JP2017177696A - 射出成形装置および射出成形方法 - Google Patents
射出成形装置および射出成形方法 Download PDFInfo
- Publication number
- JP2017177696A JP2017177696A JP2016071640A JP2016071640A JP2017177696A JP 2017177696 A JP2017177696 A JP 2017177696A JP 2016071640 A JP2016071640 A JP 2016071640A JP 2016071640 A JP2016071640 A JP 2016071640A JP 2017177696 A JP2017177696 A JP 2017177696A
- Authority
- JP
- Japan
- Prior art keywords
- injection molding
- mold
- conductive
- cavity
- injection
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
Description
導電性材料を流動可能温度に加熱溶融させ、成形型内に射出する加熱射出手段を備えた射出成形装置であって、
成形型は、キャビティの形成面の少なくとも一部に互いに絶縁された複数の導電部を有して成り、
導電部間に所定の電圧を印加する通電手段を備え、
キャビティが少なくとも2つの異なる厚み寸法を有し、異なる厚み寸法の領域ごとに独立した通電回路がそれぞれ形成されている
ことを特徴とする射出成形装置が提供される。
導電性材料を成形型内に射出して射出成形品を得るための射出成形方法であって、
加熱射出手段を用いて、導電性材料を流動可能温度に加熱溶融させ、成形型内に射出する加熱射出ステップと、
射出された導電性材料が成形型のキャビティの形成面の少なくとも一部に互いに絶縁して設けられた複数の導電部に接触したときに通電加熱されるように、導電部間に電圧を印加する通電ステップと、を含み、
キャビティが少なくとも2つの異なる厚み寸法を有する際において、異なる厚み寸法の領域ごとに独立した通電回路をそれぞれ形成する
ことを特徴とする射出成形方法が提供される。
まず、本実施形態の射出成形装置における特徴的構成について説明する前に、本実施形態の射出成形装置の一般的構成について図面を参照しながら説明する。
加熱射出装置2は射出シリンダ21を備えている。射出シリンダ21の上部には、成形品の原料となるペレット状の熱可塑性樹脂を射出シリンダ21内に供給するためのホッパ22が取り付けられている。射出シリンダ21の周囲には、熱可塑性樹脂を流動可能温度に加熱溶融するためのバンドヒータ23が巻かれている。射出シリンダ21内には、スクリュ24が回転可能かつ進退可能に設けられている。
型締装置3には、金型装置4が設けられる。かかる金型装置4は、可動金型41と固定金型42とから成り、可動金型41と固定金型42は型締め時に相互に対向する型合わせ面を形成するように構成される。型締め時には可動金型41と固定金型42とにより、加熱射出装置2より射出された溶融樹脂材料を注入するためのキャビティCが形成される。また、可動金型41および固定金型42の内部には、冷却水等の冷却液を流すための流路Fがそれぞれ形成されている。型締装置3は、可動金型41が取り付けられる可動側取付板31と、固定金型42が取り付けられる固定側取付板32と、可動側取付板31を前進、後退させるための駆動源として用いられる型締用シリンダ装置33と、を備えている。
次に、本実施形態の射出成形装置の特徴的構成について説明する。
射出成形装置1は、上述の導電部47と導電部48との間に電圧を印加するための通電装置61を備えている。通電装置61は、定電圧を印加可能な直流電源である。なお、通電装置61は、交流電源であってもよい。射出成形装置1の構成要素である加熱射出装置2には、射出シリンダ21内でバンドヒータ23により溶融された導電性材料Pの電気抵抗値を検知するための抵抗センサ62が設けられている。抵抗センサ62から出力されるセンサ信号は、後述する通電制御部140に入力されるように構成されている。
以下、導電部47、48間の絶縁部材49における漏洩電流について図4を参照しながら説明しておく。
以下、制御ユニット100により制御される射出成形装置1の制御動作の流れについて説明しておく。具体的には、かかる射出成形装置1の制御動作の流れについて、図5〜図7のフローチャートと、スクリュ位置、射出圧力、通電ON/OFF、冷却ポンプのON/OFFの変化を示す図8のタイムチャートと、を参照しながら説明する。なお、以下では、少なくとも2つの異なる厚み寸法を有するキャビティを用いて射出成形する場合を前提とすることを付言しておく。
まず、時刻t0において、型締制御部120から出力された型締信号に基づいて型締用シリンダ装置33を駆動させて可動金型41を固定金型42に向かって移動させ、金型装置4を型閉および型締する。この時の型締圧力は、射出時に金型装置4が開かない程度の高い圧力に設定されている。また、型締信号に基づき冷却制御部130は、冷却ポンプ51の駆動を停止する(ONからOFFに切り替える)。
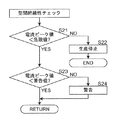
次に、可動金型41と固定金型42の型間絶縁性チェックを実行する。
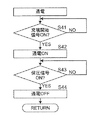
