JP2017185710A - ポリマ顆粒物の製造方法 - Google Patents
ポリマ顆粒物の製造方法 Download PDFInfo
- Publication number
- JP2017185710A JP2017185710A JP2016077056A JP2016077056A JP2017185710A JP 2017185710 A JP2017185710 A JP 2017185710A JP 2016077056 A JP2016077056 A JP 2016077056A JP 2016077056 A JP2016077056 A JP 2016077056A JP 2017185710 A JP2017185710 A JP 2017185710A
- Authority
- JP
- Japan
- Prior art keywords
- polymer
- inorganic powder
- rubber
- polymer component
- granule
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Landscapes
- Crushing And Pulverization Processes (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
Abstract
Description
ゴムまたは樹脂を含むポリマ成分に無機粉体を添加し、その混合物をカッターミルを用いて粉砕することによりポリマ顆粒物を得る、ポリマ顆粒物の製造方法が提供される。
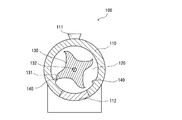
以下、本発明の一実施形態に係るポリマ顆粒物の製造方法について説明する。図1は、本発明の一実施形態に係るポリマ顆粒物の製造方法において使用するカッターミルの構成概略図である。図2は、ハンマーミルの構成概略図である。
なお、本明細書において「〜」を用いて表される数値範囲は、「〜」の前後に記載される数値を下限値および上限値として含む範囲を意味する。
まず、製造方法の説明に先立ち、本実施形態で用いるカッターミルの構成について説明する。
続いて、上述のカッターミル100を用いてポリマ顆粒物を製造する方法について説明する。
ゴムとしては、例えば、クロロプレンゴムやブチルゴム、ニトリルゴム(NBR)、スチレン・ブタジエンゴム(SBR)、エチレン・酢酸ビニルのゴム状共重合体(EVM)、クロロスルフォン化ポリエチレン(CSM)などを用いることができる。また、本実施形態では、後述するように、ポリマ成分の粘着による影響を抑えることができるので、常温で粘着性を示すゴム、例えば、エチレンプロピレンゴムやフッ素ゴムなどを用いることができる。
樹脂としては、例えば、ポリエチレン(PE)やポリプロピレン(PP)、ポリオレフィン材料などを用いることができる。
本発明者の検討によると、ポリマ成分を混練しながら粉砕するときに、カッターミル100よりもせん断箇所の多い粉砕機、例えばハンマーミルなどを用いると、顆粒化が難しくなることが見出された。ハンマーミル200は、例えば、図2に示すように、供給口211およびスクリーン212を備えるケーシング210により、粉砕室220が形成されており、粉砕室220には、カッターミル100よりもブレード231の数が多い回転刃230と、固定刃240とが設けられている。つまり、ハンマーミル200は、せん断箇所がカッターミル100の数倍から十倍近くの数となるように構成されている。ハンマーミル200によれば、ポリマ成分をカッターミル100よりも高速でせん断することが可能であり、より微細なポリマ顆粒物を得ることができる。しかし、ハンマーミル200においては、ポリマ成分を高速でせん断すると、回転刃230や固定刃240とポリマ成分とが摩擦により加熱され、ポリマ成分が軟化して回転刃230などに付着しやすくなるため、顆粒化が阻害されてしまう。特に、粘着性のゴム等では、この傾向が顕著となる。
そこで、本発明者は、摩擦による回転刃230やポリマ成分の加熱を抑制すべく検討したところ、粉砕機として、せん断箇所が少ないカッターミル100を用いることがよいことを見出した。カッターミル100によれば、ポリマ組成物を過度にせん断させることがないため、摩擦による回転刃130やポリマ成分の加熱を抑制することができる。しかも、回転刃130により粉砕室120内に適度な気流が生じるため、無機粉体をポリマ成分に分散させやすくなる。
・エチレンプロピレンゴム(EPゴム):JSR株式会社製「EP51」
・フッ素ゴム:旭硝子株式会社製「アフラス150E」
・炭酸カルシウム:備北粉化工業株式会社製「ソフトン1200」、平均粒径1.8μm
