JP2017185436A - 攪拌装置の軸スリーブおよびその製造方法 - Google Patents
攪拌装置の軸スリーブおよびその製造方法 Download PDFInfo
- Publication number
- JP2017185436A JP2017185436A JP2016075120A JP2016075120A JP2017185436A JP 2017185436 A JP2017185436 A JP 2017185436A JP 2016075120 A JP2016075120 A JP 2016075120A JP 2016075120 A JP2016075120 A JP 2016075120A JP 2017185436 A JP2017185436 A JP 2017185436A
- Authority
- JP
- Japan
- Prior art keywords
- shaft sleeve
- shaft
- outer peripheral
- peripheral surface
- stirring device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Landscapes
- Sealing Of Bearings (AREA)
- Accessories For Mixers (AREA)
- Solid-Phase Diffusion Into Metallic Material Surfaces (AREA)
Abstract
Description
まず、ニッケル硫化物を主成分とするニッケルマットを粉砕した後、これを塩化物溶液に分散させてその中に塩素ガスを吹き込む。すると、ニッケルを含む有価金属が塩化物溶液中に浸出され、ニッケルを含むニッケル浸出液が生成される(塩素浸出)。このニッケル浸出液から銅、コバルト、鉄などの不純物を除去すると、塩化ニッケル溶液が生成される。そして、ニッケル浸出液から電解採取することによって、ニッケルが生産される。
第2発明の撹拌装置の軸スリーブは、第1発明において、前記浸炭処理層が、該軸スリーブの外周面全面に形成されていることを特徴とする。
第3発明の撹拌装置の軸スリーブは、第1または第2発明において、ニッケル硫化物の塩素浸出工程における撹拌装置に使用されるものであることを特徴とする。
第4発明の撹拌装置の軸スリーブの製造方法は、炭化水素ガスを含有する雰囲気において、1000Pa以下、750〜800℃の条件で、チタン製またはチタン合金製の円筒体の外周面にプラズマ浸炭処理を施すことを特徴とする。
第2発明によれば、グランドパッキンと接触する位置が変動しても、接触状態を維持できるので、軸スリーブの耐久性を大幅に向上できる。
第3発明によれば、安定した攪拌を長期間維持できるので、攪拌装置の損傷等に起因する工場の操業率の低下を防ぐことができる。
第4発明によれば、チタン製またはチタン合金製の円筒体の外周面に浸炭処理層を形成できるので、製造された軸スリーブの耐摩耗性と耐久性を高くすることができる。しかも、円筒体の外面に直接プラズマ浸炭処理を施しているので、浸炭処理層が脱落することもなく、耐久性に優れた軸スリーブを得ることができる。
まず、本実施形態の軸スリーブ21が使用される攪拌装置10について説明する。
図2に示すように、符号Tは、攪拌装置10が設置される反応槽などの天蓋を示している。攪拌装置10は、その回転軸11が軸受12を介して天蓋Tに対して回転可能に取り付けられている。なお、この軸受12に、軸スリーブ21を有する軸封部20が設けられている。
攪拌装置10の軸受12には、回転軸11の位置で反応槽内と外部とを気密液密に保つ軸封部20が設けられている。この軸封部20は、グランドパッキン方式を採用している。具体的には、回転軸11に取り付けられた本実施形態の軸スリーブ21を備えている。この軸スリーブ21の周囲には、パッキンケース22に収容されたグランドパッキン23が設けられている。そして、軸封部20は、グランドパッキン23を押圧するパッキン押え24を備えている。
本実施形態の軸スリーブ21において、浸炭処理層21bを形成する方法はとくに限定されない。例えば、固体浸炭、ガス浸炭、液体浸炭、真空浸炭(真空ガス浸炭)、プラズマ浸炭(イオン浸炭)等の公知の方法を採用することができる。とくに、プラズマ浸炭処理によって浸炭処理層21bを形成すれば、チタンの強度を落とさずに浸炭加工でき、硬化層が剥離し難いという点で好ましい。
2)円筒体21aの表面から飛び出したTi原子が活性化された炭素イオンと結合して円筒体21aの表面に被着して内部に拡散する。
3)陰極の近傍で加速された炭素イオンが直接にチタン金属内に打込まれる。
ついで、チャンバー内を真空引きして、チャンバー内の気圧が1000Pa以下となるように調整し、ヒータ等によってチャンバー内が750〜800℃となるよう加熱する。
上記状態となったチャンバー内に、上記状態が維持されるように炭化水素ガスを供給して、チャンバーが陰極、円筒体21aが陽極となるように、数百ボルトの直流電圧を印加する。
すると、チャンバーと円筒体21aの間でグロー放電が発生するので、炭化水素ガスが分解されて炭素イオンが発生し、上述したような現象により、円筒体21aの外周面に浸炭処理層21bが形成される。
この状態を8時間程度維持すれば、円筒体21aの外周面に20〜30μmmの浸炭処理層21bを有する軸スリーブ21を製造することができる。
実験では、グランドパッキン方式の軸封部を有する攪拌装置を、塩素浸出電解採取法で使用される塩素浸出槽に取付けて、軸スリーブの摩耗や腐食状況を調べた。
(実施例1)
外径180mm、肉厚10mm、長さ313mmのチタン製の円筒体の外周面に、プラズマ浸炭処理を施して軸スリーブ(実施例1の軸スリーブ)を製造した。得られた軸スリーブについて、ビッカース硬さを測定したところ、700HV以上であった。
なお、プラズマ浸炭処理は、真空チャンバー(SDC田中社製)を使用して、炭化水素ガスを含有する雰囲気(1000Pa、750〜850℃)において8時間実施した。
外径180mm、肉厚10mm、長さ285mmのチタン製の円筒体の外周面に、実施例と同様のプラズマ浸炭処理を施して軸スリーブ(実施例2の軸スリーブ)を製造した。得られた軸スリーブについて、ビッカース硬さを測定したところ、700HV以上であった。
また、比較例2では、外径170mm、肉厚10mm、長さ240mmのSUS316製の円筒体を軸スリーブ(比較例2の軸スリーブ)として使用した。
まず、実施例1では、定期点検時に、上述した実施例1の軸スリーブを撹拌装置の回転軸に取り付けて、撹拌装置を6ケ月間運転した。
稼働して6ケ月後の点検では、グランドパッキンとの摺動部において、実施例1の軸スリーブの外周面には、目視および触診で確認する限り摩耗はなかった。ダイヤルゲージで測定しても、実施例1の軸スリーブの外周面の摩耗量は0.01mm以下であり、腐食も外周面全体においてみられなかった。
