JP2017177262A - シェービングカッタ研削盤 - Google Patents
シェービングカッタ研削盤 Download PDFInfo
- Publication number
- JP2017177262A JP2017177262A JP2016065935A JP2016065935A JP2017177262A JP 2017177262 A JP2017177262 A JP 2017177262A JP 2016065935 A JP2016065935 A JP 2016065935A JP 2016065935 A JP2016065935 A JP 2016065935A JP 2017177262 A JP2017177262 A JP 2017177262A
- Authority
- JP
- Japan
- Prior art keywords
- shaving cutter
- shaving
- tooth
- gear
- cutter
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000005520 cutting process Methods 0.000 claims description 36
- 239000004575 stone Substances 0.000 abstract description 3
- 238000004364 calculation method Methods 0.000 description 22
- 238000005452 bending Methods 0.000 description 11
- 238000000034 method Methods 0.000 description 9
- 238000003860 storage Methods 0.000 description 9
- 238000003754 machining Methods 0.000 description 8
- 238000004458 analytical method Methods 0.000 description 7
- 238000012916 structural analysis Methods 0.000 description 5
- 230000005540 biological transmission Effects 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 230000007423 decrease Effects 0.000 description 2
- 230000006870 function Effects 0.000 description 2
- 239000004973 liquid crystal related substance Substances 0.000 description 2
- 230000003068 static effect Effects 0.000 description 2
- 238000005255 carburizing Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000007730 finishing process Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 238000010791 quenching Methods 0.000 description 1
- 230000000171 quenching effect Effects 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 230000001172 regenerating effect Effects 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
Images


Landscapes
- Gear Processing (AREA)
- Grinding-Machine Dressing And Accessory Apparatuses (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Abstract
【課題】シェービングカッタの歯の撓みを考慮して、好適なシェービング加工を行う。【解決手段】シェービングカッタ研削盤4は、シェービングカッタ2に刃付けを施す砥石24と、シェービング盤3におけるシェービングカッタ2の回転数及び送りの加工条件に基づいて、シェービングカッタ2に加えられる負荷を算出する演算装置5とを備える。演算装置5は、この負荷に基づいて、シェービングカッタ2の歯の撓みを算出するとともに、この撓みに基づいて、シェービングカッタ2に対する砥石24の刃付け条件を補正する。【選択図】図1
Description
本発明は、シェービングカッタの刃付けを行うシェービングカッタ研削盤に関する。
近年、自動車には高出力でありながらも静粛性及び耐久性といった性能が要求されており、動力伝達(例えば変速機)に用いられる歯車には、動力を確実に伝達すると共に騒音を発生しないように一層高精度な歯面が求められる。
通常、歯車の製造工程としては、ホブ盤による粗切削加工、面取り加工、シェービング盤による歯面の成形、熱処理による浸炭及び焼入れを経て、場合によっては精度を向上させるための歯車研削やギアホーニング加工が行われる。
ここで、シェービング盤は、粗切削加工において被加工歯車の各歯の歯面に生成された切削目(ツールマーク)を除去すると共に、この歯面に仕上げ加工を施すために使用される。シェービング盤におけるシェービングカッタは、被加工歯車と噛み合うことで、その歯面を微細に切削する。このため、シェービングカッタは、シェービング加工を施す被加工歯車の狙い形状に対応した形状に構成される。
シェービングカッタは、多数の被加工歯車の歯面を加工することで、その歯(刃)が摩耗することから、シェービングカッタ研削盤によって、この歯を再生するための刃付けが施される。シェービングカッタ研削盤としては、砥石でシェービングカッタを研削することによりシェービングカッタに刃付けをする一方、ドレス装置により砥石の砥石面をドレッシングすることで、砥石の砥石面形状を形成するものがある。
砥石でシェービングカッタを研削することで、このシェービングカッタに刃付けをすると、この刃付けの度にシェービングカッタの外径及び歯厚が減少する。したがって、シェービングカッタの外径及び歯厚の減少に応じて、シェービングカッタ研削盤のドレッサによるドレッシングを調整する必要がある。
そのための技術として、例えば特許文献1には、シェービングカッタ研削盤の歯形管理システムが開示されている。この歯形管理システムでは、パソコンに入力された被加工歯車の目標歯形形状データと、シェービング加工後の被加工歯車を歯車測定機により測定して得た測定歯形形状データとの偏差(歯形形状誤差データ)を求める。
この歯形管理システムは、目標歯形形状データと、この歯形形状誤差データと、所定の補正係数とを基に、被加工歯車の狙い歯形形状データを求める。さらに、歯形管理システムは、被加工歯車の狙い歯形形状データをシェービングカッタ歯形形状データに変換演算し、このシェービングカッタ歯形形状データに基づいて、ドレス装置によるドレッシングをシェービングカッタに施す。
このようにしてシェービングカッタを構成することにより、歯形管理システムは、刃付けによってシェービングカッタの外径及び歯厚が減少したとしても、被加工歯車に対してシェービング加工を行った場合に、その歯形形状を目標の形状に構成できる。
上記のように、シェービングカッタは、刃付けが行われる度にその歯厚が減少することから、刃付けの回数が増加する程、被削歯車との噛み合い時にその歯が撓み易くなる。シェービングカッタにおける歯の撓みは、その歯面精度に影響を与え、被削歯車を精度良く目標の形状に仕上げることの妨げとなる。しかしながら、従来の歯形管理システムでは、シェービングカッタの歯を剛体として捉え、その撓みによる影響への対策がなされていない。
本発明は上記の事情に鑑みてなされたものであり、シェービングカッタの歯の撓みを考慮して、好適なシェービング加工を行うことが可能なシェービングカッタ研削盤を提供することを目的とする。
本発明は、上記の課題を解決するためのものであり、シェービング盤のシェービングカッタに対して刃付けを行うシェービングカッタ研削盤であって、前記シェービングカッタに刃付けを行う砥石と、前記砥石にドレッシングを施すドレス装置と、前記シェービング盤における前記シェービングカッタの回転数及び送りの条件に基づいて、前記シェービングカッタに加えられる負荷を算出する演算装置を備え、前記演算装置は、前記負荷に基づいて、前記シェービングカッタの歯の撓みを算出するとともに、前記撓みに基づいて、前記シェービングカッタに対する前記砥石の刃付け条件を補正するように構成されることを特徴とする。
かかる構成によれば、シェービング盤における加工条件のうち、シェービングカッタの回転数及び送りに基づいてシェービングカッタの歯に加えられる負荷を演算装置により算出し、さらに、この負荷からシェービングカッタの歯の撓みを演算装置により求める。この歯の撓みは、例えば有限要素法による構造解析によって算出され得る。本発明では、演算装置が、この撓みに基づいてシェービングカッタに対する砥石の刃付け条件を補正することにより、シェービングカッタに対して高精度な刃付けを行うことが可能になる。
本発明によれば、シェービングカッタの歯の撓みを考慮して、好適なシェービング加工を行うことが可能になる。
以下、本発明を実施するための形態について図面を参照しながら説明する。図1乃至図3は、本発明に係るシェービングカッタ研削盤を含む歯車加工システムの一実施形態を示す。
図1に示すように、歯車加工システム1は、シェービングカッタ2を有するシェービング盤3と、シェービングカッタ2に刃付けを施すシェービングカッタ研削盤4と、所定の演算処理を実行する演算装置5と、被加工歯車Wにおける歯形形状を測定する歯車測定機6とを主に備える。
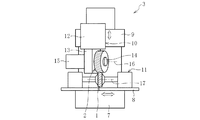
シェービング盤3は、ホブ盤等による歯切り加工(粗切削加工)において被加工歯車Wの各歯の歯面に生成された切削目(ツールマーク)を除去するとともに、この歯面に仕上げ加工を施すためのものである。図2に示すように、シェービング盤3は、基台7と、基台7に取り付けられたテーブル8と、基台7に立設されたコラム9を介して取り付けられたヘッド部10とを具備する。
テーブル8は、基台7に対し水平方向に移動可能に取り付けられている。このテーブル8上には、被加工歯車Wを回転可能に支持する支持装置11が配設されている。ヘッド部10は、コラム9に対して昇降可能に取り付けられたヘッド昇降部12と、ヘッド昇降部12の下方に一体に設けられたヘッド本体13とで主に構成されている。ヘッド本体13の一側方にはシェービングカッタ2を装着可能とする装着部14が設けられ、ヘッド本体13の他側方には装着部14に装着したシェービングカッタ2を回転駆動させるモータ15が設けられている。
また、ヘッド本体13はヘッド昇降部12に対して鉛直軸回りに回動可能に構成されており、装着部14にシェービングカッタ2を装着した状態では、シェービングカッタ2の回転軸16と、支持装置11に回転可能に支持される被加工歯車Wの支持軸17との交差角を任意に設定できるようになっている。
シェービング盤3は、シェービングカッタ2の回転軸16と、被加工歯車Wの支持軸17とを所定の交差角で交差させ、シェービングカッタ2を被加工歯車Wに押し込んで連れ回りを生じさせることで、シェービングカッタ2の歯と被加工歯車Wの歯面との間に相対滑りを生じさせる。そして、この相対滑りによりシェービングカッタ2の歯先に設けた複数のセレーション(図示せず)が被加工歯車Wの歯面に存在する微小な凹凸を削り取ることで、被加工歯車Wに対する仕上げ加工が行われる。
なお、シェービング盤3は、演算装置5に接続されており、シェービングカッタ2の回転数や送りといった加工条件に係るデータを演算装置5に送信できる。
図1及び図3に示すように、シェービングカッタ研削盤4は、下部に基台18を備え、基台18の前上部にテーブル19、そして基台18の後上部にコラム20を設け、このコラム20の前部に砥石ユニット21を備えてなる。基台18は、テーブル19を水平方向に移動可能に支持する。テーブル19上には、被加工歯車Wを回転可能に支持する支持装置22が設けられている。コラム20の背面には、砥石ユニット21等の制御を実行する制御装置23が設けられている。
砥石ユニット21は、昇降自在となるようにコラム20に支持されている。この砥石ユニット21は、シェービングカッタ2に刃付けを施すための砥石24と、この砥石24にドレッシングを施すドレス装置25とを含む。
砥石24は、円盤状に構成されるとともに、駆動軸及びモータ(図示せず)により回転可能に構成される。砥石24は、回転しながらシェービングカッタ2のセレーションに接触することにより、その刃付けを行う。ドレス装置25は、例えばダイヤモンドツールからなるドレッサ(図示せず)を有し、制御装置23による駆動制御によって、ドレッサを砥石24に接触させて所定の形状になるようにドレッシングを行う。
制御装置23は、例えばCPU、ROM、RAM、HDD、モニタ、入力インタフェース等の各種ハードウェアを実装するNC装置により構成されるが、これに限定されるものではない。図1に示すように、制御装置23は、所定の制御を実行する制御部26と、各種プログラム及びデータを保存する記憶部27と、データを入力することが可能な入力部
28と、各種のデータを表示する表示部29とを備える。これらの各要素はバスにより相互に接続され得る。
28と、各種のデータを表示する表示部29とを備える。これらの各要素はバスにより相互に接続され得る。
制御部26は、例えばCPUにより構成されており、砥石24の駆動制御を実行する砥石制御部30と、ドレス装置25の駆動制御を実行するドレス装置制御部31とを備える。砥石制御部30は、記憶部27に格納されている制御プログラムに基づいて、砥石24の位置及び回転に係る制御を実行する。ドレス装置制御部31は、記憶部27に格納されている制御プログラムに基づいて、ドレス装置25におけるドレッサの位置に係る制御を実行する。
記憶部27は、例えばRAM、ROM、HDD等により構成されており、砥石24の位置及び回転を制御するためのプログラム、ドレス装置25におけるドレッサの位置を制御するためのプログラム、演算装置5から送信されるデータ、入力部28から入力されるデータ等を保存する。
入力部28は、キーボード、テンキーその他の各種入力インタフェースを有し、シェービングカッタ2の刃付けに必要な歯形形状データを入力することが可能である。この入力部28には、被加工歯車Wの目標とする歯形形状を示す目標歯形形状データが入力される。この目標歯形形状データは、被加工歯車Wの歯車諸元(モジュール、歯数、圧力角、ねじれ角、歯幅など)によって異なるものとなる。
表示部29は、液晶モニタ等の表示機器により構成される。表示部29は、入力部28から入力されたデータ、演算装置5から送信されたデータ等を表示する。
演算装置5は、例えばCPU、ROM、RAM、HDD、モニタ、入力インタフェース(キーボード、マウス)、プリンタ等の各種ハードウェアを実装するコンピュータ(例えばPC)を含むが、これに限定されるものではない。演算装置5は、所定の演算処理を実行する演算部32と、各種の演算プログラム及びデータを格納する記憶部33と、ユーザによって操作される入力部34と、各種の情報を表示する表示部35とを備える。なお、各構成要素はバスにより相互に接続され得る。
なお、演算装置5は、シェービングカッタ研削盤4に接続されている。演算装置5は、シェービングカッタ研削盤4の制御装置23に制御信号を送信し得る。
演算部32は、例えばCPUにより構成されるとともに、記憶部33に格納されている演算プログラムやデータに基づいて、被加工歯車Wの加工及びシェービングカッタ2の刃付けに必要な各種の演算処理を実行する。図1に示すように、演算部32は、シェービングカッタ2の歯の構造解析を実行する構造解析手段36と、シェービングカッタ2に対する砥石24の刃付け条件を補正する補正手段37とを備える。
構造解析手段36は、シェービングカッタ2のCADデータから構造解析用のモデル(例えばFEMモデル)を作成する。構造解析手段36は、被加工歯車Wの歯又はシェービングカッタ2の歯に関して、例えば多数の三角形メッシュ又は四角形メッシュの微小要素に分割して二次元的にモデル化し、あるいは三次元的な形状(ソリッド)を有する微小要素に分割して三次元的にモデル化し、有限要素法等の数値解析手法を用いて被加工歯車W及びシェービングカッタ2における歯の撓み等に係る解析を実行する。
補正手段37は、構造解析手段36によって求められたシェービングカッタ2における歯の撓みに基づいて、シェービングカッタ2に対する砥石24の刃付け条件を補正する。刃付けによってシェービングカッタ2の歯厚が小さくなると、シェービングカッタ2と被
加工歯車Wの中心間距離も小さくなる。そうすると、シェービングカッタ2と被加工歯車Wの双方の噛合ピッチ円が小さくなり、これによって歯面上の荷重ポイントが変化する。この荷重ポイントの変化が、歯面修正量入力値に対する補正関数f(x)のxに相当する。補正手段37はこの補正関数f(x)に基づいて、砥石24に係る刃付け条件の補正を実行する。
加工歯車Wの中心間距離も小さくなる。そうすると、シェービングカッタ2と被加工歯車Wの双方の噛合ピッチ円が小さくなり、これによって歯面上の荷重ポイントが変化する。この荷重ポイントの変化が、歯面修正量入力値に対する補正関数f(x)のxに相当する。補正手段37はこの補正関数f(x)に基づいて、砥石24に係る刃付け条件の補正を実行する。