・タルク:中国海城精華社製「SK6500」、平均粒径5μm
・カッターミル:株式会社サカイ製「MP−5」、せん断箇所2箇所
・ハンマーミル:株式会社サカイ製「SP−7」、せん断箇所38箇所
(実施例1)
実施例1では、下記表1に示すように、エチレンプロピレンゴム(EPゴム)を100質量部と、炭酸カルシウムを3質量部とを2Lの高速混合機に投入し、300rpmで2分間、予備混合した。予備混合した混合物をベルト式フィーダーを用いてカッターミルに投入した。そして、混合物を回転数2500で混練しつつ粉砕することにより、実施例1のポリマ顆粒物を作製した。なお、EPゴムは、予め、平均3cm程度の角ブロック状に裁断したものを用いた。また、カッターミルのスクリーンとしては、1.5mmスケールのものを用いた。

実施例2では、EPゴムと炭酸カルシウムとをそれぞれ、ベルト式フィーダーを用いてカッターミルに同時フィードした以外は、実施例1と同様にポリマ顆粒物を作製した。
実施例3〜6では、表1に示すように、ポリマ成分の種類をEPゴムからフッ素ゴムに、無機粉体の種類を炭酸カルシウムからタルクに、もしくは材料のカッターミルへの投入方法または炭酸カルシウムの添加量を適宜変更した以外は、実施例1又は2と同様にポリマ顆粒物を作製した。
比較例1では、炭酸カルシウムを配合しない以外は、実施例1と同様にポリマ顆粒物を作製した。比較例2では、炭酸カルシウムを配合しない以外は、実施例2と同様にポリマ顆粒物を作製した。
比較例3,4では、表1に示すように、粉砕機の種類をカッターミルからハンマーミルに変更するとともに、ハンマーミルへの材料の投入方法を適宜変更した以外は、実施例1と同様にポリマ顆粒物を作製した。なお、ハンマーミルにおける回転刃の回転数をカッターミルと同様に2500とした。
作製したポリマ顆粒物を以下の方法により評価した。評価結果を表1にまとめる。
ポリマ顆粒物の粘着性(互着性)を評価するため、作製したポリマ顆粒物500gをポリ袋に採取し、脱気した状態で、2日間常温で放置した。2日間放置後、ポリマ顆粒物が互着してブロッキング形状に変化してしまったものを×、顆粒形状を維持したものを○とした。
ポリマ顆粒物の押出性を評価するため、作製したポリマ顆粒物を40mm押出機に投入し、シリンダ温度を100〜120℃、ヘッド温度を120℃、スクリューを20rpmとした条件で、5kg押し出した。押出機の押出供給口にブロッキングの発生がなく、吐出ムラが発生しなかったものを○、ブロッキングが発生し押出成形できないものを×とした。
表1に示すように、実施例1〜6では、粘着性のゴムを顆粒化できることが確認された。また、得られたポリマ顆粒物の互着を抑制して押出機へ供給でき、しかも、押出性も良好であることが確認された。
これに対して、無機粉体を配合せずにポリマ成分を粉砕した比較例1,2では、粉砕直後は顆粒状を維持できたものの、時間の経過によりポリマ顆粒物同士が互着してブロッキングしてしまうことが確認された。また、粘着性の試験後、押出性を評価しようと試みたが、押出機供給口に材料が詰まり、押出成形できないことが確認された。
また、カッターミルではなくハンマーミルを使用した比較例3,4では、材料をハンマーミルに投入して粉砕しようとしたところ、モータに過度な負荷がかかり、顆粒化できなかった。装置を解体したところ、ケーシングや回転刃、固定刃などの間にゴムが詰まっていることが確認され、ゴムの付着により回転刃の回転が阻害されたため、顆粒化できないことが分かった。
以下に、本発明の好ましい態様について付記する。
本発明の一態様によれば、
ゴムまたは樹脂を含むポリマ成分に無機粉体を添加し、その混合物をカッターミルを用いて粉砕することによりポリマ顆粒物を得る、ポリマ顆粒物の製造方法が提供される。
付記1のポリマ顆粒物の製造方法において、好ましくは、
前記無機粉体を前記ポリマ成分100質量部に対して0.1質量部以上30質量部以下添加する。
付記1又は2のポリマ顆粒物の製造方法において、好ましくは、
前記無機粉体が重質炭酸カルシウムである。
付記1〜3のいずれかのポリマ顆粒物の製造方法において、好ましくは、
前記無機粉体の平均粒径が0.8μm以上10μm以下である。
付記1〜4のいずれかのポリマ顆粒物の製造方法において、好ましくは、
前記ポリマ成分がエチレンプロピレンゴムおよびフッ素ゴムの少なくとも1つのゴムである。
付記1〜5のいずれかのポリマ顆粒物の製造方法において、好ましくは、
前記カッターミルは、回転刃と固定刃とを備え、前記回転刃および前記固定刃の協働により前記ポリマ成分をせん断するせん断箇所が2以上4以下となるように構成されている。
付記1〜6のいずれかのポリマ顆粒物の製造方法において、好ましくは、
前記混合物を空冷しながら粉砕する。