この結果より、実施例1の軸スリーブを使用すれば、定期点検時に使用開始してから次の定期点検までの半年間に、軸封部の機能を十分に維持させることができることが確認された。
稼働して1年後の点検では、グランドパッキンとの摺動部において、実施例2の軸スリーブの外周面には、目視および触診で確認する限り摩耗はなかった。ダイヤルゲージで測定しても、実施例2の軸スリーブの外周面の摩耗量は0.01mm以下であり、腐食も外周面全体においてみられなかった。
この結果より、実施例2の軸スリーブを使用すれば、定期点検時に使用開始してから次の定期点検までの1年間に、軸封部の機能を十分に維持させることができることが確認された。
稼働して1年後の点検では、グランドパッキンとの摺動部において、比較例1の軸スリーブの外周面には、最大で0.81mmの摩耗がみられた。
交換した軸スリーブを確認したところ、軸封部の機能を低下させたのは、軸スリーブ下部の腐食によるものであり、その腐食の原因は、反応槽内の塩素ガスと反応槽内で飛散した薬液であると推察された。
等のように耐摩耗性と耐腐食性が要求される攪拌装置のスリーブに適している。
11 回転軸
20 軸封部
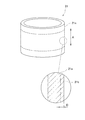
21 軸スリーブ
22 パッキンケース
23 グランドパッキン
24 パッキン押え
Claims (4)
- グランドパッキン方式を採用した軸封部の軸スリーブであって、
該軸スリーブが、
外周面に浸炭処理層を有するチタン製またはチタン合金製の円筒体である
ことを特徴とする撹拌装置の軸スリーブ。 - 前記浸炭処理層が、
該軸スリーブの外周面全面に形成されている
ことを特徴とする請求項1記載の撹拌装置の軸スリーブ。 - ニッケル硫化物の塩素浸出工程における撹拌装置に使用されるものである
ことを特徴とする請求項1または2記載の撹拌装置の軸スリーブ。 - 炭化水素ガスを含有する雰囲気において、1000Pa以下、750〜800℃の条件で、チタン製またはチタン合金製の円筒体の外周面にプラズマ浸炭処理を施す
ことを特徴とする撹拌装置の軸スリーブの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016075120A JP6575876B2 (ja) | 2016-04-04 | 2016-04-04 | 攪拌装置の軸スリーブおよびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016075120A JP6575876B2 (ja) | 2016-04-04 | 2016-04-04 | 攪拌装置の軸スリーブおよびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017185436A true JP2017185436A (ja) | 2017-10-12 |
| JP6575876B2 JP6575876B2 (ja) | 2019-09-18 |
Family
ID=60044382
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016075120A Active JP6575876B2 (ja) | 2016-04-04 | 2016-04-04 | 攪拌装置の軸スリーブおよびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6575876B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112077484A (zh) * | 2019-06-13 | 2020-12-15 | 湖南高精特电装备有限公司 | 一种钛合金锲形键合立针及其制备方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0790542A (ja) * | 1993-09-21 | 1995-04-04 | Osaka Prefecture | チタン金属の表面処理方法 |
| JPH11270698A (ja) * | 1998-03-24 | 1999-10-05 | Yokohama Rubber Co Ltd:The | メカニカルシールの組付け方法及び組付け構造 |
| JP2000337392A (ja) * | 1999-05-31 | 2000-12-05 | Fuji Seiko Kk | 回転軸保護スリーブ |
| JP2001152316A (ja) * | 1999-11-30 | 2001-06-05 | Tanaka:Kk | プラズマ浸炭処理方法 |
| JP2002088463A (ja) * | 2000-07-12 | 2002-03-27 | Osaka Prefecture | チタン金属の表面処理方法 |
| JP2002371348A (ja) * | 2001-06-14 | 2002-12-26 | Tanaka:Kk | チタン合金部品の疲労特性改善方法とそれを用いたチタン合金部品 |
| JP2009000661A (ja) * | 2007-06-25 | 2009-01-08 | Sumitomo Metal Mining Co Ltd | 攪拌装置およびこれを用いた反応槽 |
| JP2015182038A (ja) * | 2014-03-25 | 2015-10-22 | 住友金属鉱山株式会社 | 撹拌装置の軸スリーブとその製造方法 |
-
2016
- 2016-04-04 JP JP2016075120A patent/JP6575876B2/ja active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0790542A (ja) * | 1993-09-21 | 1995-04-04 | Osaka Prefecture | チタン金属の表面処理方法 |
| JPH11270698A (ja) * | 1998-03-24 | 1999-10-05 | Yokohama Rubber Co Ltd:The | メカニカルシールの組付け方法及び組付け構造 |
| JP2000337392A (ja) * | 1999-05-31 | 2000-12-05 | Fuji Seiko Kk | 回転軸保護スリーブ |
| JP2001152316A (ja) * | 1999-11-30 | 2001-06-05 | Tanaka:Kk | プラズマ浸炭処理方法 |
| JP2002088463A (ja) * | 2000-07-12 | 2002-03-27 | Osaka Prefecture | チタン金属の表面処理方法 |