次に、時刻t1において、加熱射出制御部110が射出信号を出力する。かかる射出信号の出力により、加熱射出装置2の射出用シリンダ装置25により予め設定した射出速度でスクリュ24を前進させ、それにより射出シリンダ21から加熱溶融させた導電性材料Pを射出する。次いで、射出した導電性材料PをスプールSを介して少なくとも2つの異なる厚み寸法を有するキャビティC内へと進め、導電性材料Pの充填を開始する。
時刻t1において、通電制御部140は、射出信号に基づき第1通電装置61aおよび第2通電装置61bを制御する(図3参照)。通電制御部140の制御下で、第1通電装置61aにより第1サブ導電部48aと第1サブ導電部47a間にキャビティ領域C1の厚み寸法に比例した所定電圧を印加する。かかる電圧印加により、キャビティ領域C1に位置する導電性材料Pを、第1サブ導電部48a側から第1サブ導電部47a側へと向かって通電させる(図3参照)。つまり、電流が第1サブ導電部48a側からキャビティ領域C1内の導電性材料Pを介して第1サブ導電部47aへと流れる。かかる通電により、キャビティ領域C1内の導電性材料Pに含まれる導電性物質が有する電気抵抗によりジュール熱を発生させ、それにより導電性材料Pを通電加熱する。
次に、スクリュ24がキャビティC内に導電性材料Pが完全充填されるスクリュ位置A1まで前進した時刻t2において、加熱射出制御部110は保圧信号を出力する。かかる保圧信号に基づき加熱射出装置2が制御され、キャビティCに充填した導電性材料Pに対して、予め設定した保圧時間が経過するまで射出充填時の最大圧力よりも低圧である保圧力が付与される。
次に、保圧時間が経過し、スクリュ24のスクリュ位置がA2まで前進した時刻t3において、予め設定した冷却時間分保圧した導電性材料Pを冷却させる。同時に、加熱射出装置2では、次なるショットのためにバンドヒータ23により導電性材料Pを流動可能温度に加熱溶融すると共に、スクリュ24を回転させ、所定の位置まで後退させる。この際、ホッパ22から供給された導電性材料Pは、射出シリンダ21内において加熱溶融させられ、スクリュ24の後退に伴いスクリュ24の前方に保持される。
次に、冷却完了の時刻t4において、型締制御部120により型締装置3を制御し、型締用シリンダ装置33の型締用ピストン33aを後退させて金型装置4の型開きを行う。
次に、エジェクタ装置によりキャビティC内から成形品を突き出して取り出す。
最後に、成形終了の是非を判定し、成形終了である判定すれば、かかる射出成形サイクルを終了する。
2 加熱射出装置(加熱射出手段)
4 金型装置(成形型)
45a 絶縁層
46a 絶縁層
47、48 導電部
49 絶縁部材(絶縁層)
61 通電装置(通電手段)
C キャビティ
C1 キャビティ領域
C2 キャビティ領域
P 導電性材料
Claims (10)
- 導電性材料を流動可能温度に加熱溶融させ、成形型内に射出する加熱射出手段を備えた射出成形装置であって、
前記成形型は、キャビティの形成面の少なくとも一部に互いに絶縁された複数の導電部を有して成り、
前記導電部間に所定の電圧を印加する通電手段を備え、
前記キャビティが少なくとも2つの異なる厚み寸法を有し、該異なる厚み寸法の領域ごとに独立した通電回路がそれぞれ形成されている
ことを特徴とする射出成形装置。 - 前記厚み寸法に応じて前記導電部間に印加する電圧がそれぞれ制御されている
ことを特徴とする請求項1記載の射出成形装置。 - 前記厚み寸法に比例した前記電圧が前記導電部間に印加される
ことを特徴とする請求項2記載の射出成形装置。 - 隣り合う前記通電回路間に該通電回路間における漏電を防止するための絶縁層が設けられている
ことを特徴とする請求項1〜3のいずれかに記載の射出成形装置。 - 前記絶縁層の厚さは、前記成形型のパーティングライン面に設けられた前記導電部間を互いに絶縁する絶縁層の厚さよりも小さい
ことを特徴とする請求項4記載の射出成形装置。 - 導電性材料を成形型内に射出して射出成形品を得るための射出成形方法であって、
加熱射出手段を用いて、前記導電性材料を流動可能温度に加熱溶融させ、前記成形型内に射出する加熱射出ステップと、
射出された前記導電性材料が前記成形型のキャビティの形成面の少なくとも一部に互いに絶縁して設けられた複数の導電部に接触したときに通電加熱されるように、前記導電部間に電圧を印加する通電ステップと、を含み、
前記キャビティが少なくとも2つの異なる厚み寸法を有する際において、該異なる厚み寸法の領域ごとに独立した通電回路をそれぞれ形成する
ことを特徴とする射出成形方法。 - 前記厚み寸法に応じて前記導電部間に印加する電圧を変化させる
ことを特徴とする請求項6記載の射出成形方法。 - 前記厚み寸法に比例した前記電圧を前記導電部間に印加する
ことを特徴とする請求項7記載の射出成形方法。 - 隣り合う前記通電回路間に該通電回路間における漏電を防止するための絶縁層を設ける
ことを特徴とする請求項6〜8のいずれかに記載の射出成形方法。 - 前記絶縁層の厚さを、前記成形型のパーティングライン面に設けられた前記導電部間を互いに絶縁する絶縁層の厚さよりも小さくする
ことを特徴とする請求項9記載の射出成形方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016071640A JP6332318B2 (ja) | 2016-03-31 | 2016-03-31 | 射出成形装置および射出成形方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016071640A JP6332318B2 (ja) | 2016-03-31 | 2016-03-31 | 射出成形装置および射出成形方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017177696A true JP2017177696A (ja) | 2017-10-05 |
| JP6332318B2 JP6332318B2 (ja) | 2018-05-30 |
Family
ID=60004820
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016071640A Expired - Fee Related JP6332318B2 (ja) | 2016-03-31 | 2016-03-31 | 射出成形装置および射出成形方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6332318B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017177698A (ja) * | 2016-03-31 | 2017-10-05 | マツダ株式会社 | 射出成形装置および射出成形方法 |
| JP2017177697A (ja) * | 2016-03-31 | 2017-10-05 | マツダ株式会社 | 射出成形装置および射出成形方法 |
Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4635262Y1 (ja) * | 1968-03-29 | 1971-12-04 | ||
| JPS4927566A (ja) * | 1972-07-11 | 1974-03-12 | ||
| JPH1058506A (ja) * | 1996-08-22 | 1998-03-03 | Meiki Co Ltd | ノズルヒータの給電制御方法および給電制御装置 |
| JPH1177780A (ja) * | 1997-09-08 | 1999-03-23 | Ricoh Co Ltd | プラスチック成形方法及び装置 |
| JP2002283392A (ja) * | 2001-03-27 | 2002-10-03 | Matsushita Electric Works Ltd | 樹脂成形品及びその製造方法 |
| JP2003311800A (ja) * | 2002-04-24 | 2003-11-05 | Ricoh Co Ltd | プラスチック薄型成形品の成形方法及び成形金型 |
| JP2003340896A (ja) * | 2002-05-30 | 2003-12-02 | Meiki Co Ltd | 射出成形機の溶融材料加熱装置と加熱方法 |
| WO2011035376A1 (en) * | 2009-09-24 | 2011-03-31 | Romar Engineering Pty Ltd | A mould or mould core and a method of manufacturing a mould or mould core |
| JP2015199219A (ja) * | 2014-04-04 | 2015-11-12 | パナソニックIpマネジメント株式会社 | 防かび性樹脂成形体の製造方法 |
| JP2017177695A (ja) * | 2016-03-31 | 2017-10-05 | マツダ株式会社 | 射出成形装置および射出成形方法 |
| JP2017177698A (ja) * | 2016-03-31 | 2017-10-05 | マツダ株式会社 | 射出成形装置および射出成形方法 |
| JP2017177697A (ja) * | 2016-03-31 | 2017-10-05 | マツダ株式会社 | 射出成形装置および射出成形方法 |
| JP2017177694A (ja) * | 2016-03-31 | 2017-10-05 | 宇部興産機械株式会社 | 射出成形装置および射出成形方法 |
-
2016
- 2016-03-31 JP JP2016071640A patent/JP6332318B2/ja not_active Expired - Fee Related
Patent Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4635262Y1 (ja) * | 1968-03-29 | 1971-12-04 | ||
| JPS4927566A (ja) * | 1972-07-11 | 1974-03-12 | ||
| JPH1058506A (ja) * | 1996-08-22 | 1998-03-03 | Meiki Co Ltd | ノズルヒータの給電制御方法および給電制御装置 |
| JPH1177780A (ja) * | 1997-09-08 | 1999-03-23 | Ricoh Co Ltd | プラスチック成形方法及び装置 |
| JP2002283392A (ja) * | 2001-03-27 | 2002-10-03 | Matsushita Electric Works Ltd | 樹脂成形品及びその製造方法 |
| JP2003311800A (ja) * | 2002-04-24 | 2003-11-05 | Ricoh Co Ltd | プラスチック薄型成形品の成形方法及び成形金型 |
| JP2003340896A (ja) * | 2002-05-30 | 2003-12-02 | Meiki Co Ltd | 射出成形機の溶融材料加熱装置と加熱方法 |
| WO2011035376A1 (en) * | 2009-09-24 | 2011-03-31 | Romar Engineering Pty Ltd | A mould or mould core and a method of manufacturing a mould or mould core |