記憶部33は、例えばRAM、ROM、HDD、及びUSBメモリ等により構成される。記憶部33は、演算部32によって演算される各種のプログラム(ソフトウェア)、有限要素法を使用可能な構造解析プログラム、補正手段37による刃付け条件の補正を実行するためのプログラム等を格納している。また、記憶部33は、例えば、及び歯車測定機6より測定された歯形形状データ、データベース、演算部32による演算結果に係るデータや入力部34から入力されるデータ、及びシェービング盤3から送信されるデータ等を保存する。
入力部34は、例えばマウス、キーボード、トラックパッド等の各種入力インタフェースにより構成される。入力部34は、オペレータの操作により、表示部35に表示される各種情報を編集できる。この入力部34には、被加工歯車Wの目標とする歯形形状を示す目標歯形形状データが入力され得る。
表示部35は、液晶モニタその他の各種の表示機器により構成される。表示部35は、歯車測定機6により取得された各種データや入力部34から入力されたデータを表示できる。また表示部35は、演算部32により作成されたFEMモデルに係るデータを表示する。
歯車測定機6は、所定の測定子(図示せず)を被加工歯車W又はシェービングカッタ2の歯面に接触させ、所定の方向に移動させることで、その歯形形状データを取得する。歯車測定機6は、演算装置5に接続されており、測定データ(歯形形状データ)を演算装置5に送信し得る。
以下、本実施形態に係るシェービングカッタ研削盤4による刃付けの方法について説明する。
被加工歯車Wは、ホブ盤によって所定の歯車形状に加工(歯切り加工)させることで形成されるものとする。被加工歯車Wには、シェービング盤3により歯面の仕上げ加工が実施される。シェービング盤3では、多数の被加工歯車Wを加工するうちに、シェービングカッタ2の歯(セレーション)が徐々に摩耗していく。所定数の被加工歯車Wの加工を行った後、シェービングカッタ2はシェービング盤3から取り外され、シェービングカッタ研削盤4の支持装置22へと装着される。
シェービングカッタ研削盤4に取り付けられたシェービングカッタ2は、砥石24によって研磨される。これにより、シェービングカッタ2の歯に形成されるセレーションは、被加工歯車Wに加工を施すことが可能な状態に刃付けされる。しかしながら、シェービングカッタ2の歯は、砥石24による研磨によって摩耗するため、その歯厚が減少し、剛性が低下することとなる。
演算装置5は、シェービング盤3から被加工歯車Wの加工条件、すなわち、シェービングカッタ2の回転数及び送りに関する加工条件に係るデータを取得する。この加工条件は、シェービング盤3から演算装置5に送信されてもよく、また、演算装置5の入力部34を介してオペレータが入力してもよい。これに限らず、例えばシェービングカッタ2に加工条件に係るデータを格納可能なデータキャリアを備え付け、このデータキャリアから必
要な加工条件を取得してもよい。
要な加工条件を取得してもよい。
演算装置5の演算部32では、取得した加工条件(回転数及び送り)に係るデータ及びFEMモデルに基づいて、その構造解析手段36により、被加工歯車Wとの噛み合いにおいて、シェービングカッタ2の歯に加えられる負荷を算出する。例えば、この負荷は、歯面静荷重補正と動荷重補正の組み合わせにより算出される。歯面静荷重補正では、歯形法線方向切削荷重成分を求め、動荷重補正では、噛合ピッチ円上加工周速度を求める。加えて、シェービング盤3からモータ負荷値データも併せて演算装置5に送信され、その値を算出したFEM結果に補正する学習ルーチンを付加してもよい。
オペレータは、演算装置5の入力部34を操作して、演算部32の構造解析手段36を作動させ、シェービングカッタ2における歯のFEMモデルを作成する。さらに、オペレータは、このFEMモデルに基づいて、構造解析手段36に、負荷が加えられた場合におけるシェービングカッタ2の歯の撓みを算出させる。具体的には、演算部32は、シェービングカッタ2の歯におけるピッチ円の近傍位置における撓みを算出する。なお、撓みは、有限要素法の他、一般的な梁要素での計算により算出されてもよい。また、撓みの算出は、動荷重係数の影響も考慮して行われることが望ましい。
なお、シェービングカッタ2における歯のFEMモデルは、シェービングカッタ2の歯の摩耗量を推定(算定)し、或いは摩耗したシェービングカッタ2の歯を推定(算定)して作成されてもよく、実際に摩耗したシェービングカッタ2の画像データを取得し、この画像データに基づいて作成されてもよい。
シェービングカッタ2における歯の撓み量が算出されると、演算部32の補正手段37は、この歯の撓み量に応じて、シェービングカッタ研削盤4における砥石24のシェービングカッタ2に対する刃付け条件を補正する(補正値を算出する)。
演算部32は、補正手段37が刃付け条件の補正値を算出すると、この補正値をシェービングカッタ研削盤4の制御装置23へと送信する。シェービングカッタ研削盤4は、補正値を受信すると、この補正値及び入力された他の加工条件に基づいて、砥石24によりシェービングカッタ2の刃付けを行う。
刃付けが終了すると、シェービングカッタ2は、シェービングカッタ研削盤4から取り外され、シェービング盤3に装着される。その後、シェービング盤3は、刃付け後のシェービングカッタ2により被加工歯車Wの試削(トライアル)を行う。通常、シェービングカッタ研削盤4の近傍には、試削を行うためのシェービング盤3(トライアルマシン)が生産ラインのものとは別に設置されている。
試削は、このトライアルマシンにシェービングカッタ2を装着し、入力されている目標歯形形状データに基づいて実行される。試削が終了すると、シェービングカッタ2は、歯車測定機6によってその歯形形状データが測定される。測定された歯形形状データは、演算装置5に送信され、目標値(目標歯形データ)と比較されてその良否が判定される。その結果、良と判定されると、シェービングカッタ2は、生産ライン上に配置されるシェービング盤3に装着され、被加工歯車Wの加工を再開する。
以上説明した本実施形態に係るシェービングカッタ研削盤4によれば、シェービング盤3における加工条件のうち、シェービングカッタ2の回転数及び送りに基づいてシェービングカッタ2の歯に加えられる負荷を演算装置5により算出し、この負荷に基づいて、有限要素法による構造解析により、シェービングカッタ2の歯の撓みを算出する。演算装置5は、この撓みに基づいてシェービングカッタ2に対する砥石24の刃付け条件を補正す
る。このように、シェービングカッタ2における歯の撓みを考慮してその刃付けを行うことにより、シェービングカッタ2に対して高精度な刃付けを行うことが可能になる。したがって、シェービングカッタ2による試削の回収を低減し、被加工歯車Wに対して精度の高いシェービング加工を行うことができる。
る。このように、シェービングカッタ2における歯の撓みを考慮してその刃付けを行うことにより、シェービングカッタ2に対して高精度な刃付けを行うことが可能になる。したがって、シェービングカッタ2による試削の回収を低減し、被加工歯車Wに対して精度の高いシェービング加工を行うことができる。
なお、本発明は、上記実施形態の構成に限定されるものではなく、また、上記した作用効果に限定されるものでもない。本発明は、本発明の要旨を逸脱しない範囲で種々の変更が可能である。
上記の実施形態では、演算装置5の演算部32により、シェービングカッタ2における歯の撓み量を演算し、シェービング盤3の加工条件を補正する例を示したが、これに限定されない。これに加え、演算装置5の演算部32によって、シェービングカッタ2のすべり率を演算し、シェービングカッタ研削盤4の刃付け条件を補正するようにしてもよい。
上記の実施形態では、演算装置5によってシェービングカッタ2における歯の撓みの算出及び砥石24の刃付け条件の補正を行う例を示したが、これに限定されず、これらの演算をシェービングカッタ研削盤4の制御装置23により行ってもよい。すなわち、制御装置23を演算装置として使用でき、この場合、演算装置5を省略してもよい。
2 シェービングカッタ
3 シェービング盤
4 シェービングカッタ研削盤
5 演算装置
24 砥石
3 シェービング盤
4 シェービングカッタ研削盤
5 演算装置
24 砥石
Claims (1)
- シェービング盤のシェービングカッタに対して刃付けを行うシェービングカッタ研削盤であって、
前記シェービングカッタに刃付けを施す砥石と、前記シェービング盤における前記シェービングカッタの回転数及び送りの加工条件に基づいて、前記シェービングカッタに加えられる負荷を算出する演算装置とを備え、
前記演算装置は、前記負荷に基づいて、前記シェービングカッタの歯の撓みを算出するとともに、前記撓みに基づいて、前記シェービングカッタに対する前記砥石の刃付け条件を補正するように構成されることを特徴とするシェービングカッタ研削盤。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016065935A JP2017177262A (ja) | 2016-03-29 | 2016-03-29 | シェービングカッタ研削盤 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016065935A JP2017177262A (ja) | 2016-03-29 | 2016-03-29 | シェービングカッタ研削盤 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017177262A true JP2017177262A (ja) | 2017-10-05 |