付記1〜7のいずれかのポリマ顆粒物の製造方法において、好ましくは、
前記ポリマ成分が、ゴムまたは樹脂を含むブロック状物である。
110 ケーシング
111 供給口
112 スクリーン
120 粉砕室
130 回転刃
131 ブレード
132 回転軸
140 固定刃
200 ハンマーミル
210 ケーシング
211 供給口
212 スクリーン
220 粉砕室
230 回転刃
231 回転軸
232 ブレード
240 固定刃
Claims (8)
- ゴムまたは樹脂を含むポリマ成分に無機粉体を添加し、その混合物をカッターミルを用いて粉砕することによりポリマ顆粒物を得る、ポリマ顆粒物の製造方法。
- 前記無機粉体を前記ポリマ成分100質量部に対して0.1質量部以上30質量部以下添加する、請求項1に記載のポリマ顆粒物の製造方法。
- 前記無機粉体が重質炭酸カルシウムである、請求項1又は2に記載のポリマ顆粒物の製造方法。
- 前記無機粉体の平均粒径が0.8μm以上10μm以下である、請求項1〜3のいずれかに記載のポリマ顆粒物の製造方法。
- 前記ポリマ成分がエチレンプロピレンゴムおよびフッ素ゴムの少なくとも1つのゴムである、請求項1〜4のいずれかに記載のポリマ顆粒物の製造方法。
- 前記カッターミルは、回転刃と固定刃とを備え、前記回転刃および前記固定刃の協働により前記ポリマ成分をせん断するせん断箇所が2以上4以下となるように構成されている、請求項1〜5のいずれかに記載のポリマ顆粒物の製造方法。
- 前記混合物を空冷しながら粉砕する、請求項1〜6のいずれかに記載のポリマ顆粒物の製造方法。
- 前記ポリマ成分が、ゴムまたは樹脂を含むブロック状物である、請求項1〜7のいずれかに記載のポリマ顆粒物の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016077056A JP6740682B2 (ja) | 2016-04-07 | 2016-04-07 | ポリマ顆粒物の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016077056A JP6740682B2 (ja) | 2016-04-07 | 2016-04-07 | ポリマ顆粒物の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017185710A true JP2017185710A (ja) | 2017-10-12 |
| JP6740682B2 JP6740682B2 (ja) | 2020-08-19 |
Family
ID=60043837
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016077056A Active JP6740682B2 (ja) | 2016-04-07 | 2016-04-07 | ポリマ顆粒物の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6740682B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109876905A (zh) * | 2019-04-13 | 2019-06-14 | 江西百新电瓷电气有限公司 | 一种电瓷绝缘子制造用原料粉碎装置及其粉碎方法 |
| CN115503140A (zh) * | 2022-09-22 | 2022-12-23 | 安徽三人行新材料科技有限公司 | 一种热塑性地坪涂料制备系统 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000093774A (ja) * | 1998-09-25 | 2000-04-04 | Kurashiki Kako Co Ltd | ゴムの混練り方法 |
| WO2005040252A1 (ja) * | 2003-10-22 | 2005-05-06 | Kaneka Corporation | スラッシュ成形用パウダーの製造方法 |
| WO2010106592A1 (ja) * | 2009-11-02 | 2010-09-23 | 株式会社環境経営総合研究所 | 微細紙粉製造方法、微細紙粉含有樹脂組成物 |
-
2016
- 2016-04-07 JP JP2016077056A patent/JP6740682B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000093774A (ja) * | 1998-09-25 | 2000-04-04 | Kurashiki Kako Co Ltd | ゴムの混練り方法 |
| WO2005040252A1 (ja) * | 2003-10-22 | 2005-05-06 | Kaneka Corporation | スラッシュ成形用パウダーの製造方法 |
| WO2010106592A1 (ja) * | 2009-11-02 | 2010-09-23 | 株式会社環境経営総合研究所 | 微細紙粉製造方法、微細紙粉含有樹脂組成物 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109876905A (zh) * | 2019-04-13 | 2019-06-14 | 江西百新电瓷电气有限公司 | 一种电瓷绝缘子制造用原料粉碎装置及其粉碎方法 |
| CN115503140A (zh) * | 2022-09-22 | 2022-12-23 | 安徽三人行新材料科技有限公司 | 一种热塑性地坪涂料制备系统 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6740682B2 (ja) | 2020-08-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JPS63207617A (ja) | 無機フイラ−含有ポリオレフイン樹脂組成物の製造方法 | |
| CN102127247B (zh) | 橡胶用的环保型消泡母胶粒、制备及包装方法 | |
| CN103819865B (zh) | 环境友好型阻燃改性hips液晶电视外壳及其制备方法 | |
| CN101955604A (zh) | 一种聚烯烃基纳米级滑石粉功能母粒及其制造方法和设备 | |
| KR20050057644A (ko) | 수지 조성물의 제조방법 | |
| JP6740682B2 (ja) | ポリマ顆粒物の製造方法 | |
| CN105440621B (zh) | 一种pla夜光母粒及其制备方法 | |
| CN109983058B (zh) | 过氧化物母料 | |
| JP2677685B2 (ja) | トナーの連続製造方法 | |
| CN103289174A (zh) | 通用性广的炭黑母粒、制备系统装置及其制备方法 | |
| CN107686595A (zh) | 一种红磷阻燃母粒及其制造方法 | |
| JP2013007030A (ja) | 微細紙粉含有樹脂組成物の製造方法 | |
| CN109438905B (zh) | 一种abs四元共混改性材料及其制备方法 | |
| CN115368665B (zh) | 一种高分子防水卷材及其制备方法和应用 | |
| CN107075199A (zh) | 高弹性刚性复合材料、其应用以及生产方法 | |
| CN104277333A (zh) | 一种耐低温阻燃改性土工格栅及制备方法 | |
| CN108329575A (zh) | 一种密炼机清洗料及其制备方法 | |
| CN105111569A (zh) | 一种三氧化二锑阻燃母粒的制备方法 | |
| JPH10180755A (ja) | 半導体封止用エポキシ樹脂組成物の製造方法 | |
| JP4187806B2 (ja) | 粒状熱硬化性樹脂成形材料の製造方法 | |
| JP2009179746A (ja) | 液状添加剤を含有する熱可塑性樹脂組成物及びその製造方法 | |
| JP3248528B2 (ja) | 合成樹脂用粒状添加剤及びその製造方法 | |
| CN107459750B (zh) | 一种软质cpvc组合物的成型方法 | |
| JP5601978B2 (ja) | ポリアミド樹脂組成物 | |
| JP2593902B2 (ja) | 雲母粉末充填プラスチツクシートおよびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190315 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200124 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200204 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200403 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200623 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200706 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6740682 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |