JP2017176896A - 検査振分システム - Google Patents
検査振分システム Download PDFInfo
- Publication number
- JP2017176896A JP2017176896A JP2014167004A JP2014167004A JP2017176896A JP 2017176896 A JP2017176896 A JP 2017176896A JP 2014167004 A JP2014167004 A JP 2014167004A JP 2014167004 A JP2014167004 A JP 2014167004A JP 2017176896 A JP2017176896 A JP 2017176896A
- Authority
- JP
- Japan
- Prior art keywords
- inspection
- inspection object
- distribution
- article
- reference position
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images












Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C5/00—Sorting according to a characteristic or feature of the articles or material being sorted, e.g. by control effected by devices which detect or measure such characteristic or feature; Sorting by manually actuated devices, e.g. switches
- B07C5/04—Sorting according to size
- B07C5/10—Sorting according to size measured by light-responsive means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C5/00—Sorting according to a characteristic or feature of the articles or material being sorted, e.g. by control effected by devices which detect or measure such characteristic or feature; Sorting by manually actuated devices, e.g. switches
- B07C5/36—Sorting apparatus characterised by the means used for distribution
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06T—IMAGE DATA PROCESSING OR GENERATION, IN GENERAL
- G06T1/00—General purpose image data processing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/34—Devices for discharging articles or materials from conveyor
- B65G47/46—Devices for discharging articles or materials from conveyor and distributing, e.g. automatically, to desired points
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Theoretical Computer Science (AREA)
- Analysing Materials By The Use Of Radiation (AREA)
- Discharge Of Articles From Conveyors (AREA)
- Sorting Of Articles (AREA)
- Image Processing (AREA)
- Image Analysis (AREA)
Abstract
【課題】不定形な物品を検査、振り分けの対象とする検査振分システムであって、物品の外形によらず正確に物品を振り分けることが容易な、信頼性の高い検査振分システムを提供する。【解決手段】不定形の被検査物を検査し、検査結果に基づいて被検査物を振り分ける検査振分システム100は、被検査物を搬送する搬送装置10、撮像機構としてのラインセンサ23及びX線画像生成部33a、被検査物を振り分ける振分機構41、基準位置決定部33e、および振分機構制御部53を備える。ラインセンサは搬送装置により搬送される被検査物を撮像し、X線画像生成部は被検査物のX線画像を取得する。基準位置決定部は、X線画像から被検査物の外形を抽出し、被検査物の外形に基づいて、振分機構が被検査物を振り分ける基準位置を決定する。振分機構制御部は、振分機構が基準位置に力を作用させるよう、振分機構を制御する。【選択図】図4
Description
本発明は、物品を検査し、検査結果に基づいて搬送される物品を振り分ける、検査振分システムに関する。特に、本発明は、不定形な物品を検査/振り分けの対象とする検査振分システムに関する。
従来、搬送される物品の検査を行い、検査結果に基づいて振分機構で物品を振り分ける検査振分システムが知られている。
例えば、特許文献1(特開2002−362729号公報)には、搬送コンベアで搬送される物品の検査を行い、検査結果に基づいて搬送コンベア上を搬送される物品にエアーを噴射して物品を振り分ける検査振分システムが開示されている。
ところで、このような検査振分システムには、外形が同一の物品ばかりではなく、不定形な(物品毎に外形の異なる)物品を検査対象とすることが求められる場合がある。
検査対象が不定形である場合には、物品の形状等によっては、振分機構により物品に力を作用させても、物品が所望の動きをせず、振り分けエラーが発生する場合がある。このような場合には、例えば作業員が振り分けエラーの物品を手で振り分ける等の必要な対応を行う必要がある。
本発明の課題は、不定形な物品を検査、振り分けの対象とする検査振分システムであって、物品の外形によらず正確に物品を振り分けることが容易な、信頼性の高い検査振分システムを提供することにある。
本発明の第1観点に係る検査振分システムは、不定形の物品を検査し、検査結果に基づいて物品を振り分ける。検査振分システムは、搬送機構と、撮像機構と、振分機構と、決定部と、振分機構制御部と、を備える。搬送手段は、物品を搬送する。撮像機構は、搬送機構により搬送される物品を撮像し、物品の撮像画像を取得する。振分機構は、物品を振り分ける。決定部は、撮像画像から物品の外形を抽出し、物品の外形に基づいて、振分機構が物品を振り分ける基準位置を決定する。振分機構制御部は、振分機構が、基準位置に力を作用させるよう、振分機構を制御する。
第1観点に係る検査振分システムでは、不定形な物品の撮像画像から抽出された外形に基づいて、振分機構が物品に力を作用させる基準位置が決定される。そのため、物品の外形によらず正確に物品を移動させて振り分けることが容易で、信頼性の高い検査振分システムを実現できる。
本発明の第2観点に係る検査振分システムは、第1観点に係る検査振分システムであって、決定部は、物品の外形に基づいて物品の図心を算出し、振分機構が図心に向かって力を及ぼすように基準位置を決定する。
第2観点に係る検査振分システムでは、振分機構が物品の図心に向かって力を作用させるため、物品の外形によらず正確に物品を振り分けることが容易で、信頼性の高い検査振分システムを実現できる。
本発明の第3観点に係る検査振分システムは、第1観点に係る検査振分システムであって、撮像機構は、物品のX線画像を撮像画像として取得する。決定部は、物品の外形に基づいて物品の重心を算出し、振分機構が重心に向かって力を及ぼすように基準位置を決定する。
第3観点に係る検査振分システムでは、振分機構が物品の重心に向かって力を作用させるため、物品の外形によらず正確に物品を振り分けることが容易で、信頼性の高い検査振分システムを実現できる。
本発明の第4観点に係る検査振分システムは、第3観点に係る検査振分システムであって、撮像画像に基づいて物品の重量を推定する重量推定部を更に備える。振分機構は、物品にエアーを噴射することで、物品に力を作用させて振り分ける。振分機構制御部は、重量推定部が推定した物品の重量に基づいて、振分機構のエアーの噴射時間および噴射圧の少なくとも一方が調整されるよう、振分機構を更に制御する。
第4観点に係る検査振分システムでは、物品を振り分ける基準位置が決定されるのに加え、物品の重量に基づいてエアーの噴射時間および噴射圧の少なくとも一方が調整される。そのため、物品を正確に振り分けることが更に容易であり、信頼性の高い検査振分システムを実現できる。
本発明の第5観点に係る検査振分システムは、第1観点から第4観点のいずれかに係る検査振分システムであって、物品は自然物である。
ここでは、物品が工業製品等とは異なり、自然物であるため、物品の外形の個体差が一般に大きい。しかし、ここでは、物品の撮像画像から抽出された外形に基づいて、振分機構が物品に力を作用させる部分が調整されるため、自然物であっても物品を正確に振り分けることが容易である。
本発明の第6観点に係る検査振分システムは、第1観点から第5観点のいずれかに係る検査振分システムであって、当該検査振分システムは、検査により物品のランクを決定する。振分機構は、ランク別に物品を振り分ける。
本発明の第6観点に係る検査振分システムでは、外形の異なる物品をランク選別し、ランクに応じて物品を正確に振り分けることが容易である。
本発明の第7観点に係る検査振分システムは、第1観点に係る検査振分システムであって、撮像機構は、複数の物品のX線画像を撮像画像として取得する。決定部は、複数の物品の合成重心を算出し、振分機構が合成重心に向かって力を及ぼすように基準位置を決定する。
本発明の第7観点に係る検査振分システムでは、振分対象物が複数の物品からなる場合にも、振分対象物を正確に振り分けることが容易である。
本発明に係る検査振分システムでは、不定形な物品の撮像画像から抽出された外形に基づいて、振分機構が物品に力を作用させる基準位置が決定されるため、物品の外形によらず正確に物品を移動させて振り分けることが容易で、信頼性の高い検査振分システムを実現できる。
以下、図面を参照して、本発明に係る検査振分システムの実施形態について説明する。なお、下記の実施形態は具体例にすぎず、本発明の趣旨を逸脱しない範囲で適宜変更可能である。
<第1実施形態>
本発明の第1実施形態に係る検査振分システム100について説明する。
本発明の第1実施形態に係る検査振分システム100について説明する。
(1)全体構成
第1実施形態に係る検査振分システム100は、搬送中の被検査物P(物品)の検査を行い、検査結果に基づいて被検査物Pを振り分けるシステムである。ここでの被検査物Pは、不定形である。言い換えれば、被検査物Pは、被検査物P毎に形状が異なる。特に、ここでは、被検査物Pは、果物や野菜等の農産物や、魚介類等の水産物を含む自然物である。ただし、これに限定されるものではなく、被検査物Pは、被検査物P毎に形状が異なる工業製品であってもよい。
第1実施形態に係る検査振分システム100は、搬送中の被検査物P(物品)の検査を行い、検査結果に基づいて被検査物Pを振り分けるシステムである。ここでの被検査物Pは、不定形である。言い換えれば、被検査物Pは、被検査物P毎に形状が異なる。特に、ここでは、被検査物Pは、果物や野菜等の農産物や、魚介類等の水産物を含む自然物である。ただし、これに限定されるものではなく、被検査物Pは、被検査物P毎に形状が異なる工業製品であってもよい。
検査振分システム100は、具体的には、被検査物Pのランク検査を行い、検査結果に基づいて、ランク別に被検査物Pを振り分けるシステムである。より具体的には、検査振分システム100は、被検査物Pの重量推定を行い、推定した重量に応じてランク判定を行い、ランク別に被検査物Pを振り分ける。
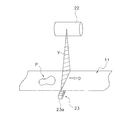
検査振分システム100は、搬送装置10と、X線検査装置20と、振分装置40と、を主に備える(図1参照)。
搬送装置10は、上流コンベアユニット60により搬送されてくる被検査物Pを受け取り、受け取った被検査物Pを搬送する。図1中の矢印が、搬送装置10の搬送方向Dを示す。X線検査装置20は、被検査物Pの重量推定を行い、重量に応じて被検査物Pを複数のランク(ここでは3段階のランク)に区分する。なお、ランクの段階は例示であって、これに限定されるものではない。振分装置40は、X線検査装置20の検査結果に基づき、搬送装置10により搬送される被検査物Pをランク別に振り分ける。
(2)詳細構成
検査振分システム100の搬送装置10、X線検査装置20、および振分装置40について詳細に説明する。
検査振分システム100の搬送装置10、X線検査装置20、および振分装置40について詳細に説明する。
(2−1)搬送装置
搬送装置10は、被検査物Pを搬送する搬送機構の一例である。搬送装置10は、上流コンベアユニット60が搬送してくる被検査物Pを受け取り、被検査物PがX線検査装置20の後述するシールドボックス21内を通過するように搬送する。また、搬送装置10は、シールドボックス21内を通過した被検査物Pを、X線検査装置20の下流側の振分装置40へと搬送する。より具体的には、搬送装置10は、シールドボックス21内を通過した被検査物Pを、後述する振分装置40の振分機構41の近傍を通過するよう搬送する。
搬送装置10は、被検査物Pを搬送する搬送機構の一例である。搬送装置10は、上流コンベアユニット60が搬送してくる被検査物Pを受け取り、被検査物PがX線検査装置20の後述するシールドボックス21内を通過するように搬送する。また、搬送装置10は、シールドボックス21内を通過した被検査物Pを、X線検査装置20の下流側の振分装置40へと搬送する。より具体的には、搬送装置10は、シールドボックス21内を通過した被検査物Pを、後述する振分装置40の振分機構41の近傍を通過するよう搬送する。
搬送装置10は、主に、無端状のコンベアベルト11(図3参照)と、図示しない駆動ローラと、コンベアモータ12(図4参照)と、を有する。
駆動ローラ(図示せず)は、コンベアモータ12により駆動される。駆動ローラが駆動されることで、コンベアベルト11が回転し、コンベアベルト11上に戴置される被検査物Pが搬送される。
コンベアモータ12は、インバータ制御可能なモータである。コンベアモータ12は、後述するX線検査装置20のコントローラ30からの指令でインバータ制御され、駆動ローラの回転速度が調整される。その結果、コンベアベルト11上に戴置される被検査物Pの搬送速度が細かく制御される。コンベアモータ12には、コンベアモータ12の回転数を検出し、X線検査装置20のコントローラ30、および、振分装置40のコントローラ50へと送信するエンコーダ13が装着されている(図4参照)。
なお、搬送装置10は、コンベアベルト11、駆動ローラ、およびコンベアモータ12を、それぞれ1つ有するものであってもよいし、コンベアベルト11、駆動ローラ、およびコンベアモータ12のいずれか又は全てを、複数有するものであってもよい。
(2−2)X線検査装置