| JP2002371348A (ja) * | 2001-06-14 | 2002-12-26 | Tanaka:Kk | チタン合金部品の疲労特性改善方法とそれを用いたチタン合金部品 |
| JP2009000661A (ja) * | 2007-06-25 | 2009-01-08 | Sumitomo Metal Mining Co Ltd | 攪拌装置およびこれを用いた反応槽 |
| JP2015182038A (ja) * | 2014-03-25 | 2015-10-22 | 住友金属鉱山株式会社 | 撹拌装置の軸スリーブとその製造方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112077484A (zh) * | 2019-06-13 | 2020-12-15 | 湖南高精特电装备有限公司 | 一种钛合金锲形键合立针及其制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6575876B2 (ja) | 2019-09-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Tomio et al. | Role of alloyed copper on corrosion resistance of austenitic stainless steel in H2S–Cl− environment | |
| CN104334766B (zh) | 氮化钢构件及其制造方法 | |
| JP2009000661A (ja) | 攪拌装置およびこれを用いた反応槽 | |
| SE506530C2 (sv) | Sätt vid nitrering av stål | |
| Łępicka et al. | Direct current and pulsed direct current plasma nitriding of ferrous materials a critical review | |
| JPH10140287A (ja) | 転がり軸受 | |
| US20120094074A1 (en) | Dlc film-forming method and dlc film | |
| JP6575876B2 (ja) | 攪拌装置の軸スリーブおよびその製造方法 | |
| CN102753725A (zh) | 被覆部件及其制造方法 | |
| WO2018169827A1 (en) | Boronizing powder compositions for improved boride layer quality in oil country tubular goods and other metal articles | |
| JP4990959B2 (ja) | 厚膜dlc被覆部材およびその製造方法 | |
| Dalibón et al. | Influence of plasma conditions and surface finish on wear and corrosion behaviour of nitrocarburized AISI 316 L | |
| JPWO2011092998A1 (ja) | 金属の表面処理法及び表面改質された金属製品 | |
| CN1985107A (zh) | 用于蜗轮减速器的密封 | |
| JP6176592B2 (ja) | 塩素浸出槽撹拌装置の軸スリーブとその製造方法 | |
| Wang et al. | The improved mechanical and tribological properties of CrN coatings sealed via electrochemical polarization treatment | |
| CN105734487A (zh) | 一种钛合金齿轮表面制备强韧性钼梯度改性层的方法 | |
| JP5674180B2 (ja) | ステンレス材料の表面改質方法 | |
| Park et al. | Wear and corrosion behaviors of Ti-6Al-4 V alloy gradient-hardened by vacuum rapid oxynitriding | |
| Elwar et al. | Plasma (ion) nitriding and nitrocarburizing of steels | |
| US20120219409A1 (en) | Pump used in gasification system | |
| WO2004042106A1 (en) | Process for nitriding articles in bulk | |
| CA2998048A1 (en) | Boronizing powder compositions for improved boride layer quality in oil country tubular goods and other metal articles | |
| Skakov et al. | Phase composition and microhardness of surface layers 34CrNi1Mo steel after electrolytic-plasma processing | |
| JPH10330906A (ja) | オーステナイト系ステンレス製品の製法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180405 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190116 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190128 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190326 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190507 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20190708 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190712 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190726 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190808 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6575876 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |