レーザー照射手段としては、レーザー光として、YAGレーザー、炭酸ガスレーザー、ルビーレーザーなどを用い、特にYAGレーザーは、波長が短く、微小なスポットに集光できるため、より微細な加工が可能であり、好ましく用いられる。レーザー照射手段により、任意の形状、大きさで、対象物を切削して、貫通孔の形成、コーナーカット部の形成をすることができる。
本実施形態で適用するレーザー照射手段の例を説明すると、まずレンズによりレーザー光を集光して、印刷物に基材の面へ照射する。その際に、レーザー光の照射条件(ビーム径、パワー、走査速度等)を調整することにより、貫通孔、コーナーカット部の加工する大きさを制御でき、また貫通孔の周辺の感圧接着剤、コーナーカット部の周辺の感圧接着剤の熱劣化する領域の大きさも調整することができる。このように、本発明ではレーザー照射を行なうことで、簡単に、精度が高く、再現性良く、圧着シートと非接触で、加工ができる。
本実施形態のレーザー照射手段は、約0.9〜11μmの赤外線領域のレーザー光線を使用することが好ましく、レーザー光を照射された部分は、加熱されることになる。レーザー光を照射された部分は、局所的に加熱され、その部分の融点を越えた状態の液相時に、その部分を吹き飛ばすことにより切削される。
次に、圧縮部12を形成する方法について、説明する。
図10は、本実施形態2の圧着シート2の圧縮部12を形成する一例である。図10において、基材10は連続シートとなっており、基材10上に、感圧接着層11、印刷部(図示なし)、裁断部20等が形成された後に、感圧接着層11の一方の面にある裁断部20に沿って連続シートの動きに合わせてローラー30を回転させながら押し当てて、基材10および感圧接着層11を圧縮し、圧縮部12aを形成する。
図10は、本実施形態2の圧着シート2の圧縮部12を形成する一例である。図10において、基材10は連続シートとなっており、基材10上に、感圧接着層11、印刷部(図示なし)、裁断部20等が形成された後に、感圧接着層11の一方の面にある裁断部20に沿って連続シートの動きに合わせてローラー30を回転させながら押し当てて、基材10および感圧接着層11を圧縮し、圧縮部12aを形成する。
連続シートはその後、表裏返し部31にて、基材10の表裏を返した後、他方の面にある他方の裁断部20に沿ってローラー30にて押し当てて、基材10および感圧接着層11を圧縮し、圧縮部12bを形成する。圧縮した際に、略凹部が形成されるが、圧縮前と比べて50〜400μm程度、好ましくは200μm程度の窪みになるよう圧縮力を設定する。
(変形例1)
実施形態1〜3において圧縮部12を形成するためのローラー30は、円盤状の形状をしており、押し面が一定な曲面であったが、円周の一定間隔で押し面や押し部を設けた歯車形や星形にしてもよい。
図11は、圧縮部12を形成するためローラーを説明する他の例である。
図11(1)は、実施形態1で用いたローラーを回転方向横より見た図である。
図11(2)は、円周の一定間隔で押し面を設けた歯車形をしたローラーを説明する図である。
図11(3)は、円周の一定間隔で押し部を設けた星形をしたローラーを説明する図である。
実施形態1〜3において圧縮部12を形成するためのローラー30は、円盤状の形状をしており、押し面が一定な曲面であったが、円周の一定間隔で押し面や押し部を設けた歯車形や星形にしてもよい。
図11は、圧縮部12を形成するためローラーを説明する他の例である。
図11(1)は、実施形態1で用いたローラーを回転方向横より見た図である。
図11(2)は、円周の一定間隔で押し面を設けた歯車形をしたローラーを説明する図である。
図11(3)は、円周の一定間隔で押し部を設けた星形をしたローラーを説明する図である。
この場合、図11(1)の様に、円盤状である形状のローラーを用いると、圧縮部12はローラー30aが通過すると基材10に略凹状の窪みが形成される。
また、図11(2)の様に、円周の一定間隔で押し面を設け、一定間隔で窪み(押し面が抜けた部分)を設けた歯車形をしたローラーを用いると、圧縮部12はローラー30bが通過すると略凹状の窪みと窪みのない、または略凹状の浅い窪みが交互に形成される。
またさらに、図11(3)の様に、円周の一定間隔で押し部を設け、一定間隔で溝部を設けた星形をしたローラーを用いると、圧縮部12はローラー30cが通過すると略凹状の窪みと窪みのない、または略凹状の浅い窪みが交互に形成される。ローラー30cを用いることで、ローラー30bと比べ、より略凹状の窪みと窪みの間隔を狭くした圧縮部を形成することができる。
(変形例1の作用効果)
実施形態1〜3と同様の作用効果を奏すると共に、追加された機能により、次の作用効果を奏する。すなわち、円周の一定間隔で押し面や押し部を設けた歯車形や星形をしたローラーを用いることで、略凹状の窪みと窪みのない、または略凹状の浅い窪みが交互に形成され、窪みのある部分は、感圧接着層11同士が重なり圧着される際に、窪みのない部分の圧着力に比べ弱く圧着されるため、圧着力の強い部分と弱い部分が交互に現れ、圧縮部12に対する圧着力の調整が可能である。
実施形態1〜3と同様の作用効果を奏すると共に、追加された機能により、次の作用効果を奏する。すなわち、円周の一定間隔で押し面や押し部を設けた歯車形や星形をしたローラーを用いることで、略凹状の窪みと窪みのない、または略凹状の浅い窪みが交互に形成され、窪みのある部分は、感圧接着層11同士が重なり圧着される際に、窪みのない部分の圧着力に比べ弱く圧着されるため、圧着力の強い部分と弱い部分が交互に現れ、圧縮部12に対する圧着力の調整が可能である。
(変形例2)
実施形態1〜3において圧縮部12を形成するためローラーを用いていたが、押し型でもよい。
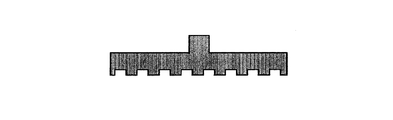
図12は、圧縮部を形成するため押し型を説明する一例である。
この場合、図12の押し型を用いることで、図11(2)の一定間隔で押し面を設けた歯車形をしたローラー30bを用いた場合と同様の略凹状の窪みと窪みのない、または略凹状の浅い窪みが交互に形成される。
実施形態1〜3において圧縮部12を形成するためローラーを用いていたが、押し型でもよい。
図12は、圧縮部を形成するため押し型を説明する一例である。
この場合、図12の押し型を用いることで、図11(2)の一定間隔で押し面を設けた歯車形をしたローラー30bを用いた場合と同様の略凹状の窪みと窪みのない、または略凹状の浅い窪みが交互に形成される。
図12は、変形例2の圧着シートの圧縮部を形成するための押し型の一例である。図9または図10にあるローラー30を本押し型に置き換えることにより、基材10上に、感圧接着層11、印刷部(図示なし)、裁断部20等が形成された後に、感圧接着層11の面に対して一定間隔にて本押し型で押し当てて、基材10および感圧接着層11を圧縮する。
圧縮した際に、略凹部が形成されるが、圧縮前と比べて50〜400μm程度、好ましくは200μm程度の窪みになるよう圧縮力を設定する。なお、本押し型の押し当てる間隔は、基材の進行方向に対する速度から求めて、前回の押し跡と次の押し跡がほとんど重ならないことが望ましく、これにより作業効率が高くなる。
圧縮した際に、略凹部が形成されるが、圧縮前と比べて50〜400μm程度、好ましくは200μm程度の窪みになるよう圧縮力を設定する。なお、本押し型の押し当てる間隔は、基材の進行方向に対する速度から求めて、前回の押し跡と次の押し跡がほとんど重ならないことが望ましく、これにより作業効率が高くなる。
(変形例2の作用効果)
実施形態1〜3と同様の作用効果を奏すると共に、追加された機能により、次の作用効果を奏する。すなわち、押し型の押し部の形状は、平面だけでなく、様々な形状の歯型で良いので、圧着性を考慮した一定間隔で押し面を設けた形状だけでなく、意匠性を考慮した模様状の形状でもよく、さまざまな形状を用いることができる。
実施形態1〜3と同様の作用効果を奏すると共に、追加された機能により、次の作用効果を奏する。すなわち、押し型の押し部の形状は、平面だけでなく、様々な形状の歯型で良いので、圧着性を考慮した一定間隔で押し面を設けた形状だけでなく、意匠性を考慮した模様状の形状でもよく、さまざまな形状を用いることができる。
(変形例3)
実施形態1〜3において圧着シートの圧縮部12は、裁断部20に沿って形成されているが、コーナー部25に形成してもよい。
コーナー部25は、製造後の圧着シートで、外縁部の角となるコーナー部の一部に、圧着シートをめくり開く際のきっかけとなる開封開始を示す部分である。前記コーナー部25は、圧着シートを受け取った人が圧着シートを容易にめくり開くことができるように、粘着シートのコーナー部の粘着剤の効力を弱める部分である。
実施形態1〜3において圧着シートの圧縮部12は、裁断部20に沿って形成されているが、コーナー部25に形成してもよい。
コーナー部25は、製造後の圧着シートで、外縁部の角となるコーナー部の一部に、圧着シートをめくり開く際のきっかけとなる開封開始を示す部分である。前記コーナー部25は、圧着シートを受け取った人が圧着シートを容易にめくり開くことができるように、粘着シートのコーナー部の粘着剤の効力を弱める部分である。
図13は、コーナー部25に圧縮部12を形成する一例である。図13は、圧着シート1〜4において、基材10の一部を示しており、波線より右側を省略している。
裁断部20の端部に、少なくとも1つのコーナー部25を設ける。圧着シートを受け取った人が、めくり開始位置が分かるように、開封開始を示すような印刷を施しておくとよい。
コーナー部25の形成には、図9や図10に示したローラー30を用いて、裁断部20に沿って圧縮部12を形成した後、コーナー部25の略三角形部分を押し型で形成する。また、変形例2(図12参照)に示した押し型を用いて、圧縮部12を一度に形成してもよい。
裁断部20の端部に、少なくとも1つのコーナー部25を設ける。圧着シートを受け取った人が、めくり開始位置が分かるように、開封開始を示すような印刷を施しておくとよい。
コーナー部25の形成には、図9や図10に示したローラー30を用いて、裁断部20に沿って圧縮部12を形成した後、コーナー部25の略三角形部分を押し型で形成する。また、変形例2(図12参照)に示した押し型を用いて、圧縮部12を一度に形成してもよい。
(変形例3の作用効果)
実施形態1〜4と同様の作用効果を奏すると共に、追加された機能により、次の作用効果を奏する。すなわち、コーナー部25に圧縮部12を形成することにより、圧着シートを受け取った人が圧着シートのコーナー部よりめくり開く際に、粘着剤の効力が弱いコーナー部25からめくり開くことができ、粘着剤面をきれいに剥がすことができる。
実施形態1〜4と同様の作用効果を奏すると共に、追加された機能により、次の作用効果を奏する。すなわち、コーナー部25に圧縮部12を形成することにより、圧着シートを受け取った人が圧着シートのコーナー部よりめくり開く際に、粘着剤の効力が弱いコーナー部25からめくり開くことができ、粘着剤面をきれいに剥がすことができる。
(変形例4)
実施形態1〜3において圧着シートの圧縮部12は、裁断部20に沿って形成されているが、コーナーカット部26に形成してもよい。
コーナーカット部26は、製造後の圧着シートにおいて、外縁部の角となるコーナー部の一部に設けた切り欠けである。圧着シートを受け取った人が圧着シートを容易にめくり開くことが開始できるように、粘着シートのコーナー部の粘着剤の効力を弱める部分である。
実施形態1〜3において圧着シートの圧縮部12は、裁断部20に沿って形成されているが、コーナーカット部26に形成してもよい。
コーナーカット部26は、製造後の圧着シートにおいて、外縁部の角となるコーナー部の一部に設けた切り欠けである。圧着シートを受け取った人が圧着シートを容易にめくり開くことが開始できるように、粘着シートのコーナー部の粘着剤の効力を弱める部分である。
図14は、コーナーカット部に圧縮部を形成する一例である。図14(1)は、コーナーカット部26に圧縮部12を形成した状態を示し、図14(2)は、裁断部20および裁断部20cにて裁断後の状態を示す。図14は、圧着シート1〜4において、基材10の一部を示しており、波線より右側を省略している。
裁断部20の端部に、少なくとも1つのコーナーカット部26を設ける。圧着シートを受け取った人が、めくり開始位置が分かるように、開封開始を示すような印刷を施しておくとよい。
裁断部20の端部に、少なくとも1つのコーナーカット部26を設ける。圧着シートを受け取った人が、めくり開始位置が分かるように、開封開始を示すような印刷を施しておくとよい。
コーナーカット部26の形成には、図9や図10に示したローラー30を用いて、裁断部20に沿って圧縮部12を形成した後、裁断部20cを含めてコーナーカット部26の略三角形部分に押し型を押し当てて、コーナーカット部26部分の圧縮部12を形成する。また、変形例2(図1612参照)に示した押し型を用いて、圧縮部12を一度に形成してもよい。
後に、裁断部20および切り欠けを形成するための裁断部20cに沿って裁断し、折部(21、22)により折り重ねて感圧接着層11同士を圧着する。
裁断部20cは、直線に裁断するが、圧着シートを受け取った人がめくり開く際に、裁断部20cが直線であることで指にキズを負うことがあるため、裁断部20cを波型で裁断できると尚良い。
後に、裁断部20および切り欠けを形成するための裁断部20cに沿って裁断し、折部(21、22)により折り重ねて感圧接着層11同士を圧着する。
裁断部20cは、直線に裁断するが、圧着シートを受け取った人がめくり開く際に、裁断部20cが直線であることで指にキズを負うことがあるため、裁断部20cを波型で裁断できると尚良い。
(変形例4の作用効果)
実施形態1〜4と同様の作用効果を奏すると共に、追加された機能により、次の作用効果を奏する。すなわち、コーナー部25に圧縮部12を形成することにより、圧着シートを受け取った人が圧着シートのコーナーカット部よりめくり開く際に、粘着剤の効力が弱いコーナーカット部からめくり開くことができ、粘着剤面をきれいに剥がすことができる。
実施形態1〜4と同様の作用効果を奏すると共に、追加された機能により、次の作用効果を奏する。すなわち、コーナー部25に圧縮部12を形成することにより、圧着シートを受け取った人が圧着シートのコーナーカット部よりめくり開く際に、粘着剤の効力が弱いコーナーカット部からめくり開くことができ、粘着剤面をきれいに剥がすことができる。
10 基材
11 感圧接着層
12,12a,12b 圧縮部
13 印刷部
20,20a,20b,20c 裁断部
21 谷折部
22 山折部
24 貫通孔
25 コーナー部
26 コーナーカット部
11 感圧接着層
12,12a,12b 圧縮部
13 印刷部
20,20a,20b,20c 裁断部
21 谷折部
22 山折部
24 貫通孔
25 コーナー部
26 コーナーカット部
Claims (5)
- 基材の一方の面に感圧接着層が設けられ、前記基材は前記感圧接着層を内側にして一つの折部で折られた基材のうち、一方の基材は他方の基材の一辺から延出した表出面を有しており、
前記一方の基材の表出面側であって、前記表出面を含み前記他方の基材の一辺を跨ぐ領域の基材および感圧接着層が圧縮されていることを特徴とする圧着シート。 - 基材の両方の面に感圧接着層が設けられ、前記基材は前記感圧接着層を内側にして二つの折部でZ字状に折られた前記折部を境に区分される基材のうち、中央に位置する基材は両端に位置するそれぞれの基材の一辺から延出した表出面を有しており、
前記中央に位置する基材の表出面側であって、前記表出面を含み前記両端に位置するそれぞれの基材の一辺を跨ぐ領域の基材および感圧接着層が圧縮されていることを特徴とする圧着シート。 - 前記基材の所定の位置に設けられた貫通孔により、前記折部で折られて重なる面の一部が圧着後に視認できることを特徴とする請求項1または2に記載の圧着シート。
- 前記折部で折られて重なる前記基材は、一端が短いことで重なる面の一部が圧着後に視認できることを特徴とする請求項1または2に記載の圧着シート。
- 前記圧着シートにはコーナー部もしくはコーナーカット部が設けられ、前記コーナー部もしくはコーナーカット部に位置する基材および感圧接着層が圧縮されていることを特徴とする請求項1〜4のいずれか一項記載の圧着シート。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016060693A JP2017170802A (ja) | 2016-03-24 | 2016-03-24 | 圧着シート |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016060693A JP2017170802A (ja) | 2016-03-24 | 2016-03-24 | 圧着シート |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017170802A true JP2017170802A (ja) | 2017-09-28 |
Family
ID=59972739
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016060693A Pending JP2017170802A (ja) | 2016-03-24 | 2016-03-24 | 圧着シート |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017170802A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019049801A1 (ja) | 2017-09-06 | 2019-03-14 | 曙ブレーキ工業株式会社 | 対向ピストン型ディスクブレーキ用キャリパ |
-
2016
- 2016-03-24 JP JP2016060693A patent/JP2017170802A/ja active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019049801A1 (ja) | 2017-09-06 | 2019-03-14 | 曙ブレーキ工業株式会社 | 対向ピストン型ディスクブレーキ用キャリパ |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JPH0229317A (ja) | 二層以上の紙製品接合装置 | |
| JP2017170802A (ja) | 圧着シート | |
| JP5830995B2 (ja) | 圧着シートの製造方法 | |
| JP6701684B2 (ja) | 圧着シート | |
| JP5994894B2 (ja) | 再剥離性圧着シート | |
| JP5954466B2 (ja) | 圧着シート | |
| JP5830994B2 (ja) | 圧着シートの製造方法 | |
| JP4121027B2 (ja) | ラベル用紙とその加工方法 | |
| JPH05116489A (ja) | 重ね合わせ用シート及びその作成方法 | |
| JP5772281B2 (ja) | 圧着シートの製造方法 | |
| JP5772282B2 (ja) | 圧着シート及びその製造方法 | |
| JP3634065B2 (ja) | 連続用紙処理装置 | |
| EP2496424B1 (en) | One-piece mailing document | |
| JP4368278B2 (ja) | 情報形成シート | |
| JPH1128879A5 (ja) | ||
| JP2007210181A (ja) | 隠蔽葉書 | |
| JP2001121854A (ja) | 情報秘匿体用のシート及びこれによる圧着はがき | |
| JP3645355B2 (ja) | 連続用紙処理装置 | |
| JP2004068232A (ja) | 情報記録用紙及びその製造方法 | |
| JP2005272623A (ja) | 用紙 | |
| JPH0967063A (ja) | 連続用紙処理装置 | |
| JP2017145340A (ja) | 重ね合わせ接着シートの製造方法 | |
| JP3975372B2 (ja) | ラップカートン | |
| JPH09290452A (ja) | 剥離容易な積層シートの製造方法 | |
| JP2887342B2 (ja) | 圧着葉書の製造方法並びにそれに使用する折り加工器 |