X線検査装置20は、搬送装置10により連続的に搬送される被検査物Pに対してX線を照射し、被検査物Pを透過したX線量に基づいて被検査物Pの重量推定を行う。また、X線検査装置20は、被検査物Pの重量推定結果に基づき、被検査物Pを3段階のランクに区分する。また、X線検査装置20は、後述する振分装置40の振分機構41が被検査物Pを振り分ける基準位置Fを決定し、基準位置Fに関する情報を振分装置40のコントローラ50に送信する。基準位置Fは、振分装置40の振分機構41が被検査物Pに力を作用させる位置である。
X線検査装置20は、搬送装置10により連続的に搬送される被検査物Pに対してX線を照射し、被検査物Pを透過したX線量に基づいて被検査物Pの重量推定を行う。また、X線検査装置20は、被検査物Pの重量推定結果に基づき、被検査物Pを3段階のランクに区分する。また、X線検査装置20は、後述する振分装置40の振分機構41が被検査物Pを振り分ける基準位置Fを決定し、基準位置Fに関する情報を振分装置40のコントローラ50に送信する。基準位置Fは、振分装置40の振分機構41が被検査物Pに力を作用させる位置である。
X線検査装置20は、主に、シールドボックス21(図2参照)と、X線照射器22(図3参照)と、ラインセンサ23(図3参照)と、モニタ25(図2参照)と、コントローラ30(図4参照)と、を有する。
以下に、X線検査装置20の各構成について説明する。なお、以下のX線検査装置20の説明では、位置関係等を説明する際に「前(正面)」、「後(背面)」、「左」、「右」、「上」、「下」等の表現を用いる場合があるが、特記無き場合には、図2中の矢印に従って「前(正面)」、「後(背面)」、「左」、「右」、「上」、「下」等を表現する。
(2−2−1)シールドボックス
シールドボックス21は、内部にX線照射器22、ラインセンサ23、コントローラ30等を収容する筐体である。また、シールドボックス21の正面上部には、モニタ25の他、キーの差込口および電源スイッチ等が配置されている(図2参照)。シールドボックス21の左右の側面には、開口21aが形成されている(図2参照)。
シールドボックス21は、内部にX線照射器22、ラインセンサ23、コントローラ30等を収容する筐体である。また、シールドボックス21の正面上部には、モニタ25の他、キーの差込口および電源スイッチ等が配置されている(図2参照)。シールドボックス21の左右の側面には、開口21aが形成されている(図2参照)。
シールドボックス21の内部には、搬送装置10のコンベアベルト11が配置されている。具体的には、コンベアベルト11は、シールドボックス21の両側面に形成された開口21aを貫通するように配置されている。搬送装置10の搬送方向Dの上流側の開口21aは、コンベアベルト11上を搬送される被検査物Pのシールドボックス21への搬入口として機能する。搬送装置10の搬送方向Dの下流側の開口21aは、コンベアベルト11上を搬送される被検査物Pのシールドボックス21からの搬出口として機能する。なお、開口21aは、シールドボックス21の外部へのX線の漏洩を防止するために、遮蔽ノレン26によって塞がれている(図2参照)。遮蔽ノレン26は、鉛やタングステン等を含むゴム製である。遮蔽ノレン26は、開口21aを通過して被検査物Pが搬出入される時に、被検査物Pによって押しのけられる。
(2−2−2)X線照射器
X線照射器22は、シールドボックス21内の、コンベアベルト11の上方に配置されている(図3参照)。X線照射器22は、コンベアベルト11の搬送面の下方に配置されるラインセンサ23に向かって、扇形状の照射範囲YにX線を照射する(図3のハッチング部参照)。X線照射器22のX線の照射範囲Yは、コンベアベルト11の被検査物Pの搬送面に対して直交するように延びる。また、照射範囲Yは、搬送装置10の搬送方向Dに対して交差する方向に扇形状に広がる。言い換えれば、X線照射器22から照射されるX線は、コンベアベルト11の幅方向に広がる。
X線照射器22は、シールドボックス21内の、コンベアベルト11の上方に配置されている(図3参照)。X線照射器22は、コンベアベルト11の搬送面の下方に配置されるラインセンサ23に向かって、扇形状の照射範囲YにX線を照射する(図3のハッチング部参照)。X線照射器22のX線の照射範囲Yは、コンベアベルト11の被検査物Pの搬送面に対して直交するように延びる。また、照射範囲Yは、搬送装置10の搬送方向Dに対して交差する方向に扇形状に広がる。言い換えれば、X線照射器22から照射されるX線は、コンベアベルト11の幅方向に広がる。
(2−2−3)ラインセンサ
ラインセンサ23は、コンベアベルト11の搬送面の下方に配置されている。ラインセンサ23は、被検査物Pやコンベアベルト11を透過してくるX線を検出する。ラインセンサ23は、主に多数のX線検出素子23aを有する。X線検出素子23aは、搬送装置10の搬送方向Dに直交する向きに、言い換えればコンベアベルト11の幅方向に、一直線に水平配置されている。
ラインセンサ23は、コンベアベルト11の搬送面の下方に配置されている。ラインセンサ23は、被検査物Pやコンベアベルト11を透過してくるX線を検出する。ラインセンサ23は、主に多数のX線検出素子23aを有する。X線検出素子23aは、搬送装置10の搬送方向Dに直交する向きに、言い換えればコンベアベルト11の幅方向に、一直線に水平配置されている。
各X線検出素子23aは、被検査物Pやコンベアベルト11を透過したX線を検出し、検出したX線透過量(X線の強度)に基づくX線透過信号を出力する。X線透過信号は、コントローラ30に送信され、被検査物PのX線画像を作成するために用いられる。コントローラ30は、X線透過信号に基づいて作成される、言い換えればX線透過量に基づいて作成されるX線画像に基づいて、被検査物Pの重量推定を行う。
なお、X線透過信号に基づいて作成されるX線画像では、X線透過信号によって、X線画像の明るさ(濃淡値)が決定される。図5は、ラインセンサ23のX線検出素子23aによって検出されるX線の検出量(X線透過量)の例を示すグラフである。グラフの横軸は、各X線検出素子23aの位置に対応する。また、グラフの横軸は、搬送装置10の搬送方向Dに直交する方向の距離に対応する。また、グラフの縦軸は、X線検出素子23aで検出されたX線の検出量(X線透過量)を示す。X線画像では、検出量の多いところが明るい(淡い)画素として表示され、検出量が少ないところが暗い(濃い)画素として表示される。X線透過量は、X線が通過した物品の厚みが厚いほど減少し、X線が通過した物品の厚みが薄いほど増加することから、X線画像の明暗(濃淡)は、被検査物Pの重量と対応づけできる。
ラインセンサ23は、被検査物Pが扇状のX線の照射範囲Y(図3参照)を通過するタイミングを検知するためのセンサとしても機能する。具体的には、コンベアベルト11上で搬送される被検査物Pがラインセンサ23の上方位置(照射範囲Y)に来た時、ラインセンサ23は、所定の閾値以下の電圧を示すX線透過信号(第1信号)を出力する。一方、被検査物Pが照射範囲Yを通過していない場合には、ラインセンサ23は、所定の閾値を上回る電圧を示すX線透過信号(第2信号)を出力する。第1信号および第2信号がコントローラ30に入力されることで、照射範囲Yにおける被検査物Pの有無が検出される。なお、所定の閾値は、被検査物Pの有無を判定するために適切に設定された値である。
(2−2−4)モニタ
モニタ25は、液晶ディスプレイである。モニタ25は、被検査物PのX線画像や、被検査物Pの検査結果等を表示する。モニタ25は、タッチパネル機能も有しており、オペレータによる検査パラメータ等の入力を受け付ける。
モニタ25は、液晶ディスプレイである。モニタ25は、被検査物PのX線画像や、被検査物Pの検査結果等を表示する。モニタ25は、タッチパネル機能も有しており、オペレータによる検査パラメータ等の入力を受け付ける。
(2−2−5)コントローラ
コントローラ30は、X線検査装置20の各部を制御するコンピュータである。コントローラ30は、演算や制御を行うCPU(Central Processing Unit)や、情報を記憶するROM(Read Only Memory)、RAM(Random Access Memory)、およびハードディスク等を主に有する。また、コントローラ30は、図示しない表示制御回路、キー入力回路等も備えている。表示制御回路は、モニタ25でのデータ表示を制御する回路である。キー入力回路は、モニタ25のタッチパネルを介してオペレータにより入力されたキー入力データを取り込む回路である。
コントローラ30は、X線検査装置20の各部を制御するコンピュータである。コントローラ30は、演算や制御を行うCPU(Central Processing Unit)や、情報を記憶するROM(Read Only Memory)、RAM(Random Access Memory)、およびハードディスク等を主に有する。また、コントローラ30は、図示しない表示制御回路、キー入力回路等も備えている。表示制御回路は、モニタ25でのデータ表示を制御する回路である。キー入力回路は、モニタ25のタッチパネルを介してオペレータにより入力されたキー入力データを取り込む回路である。
コントローラ30は、X線照射器22、ラインセンサ23、およびモニタ25と電気的に接続されている。また、コントローラ30は、搬送装置10のコンベアモータ12およびエンコーダ13とも電気的に接続されている(図4参照)。コントローラ30は、エンコーダ13からコンベアモータ12の回転数に関するデータを取得し、取得したデータに基づき被検査物Pの搬送距離や搬送速度を把握する。また、コントローラ30は、振分装置40に対して後述する振分情報を送信するために、振分装置40のコントローラ50と、インターネット等の通信回線90により接続されている。
コントローラ30は、後述する振分装置40のコントローラ50に、後述する振分情報を送信する振分情報送信部31を有する(図4参照)。また、コントローラ30は、記憶部32および制御部33を有する(図4参照)。制御部33は、主にCPUにより構成され、記憶部32に記憶されたプログラムを実行することで、X線画像の生成や、生成したX線画像に基づいた被検査物Pの重量推定およびランク判定等を行う。また、制御部33は、X線照射器22やラインセンサ23等の、X線検査装置20の各構成の動作を制御する。記憶部32には、制御部33により実行されるプログラムの他、重量推定やランク検査等に用いられる各種検査パラメータが記憶される。例えば、記憶部32には、X線画像の濃淡値を重量値に変換するための重量変換テーブルや、重量に応じて被検査物Pのランクを判定するための閾値や、被検査物Pにエアーを噴射する時間を決定するため噴射時間テーブルが記憶されている。
(2−2−5−1)振分情報送信部
振分情報送信部31は、振分装置40のコントローラ50に振分情報を送信する。振分情報は、後述する振分装置40の振分機構41を動作させ、搬送装置10により搬送される被検査物Pを、図示しない3つのコンベアに振り分けるために使用される情報である。
振分情報送信部31は、振分装置40のコントローラ50に振分情報を送信する。振分情報は、後述する振分装置40の振分機構41を動作させ、搬送装置10により搬送される被検査物Pを、図示しない3つのコンベアに振り分けるために使用される情報である。
振分情報には、被検査物Pのランクに関する情報と、振分機構41が被検査物Pを振り分ける基準位置Fに関する情報と、被検査物Pに対するエアーの噴射時間に関する情報と、を含む。
被検査物Pのランクは、後述する制御部33のランク判定部33cにより、被検査物Pの重量に基づいて判定される。振分情報としての被検査物Pのランクに関する情報に基づいて、後述する振分機構41の第1〜第3エアー振分機構41a,41b,41cのいずれを動作させて、その被検査物Pを振り分けるかが決定される。
基準位置Fは、振分機構41が被検査物Pに力を作用させる位置である。基準位置Fは、後述する制御部33の基準位置決定部33eにより決定される。基準位置Fに関する情報は、被検査物Pの搬送方向Dにおける下流側の端部Eから基準位置Fまでの、搬送方向Dにおける距離Lに関する情報である(図6参照)。
噴射時間は、被検査物Pに対して、振分機構41がエアーを何秒間噴射するかに関する情報である。噴射時間は、後述する制御部33の噴射時間決定部33dにより決定される。
(2−2−5−2)記憶部
記憶部32は、制御部33に実行させる各種プログラムや検査パラメータを記憶する。記憶部32は、主として、X線画像記憶領域32a、重量変換情報記憶領域32b、ランク閾値記憶領域32c、噴射時間情報記憶領域32dを有する(図4参照)。
記憶部32は、制御部33に実行させる各種プログラムや検査パラメータを記憶する。記憶部32は、主として、X線画像記憶領域32a、重量変換情報記憶領域32b、ランク閾値記憶領域32c、噴射時間情報記憶領域32dを有する(図4参照)。
(2−2−5−2−1)X線画像記憶領域
X線画像記憶領域32aには、後述するX線画像生成部33aによって生成された被検査物PのX線画像が記憶される。
X線画像記憶領域32aには、後述するX線画像生成部33aによって生成された被検査物PのX線画像が記憶される。
(2−2−5−2−2)重量変換情報記憶領域
重量変換情報記憶領域32bは、後述する重量推定部33bが被検査物Pの重量推定の際に用いる、重量変換テーブルが記憶されている。重量変換テーブルは、画素の濃淡値(濃淡レベル)と、その濃淡値の画素に対応する重量値とを一対一で対応付ける情報である。なお、画素の濃淡値が所定の閾値より大きい(画素が明るい)場合には、X線が被検査物Pを透過せずにラインセンサ23に到達していると考えられることから、重量変換テーブルでは、閾値より大きい濃淡値については、重量値は0と設定されている。
重量変換情報記憶領域32bは、後述する重量推定部33bが被検査物Pの重量推定の際に用いる、重量変換テーブルが記憶されている。重量変換テーブルは、画素の濃淡値(濃淡レベル)と、その濃淡値の画素に対応する重量値とを一対一で対応付ける情報である。なお、画素の濃淡値が所定の閾値より大きい(画素が明るい)場合には、X線が被検査物Pを透過せずにラインセンサ23に到達していると考えられることから、重量変換テーブルでは、閾値より大きい濃淡値については、重量値は0と設定されている。
例えば、重量変換テーブルは、予め重量変換情報記憶領域32bに記憶されている情報である。また例えば、重量変換テーブルは、タッチパネル機能を有するモニタ25等を介して外部から入力される情報であってもよい。また例えば、重量変換テーブルは、試運転時等に、厚みや重量等が既知のサンプルについてX線画像を生成し、生成されたX線画像の画素の濃淡値と、既知の情報(厚みや重量等)とに基づいて生成されてもよい。
(2−2−5−2−3)ランク閾値記憶領域
ランク閾値記憶領域32cには、後述するランク判定部33cが用いる、被検査物のランクを判定するための閾値が記憶されている。ここでは、閾値Q1,Q2(<Q1)が、ランク閾値記憶領域32cに記憶されている。
ランク閾値記憶領域32cには、後述するランク判定部33cが用いる、被検査物のランクを判定するための閾値が記憶されている。ここでは、閾値Q1,Q2(<Q1)が、ランク閾値記憶領域32cに記憶されている。
例えば、閾値Q1,Q2は、予めランク閾値記憶領域32cに記憶されている情報である。また例えば、閾値Q1,Q2は、タッチパネル機能を有するモニタ25等を介して外部から入力される情報であってもよい。
(2−2−5−2−4)噴射時間情報記憶領域
噴射時間情報記憶領域32dには、後述する噴射時間決定部33dが、被検査物Pに対する振分機構41(第1〜第3エアー振分機構41a,41b,41c)のエアーの噴射時間を決定する際に用いる噴射時間決定テーブルが記憶されている。噴射時間決定テーブルは、複数の重量範囲と、その重量範囲に対応するエアーの噴射時間とを一対一で対応付ける情報である。
噴射時間情報記憶領域32dには、後述する噴射時間決定部33dが、被検査物Pに対する振分機構41(第1〜第3エアー振分機構41a,41b,41c)のエアーの噴射時間を決定する際に用いる噴射時間決定テーブルが記憶されている。噴射時間決定テーブルは、複数の重量範囲と、その重量範囲に対応するエアーの噴射時間とを一対一で対応付ける情報である。
例えば、噴射時間決定テーブルは、予め噴射時間情報記憶領域32dに記憶されている情報である。また例えば、噴射時間決定テーブルは、タッチパネル機能を有するモニタ25等を介して外部から入力される情報であってもよい。
(2−2−5−3)制御部
制御部33は、記憶部32に記憶されたプログラムを実行することにより、主に、X線画像生成部33a、重量推定部33b、ランク判定部33c、噴射時間決定部33d、基準位置決定部33e、として機能する。
制御部33は、記憶部32に記憶されたプログラムを実行することにより、主に、X線画像生成部33a、重量推定部33b、ランク判定部33c、噴射時間決定部33d、基準位置決定部33e、として機能する。
(2−2−5−3−1)X線画像生成部
X線画像生成部33aおよびラインセンサ23は、搬送装置10により搬送される被検査物Pを撮像し、被検査物PのX線画像を、被検査物Pの撮像画像として取得する撮像機構として機能する。
X線画像生成部33aおよびラインセンサ23は、搬送装置10により搬送される被検査物Pを撮像し、被検査物PのX線画像を、被検査物Pの撮像画像として取得する撮像機構として機能する。
X線画像生成部33aは、ラインセンサ23によって検出されたX線の強度に基づいてX線画像を作成する。言い換えれば、X線画像生成部33aは、ラインセンサ23のX線検出素子23aが検出したX線透過量(X線の強度)に基づいて出力するX線透過信号に基づいて、撮像画像としてのX線画像を生成する。
具体的には、X線画像生成部33aは、扇状のX線の照射範囲Y(図3参照)を被検査物Pが通過する時、ラインセンサ23の各X線検出素子23aから出力されるX線透過信号を細かい時間間隔で取得する。なお、被検査物Pが扇状のX線の照射範囲Yを通過するタイミングは、ラインセンサ23からの信号により判断される。すなわち、ラインセンサ23が出力する信号により照射範囲Yにおける被検査物Pの有無が判断される。
X線画像生成部33aは、取得したX線透過信号に基づいてX線画像を生成する。具体的には、X線画像生成部33aは、ラインセンサ23の各X線検出素子23aから得られるX線の明るさに関する細かい時間間隔毎のデータをマトリクス状に時系列につなぎ合わせることにより、被検査物Pを対象とするX線画像を生成する。生成されたX線画像は、X線画像記憶領域32aに記憶される。
(2−2−5−3−2)重量推定部
重量推定部33bは、被検査物PのX線画像に基づいて、その被検査物Pの重量を推定する。
重量推定部33bは、被検査物PのX線画像に基づいて、その被検査物Pの重量を推定する。
重量推定部33bは、X線画像記憶領域32aに記憶された被検査物PのX線画像に基づき、X線画像の濃淡値に関する情報を作成する。具体的には、重量推定部33bは、X線画像を構成する全画素を所定幅の濃淡値(階調)に分類し、各濃淡値を有する画素数をカウントする。これにより、濃淡値毎の画素数を示すヒストグラムを作成する。次に、重量推定部33bは、重量変換情報記憶領域32bに記憶された重量変換テーブルを用いて、ヒストグラムに含まれる全ての濃淡値を重量値に読み替える。そして、重量推定部33bは、ヒストグラムに含まれる濃淡値ついて、その濃淡値に対応する重量値と、ヒストグラムが示す、その濃淡値の画素数との積を算出する。重量推定部33bは、ヒストグラムに含まれる全ての濃淡値について積を算出し、これらを足し合わせることで、被検査物Pの重量を推定する(推定重量を算出する)。
(2−2−5−3−3)ランク判定部
ランク判定部33cは、重量推定部33bが算出した被検査物Pの推定重量に基づいて、その被検査物Pのランクを判定する。具体的には、ランク判定部33cは、ランク閾値記憶領域32cに記憶された閾値Q1,Q2を用いて、推定重量が、閾値Q1以下であれば第1ランク、閾値Q1より大きく閾値Q2以下であれば第2ランク、閾値Q2より大きければ第3ランクと、被検査物Pのランクを判定する。
ランク判定部33cは、重量推定部33bが算出した被検査物Pの推定重量に基づいて、その被検査物Pのランクを判定する。具体的には、ランク判定部33cは、ランク閾値記憶領域32cに記憶された閾値Q1,Q2を用いて、推定重量が、閾値Q1以下であれば第1ランク、閾値Q1より大きく閾値Q2以下であれば第2ランク、閾値Q2より大きければ第3ランクと、被検査物Pのランクを判定する。
ランク判定部33cにより判定された被検査物Pのランクは、振分情報送信部31により、振分情報の一部として振分装置40のコントローラ50に送信される。
(2−2−5−3−4)噴射時間決定部
噴射時間決定部33dは、重量推定部33bが算出した被検査物Pの推定重量に基づいて、その被検査物Pに対する振分機構41(第1〜第3エアー振分機構41a,41b,41c)のエアーの噴射時間を決定する。具体的には、噴射時間決定部33dは、噴射時間情報記憶領域32dに記憶された噴射時間決定テーブルを用いて、被検査物Pの推定重量が、噴射時間決定テーブルの複数の重量範囲のいずれの中に含まれるかを判定し、判定した重量範囲に対応する噴射時間を、被検査物Pに対するエアーの噴射時間と決定する。
噴射時間決定部33dは、重量推定部33bが算出した被検査物Pの推定重量に基づいて、その被検査物Pに対する振分機構41(第1〜第3エアー振分機構41a,41b,41c)のエアーの噴射時間を決定する。具体的には、噴射時間決定部33dは、噴射時間情報記憶領域32dに記憶された噴射時間決定テーブルを用いて、被検査物Pの推定重量が、噴射時間決定テーブルの複数の重量範囲のいずれの中に含まれるかを判定し、判定した重量範囲に対応する噴射時間を、被検査物Pに対するエアーの噴射時間と決定する。
なお、噴射時間決定部33dにより決定された被検査物Pに対するエアーの噴射時間は、振分情報送信部31により、振分情報の一部として振分装置40のコントローラ50に送信される。
(2−2−5−3−5)基準位置決定部
基準位置決定部33eは、決定部の一例である。基準位置決定部33eは、X線画像から被検査物Pの外形を抽出し、被検査物Pの外形に基づいて、振分機構41が被検査物Pを振り分ける基準位置Fを決定する。具体的には、基準位置決定部33eは、被検査物Pの外形に基づいて被検査物Pの重心Gを算出し、振分機構41(第1〜第3エアー振分機構41a,41b,41c)が被検査物Pの重心Gに向かって力を及ぼすように、振分機構41が被検査物Pを振り分ける基準位置Fを決定する。
基準位置決定部33eは、決定部の一例である。基準位置決定部33eは、X線画像から被検査物Pの外形を抽出し、被検査物Pの外形に基づいて、振分機構41が被検査物Pを振り分ける基準位置Fを決定する。具体的には、基準位置決定部33eは、被検査物Pの外形に基づいて被検査物Pの重心Gを算出し、振分機構41(第1〜第3エアー振分機構41a,41b,41c)が被検査物Pの重心Gに向かって力を及ぼすように、振分機構41が被検査物Pを振り分ける基準位置Fを決定する。
具体的には、基準位置決定部33eは、まず以下のようにして、被検査物Pの重心Gの位置、より具体的には、被検査物Pをコンベアベルト11の搬送面に投影した時の被検査物Pの重心Gの位置を決定する。
初めに、基準位置決定部33eは、X線画像記憶領域32aに記憶された被検査物PのX線画像において、被検査物Pの搬送方向DをX軸方向、被検査物Pの搬送方向と直交する方向(コンベアベルト11の幅方向)をY軸方向とする座標系を設定する(図6参照)。座標系の原点の位置は任意に定められればよい。基準位置決定部33eは、その座標系における各画素の座標を特定する。ここでは、図6の点線で囲まれた位置に被検査物Pを撮像した画像が存在するものとする。X線画像の各画素は上記のように濃淡値を有しており、その濃淡値は重量変換情報記憶領域32bの重量変換テーブルを用いて重量値に読み替えることができる。ここでは、被検査物PのX線画像がN個の画素Ck(k=1〜N)からなるものとし、各画素Ckの座標が(Xk,Yk)で表され、その画素Ckの濃淡値に対応する重量値がmkと表されるとする。基準位置決定部33eは、被検査物Pをコンベアベルト11の搬送面に投影した時の被検査物Pの重心Gの座標(Xg,Yg)を、以下の数式1および数式2により算出する。なお、数式1および数式2中の、Mは、重量推定部33bにより算出されるその被検査物Pの推定重量である。

基準位置決定部33eは、このようにして、図形の外形だけではなく、各画素の重量も考慮した、重心(質量中心)を決定する。
さらに、基準位置決定部33eは、決定された重心Gに向かって、振分機構41(第1〜第3エアー振分機構41a,41b,41c)が被検査物Pに力を及ぼすように、被検査物Pを振り分ける基準位置Fを決定する。ここでは、第1〜第3エアー振分機構41a,41b,41cは、後述するように搬送装置10の搬送方向に直交する向きにエアーを噴出する。つまり、第1〜第3エアー振分機構41a,41b,41cは、基準位置決定部33eが設定した座標系で、Y軸方向に沿った方向に、特に、ここでは図6における下方から、被検査物Pに力を作用させる。そのため、図6のように重心Gから下方に直線を下ろし、その直線が被検査物Pに対応する画素(重量値を有する画素)と交わる位置が、被検査物Pの基準位置Fと決定される。
また、基準位置決定部33eは、振分情報送信部31が振分装置40のコントローラ50に送信する基準位置Fに関する情報を生成する。具体的には、基準位置決定部33eは、搬送装置10の搬送方向Dにおける被検査物Pの最下流側の端部Eから、基準位置Fまでの、搬送方向Dにおける距離Lを基準位置Fに関する情報として生成する。基準位置決定部33eは、座標を設定した被検査物PのX線画像の、画素の濃淡値から被検査物Pが存在すると判定される画素の中でX座標の値が最も小さい画素の座標と、重心Gの座標と、に基づいて、距離Lを算出する。
基準位置決定部33eにより生成された基準位置Fに関する情報(距離L)は、振分情報送信部31により、振分情報の一部として、振分装置40のコントローラ50に送信される。
(2−3)振分装置
振分装置40は、X線検査装置20でのランク検査の結果に基づいて、被検査物Pの振り分けを行う。具体的には、振分装置40は、X線検査装置20のランク検査の結果に基づいて、被検査物Pを図示しない3つのコンベアにランク別に振り分ける。
振分装置40は、X線検査装置20でのランク検査の結果に基づいて、被検査物Pの振り分けを行う。具体的には、振分装置40は、X線検査装置20のランク検査の結果に基づいて、被検査物Pを図示しない3つのコンベアにランク別に振り分ける。
振分装置40は、振分機構41(図1参照)と、光電センサ43(図1参照)と、コントローラ50(図4参照)と、を主に有する。
(2−3−1)振分機構
振分機構41は、搬送装置10により搬送される被検査物Pを振り分ける。
振分機構41は、搬送装置10により搬送される被検査物Pを振り分ける。
振分機構41は、第1〜第3エアー振分機構41a,41b,41cを有する(図1参照)。第1〜第3エアー振分機構41a,41b,41cは、コンベアベルト11上を搬送されてくる被検査物Pにエアーを噴射することで力を作用させて動かすことで、被検査物Pを振り分ける。第1〜第3エアー振分機構41a,41b,41cの動作は、コントローラ50の振分機構制御部53により、それぞれ他のエアー振分機構41a,41b,41cの動作とは独立して制御される。特に、ここでは、第1〜第3エアー振分機構41a,41b,41cは、X線検査装置20のランク検査の結果に基づいて、被検査物Pをランク別に振り分ける。
第1エアー振分機構41aは、第1ノズル42a(図1参照)と、第1ノズル42aにエアー(高圧空気)を供給するエアー経路を開閉する電磁弁(図示せず)と、を有する。第2エアー振分機構41bは、第2ノズル42b(図1参照)と、第2ノズル42bにエアーを供給するエアー経路を開閉する電磁弁(図示せず)と、を有する。第3エアー振分機構41cは、第3ノズル42c(図1参照)と、第3ノズル42cにエアーを供給するエアー経路を開閉する電磁弁(図示せず)と、を有する。
第1〜第3ノズル42a,42b,42cは、搬送装置10のコンベアベルト11の搬送面の斜め上方に取り付けられている。第1〜第3ノズル42a,42b,42cは、平面視において、搬送装置10の搬送方向Dと交差する方向、特には搬送方向Dと直交する方向に高圧のエアーを噴射するように取り付けられている。第1〜第3ノズル42a,42b,42cは、搬送装置10の搬送方向Dの上流側から下流側に向かって、この順番に設置されている(図1参照)。第1〜第3ノズル42a,42b,42cは、後述する光電センサ43の検知位置から、搬送装置10の搬送方向Dに、それぞれ、距離B1、距離B2、距離B3離れている(図1参照)。振分機構制御部53からの指令により第1エアー振分機構41a、第2エアー振分機構41b、又は第3エアー振分機構41cの電磁弁が開かれると、それぞれ、第1ノズル42a、第2ノズル42b、第3ノズル42cから高圧のエアーが吹き出す。コンベアベルト11上の被検査物Pにエアーが吹き付けられることで、被検査物Pのエアーが吹きつけられた位置に力が作用し、コンベアベルト11の下方に配置された、各エアー振分機構41a,41b,41cに対応する図示しないコンベアに、被検査物Pが振り分けられる。
(2−3−2)光電センサ
光電センサ43は、第1〜第3エアー振分機構41a,41b,41cの第1〜第3ノズル42a,42b,42cの、搬送装置10の搬送方向Dにおける上流側に配置されている(図1参照)。光電センサ43は、コンベアベルト11を挟んで配置される一対の投光器43aおよび受光器43bから構成されている(図1参照)。光電センサ43が被検査物Pを検知したか否か、言い換えれば、投光器43aが発した光を受光器43bが検出したか否かは、連続的にコントローラ50に送信される。
光電センサ43は、第1〜第3エアー振分機構41a,41b,41cの第1〜第3ノズル42a,42b,42cの、搬送装置10の搬送方向Dにおける上流側に配置されている(図1参照)。光電センサ43は、コンベアベルト11を挟んで配置される一対の投光器43aおよび受光器43bから構成されている(図1参照)。光電センサ43が被検査物Pを検知したか否か、言い換えれば、投光器43aが発した光を受光器43bが検出したか否かは、連続的にコントローラ50に送信される。
(2−3−3)コントローラ
コントローラ50は、振分装置40の各部を制御するコンピュータである。コントローラ50は、演算や制御を行うCPUや、情報を記憶するROM、RAM、およびハードディスク等を有する。
コントローラ50は、振分装置40の各部を制御するコンピュータである。コントローラ50は、演算や制御を行うCPUや、情報を記憶するROM、RAM、およびハードディスク等を有する。
コントローラ50は、X線検査装置20のコントローラ30と通信回線90により接続されている(図4参照)。コントローラ50は、X線検査装置20のコントローラ30が送信する振分情報を受信する振分情報受信部51を有する(図4参照)。また、コントローラ50は、記憶部52および振分機構制御部53を有する(図4参照)。振分機構制御部53は、主にCPUにより構成され、記憶部52に記憶されたプログラムを実行して、第1〜第3エアー振分機構41a,41b,41cに被検査物Pを振り分ける振分動作を実行させる。記憶部52は、振分機構制御部53が実行するプログラムの他、各種情報を記憶する。
コントローラ50は、第1〜第3エアー振分機構41a,41b,41c、光電センサ43と電気的に接続されている。また、コントローラ50は、搬送装置10のエンコーダ13とも電気的に接続されている(図4参照)。コントローラ50は、エンコーダ13からコンベアモータ12の回転数に関するデータを取得し、取得したデータに基づき被検査物Pの搬送距離や搬送速度を把握する。
(2−3−3−1)振分情報受信部
振分情報受信部51は、X線検査装置20のコントローラ30の振分情報送信部31が送信する、被検査物Pの振分情報を受信する。
振分情報受信部51は、X線検査装置20のコントローラ30の振分情報送信部31が送信する、被検査物Pの振分情報を受信する。
振分情報には、被検査物Pのランクに関する情報と、振分機構41がその被検査物Pを振り分ける基準位置Fに関する情報と、その被検査物Pに振分機構41がエアーを噴射する噴射時間に関する情報と、を含む。各情報が、振分機構41の動作の制御にどのように利用されるかについては後述する。
(2−3−3−2)記憶部
記憶部52は、振分機構制御部53が実行するプログラムの他、各種情報を記憶する。記憶部52には、振分情報記憶領域52aと、ノズル位置記憶領域52bとを含む。
記憶部52は、振分機構制御部53が実行するプログラムの他、各種情報を記憶する。記憶部52には、振分情報記憶領域52aと、ノズル位置記憶領域52bとを含む。
(2−3−3−2−1)振分情報記憶領域
振分情報記憶領域52aは、振分情報受信部51が受信した振分情報を記憶する。振分情報受信部51が振分情報を受信すると、受信した振分情報が、振分情報記憶領域52aに書き込まれる。
振分情報記憶領域52aは、振分情報受信部51が受信した振分情報を記憶する。振分情報受信部51が振分情報を受信すると、受信した振分情報が、振分情報記憶領域52aに書き込まれる。
(2−3−3−2−2)ノズル位置記憶領域
ノズル位置記憶領域52bには、搬送装置10の搬送方向Dにおける、光電センサ43の検知位置と、第1〜第3ノズル42a,42b,42cとの距離B1,B2,B3(図1参照)が記憶されている。距離B1,B2,B3の値は、予めノズル位置記憶領域52bに記憶されていてもよいし、図示しない入力装置等を介して外部から書き込まれてもよい。
ノズル位置記憶領域52bには、搬送装置10の搬送方向Dにおける、光電センサ43の検知位置と、第1〜第3ノズル42a,42b,42cとの距離B1,B2,B3(図1参照)が記憶されている。距離B1,B2,B3の値は、予めノズル位置記憶領域52bに記憶されていてもよいし、図示しない入力装置等を介して外部から書き込まれてもよい。
(2−3−3−3)振分機構制御部
振分機構制御部53は、振分情報記憶領域52aに記憶された振分情報に基づいて、振分機構41が被検査物Pの基準位置Fに力を作用させるよう、振分機構41を制御する。
振分機構制御部53は、振分情報記憶領域52aに記憶された振分情報に基づいて、振分機構41が被検査物Pの基準位置Fに力を作用させるよう、振分機構41を制御する。
振分機構制御部53は、光電センサ43の検知結果により、被検査物Pが投光器43aと受光器43bとの間の光電センサ43の検知位置を通過したタイミングを把握する。そして、振分機構制御部53は、光電センサ43の検知位置を被検査物Pが通過し始めたことを検知すると、振分情報記憶領域52aに記憶された振分情報のうち、最も古い(最先に振分情報記憶領域52aに書き込まれた)振分情報に基づいて、第1〜第3エアー振分機構41a,41b,41cのいずれかにエアーの噴射を指示する。
振分機構制御部53が、振分情報に基づいて、どのように第1〜第3エアー振分機構41a,41b,41cを制御するかを説明する。
各振分情報には、上記のように、ランクに関する情報と、基準位置Fに関する情報と、噴射時間に関する情報と、が含まれている。
まず、振分機構制御部53は、ランクに関する情報を用いて、第1〜第3エアー振分機構41a,41b,41cのいずれにエアーを噴射させるのかを決定する。振分機構制御部53は、例えば、被検査物Pのランクが第1ランクであれば第1エアー振分機構41aを、被検査物Pのランクが第2ランクであれば第2エアー振分機構41bを、被検査物Pのランクが第3ランクであれば第3エアー振分機構41cを、制御対象と決定する。
次に、振分機構制御部53は、基準位置Fに関する情報に基づいて、どのタイミングで、制御対象となるエアー振分機構41a,41b,41cのノズル42a,42b,42cの前を被検査物Pの基準位置Fが通過するかを算出する。具体的には、振分機構制御部53は、被検査物Pを振り分ける基準位置Fに関する情報と、ノズル位置記憶領域52bに記憶されている光電センサ43の検知位置から第1〜第3ノズル42a,42b,42cまでの搬送装置10の搬送方向Dにおける距離の情報と、エンコーダ13から送信されるデータに基づく搬送装置10の搬送速度Vと、に基づき、制御対象となるエアー振分機構41a,41b,41cのノズル42a,42b,42cの前を被検査物Pの基準位置Fが通過するタイミングを算出する。なお、被検査物Pを振り分ける基準位置Fに関する情報は、前述のように、搬送装置10の搬送方向の下流側の端部Eから被検査物Pの重心Gまでの、搬送方向における距離Lである。
具体例を上げて説明する。例えば第1ノズル42aが制御対象であると仮定する。この場合、振分機構制御部53は、この距離Lと、光電センサ43の検知位置から第1ノズル42aまでの距離B1と、搬送速度Vとを用いて、光電センサ43の検知位置を被検査物Pが通過し始めてから、(B1+L)/Vだけ時間が経過した後に、振分対象の被検査物Pの基準位置Fが第1ノズル42aの前を通過することを算出する。
次に、振分機構制御部53は、噴射時間に関する情報に基づいて、制御対象となるエアー振分機構41a,41b,41cが、エアーの噴射を開始するタイミングと、エアーの噴射を停止するタイミングと、を決定する。ここでは、振分機構制御部53は、エアーの噴射時間の半分が経過した時点で、制御対象のエアー振分機構41a,41b,41cのノズル42a,42b,42cの前を、被検査物Pの基準位置Fが通過するよう、制御対象のエアー振分機構41a,41b,41cの噴射開始および噴射停止のタイミングを決定する。
具体例を上げて説明する。例えば第1ノズル42aが制御対象であり、振分時間に含まれていた噴射時間がTであると仮定する。この場合、振分機構制御部53は、第1エアー振分機構41aが、光電センサ43の検知位置を被検査物Pが通過し始めてから、{(B1+L)/V−T/2}だけ時間が経過した時点でエアーの噴射を開始し、{(B1+L)/V+T/2}だけ時間が経過した時点でエアーの噴射を停止すると決定する。
振分機構制御部53は、制御対象のエアー振分機構41a,41b,41cと、エアーの噴射開始および噴射停止のタイミングと、が決定されると、決定されたタイミングでエアーの噴射を開始/中止するよう、制御対象のエアー振分機構41a,41b,41cに対する制御指令を生成する。
なお、このようにして制御指令が生成されると、制御指令の生成のために利用された振分情報は、振分情報記憶領域52aから消去される。
(3)検査振分システムの動作
(3−1)X線検査装置の動作
以下、図7を参照して、X線検査装置20の動作を説明する。
(3−1)X線検査装置の動作
以下、図7を参照して、X線検査装置20の動作を説明する。
まず、ステップS1では、ラインセンサ23のX線透過信号の出力に基づいて、X線の照射範囲Yを被検査物Pが通過し始めたか否かが判断される。ラインセンサ23がX線の照射範囲Yにおける被検査物Pの存在を検知すると、ステップS2に進む。ステップS1は、X線の照射範囲Yにおける被検査物Pの存在が検知されるまで繰り返される。
ステップS2では、X線画像生成部33aが、ラインセンサ23によって検出されたX線のX線透過量に基づいて(X線検出素子23aが出力するX線透過信号に基づいて)X線画像を作成する。X線画像生成部33aによって生成されたX線画像は、X線画像記憶領域32aに記憶される。
次に、ステップS3では、重量推定部33bが、X線画像記憶領域32aに記憶された被検査物PのX線画像に基づいて、被検査物Pの重量を推定する。具体的には、重量推定部33bは、X線画像について濃淡値毎の画素数を示すヒストグラムを作成し、重量変換情報記憶領域32bの重量変換テーブルを用いて、ヒストグラムに含まれる全ての濃淡値について、濃淡値に対応する重量値と、ヒストグラムが示す、その濃淡値の画素数と、の積を算出する。重量推定部33bは、ヒストグラムに含まれる全ての濃淡値について、算出された積の値を足し合わせることで、被検査物Pの重量を推定する。
次に、ステップS4では、ランク判定部33cが、ステップS3で推定された被検査物Pの重量に基づいて、被検査物Pのランクを判定する。具体的には、ランク判定部33cは、被検査物Pの推定重量と、ランク閾値記憶領域32cに記憶された閾値Q1,Q2とを比較することで、被検査物Pのランクを判定する。
次に、ステップS5では、噴射時間決定部33dが、ステップS3で推定された被検査物Pの重量に基づいて、その被検査物Pに対する振分機構41のエアーの噴射時間を決定する。具体的には、噴射時間決定部33dは、噴射時間情報記憶領域32dに記憶された噴射時間決定テーブルを用いて、推定重量に対応する噴射時間を、被検査物Pに対するエアーの噴射時間と決定する。
次に、ステップS6では、基準位置決定部33eは、振分機構41が被検査物Pを振り分ける基準位置Fに関する情報を生成する。具体的には、基準位置決定部33eは、X線画像に、搬送装置10の搬送方向DをX軸方向、搬送方向Dと直交する方向をY軸方向とする座標系を設定し、X線画像の各画素の、座標および濃淡値の情報と、ステップS3で推定された被検査物の重量と、に基づいて、被検査物Pをコンベアベルト11の搬送面に投影した時の被検査物Pの重心Gの座標(Xg,Yg)を算出する。基準位置決定部33eは、更に重心Gの座標を用いて、基準位置Fを決定する。さらに、基準位置決定部33eは、搬送方向Dにおける最下流側の被検査物Pの端部Eから基準位置Fまでの、搬送方向Dにおける距離Lを、被検査物Pの基準位置Fに関する情報として算出する。
次に、ステップS7では、ステップS4からステップS6で算出された、被検査物Pのランク、被検査物Pに対するエアーの噴射時間、および基準位置Fに関する情報を含む振分情報を、振分情報送信部31が振分装置40のコントローラ50に送信する。その後、ステップS1に戻る。
なお、以上の処理では、ステップS4、ステップS5、ステップS6の処理がこの順番で実施されたが、これに限定されるものではなく、他の順番で実行されてもよい。また、ステップS4、ステップS5、ステップS6の処理は、いずれか2つのステップ、あるいは、全てのステップが、並列で実行されてもよい。
(3−2)振分装置の動作
以下、図8を参照して、振分装置40の動作を説明する。
以下、図8を参照して、振分装置40の動作を説明する。
まず、ステップS11では、光電センサ43の検知結果により、被検査物Pが光電センサ43の検知位置を通過し始めたか否かが判断される。被検査物Pが光電センサ43の検知位置を通過し始めたと判断されると、ステップS12に進む。ステップS11は、被検査物Pが光電センサ43の検知位置を通過し始めたと判断されるまで繰り返される。
ステップS12では、振分機構制御部53が、振分情報記憶領域52aに記憶された最先の振分情報に基づいて、第1〜第3エアー振分機構41a,41b,41cのいずれを制御対象とするか(第1〜第3エアー振分機構41a,41b,41cのいずれからエアーを噴射させるか)を決定する。具体的には、振分機構制御部53が、振分情報に含まれる被検査物Pのランクに基づいて、いずれのエアー振分機構41a,41b,41cを制御対象とするかを決定する。
次に、ステップS13では、振分機構制御部53が、制御対象となるエアー振分機構41a,41b,41cのノズル42a,42b,42cの前を基準位置Fが通過するタイミングを算出する。具体的には、振分機構制御部53は、振分情報記憶領域52aに記憶された最先の振分情報に含まれる基準位置Fに関する情報と、ノズル位置記憶領域52bに記憶された制御対象のエアー振分機構41a,41b,41cのノズル位置に関する情報と、搬送装置10のエンコーダ13が送信するデータに基づく搬送装置10の搬送速度と、に基づき、制御対象となるエアー振分機構41a,41b,41cのノズル42a,42b,42cの前を基準位置Fが通過するタイミングを算出する。
次にステップS14では、振分機構制御部53は、制御対象のエアー振分機構41a,41b,41cのエアーの噴射開始タイミングと、噴射停止タイミングとを決定する。具体的には、振分機構制御部53は、ステップS13で算出された制御対象となるエアー振分機構41a,41b,41cのノズル42a,42b,42cの前を基準位置Fが通過するタイミングと、振分情報記憶領域52aに記憶された最先の振分情報に含まれる被検査物Pに対する噴射時間と、に基づいて、制御対象のエアー振分機構41a,41b,41cの噴射開始および噴射停止のタイミングを決定する。
次にステップS15では、振分機構制御部53は、制御対象のエアー振分機構41a,41b,41cが、ステップS14で決定されたエアーの噴射開始および噴射停止のタイミングで動作するよう、制御対象のエアー振分機構41a,41b,41cに対する制御指令を生成する。この時、制御指令を生成するために用いられた、振分情報記憶領域52aに記憶された最先の振分情報は消去される。その後、ステップS11に戻る。
(4)特徴
(4−1)
第1実施形態に係る検査振分システム100は、不定形の被検査物Pを検査し、検査結果に基づいて被検査物Pを振り分ける。検査振分システム100は、搬送機構の一例としての搬送装置10と、撮像機構の一例としてのラインセンサ23およびX線画像生成部33aと、振分機構41と、決定部の一例としての基準位置決定部33eと、振分機構制御部53と、を備える。搬送装置10は、被検査物Pを搬送する。撮像機構に含まれるラインセンサ23は、搬送装置10により搬送される被検査物Pを撮像し、撮像機構に含まれるX線画像生成部33aは被検査物Pの撮像画像(X線画像)を取得する。振分機構41は、被検査物Pを振り分ける。基準位置決定部33eは、X線画像から被検査物Pの外形を抽出し、被検査物Pの外形に基づいて、振分機構41が被検査物Pを振り分ける基準位置Fを決定する。振分機構制御部53は、振分機構41が、基準位置Fに力を作用させるよう、振分機構41を制御する。
(4−1)
第1実施形態に係る検査振分システム100は、不定形の被検査物Pを検査し、検査結果に基づいて被検査物Pを振り分ける。検査振分システム100は、搬送機構の一例としての搬送装置10と、撮像機構の一例としてのラインセンサ23およびX線画像生成部33aと、振分機構41と、決定部の一例としての基準位置決定部33eと、振分機構制御部53と、を備える。搬送装置10は、被検査物Pを搬送する。撮像機構に含まれるラインセンサ23は、搬送装置10により搬送される被検査物Pを撮像し、撮像機構に含まれるX線画像生成部33aは被検査物Pの撮像画像(X線画像)を取得する。振分機構41は、被検査物Pを振り分ける。基準位置決定部33eは、X線画像から被検査物Pの外形を抽出し、被検査物Pの外形に基づいて、振分機構41が被検査物Pを振り分ける基準位置Fを決定する。振分機構制御部53は、振分機構41が、基準位置Fに力を作用させるよう、振分機構41を制御する。
検査振分システム100では、不定形な被検査物Pの撮像画像から抽出された外形に基づいて、振分機構41が被検査物Pに力を作用させる基準位置Fが決定される。そのため、被検査物Pの外形によらず正確に被検査物Pを移動させて振り分けることが容易で、信頼性の高い検査振分システム100を実現できる。
(4−2)
第1実施形態に係る検査振分システム100では、撮像機構の一例としてのラインセンサ23およびX線画像生成部33aは、被検査物PのX線画像を撮像画像として取得する。基準位置決定部33eは、被検査物Pの外形に基づいて被検査物Pの重心Gを算出し、振分機構41が重心Gに向かって力を及ぼすように基準位置Fを決定する。
第1実施形態に係る検査振分システム100では、撮像機構の一例としてのラインセンサ23およびX線画像生成部33aは、被検査物PのX線画像を撮像画像として取得する。基準位置決定部33eは、被検査物Pの外形に基づいて被検査物Pの重心Gを算出し、振分機構41が重心Gに向かって力を及ぼすように基準位置Fを決定する。
検査振分システム100では、振分機構41が被検査物Pの重心Gに向かって力を作用させるため、被検査物Pの外形によらず正確に被検査物Pを振り分けることが容易で、信頼性の高い検査振分システム100を実現できる。
(4−3)
第1実施形態に係る検査振分システム100では、撮像画像(X線画像)に基づいて被検査物Pの重量を推定する重量推定部33bを備える。振分機構41(第1〜第3エアー振分機構41a,41b,41c)は、被検査物Pにエアーを噴射することで、被検査物Pに力を作用させて振り分ける。振分機構制御部53は、重量推定部33bが推定した被検査物Pの重量に基づいて、振分機構41のエアーの噴射時間が調整されるよう、振分機構を更に制御する。
第1実施形態に係る検査振分システム100では、撮像画像(X線画像)に基づいて被検査物Pの重量を推定する重量推定部33bを備える。振分機構41(第1〜第3エアー振分機構41a,41b,41c)は、被検査物Pにエアーを噴射することで、被検査物Pに力を作用させて振り分ける。振分機構制御部53は、重量推定部33bが推定した被検査物Pの重量に基づいて、振分機構41のエアーの噴射時間が調整されるよう、振分機構を更に制御する。
検査振分システム100では、第1〜第3エアー振分機構41a,41b,41cが被検査物Pを振り分ける基準位置Fを決定するのに加え、被検査物Pの重量に基づいてエアーの噴射時間が調整される。そのため、被検査物Pを正確に振り分けることが更に容易であり、信頼性の高い検査振分システム100を実現できる。
(4−4)
第1実施形態に係る検査振分システム100では、被検査物Pは、農産物や水産物等の自然物である。
第1実施形態に係る検査振分システム100では、被検査物Pは、農産物や水産物等の自然物である。
ここでは、被検査物Pが工業製品等とは異なり、自然物であるため、被検査物Pの外形の個体差が一般に大きい。しかし、ここでは、被検査物Pの撮像画像から抽出された外形に基づいて、振分機構41が被検査物Pに力を作用させる部分が調整されるため、自然物であっても被検査物Pを正確に振り分けることが容易である。
(4−5)
第1実施形態に係る検査振分システム100は、検査により被検査物Pのランクを決定する。振分機構41は、ランク別に被検査物Pを振り分ける。
第1実施形態に係る検査振分システム100は、検査により被検査物Pのランクを決定する。振分機構41は、ランク別に被検査物Pを振り分ける。
検査振分システム100では、不定形の被検査物Pをランク選別し、ランクに応じて被検査物Pを正確に振り分けることが容易である。
<第2実施形態>
本発明の第2実施形態に係る検査振分システム200について説明する。
本発明の第2実施形態に係る検査振分システム200について説明する。
(1)全体構成
第2実施形態に係る検査振分システム200も、第1実施形態に係る検査振分システム100と同様に、搬送中の不定形の被検査物P(物品)の検査を行い、検査結果に基づいて被検査物Pを振り分けるシステムである。被検査物Pは自然物であるが、工業製品であってもよい。
第2実施形態に係る検査振分システム200も、第1実施形態に係る検査振分システム100と同様に、搬送中の不定形の被検査物P(物品)の検査を行い、検査結果に基づいて被検査物Pを振り分けるシステムである。被検査物Pは自然物であるが、工業製品であってもよい。
検査振分システム200は、搬送装置10と、近赤外線検査装置220と、振分装置240と、を主に備える(図9参照)。検査振分システム200では、検査装置がX線検査装置ではなく、近赤外線検査装置220である。
近赤外線検査装置220は、搬送装置10により搬送される被検査物Pの撮像画像を取得し、撮像画像から把握される被検査物Pの大きさに応じて被検査物Pを複数のランク(ここでは3段階のランク)に振り分ける。振分装置240は、近赤外線検査装置220の検査結果に基づき、搬送装置10により搬送される被検査物Pをランク別に振り分ける。
(2)詳細構成
検査振分システム200の近赤外線検査装置220および振分装置240について詳細を説明する。搬送装置10は、後述する近赤外線検査装置220の光線照射器222が照射する光線が通過するための隙間Oがコンベアベルト11間に形成されている点を除き第1実施形態に係る搬送装置10と同様であるので、説明は省略する。
検査振分システム200の近赤外線検査装置220および振分装置240について詳細を説明する。搬送装置10は、後述する近赤外線検査装置220の光線照射器222が照射する光線が通過するための隙間Oがコンベアベルト11間に形成されている点を除き第1実施形態に係る搬送装置10と同様であるので、説明は省略する。
(2−1)近赤外線検査装置
近赤外線検査装置220は、搬送装置10により連続的に搬送される被検査物Pを撮像し、被検査物Pの撮像画像に基づき、被検査物Pのサイズに応じて3段階のランクに区分する。また、近赤外線検査装置220は、後述する振分装置240の振分機構41が被検査物Pを振り分ける基準位置F’を決定し、基準位置F’に関する情報を振分装置240のコントローラ250に送信する。基準位置F’は、振分装置240の振分機構41が被検査物Pに力を作用させる位置である。
近赤外線検査装置220は、搬送装置10により連続的に搬送される被検査物Pを撮像し、被検査物Pの撮像画像に基づき、被検査物Pのサイズに応じて3段階のランクに区分する。また、近赤外線検査装置220は、後述する振分装置240の振分機構41が被検査物Pを振り分ける基準位置F’を決定し、基準位置F’に関する情報を振分装置240のコントローラ250に送信する。基準位置F’は、振分装置240の振分機構41が被検査物Pに力を作用させる位置である。
近赤外線検査装置220は、光線照射器222(図10参照)と、カメラ223(図10参照)と、モニタ225(図9参照)と、コントローラ230(図11参照)と、を主に有する。
(2−1−1)光線照射器
光線照射器222は、コンベアベルト11の上方に配置されている(図10参照)。光線照射器222は、近赤外線を照射する複数の図示しないLED(Light Emitting Diode)を有する。LEDは、搬送装置10の搬送方向Dと交差する向き、特にここでは、搬送装置10の搬送方向Dと直交する向きに、一直線に水平配置されている。光線照射器222のLEDは、コンベアベルト11の幅方向全体に、光線が照射されるよう設置されている。
光線照射器222は、コンベアベルト11の上方に配置されている(図10参照)。光線照射器222は、近赤外線を照射する複数の図示しないLED(Light Emitting Diode)を有する。LEDは、搬送装置10の搬送方向Dと交差する向き、特にここでは、搬送装置10の搬送方向Dと直交する向きに、一直線に水平配置されている。光線照射器222のLEDは、コンベアベルト11の幅方向全体に、光線が照射されるよう設置されている。
光線照射器222は、照射する光線が、分割された2つのコンベアベルト11間の隙間Oを通過するように配置されている(図10参照)。具体的には、光線照射器222のLEDは、コンベアベルト11間の隙間Oの直上に、光線が下方に照射されるように配置されている。
(2−1−2)カメラ
カメラ223は、被検査物Pを透過した光線、特にここでは被検査物Pを透過した近赤外線(波長が700〜2500ナノメートル程度の光線)を検出する、ラインセンサカメラである。
カメラ223は、被検査物Pを透過した光線、特にここでは被検査物Pを透過した近赤外線(波長が700〜2500ナノメートル程度の光線)を検出する、ラインセンサカメラである。
カメラ223は、コンベアベルト11の搬送面の下方に配置されている(図10参照)。また、カメラ223は、被検査物Pを透過し、分割されたコンベアベルト11の隙間Oを通過した近赤外線を検出可能な位置に配置されている。具体的には、カメラ223は、光線照射器222のLED(図示せず)の下方に、カメラ223の検出部が光線照射器222のLEDと対向するように配置されている。
カメラ223は、搬送装置10の搬送方向Dに直交する向きに、コンベアベルト11の幅全体にわたって近赤外線を検出する。カメラ223は、搬送装置10の搬送方向Dに直交する向きに、所定の画素数を割りつけて近赤外線を検出する。つまり、カメラ223は、検出毎に、搬送装置10の搬送方向Dに直交する向きに、コンベアベルト11の幅全体にわたって、所定の画素数に分けて近赤外線透過量(近赤外線の透過量)を検出する。カメラ223は、被検査物Pを透過した近赤外線透過量を検出し、近赤外線透過量に基づく(透過した近赤外線の強度に応じた)透過信号を画素毎に出力する。透過信号は、コントローラ230に送信され、被検査物Pの撮像画像を生成するために用いられる。
なお、生成される撮像画像では、透過信号により、撮像画像の明るさ(濃淡値)が決定される。撮像画像では、近赤外線透過量の多いところが明るい(淡い)画素として表示され、近赤外線透過量が少ないところが暗い(濃い)画素として表示される。すなわち、透過画像の明暗(濃淡)は、近赤外線透過量に対応する。
また、カメラ223は、被検査物Pが分割された2つのコンベアベルト11の隙間の上方を通過するタイミングを検知するためのセンサとしても機能する。具体的には、コンベアベルト11上で搬送される被検査物Pがカメラ223の上方位置(コンベアベルト11の隙間Oの上方位置)に来た時、カメラ223は、所定の閾値以下の電圧を示す透過信号(第1信号)を出力する。一方、被検査物Pがカメラ223の上方位置を通過していない場合には、カメラ223は、所定の閾値を上回る電圧を示す透過信号(第2信号)を出力する。第1信号および第2信号がコントローラ230に入力されることにより、照射範囲Yにおける被検査物Pの有無が検出される。なお、所定の閾値は、被検査物Pの有無を判定するために適切に設定された値である。
(2−1−3)モニタ
モニタ225は、第1実施形態のX線検査装置20のモニタ25と同様であるので、説明は省略する。
モニタ225は、第1実施形態のX線検査装置20のモニタ25と同様であるので、説明は省略する。
(2−1−4)コントローラ
コントローラ230は、近赤外線検査装置220の各部を制御するコンピュータである。コントローラ230は、演算や制御を行うCPUや、情報を記憶するROM、RAM、およびハードディスク等を主に有する。また、コントローラ230は、図示しない表示制御回路、キー入力回路等も備えている。表示制御回路は、モニタ225でのデータ表示を制御する回路である。キー入力回路は、モニタ225のタッチパネルを介してオペレータにより入力されたキー入力データを取り込む回路である。
コントローラ230は、近赤外線検査装置220の各部を制御するコンピュータである。コントローラ230は、演算や制御を行うCPUや、情報を記憶するROM、RAM、およびハードディスク等を主に有する。また、コントローラ230は、図示しない表示制御回路、キー入力回路等も備えている。表示制御回路は、モニタ225でのデータ表示を制御する回路である。キー入力回路は、モニタ225のタッチパネルを介してオペレータにより入力されたキー入力データを取り込む回路である。
コントローラ230は、光線照射器222、カメラ223、およびモニタ225と電気的に接続されている。また、コントローラ230は、搬送装置10のコンベアモータ12およびエンコーダ13とも電気的に接続されている(図4参照)。コントローラ230は、エンコーダ13からコンベアモータ12の回転数に関するデータを取得し、取得したデータに基づき被検査物Pの搬送距離や搬送速度を把握する。また、コントローラ230は、振分装置240に対して後述する振分情報を送信するために、振分装置240のコントローラ250と、インターネット等の通信回線90により接続されている。
コントローラ230は、後述する振分装置240のコントローラ250に、後述する振分情報を送信する振分情報送信部231を有する(図4参照)。また、コントローラ230は、記憶部232および制御部233を有する(図4参照)。制御部233は、主にCPUにより構成され、記憶部232に記憶されたプログラムを実行することで、撮像画像の生成や、生成した撮像画像に基づいた被検査物Pのランクの判定等を行う。また、制御部233は、光線照射器222やカメラ223等の、近赤外線検査装置220の各構成の動作を制御する。記憶部232には、制御部233により実行されるプログラムの他、ランクの検査に用いられる各種検査パラメータが記憶される。例えば、記憶部232には、サイズに応じて被検査物Pのランクを判定するための閾値が記憶されている。
(2−1−4−1)振分情報送信部
振分情報送信部231は、振分装置240のコントローラ250に振分情報を送信する。振分情報は、後述する振分装置240の振分機構41を動作させ、搬送装置10により搬送される被検査物Pを、図示しない3つのコンベアに振り分けるために使用される情報である。
振分情報送信部231は、振分装置240のコントローラ250に振分情報を送信する。振分情報は、後述する振分装置240の振分機構41を動作させ、搬送装置10により搬送される被検査物Pを、図示しない3つのコンベアに振り分けるために使用される情報である。
振分情報には、被検査物Pのランクに関する情報と、振分機構41がその被検査物Pを振り分ける基準位置F’に関する情報とを含む。
被検査物Pのランクは、後述する制御部233のランク判定部233cにより、被検査物Pのサイズに基づいて判定される。振分情報として被検査物Pのランクに関する情報に基づいて、後述する振分機構41の第1〜第3エアー振分機構41a,41b,41cのいずれを動作させて、その被検査物Pを振り分けるかが決定される。
基準位置F’は、振分機構41が被検査物Pに力を作用させる位置である。基準位置F’は、後述する制御部233の基準位置決定部233eにより決定される。基準位置F’に関する情報は、被検査物Pの搬送方向Dにおける下流側の端部Eから基準位置F’までの距離L’に関する情報である(図12参照)。
(2−1−4−2)記憶部
記憶部232は、制御部233に実行させる各種プログラムや検査パラメータを記憶する。記憶部232は、主として、画像記憶領域232aおよびランク閾値記憶領域232cを有する。
記憶部232は、制御部233に実行させる各種プログラムや検査パラメータを記憶する。記憶部232は、主として、画像記憶領域232aおよびランク閾値記憶領域232cを有する。
(2−1−4−2−1)画像記憶領域
画像記憶領域232aには、後述する画像生成部233aによって生成された被検査物Pの撮像画像が記憶される。
画像記憶領域232aには、後述する画像生成部233aによって生成された被検査物Pの撮像画像が記憶される。
(2−1−4−2−2)ランク閾値記憶領域
ランク閾値記憶領域232cには、後述するランク判定部233cが用いる、被検査物のランクを判定するための閾値が記憶されている。ここでは、閾値R1,R2(<R1)がランク閾値記憶領域232cに記憶されている。
ランク閾値記憶領域232cには、後述するランク判定部233cが用いる、被検査物のランクを判定するための閾値が記憶されている。ここでは、閾値R1,R2(<R1)がランク閾値記憶領域232cに記憶されている。
例えば、閾値R1,R2は、予めランク閾値記憶領域232cに記憶されている情報である。また例えば、閾値R1,R2は、タッチパネル機能を有するモニタ225等を介して外部から入力される情報であってもよい。
(2−1−4−3)制御部
制御部233は、記憶部232に記憶されたプログラムを実行することにより、主に、画像生成部233a、ランク判定部233c、基準位置決定部233e、として機能する。
制御部233は、記憶部232に記憶されたプログラムを実行することにより、主に、画像生成部233a、ランク判定部233c、基準位置決定部233e、として機能する。
(2−1−4−3−1)画像生成部
画像生成部233aおよびカメラ223は、搬送装置10により搬送される被検査物Pを撮像し、被検査物Pの撮像画像を取得する撮像機構として機能する。
画像生成部233aおよびカメラ223は、搬送装置10により搬送される被検査物Pを撮像し、被検査物Pの撮像画像を取得する撮像機構として機能する。
画像生成部233aは、カメラ223によって検出された透過近赤外線量に基づいて撮像画像を作成する。
具体的には、画像生成部233aは、カメラ223上(分割されたコンベアベルト11の隙間O上)を被検査物Pが通過する時、カメラ223から出力される画素別の透過信号を細かい時間間隔で取得する。なお、被検査物Pがカメラ223上を通過するタイミングは、カメラ223からの透過信号により判断される。すなわち、カメラ223が出力する透過信号によりカメラ223上の被検査物Pの有無が判断される。
画像生成部233aは、取得した透過信号に基づいて撮像画像を生成する。具体的には、画像生成部233aは、カメラ223から得られる光線の明るさに関する細かい時間間隔毎のデータをマトリクス状に時系列につなぎ合わせることにより、被検査物Pを対象とする撮像画像を生成する。生成された撮像画像は画像記憶領域232aに記憶される。
(2−1−4−3−2)ランク判定部
ランク判定部233cは、画像記憶領域232aに記憶されている被検査物Pの撮像画像を用いて、その被検査物Pのサイズを算出し、算出結果に基づいて、その被検査物Pのランクを判定する。
ランク判定部233cは、画像記憶領域232aに記憶されている被検査物Pの撮像画像を用いて、その被検査物Pのサイズを算出し、算出結果に基づいて、その被検査物Pのランクを判定する。
具体的には、ランク判定部233cは、例えば、撮像画像の、被検査物Pの存在位置に対応する画素間の最大距離を、被検査物Pのサイズとして算出する。
なお、撮像画像中のある画素が、被検査物Pの存在する位置に対応する画素であるか否かは、以下のようにして決定できる。被検査物Pが存在しない部分では、光線照射器222から照射された近赤外線は、カメラ223に直接到達する。そのため、被検査物Pが存在しない部分では、カメラ223に到達する透過近赤外線量が大きく、その透過近赤外線量に基づく画素は明るい。一方、被検査物Pが存在する部分では、光線照射器222から照射される光線は、被検査物Pにより遮られ、カメラ223に到達しない場合がある。また、光線が被検査物Pを透過する場合にも、光線照射器222から照射される光線の一部しかカメラ223には到達しない。そのため、被検査物Pが存在する部分では、カメラ223に到達する透過近赤外線量が比較的小さく、その透過近赤外線量に基づく画素は比較的暗い。そこで、画素の明るさ(濃淡値)が所定の閾値よりも大きいか否かにより、その部分に被検査物Pが存在しているのか、あるいは、被検査物Pが存在していないのか(背景なのか)を決定できる。
次に、ランク判定部233cは、算出した被検査物Pのサイズを用いて、その被検査物Pのランクを判定する。具体的には、ランク判定部233cは、ランク閾値記憶領域232cに記憶された閾値R1,R2を用いて、被検査物Pのサイズが、閾値R1以下であれば第1ランク、閾値R1より大きく閾値R2以下であれば第2ランク、閾値R2より大きければ第3ランクと、被検査物Pのランクを判定する。
なお、ランク判定部233cにより判定された被検査物Pのランクは、振分情報送信部231により、振分情報の一部として振分装置240のコントローラ250に送信される。
(2−1−4−3−3)基準位置決定部
基準位置決定部233eは、決定部の一例である。基準位置決定部233eは、撮像画像から被検査物Pの外形を抽出し、被検査物Pの外形に基づいて、振分機構41が被検査物Pを振り分ける基準位置F’を決定する。具体的には、基準位置決定部233eは、被検査物Pの外形に基づいて被検査物Pの図心Zを算出し、振分機構41(第1〜第3エアー振分機構41a,41b,41c)が被検査物Pの図心Zに向かって力を及ぼすように、振分機構41が被検査物Pを振り分ける基準位置F’を決定する。
基準位置決定部233eは、決定部の一例である。基準位置決定部233eは、撮像画像から被検査物Pの外形を抽出し、被検査物Pの外形に基づいて、振分機構41が被検査物Pを振り分ける基準位置F’を決定する。具体的には、基準位置決定部233eは、被検査物Pの外形に基づいて被検査物Pの図心Zを算出し、振分機構41(第1〜第3エアー振分機構41a,41b,41c)が被検査物Pの図心Zに向かって力を及ぼすように、振分機構41が被検査物Pを振り分ける基準位置F’を決定する。
具体的には、基準位置決定部233eは、まず以下のようにして、被検査物Pの図心Zの位置、より具体的には、被検査物Pをコンベアベルト11の搬送面に投影した時の被検査物Pの図心Zの位置を決定する。
初めに、基準位置決定部233eは、画像記憶領域232aに記憶された被検査物Pの撮像画像を、被検査物Pに対応する画素(明るさが所定の閾値より大きい画素)と、背景部分の画素(明るさが所定の閾値より小さい画素)と、に二値化した画像を生成する。
次に、基準位置決定部233eは、二値化された撮像画像において、被検査物Pの搬送方向DをX軸方向、搬送方向Dと直交する方向(コンベアベルト11の幅方向)をY軸方向とする座標系を設定する(図12参照)。座標系の原点の位置は任意に定められればよい。そして、基準位置決定部233eは、被検査物Pに対応する各画素Ui(図12参照)の座標を特定する。ここでは、図12の点線で囲まれた位置に被検査物Pに対応する画素が存在するものとする。また、被検査物Pの二値化された撮像画像の中で、被検査物Pに対応する画素Ui(i=1〜H)の数はH個であり、各画素Uiの座標が(Xi,Yi)で表されるとする。また、撮像画像の1つの画素の面積は、単位面積sで表されるとする。基準位置決定部233eは、被検査物Pをコンベアベルト11の搬送面に投影した時の被検査物Pの図心Zの位置(Xz,Yz)を、以下の数式3および数式4により算出する。
さらに、基準位置決定部233eは、決定された図心Zに向かって、振分機構41(第1〜第3エアー振分機構41a,41b,41c)が被検査物Pに力を及ぼすように、被検査物Pを振り分ける基準位置F’を決定する。ここでは、第1〜第3エアー振分機構41a,41b,41cは、搬送装置10の搬送方向に直交する向きにエアーを噴出する。つまり、第1〜第3エアー振分機構41a,41b,41cは、基準位置決定部233eが設定した座標系で、Y軸方向に沿った方向に、特に、ここでは図12における下方から、被検査物Pに力を作用させる。そのため、図12のように、図心Zから下方に直線を下ろし、その直線が被検査物Pの対応する画素と交わる位置が、被検査物Pの基準位置F’と決定される。
また、基準位置決定部233eは、振分情報送信部231が振分装置240のコントローラ250に送信する基準位置F’に関する情報を生成する。具体的には、基準位置決定部233eは、搬送装置10の搬送方向Dにおける被検査物Pの最下流側の端部Eから、基準位置F’までの、搬送方向Dにおける距離L’を基準位置F’に関する情報として生成する。基準位置決定部233eは、二値化されたX線画像の、被検査物Pが存在すると判定される画素の中でX座標の値が最も小さい画素の座標と、図心Zの座標と、に基づいて、距離Lを算出する。
基準位置決定部233eにより生成された基準位置F’に関する情報(距離L’)は、振分情報送信部231により、振分情報の一部として、振分装置240のコントローラ250に送信される。
(2−2)振分装置
振分装置240は、近赤外線検査装置220でのランク検査の結果に基づいて、被検査物Pの振り分けを行う。具体的には、振分装置240は、近赤外線検査装置220のランク検査の結果に基づいて、被検査物Pを図示しない3つのコンベアにランク別に振り分ける。
振分装置240は、近赤外線検査装置220でのランク検査の結果に基づいて、被検査物Pの振り分けを行う。具体的には、振分装置240は、近赤外線検査装置220のランク検査の結果に基づいて、被検査物Pを図示しない3つのコンベアにランク別に振り分ける。
振分装置240は、振分機構41(図9参照)と、光電センサ43(図9参照)と、コントローラ250(図11参照)と、を主に有する(図11参照)。
振分機構41および光電センサ43は、第1実施形態の振分機構41および光電センサ43と同様であるので説明は省略する。
(2−2−1)コントローラ
コントローラ250は、振分装置240の各部を制御するコンピュータである。コントローラ250は、演算や制御を行うCPUや、情報を記憶するROM、RAM、およびハードディスク等を有する。
コントローラ250は、振分装置240の各部を制御するコンピュータである。コントローラ250は、演算や制御を行うCPUや、情報を記憶するROM、RAM、およびハードディスク等を有する。
コントローラ250は、振分情報を受信するため、近赤外線検査装置220のコントローラ230と通信回線90により接続されている(図11参照)。コントローラ250は、近赤外線検査装置220のコントローラ230が送信する振分情報を受信する振分情報受信部251を有する(図11参照)。また、コントローラ250は、記憶部252および振分機構制御部253を有する(図11参照)。振分機構制御部253は、主にCPUにより構成され、記憶部252に記憶されたプログラムを実行して、第1〜第3エアー振分機構41a,41b,41cに被検査物Pを振り分ける振分動作を実行させる。記憶部252は、振分機構制御部253が実行するプログラムの他、各種情報を記憶する。
コントローラ250は、第1〜第3エアー振分機構41a,41b,41c、光電センサ43と電気的に接続されている。また、コントローラ250は、搬送装置10のエンコーダ13とも電気的に接続されている(図11参照)。コントローラ250は、エンコーダ13からコンベアモータ12の回転数に関するデータを取得し、取得したデータに基づき被検査物Pの搬送距離や搬送速度を把握する。
(2−2−1−1)振分情報受信部
振分情報受信部251は、近赤外線検査装置220のコントローラ230の振分情報送信部231が送信する、被検査物Pの振分情報を受信する。
振分情報受信部251は、近赤外線検査装置220のコントローラ230の振分情報送信部231が送信する、被検査物Pの振分情報を受信する。
振分情報には、被検査物Pのランクに関する情報と、振分機構41がその被検査物Pを振り分ける基準位置F’に関する情報と、を含む。
(2−2−1−2)記憶部
記憶部252は、振分機構制御部253が実行するプログラムの他、各種情報を記憶する。記憶部252には、振分情報記憶領域52aと、ノズル位置記憶領域52bと、噴射時間記憶領域252cとを含む。振分情報記憶領域52aおよびノズル位置記憶領域52bは、第1実施形態の検査振分システム100と同様であるので、ここでは説明を省略する。
記憶部252は、振分機構制御部253が実行するプログラムの他、各種情報を記憶する。記憶部252には、振分情報記憶領域52aと、ノズル位置記憶領域52bと、噴射時間記憶領域252cとを含む。振分情報記憶領域52aおよびノズル位置記憶領域52bは、第1実施形態の検査振分システム100と同様であるので、ここでは説明を省略する。
(2−2−1−2−1)噴射時間記憶領域
噴射時間記憶領域252cには、第1〜第3エアー振分機構41a,41b,41cが被検査物Pにエアーを噴射する噴射時間Tfが記憶されている。ここでは、噴射時間Tfは、第1〜第3エアー振分機構41a,41b,41cに共通である。ただし、これに限定されるものではなく、各エアー振分機構41a,41b,41cに対してそれぞれ異なる噴射時間が記憶されてもよい。ノズル位置記憶領域52bには、予め噴射時間Tfが記憶されていてもよいし、図示しない入力装置等を介して外部から書き込まれてもよい。
噴射時間記憶領域252cには、第1〜第3エアー振分機構41a,41b,41cが被検査物Pにエアーを噴射する噴射時間Tfが記憶されている。ここでは、噴射時間Tfは、第1〜第3エアー振分機構41a,41b,41cに共通である。ただし、これに限定されるものではなく、各エアー振分機構41a,41b,41cに対してそれぞれ異なる噴射時間が記憶されてもよい。ノズル位置記憶領域52bには、予め噴射時間Tfが記憶されていてもよいし、図示しない入力装置等を介して外部から書き込まれてもよい。
(2−2−1−3)振分機構制御部
振分機構制御部253は、振分情報記憶領域52aに記憶された振分情報に基づいて、振分機構41が被検査物Pの基準位置F’に力を作用させるよう、振分機構41を制御する。
振分機構制御部253は、振分情報記憶領域52aに記憶された振分情報に基づいて、振分機構41が被検査物Pの基準位置F’に力を作用させるよう、振分機構41を制御する。
振分機構制御部253は、振分機構41のエアーの噴射開始および噴射停止のタイミングの決定方法だけが、第1実施形態の振分機構制御部53と異なる。具体的には、第1実施形態の振分機構制御部53では、振分情報に含まれる噴射時間を用いて振分機構41のエアーの噴射開始および噴射停止のタイミングが決定される。一方、振分機構制御部253では、噴射時間記憶領域252cに記憶されている噴射時間Tfを用いて、振分機構41のエアーの噴射開始および噴射停止のタイミングが決定される。その他の点について、振分機構制御部253は第1実施形態の振分機構制御部53と同様であるので、説明は省略する。
(3)検査振分システムの動作
検査振分システム200の動作について説明する。なお、振分装置240の動作については、振分機構41のエアーの噴射開始および噴射停止のタイミングの決定のために用いられる噴射時間Tfが、噴射時間記憶領域252cから読み出される点を除いて第1実施形態の振分装置40の動作と同様であるので、ここでは説明を省略する。
検査振分システム200の動作について説明する。なお、振分装置240の動作については、振分機構41のエアーの噴射開始および噴射停止のタイミングの決定のために用いられる噴射時間Tfが、噴射時間記憶領域252cから読み出される点を除いて第1実施形態の振分装置40の動作と同様であるので、ここでは説明を省略する。
(3−1)近赤外線検査装置の動作
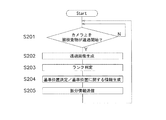
以下、図13を参照して、近赤外線検査装置220の動作を説明する。
以下、図13を参照して、近赤外線検査装置220の動作を説明する。
まず、ステップS201では、カメラ223の透過信号の出力に基づいて、カメラ223上(分割されたコンベアベルト11の隙間O上)を被検査物Pが通過し始めたか否かが判断される。カメラ223が、カメラ223上の被検査物Pの存在を検知すると、ステップS202に進む。ステップS201は、カメラ223上の被検査物Pの存在が検知されるまで繰り返される。
ステップS202では、画像生成部233aが、カメラ223によって検出された透過近赤外線量に基づいて(カメラ223が出力する透過信号に基づいて)透過画像を作成する。画像生成部233aによって生成された透過画像は、画像記憶領域232aに記憶される。
次に、ステップS203では、ランク判定部233cが、被検査物Pのランクを判定する。具体的には、ランク判定部233cは、まず、撮像画像の、被検査物Pの存在位置に対応する画素間の最大距離を、被検査物Pのサイズとして算出する。次に、ランク判定部233cは、算出した被検査物Pのサイズと、ランク閾値記憶領域232cに記憶された閾値R1,R2とを比較することで、被検査物Pのランクを判定する。
次に、ステップS204では、基準位置決定部233eは、被検査物Pを振り分ける基準位置F’に関する情報を生成する。具体的には、基準位置決定部233eは、まず、撮像画像内の被検査物Pに対応する画素を特定するため、画像記憶領域232aに記憶された被検査物Pの透過画像を所定の閾値で二値化する。次に、基準位置決定部233eは、二値化した撮像画像に、搬送装置10の搬送方向DをX軸方向、搬送方向Dと直交する方向をY軸方向とする座標系を設定する。次に、基準位置決定部233eは、被検査物Pに対応する画素の座標に基づいて、被検査物Pをコンベアベルト11の搬送面に投影した時の被検査物Pの図心Zの位置(Xz,Yz)を算出する。さらに、基準位置決定部233eは、搬送方向Dにおける最下流側の被検査物Pの端部Eから基準位置F’までの距離L’を、被検査物Pの基準位置F’に関する情報として算出する。
次に、ステップS205では、ステップS203およびステップS204で算出された、被検査物Pのランクおよび基準位置F’に関する情報を含む振分情報を、振分情報送信部231が振分装置240のコントローラ250に送信する。その後、ステップS201に戻る。
なお、以上の処理では、ステップS203およびステップS204の処理がこの順番で実施されるが、これに限定されるものではなく、順番は逆であってもよい。また、ステップS203およびステップS204の処理は並列で実行されてもよい。
(4)特徴
第2実施形態の検査振分システム200は、第1実施形態の(4−1)、(4−4)、および(4−5)と同様の特徴を有する。その他、第2実施形態の検査振分システム200は、以下の特徴を有する。
第2実施形態の検査振分システム200は、第1実施形態の(4−1)、(4−4)、および(4−5)と同様の特徴を有する。その他、第2実施形態の検査振分システム200は、以下の特徴を有する。
(4−1)
第2実施形態に係る検査振分システム200では、基準位置決定部233eは、被検査物Pの外形に基づいて被検査物Pの図心Zを算出し、振分機構41が図心Zに向かって力を及ぼすように基準位置F’を決定する。
第2実施形態に係る検査振分システム200では、基準位置決定部233eは、被検査物Pの外形に基づいて被検査物Pの図心Zを算出し、振分機構41が図心Zに向かって力を及ぼすように基準位置F’を決定する。
ここでは、振分機構41が被検査物Pの図心Zに向かって力を作用させるため、被検査物Pの外形によらず正確に物品を振り分けることが容易で、信頼性の高い検査振分システム200を実現できる。
<変形例>
以下に上記実施形態の変形例を示す。なお、変形例は、互いに矛盾のない範囲で適宜組み合わされてもよい。
以下に上記実施形態の変形例を示す。なお、変形例は、互いに矛盾のない範囲で適宜組み合わされてもよい。
(1)変形例A
上記実施形態の検査振分システム100,200は、いずれも検査装置であるX線検査装置20および近赤外線検査装置220が、被検査物Pのランクを決定するランク検査を実行するが、これに限定されるものではない。例えば、X線検査装置20および近赤外線検査装置220は、ランク検査に代えて、あるいは、ランク検査に加えて、異物検査等を実行するものであってもよい。そして、検査振分システム100,200の振分装置は、X線検査装置20および近赤外線検査装置220の異物検査等の結果得られた、被検査物Pの良/不良に基づいて、被検査物Pを振り分けるものであってもよい。
上記実施形態の検査振分システム100,200は、いずれも検査装置であるX線検査装置20および近赤外線検査装置220が、被検査物Pのランクを決定するランク検査を実行するが、これに限定されるものではない。例えば、X線検査装置20および近赤外線検査装置220は、ランク検査に代えて、あるいは、ランク検査に加えて、異物検査等を実行するものであってもよい。そして、検査振分システム100,200の振分装置は、X線検査装置20および近赤外線検査装置220の異物検査等の結果得られた、被検査物Pの良/不良に基づいて、被検査物Pを振り分けるものであってもよい。
(2)変形例B
上記実施形態の検査振分システム100,200では、第1〜第3エアー振分機構41a,41b,41cは、搬送装置10の搬送方向に直交する方向からエアーを噴射するが、エアーの噴射方向はこれに限定されるものではない。
上記実施形態の検査振分システム100,200では、第1〜第3エアー振分機構41a,41b,41cは、搬送装置10の搬送方向に直交する方向からエアーを噴射するが、エアーの噴射方向はこれに限定されるものではない。
例えば、第1〜第3エアー振分機構41a,41b,41cは、搬送装置10の搬送方向Dに交差する方向W(搬送方向Dに直交しない方向)にエアーを噴射してもよい(図14参照)。この場合には、例えば重心Gを算出する検査振分システム100であれば、振分機構41が重心Gに向かって力を及ぼすように基準位置F’’が決定されればよい。つまり、図14のように、重心Gを通過する方向Wに平行に延びる直線と、被検査物Pとが交わる位置であって、第1〜第3エアー振分機構41a,41b,41cの第1〜第3ノズル42a,42b,42cが配置された側が、基準位置F’’として決定されればよい。
(3)変形例C
上記実施形態では、振分装置40,240は、振分機構41(第1〜第3エアー振分機構41a,41b,41cがエアーを噴射して被検査物Pを振り分けるものであるが、振分機構はエアーにより被検査物Pを振り分ける機構に限定されるものではない。
上記実施形態では、振分装置40,240は、振分機構41(第1〜第3エアー振分機構41a,41b,41cがエアーを噴射して被検査物Pを振り分けるものであるが、振分機構はエアーにより被検査物Pを振り分ける機構に限定されるものではない。
例えば、振分機構は、モータやエアシリンダ等により駆動されるアームを駆動して、被検査物Pを振り分けるものであってもよい。この場合には、振分機構のアームが、基準位置F,F’に接触して、被検査物Pに力を作用させるよう構成されればよい。
(4)変形例D
上記実施形態では、基準位置F,F’に関する情報は、搬送方向Dにおける最下流側の被検査物Pの端部Eから基準位置F,F’までの、搬送方向Dにおける距離L,L’であるが、これに限定されるものではない。例えば、基準位置F,F’に関する情報は、搬送装置10の搬送速度の情報を更に用いて算出される、振分装置40,240の光電センサ43の検知位置を、搬送方向Dにおける最下流側の被検査物Pの端部Eが通過してから、基準位置F,F’が通過するまでの時間の情報であってもよい。
上記実施形態では、基準位置F,F’に関する情報は、搬送方向Dにおける最下流側の被検査物Pの端部Eから基準位置F,F’までの、搬送方向Dにおける距離L,L’であるが、これに限定されるものではない。例えば、基準位置F,F’に関する情報は、搬送装置10の搬送速度の情報を更に用いて算出される、振分装置40,240の光電センサ43の検知位置を、搬送方向Dにおける最下流側の被検査物Pの端部Eが通過してから、基準位置F,F’が通過するまでの時間の情報であってもよい。
(5)変形例E
上記第1実施形態では、X線検査装置20がコントローラ30を有し、振分装置40がコントローラ50を有している。また、上記第2実施形態では、近赤外線検査装置220がコントローラ230を有し、振分装置240がコントローラ250を有している。ただし、これに限定されるものではない。検査振分システム100は、X線検査装置20および振分装置40の両方を制御する1つのコントローラを有し、検査振分システム200は、近赤外線検査装置220および振分装置240の両方を制御する1つのコントローラを有してもよい。このように構成される場合には、振分装置40,240は光電センサ43を有する必要はなく、X線の照射範囲Y又はカメラ223の上方を被検査物Pが通過し始めてから、被検査物Pの基準位置F,F’が制御対象のエアー振分機構41a,41b,41cのノズル42a,42b,42cの前を通過するまでの時間を算出して、エアー振分機構41a,41b,41cを制御してもよい。
上記第1実施形態では、X線検査装置20がコントローラ30を有し、振分装置40がコントローラ50を有している。また、上記第2実施形態では、近赤外線検査装置220がコントローラ230を有し、振分装置240がコントローラ250を有している。ただし、これに限定されるものではない。検査振分システム100は、X線検査装置20および振分装置40の両方を制御する1つのコントローラを有し、検査振分システム200は、近赤外線検査装置220および振分装置240の両方を制御する1つのコントローラを有してもよい。このように構成される場合には、振分装置40,240は光電センサ43を有する必要はなく、X線の照射範囲Y又はカメラ223の上方を被検査物Pが通過し始めてから、被検査物Pの基準位置F,F’が制御対象のエアー振分機構41a,41b,41cのノズル42a,42b,42cの前を通過するまでの時間を算出して、エアー振分機構41a,41b,41cを制御してもよい。
(6)変形例F
また、上記第1実施形態でX線検査装置20のコントローラ30の実行していた処理の一部を振分装置40のコントローラ50が実行し、および/又は、振分装置40のコントローラ50が実行していた処理の一部をX線検査装置20のコントローラ30が実行するように構成されてもよい。例えば、上記第1実施形態では、コントローラ30の噴射時間決定部33dが振分機構41のエアーの噴射時間を決定するが、これに代えて、コントローラ50が、被検査物Pの推定重量の情報をコントローラ30から得て、推定重量に応じて振分機構41のエアーの噴射時間を決定するよう構成されてもよい。
また、上記第1実施形態でX線検査装置20のコントローラ30の実行していた処理の一部を振分装置40のコントローラ50が実行し、および/又は、振分装置40のコントローラ50が実行していた処理の一部をX線検査装置20のコントローラ30が実行するように構成されてもよい。例えば、上記第1実施形態では、コントローラ30の噴射時間決定部33dが振分機構41のエアーの噴射時間を決定するが、これに代えて、コントローラ50が、被検査物Pの推定重量の情報をコントローラ30から得て、推定重量に応じて振分機構41のエアーの噴射時間を決定するよう構成されてもよい。
第2実施形態についても同様である。
(7)変形例G
上記実施形態では、振分機構41は、エアー振分機構41a,41b,41cを3つ有するが、これに限定されるものではなく、エアー振分機構41a,41b,41cの数量は必要に応じて適宜決定されればよい。
上記実施形態では、振分機構41は、エアー振分機構41a,41b,41cを3つ有するが、これに限定されるものではなく、エアー振分機構41a,41b,41cの数量は必要に応じて適宜決定されればよい。
(8)変形例H
上記第1実施形態では、噴射時間決定部33dが、被検査物Pの推定重量に応じて被検査物Pに対する噴射時間を決定し、決定した噴射時間を振分装置40のコントローラ50に送信するが、これに限定されるものではない。例えば、第2実施形態のように、被検査物Pに対する噴射時間は、推定重量によらず一定としてもよい。ただし、被検査物Pの推定重量に応じて噴射時間を決定することで、被検査物Pを正確に振り分けることが、より容易である。
上記第1実施形態では、噴射時間決定部33dが、被検査物Pの推定重量に応じて被検査物Pに対する噴射時間を決定し、決定した噴射時間を振分装置40のコントローラ50に送信するが、これに限定されるものではない。例えば、第2実施形態のように、被検査物Pに対する噴射時間は、推定重量によらず一定としてもよい。ただし、被検査物Pの推定重量に応じて噴射時間を決定することで、被検査物Pを正確に振り分けることが、より容易である。
また、上記第1実施形態では、被検査物Pの推定重量に基づいて振分機構41のエアーの噴出時間が変更されているが、これに代えて、又は、これに加えて、振分機構制御部53は、被検査物Pの推定重量が重いほどエアーの噴射圧が大きくなるように、振分機構を制御するものであってもよい。
(9)変形例I
上記第1実施形態では、1の被検査物Pの外形に基づいて重心Gを算出し、振分機構41が重心Gに向かって力を及ぼすように被検査物Pの基準位置が決定されるが、これに限定されるものではない。
上記第1実施形態では、1の被検査物Pの外形に基づいて重心Gを算出し、振分機構41が重心Gに向かって力を及ぼすように被検査物Pの基準位置が決定されるが、これに限定されるものではない。
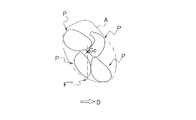
例えば、容器Aに複数の被検査物Pが入れられているような場合(例えば、袋に入れられた農水産物等)には、撮像機構としてのラインセンサ23およびX線画像生成部33aは、複数の被検査物Pを透過したX線画像を撮像画像して取得してもよい。容器Aは、例えば、プラスチック製のネットや袋等の変形する容器である。そして、基準位置決定部33eは、容器Aに入った複数の被検査物Pの合成重心Gcを算出し、振分機構41が合成重心Gcに向かって力を及ぼすように基準位置F’’’を決定してもよい(図15参照)。このように構成されることで、振分対象物が複数の被検査物Pからなる場合にも、振分対象物を正確に振り分けることが容易である。
(10)変形例J
上記実施形態において、エアー振分機構41a,41b,41cは、被検査物Pのコンベアベルト11上の位置に応じて、特に被検査物Pのコンベアベルト11の幅方向における位置に応じて、エアーの噴出タイミングを変更するように構成されてもよい。
上記実施形態において、エアー振分機構41a,41b,41cは、被検査物Pのコンベアベルト11上の位置に応じて、特に被検査物Pのコンベアベルト11の幅方向における位置に応じて、エアーの噴出タイミングを変更するように構成されてもよい。
例えば、具体的には、エアー振分機構41a,41b,41cのノズル42a,42b,42cから被検査物Pの図心Z又は重心Gの位置までの、コンベアベルト11の幅方向(コンベアベルト11の搬送方向Dと直交する方向)の距離が所定距離より長い場合には、エアー振分機構41a,41b,41cのエアーの噴出タイミングを通常より早めるよう構成されてもよい。また、逆に、エアー振分機構41a,41b,41cのノズル42a,42b,42cから被検査物Pの図心Z又は重心Gの位置までの、コンベアベルト11の幅方向(コンベアベルト11の搬送方向Dと直交する方向)の距離が所定距離より短い場合には、エアー振分機構41a,41b,41cのエアーの噴出タイミングを通常より遅らせるよう構成されてもよい。
これにより、被検査物Pがノズル42a,42b,42cの近くに戴置されているか、あるいは、遠くに戴置されているかによらず、被検査物Pにエアーを吹き付けて、被検査物Pを振り分けることが容易である。
本発明は、不定形な物品を検査、振り分けの対象とする検査振分システムであって、物品の外形によらず正確に物品を振り分けることが容易な、信頼性の高い検査振分システムとして有用である。
10 搬送装置(搬送機構)
23 ラインセンサ(撮像機構)
33a X線画像生成部(撮像機構)
33b 重量推定部
33e 基準位置決定部(決定部)
41 振分機構
53,253 振分機構制御部
100,200 検査振分システム
223 カメラ(撮像機構)
233a 画像生成部(撮像機構)
F,F’,F’’,F’’’ 基準位置
G 重心
Gc 合成重心
P 被検査物(物品)
Z 図心
23 ラインセンサ(撮像機構)
33a X線画像生成部(撮像機構)
33b 重量推定部
33e 基準位置決定部(決定部)
41 振分機構
53,253 振分機構制御部
100,200 検査振分システム
223 カメラ(撮像機構)
233a 画像生成部(撮像機構)
F,F’,F’’,F’’’ 基準位置
G 重心
Gc 合成重心
P 被検査物(物品)
Z 図心
Claims (7)
- 不定形の物品を検査し、検査結果に基づいて前記物品を振り分ける検査振分システムであって、
前記物品を搬送する搬送機構と、
前記搬送機構により搬送される前記物品を撮像し、前記物品の撮像画像を取得する撮像機構と、
前記物品を振り分ける振分機構と、
前記撮像画像から前記物品の外形を抽出し、前記物品の前記外形に基づいて、前記振分機構が前記物品を振り分ける基準位置を決定する決定部と、
前記振分機構が、前記基準位置に力を作用させるよう、前記振分機構を制御する振分機構制御部と、
を備えた、検査振分システム。 - 前記決定部は、前記物品の前記外形に基づいて前記物品の図心を算出し、前記振分機構が前記図心に向かって力を及ぼすように前記基準位置を決定する、
請求項1に記載の検査振分システム。 - 前記撮像機構は、前記物品のX線画像を前記撮像画像として取得し、
前記決定部は、前記物品の前記外形に基づいて前記物品の重心を算出し、前記振分機構が前記重心に向かって力を及ぼすように前記基準位置を決定する、
請求項1に記載の検査振分システム。 - 前記撮像画像に基づいて前記物品の重量を推定する重量推定部、
を更に備え、
前記振分機構は、前記物品にエアーを噴射することで、前記物品に力を作用させて振り分け、
前記振分機構制御部は、前記重量推定部が推定した前記物品の前記重量に基づいて、前記振分機構のエアーの噴射時間および噴射圧の少なくとも一方が調整されるよう、前記振分機構を更に制御する、
請求項3に記載の検査振分システム。 - 前記物品は自然物である、
請求項1から4のいずれか1項に記載の検査振分システム。 - 当該検査振分システムは、検査により前記物品のランクを決定し、
前記振分機構は、前記ランク別に前記物品を振り分ける、
請求項1から5のいずれか1項に記載の検査振分システム。 - 前記撮像機構は、複数の前記物品のX線画像を前記撮像画像として取得し、
前記決定部は、複数の前記物品の合成重心を算出し、前記振分機構が前記合成重心に向かって力を及ぼすように前記基準位置を決定する、
請求項1に記載の検査振分システム。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014167004A JP2017176896A (ja) | 2014-08-19 | 2014-08-19 | 検査振分システム |
| PCT/JP2015/073158 WO2016027813A1 (ja) | 2014-08-19 | 2015-08-18 | 検査振分システム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014167004A JP2017176896A (ja) | 2014-08-19 | 2014-08-19 | 検査振分システム |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017176896A true JP2017176896A (ja) | 2017-10-05 |
Family
ID=55350757
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014167004A Pending JP2017176896A (ja) | 2014-08-19 | 2014-08-19 | 検査振分システム |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2017176896A (ja) |
| WO (1) | WO2016027813A1 (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021030168A (ja) * | 2019-08-27 | 2021-03-01 | 株式会社サタケ | 光学式粒状物選別機 |
| WO2021193483A1 (ja) * | 2020-03-27 | 2021-09-30 | キヤノン株式会社 | 識別装置 |
| JP2022126425A (ja) * | 2021-02-18 | 2022-08-30 | アンリツ株式会社 | 物品搬送装置、物品選別装置および物品検査装置 |
| JP2022127402A (ja) * | 2021-02-19 | 2022-08-31 | アンリツ株式会社 | 物品排除装置および物品検査システム |
| JP2022127401A (ja) * | 2021-02-19 | 2022-08-31 | アンリツ株式会社 | 物品排除装置および物品検査システム |
| JP2022151982A (ja) * | 2021-03-29 | 2022-10-12 | 三井金属計測機工株式会社 | 青果物の排出装置及び排出方法並びに選果装置及び選果方法 |
| JP2022184483A (ja) * | 2021-06-01 | 2022-12-13 | アンリツ株式会社 | 物品排除装置および物品検査装置 |
| US20250249484A1 (en) * | 2024-02-01 | 2025-08-07 | Anritsu Corporation | Rejection device and article inspection device |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6771911B2 (ja) * | 2016-03-18 | 2020-10-21 | 株式会社イシダ | 物品検査システム |
| EP3600702B1 (en) | 2017-03-28 | 2023-10-18 | Huron Valley Steel Corporation | System and method for sorting scrap materials |
| JP7403484B2 (ja) * | 2021-02-01 | 2023-12-22 | アンリツ株式会社 | 物品排除装置および物品検査システム |
| CN113671891A (zh) * | 2021-08-03 | 2021-11-19 | 合肥友高物联网标识设备有限公司 | 一种在线式检测剔除控制方法 |
| CN114769145B (zh) * | 2022-04-27 | 2024-03-26 | 合肥名德光电科技股份有限公司 | Mdx多射源分选系统 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6049037B2 (ja) * | 1981-12-08 | 1985-10-30 | 三菱電機株式会社 | 選別装置 |
| JPH0810717A (ja) * | 1994-06-30 | 1996-01-16 | Ishida Co Ltd | 選別装置 |
| JP4461520B2 (ja) * | 1998-11-04 | 2010-05-12 | 株式会社サタケ | 粒状物色彩選別方法及び粒状物色彩選別装置 |
| JP2000157937A (ja) * | 1998-11-26 | 2000-06-13 | Nkk Corp | 高速仕分装置 |
| JP2008039495A (ja) * | 2006-08-03 | 2008-02-21 | Ishida Co Ltd | X線検査装置 |
-
2014
- 2014-08-19 JP JP2014167004A patent/JP2017176896A/ja active Pending
-
2015
- 2015-08-18 WO PCT/JP2015/073158 patent/WO2016027813A1/ja not_active Ceased
Cited By (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11858007B2 (en) | 2019-08-27 | 2024-01-02 | Satake Corporation | Optical granular matter sorter |
| WO2021038948A1 (ja) * | 2019-08-27 | 2021-03-04 | 株式会社サタケ | 光学式粒状物選別機 |
| KR20220047383A (ko) * | 2019-08-27 | 2022-04-15 | 가부시끼가이샤 사따께 | 광학식 입상물 선별기 |
| JP2021030168A (ja) * | 2019-08-27 | 2021-03-01 | 株式会社サタケ | 光学式粒状物選別機 |
| KR102794587B1 (ko) | 2019-08-27 | 2025-04-10 | 가부시끼가이샤 사따께 | 광학식 입상물 선별기 |
| JP7306158B2 (ja) | 2019-08-27 | 2023-07-11 | 株式会社サタケ | 光学式粒状物選別機 |
| WO2021193483A1 (ja) * | 2020-03-27 | 2021-09-30 | キヤノン株式会社 | 識別装置 |
| JP2021156759A (ja) * | 2020-03-27 | 2021-10-07 | キヤノン株式会社 | 識別装置 |
| JP2025087708A (ja) * | 2020-03-27 | 2025-06-10 | キヤノン株式会社 | 識別装置 |
| US12298184B2 (en) | 2020-03-27 | 2025-05-13 | Canon Kabushiki Kaisha | Identification apparatus |
| JP7638629B2 (ja) | 2020-03-27 | 2025-03-04 | キヤノン株式会社 | 識別装置 |
| JP2022126425A (ja) * | 2021-02-18 | 2022-08-30 | アンリツ株式会社 | 物品搬送装置、物品選別装置および物品検査装置 |
| JP7397016B2 (ja) | 2021-02-18 | 2023-12-12 | アンリツ株式会社 | 物品搬送装置、物品選別装置および物品検査装置 |
| JP7386196B2 (ja) | 2021-02-19 | 2023-11-24 | アンリツ株式会社 | 物品排除装置および物品検査システム |
| JP7420758B2 (ja) | 2021-02-19 | 2024-01-23 | アンリツ株式会社 | 物品排除装置および物品検査システム |
| JP2022127401A (ja) * | 2021-02-19 | 2022-08-31 | アンリツ株式会社 | 物品排除装置および物品検査システム |
| JP2022127402A (ja) * | 2021-02-19 | 2022-08-31 | アンリツ株式会社 | 物品排除装置および物品検査システム |
| JP7585590B2 (ja) | 2021-03-29 | 2024-11-19 | 三井金属計測機工株式会社 | 青果物の排出装置及び排出方法並びに選果装置及び選果方法 |
| JP2022151982A (ja) * | 2021-03-29 | 2022-10-12 | 三井金属計測機工株式会社 | 青果物の排出装置及び排出方法並びに選果装置及び選果方法 |
| JP2022184483A (ja) * | 2021-06-01 | 2022-12-13 | アンリツ株式会社 | 物品排除装置および物品検査装置 |
| JP7668681B2 (ja) | 2021-06-01 | 2025-04-25 | アンリツ株式会社 | 物品排除装置および物品検査装置 |
| US20250249484A1 (en) * | 2024-02-01 | 2025-08-07 | Anritsu Corporation | Rejection device and article inspection device |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2016027813A1 (ja) | 2016-02-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2017176896A (ja) | 検査振分システム | |
| CN106660076B (zh) | 检查分配系统 | |
| US20100150308A1 (en) | X-ray inspection apparatus | |
| JP2019164156A (ja) | 検査装置 | |
| CN115069605A (zh) | 用于物品分类的设备 | |
| CN103157607A (zh) | 一种物品识别与分拣装置及其方法 | |
| CN104338685B (zh) | 送料器 | |
| CN111757783B (zh) | 无法输送的物品的识别 | |
| WO2021155506A1 (zh) | 智能光电分选机及产品分离方法 | |
| US20250135500A1 (en) | Method and Apparatus for Sorting | |
| US8780358B2 (en) | Inspection apparatus, system, and method | |
| JP2015030566A (ja) | パーツフィーダ用速度検出装置及びパーツフィーダ | |
| JP6539893B1 (ja) | 検査ライン | |
| CN110850493A (zh) | 一种扫描成像机器视觉判图的线阵列高速安检机 | |
| GB2451076A (en) | Inspection apparatus and method using penetrating radiation | |
| EP3617695B1 (en) | Egg inspection device | |
| US20200057008A1 (en) | Radiation detection device, radiation image acquisition device, and radiation image acquisition method | |
| JP2015155831A (ja) | 包装体検査装置 | |
| WO2011055698A1 (ja) | 魚卵熟度判定装置及び魚卵熟度判定方法 | |
| JP2015137858A (ja) | 検査装置 | |
| JP2014048177A (ja) | X線検査装置 | |
| JP7572043B2 (ja) | X線検査システム、x線検査装置、x線検査方法 | |
| JP5875878B2 (ja) | 密度算出装置 | |
| JP2019130483A (ja) | 物品検査システム | |
| JP2021089178A (ja) | X線検査装置 |