Family
ID=60008836
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016065935A Pending JP2017177262A (ja) | 2016-03-29 | 2016-03-29 | シェービングカッタ研削盤 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017177262A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113227920A (zh) * | 2019-04-26 | 2021-08-06 | 芝浦机械株式会社 | 工件的加工方法以及工件的加工机 |
-
2016
- 2016-03-29 JP JP2016065935A patent/JP2017177262A/ja active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113227920A (zh) * | 2019-04-26 | 2021-08-06 | 芝浦机械株式会社 | 工件的加工方法以及工件的加工机 |
| CN113227920B (zh) * | 2019-04-26 | 2023-12-01 | 芝浦机械株式会社 | 工件的加工方法以及工件的加工机 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5511263B2 (ja) | 内歯車加工方法及び内歯車加工機 | |
| JP5680636B2 (ja) | 適応研磨により鍛造部品を製造するための方法 | |
| EP2460625B1 (en) | Method for machining internally toothed gear | |
| JP5308362B2 (ja) | シェービングカッタ歯形研削盤の歯形管理システム | |
| JP4618837B2 (ja) | グラインディングウォームの加工方法および加工装置 | |
| JP5272569B2 (ja) | びびりシミュレーション装置、および、びびりシミュレーション方法 | |
| JP2022547408A (ja) | 歯車加工装置における自動プロセス制御 | |
| JP7380107B2 (ja) | 品質予測システム | |
| JPH11347930A (ja) | ねじれ溝成形研削加工の補正方法及びねじれ溝成形研削加工装置 | |
| JP2013071187A (ja) | 工具経路算出装置、工具経路算出方法、及び加工装置 | |
| JP7172636B2 (ja) | 工作機械のメンテナンス支援装置および工作機械システム | |
| JP2020069599A (ja) | 工作機械の支援装置および工作機械システム | |
| CN102059597B (zh) | 一种硬齿面插齿刀负倒棱的加工方法 | |
| JP4508782B2 (ja) | シェービングカッタ歯形研削盤の歯形管理システム | |
| JP2017177262A (ja) | シェービングカッタ研削盤 | |
| JP2020114614A (ja) | 表面粗さ推定装置および工作機械システム | |
| JP2019155557A (ja) | 工作機械の駆動軸の偏差の推定方法及びそれを用いた工作機械 | |
| JP5781131B2 (ja) | インボリュート歯形の加工方法およびその加工機の制御装置 | |
| JP2006035340A (ja) | 歯車研削装置及び歯車研削方法 | |
| JP4988534B2 (ja) | センタレス研削盤の段取り装置、その段取り方法およびセンタレス研削盤 | |
| JP2024103240A (ja) | シミュレーション装置、歯車製造システム、歯車製造方法、及びプログラム | |
| JPH10296632A (ja) | 研削ホイール用超精密ツルーイング方法 |