| JP2015199219A (ja) * | 2014-04-04 | 2015-11-12 | パナソニックIpマネジメント株式会社 | 防かび性樹脂成形体の製造方法 |
| JP2017177695A (ja) * | 2016-03-31 | 2017-10-05 | マツダ株式会社 | 射出成形装置および射出成形方法 |
| JP2017177698A (ja) * | 2016-03-31 | 2017-10-05 | マツダ株式会社 | 射出成形装置および射出成形方法 |
| JP2017177697A (ja) * | 2016-03-31 | 2017-10-05 | マツダ株式会社 | 射出成形装置および射出成形方法 |
| JP2017177694A (ja) * | 2016-03-31 | 2017-10-05 | 宇部興産機械株式会社 | 射出成形装置および射出成形方法 |
| WO2017170414A1 (ja) * | 2016-03-31 | 2017-10-05 | マツダ株式会社 | 射出成形装置および射出成形方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017177698A (ja) * | 2016-03-31 | 2017-10-05 | マツダ株式会社 | 射出成形装置および射出成形方法 |
| JP2017177697A (ja) * | 2016-03-31 | 2017-10-05 | マツダ株式会社 | 射出成形装置および射出成形方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6332318B2 (ja) | 2018-05-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2017177694A (ja) | 射出成形装置および射出成形方法 | |
| JP6354780B2 (ja) | 射出成形装置および射出成形方法 | |
| JP6094600B2 (ja) | 射出成形装置及び射出成形方法 | |
| US10265898B2 (en) | Injection molding apparatus and injection molding method | |
| US20070039943A1 (en) | Heatable tool | |
| JP6332318B2 (ja) | 射出成形装置および射出成形方法 | |
| JP2015517934A (ja) | 層加熱部を有するダイインサート、該ダイインサートを有する成形プレート、及び該ダイインサートを動作させるための方法 | |
| JP6094601B2 (ja) | 射出成形装置 | |
| JP6340631B2 (ja) | 射出成形装置および射出成形方法 | |
| JP6323487B2 (ja) | 射出成形装置および射出成形方法 | |
| JP6094603B2 (ja) | 射出成形装置及び射出成形方法 | |
| JP6056887B2 (ja) | 射出成形装置及び射出成形方法 | |
| KR20160134723A (ko) | 열전소자를 구비하는 사출 금형 | |
| JP5928949B2 (ja) | インサート成形装置及び方法 | |
| JP6094608B2 (ja) | 射出成形装置及び射出成形方法 | |
| JP2004001301A (ja) | 金型及びその製造方法 | |
| JP6056879B2 (ja) | 射出成形装置及び射出成形方法 | |
| JP6056878B2 (ja) | 射出成形装置及び射出成形方法 | |
| JP6094602B2 (ja) | 射出成形装置及び射出成形方法 | |
| JP6094607B2 (ja) | 射出成形装置及び射出成形方法 | |
| JP3813535B2 (ja) | プラスチック薄型成形品の成形方法及び成形金型 | |
| US20060051453A1 (en) | Metal mold device method of manufacturing the metal mold device . molding method molded product and molding machine | |
| JP6056886B2 (ja) | 射出成形装置及び射出成形方法 | |
| JP2004050825A (ja) | 金型 | |
| JP2025538779A (ja) | プレート状の燃料電池構成要素、特にバイポーラプレートを製造するための方法およびこの方法により製造された燃料電池構成要素 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180112 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180123 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180313 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180403 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180416 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6332318 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |