JP2017189869A - ハニカム構造体およびその製造方法 - Google Patents
ハニカム構造体およびその製造方法 Download PDFInfo
- Publication number
- JP2017189869A JP2017189869A JP2016078565A JP2016078565A JP2017189869A JP 2017189869 A JP2017189869 A JP 2017189869A JP 2016078565 A JP2016078565 A JP 2016078565A JP 2016078565 A JP2016078565 A JP 2016078565A JP 2017189869 A JP2017189869 A JP 2017189869A
- Authority
- JP
- Japan
- Prior art keywords
- resin layer
- layers
- honeycomb
- honeycomb structure
- cylindrical members
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Landscapes
- Laminated Bodies (AREA)
Abstract
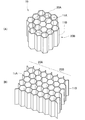
【解決手段】複数の筒状部材11を有するハニカム構造体10であって、複数の筒状部材11が、繊維強化樹脂層12を複数備えており、複数の筒状部材11のうち、一または二以上の筒状部材11は、繊維強化樹脂層12として、基準樹脂層13と、繊維Fの配向方向が基準樹脂層13における繊維Fの配向方向と交差する配向樹脂層14と、を備えている。一または二以上の筒状部材11は、基準樹脂層13と配向樹脂層14を備えているので、各層の層数が異なれば、筒状部材11の機械的性質が変化する。つまり、機械的性質が異なる筒状部材11が混在しているので、混在状況を調整すれば、多様な性質を有するハニカム構造体10を形成することができる。
【選択図】図1
Description
第1発明のハニカム構造体は、複数の筒状部材を有するハニカム構造体であって、前記複数の筒状部材が、繊維強化樹脂からなる層を複数備えており、該複数の筒状部材のうち、一または二以上の筒状部材は、繊維強化樹脂からなる層として、基準樹脂層と、繊維の配向方向が前記基準樹脂層における繊維の配向方向と交差する配向樹脂層と、を備えていることを特徴とする。
第2発明のハニカム構造体は、第1発明において、前記複数の筒状部材は、繊維強化樹脂からなる層の層数が同数であり、前記一または二以上の筒状部材には、前記配向樹脂層の層数が異なる筒状部材が含まれていることを特徴とする。
第3発明のハニカム構造体は、第1または第2発明において、前記配向樹脂層は、繊維の配向方向が、前記基準樹脂層における繊維の配向方向に対して直交していることを特徴とする。
第4発明のハニカム構造体は、第1、第2または第3発明において、前記筒状部材を複数連結したハニカムユニットを複数有しており、各ハニカムユニットを構成する筒状部材では、該筒状部材における前記繊維強化樹脂からなる層の層数および前記基準樹脂層の層数が同数であり、前記複数のハニカムユニットは、該ハニカムユニットを構成する筒状部材における前記繊維強化樹脂からなる層の層数および/または前記基準樹脂層の層数が異なるハニカムユニットを有していることを特徴とする。
(ハニカム構造体の製造方法)
第5発明のハニカム構造体の製造方法は、繊維強化樹脂からなる層を複数有する筒状部材を、軸方向が平行となるように複数本並べて接合する際に、繊維強化樹脂からなる層における繊維の配向方向が異なる筒状部材を混在させることを特徴とする。
第6発明のハニカム構造体の製造方法は、第5発明において、前記複数の筒状部材は、繊維強化樹脂からなる層の層数が同じ層数であり、該複数の筒状部材のうち、一または二以上の筒状部材は、繊維強化樹脂層として、基準樹脂層と、繊維の配向方向が前記基準樹脂層における繊維の配向方向と交差する配向樹脂層と、を備えていることを特徴とする。
第7発明のハニカム構造体の製造方法は、第5または第6発明において、前記一または二以上の筒状部材には、前記配向樹脂層の層数が異なる筒状部材が含まれていることを特徴とする。
第8発明のハニカム構造体の製造方法は、第5、第6または第7発明において、前記配向樹脂層は、繊維の配向方向が、前記基準樹脂層における繊維の配向方向に対して直交していることを特徴とする。
第9発明のハニカム構造体の製造方法は、第5、第6、第7または第8発明において、前記繊維強化樹脂からなる層の層数および前記基準樹脂層の層数が同じである前記筒状部材を複数連結したハニカムユニットを形成し、該ハニカムユニットを構成する前記筒状部材の前記繊維強化樹脂からなる層の層数および/または前記基準樹脂層の層数が異なるハニカムユニットを連結することを特徴とする。
第1発明によれば、一または二以上の筒状部材は、基準樹脂層と配向樹脂層を備えているので、各層の層数が異なれば、筒状部材の機械的性質が変化する。つまり、機械的性質が異なる筒状部材が混在しているので、混在状況を調整すれば、多様な性質を有するハニカム構造体を形成することができる。
第2発明によれば、複数の筒状部材における繊維強化樹脂からなる層の層数が同数であるので、複数の筒状部材の重量や比重などを同じにできる。したがって、重量や比重などは全体で均質に維持しつつ、機械的性質が部分的に異なるものとすることができる。
第3発明によれば、筒状部材の製造が容易になるし、ハニカムユニットが各方向に均一に補強される。例えば、基準樹脂層の繊維がハニカムユニットの軸方向に配向している場合を想定すると、配向樹脂層の繊維が軸方向と直交することにより、軸方向および径方向の双方とも強度、弾性率を高くできるという点で好ましい。
第4発明によれば、各ハニカムユニットで機械的性質が異なるので、その組み合わせを調整すれば、多様な性質を有するハニカム構造体を形成することができる。しかも、ハニカムユニットを連結してハニカム構造体を形成するので、ハニカム構造体の製造が容易になる。
(ハニカム構造体の製造方法)
第5、第6発明によれば、機械的性質が異なる筒状部材が混在しているので、混在状況を調整すれば、多様な性質を有するハニカム構造体を形成することができる。
第7発明によれば、複数の筒状部材における繊維強化樹脂からなる層の層数が同数であるので、複数の筒状部材の重量や比重などを同じにできる。したがって、重量や比重などは全体で均質に維持しつつ、機械的性質が部分的に異なるものとすることができる。
第8発明によれば、筒状部材の製造が容易になるし、ハニカムユニットが各方向に均一に補強される。例えば、基準樹脂層の繊維がハニカムユニットの軸方向に配向している場合を想定すると、配向樹脂層の繊維が軸方向と直交することにより、軸方向および径方向の双方とも強度、弾性率を高くできるという点で好ましい。
第9発明によれば、各ハニカムユニットで機械的性質が異なるので、その組み合わせを調整すれば、多様な性質を有するハニカム構造体を形成することができる。しかも、ハニカムユニットを連結してハニカム構造体を形成するので、ハニカム構造体の製造が容易になる。
以下に、本実施形態のハニカム構造体10を説明する。
上述したように、筒状部材11は、繊維強化樹脂層12を構成する層の総層数を同じにしても、基準樹脂層13や配向樹脂層14の層数を変化させることによって、機械的性質を変化させることができる。この筒状部材11において、基準樹脂層13や配向樹脂層14の層数は以下のようにすれば変化させることができる。
上記例では、ハニカム構造体10の全ての筒状部材11の繊維強化樹脂層12が基準樹脂層13と配向樹脂層14の両方を備えている場合を説明した。しかし、必ずしも全ての筒状部材11の繊維強化樹脂層12が基準樹脂層13と配向樹脂層14の両方を備えていなくてもよい。つまり、複数本の筒状部材11のうち、一または二以上の筒状部材11の繊維強化樹脂層12が基準樹脂層13と配向樹脂層14の両方を備えていればよい。言い換えれば、いくつかの筒状部材11は、基準樹脂層13だけまたは配向樹脂層14だけで繊維強化樹脂層12が形成されていてもよい。しかし、全ての筒状部材11の繊維強化樹脂層12が基準樹脂層13と配向樹脂層14の両方を有している方が、種々の方向からの荷重に対して強いハニカム構造体を得ることができる。また、各ハニカムユニットで積層構成を変えることにより、機械的性質を部分的に変化、制御することも容易にできる点で好ましい。
上述したハニカム構造体10を製造する方法はとくに限定されないが、上述したように、複数本の筒状部材11をその軸方向が互いに平行となるように配置してその側面同士を接触させた状態で連結して形成することができる。
図1では、筒状部材11の外形断面と貫通孔11hの断面が、互いに相似形な六角形の場合を示している。しかし、筒状部材11の外形断面および貫通孔11hの断面は必ずしも六角形でなくてもよく、円形や三角形、四角形、五角形でもよい。
また、筒状部材11の外形断面と貫通孔11hの断面は互いに相似形でなくてもよく、異なる形状としてもよい。例えば、筒状部材11の外形断面を六角形とし、貫通孔11hを円形にしてもよい。しかし、筒状部材11の外形断面と貫通孔11hの断面を互いに相似形とすれば、筒状部材11の製造が容易になるし、軽量で強度、弾性率の高い構造体が得られるという点で好ましい。
繊維強化樹脂層12の素材となる繊維や樹脂材料はとくに限定されないが、例えば、以下のような素材を使用することができる。
繊維には、例えば、炭素繊維や有機高弾性繊維(例えばアラミド繊維等)、ガラス繊維、ボロン繊維、アルミナ繊維、炭化珪素繊維、タングステンカーバイド繊維、ポリエステル繊維やアクリル繊維等の合成繊維、天然繊維などを使用することができる。とくに、炭素繊維を使用すれば、ハニカム構造体を、炭素繊維強化プラスチック(CFRP)製とすることができる。CFRPは非常に強度、弾性率が高いので、筒状部材11の繊維強化樹脂層12を薄くしても強度を高く維持できるので、ハニカム構造体10を軽量かつ高強度とすることができる。
樹脂材料としては、熱硬化性樹脂としては、エポキシ樹脂、ポリエステル樹脂、フェノール樹脂、ポリイミド樹脂、マレイミド樹脂、アセチレン末端を有する樹脂、ビニル末端を有する樹脂、シアン酸エステル末端を有する樹脂、等の熱硬化性樹脂を単体、または、2種類以上を組み合わせて使用することができる。
また、ポリオレフィン系樹脂やポリカーボネート樹脂、アクリル系樹脂、フッ素系樹脂等の熱可塑性樹脂を単体、または、2種類以上を組み合わせて使用することができる。
11 筒状部材
12 繊維強化樹脂層
13 基準樹脂層
14 配向樹脂層
20 ハニカムユニット
F 繊維
Claims (9)
- 複数の筒状部材を有するハニカム構造体であって、
前記複数の筒状部材が、
繊維強化樹脂からなる層を複数層備えており、
該複数の筒状部材のうち、一または二以上の筒状部材は、
繊維強化樹脂からなる層として、基準樹脂層と、繊維の配向方向が前記基準樹脂層における繊維の配向方向と交差する配向樹脂層と、を備えている
ことを特徴とするハニカム構造体。 - 前記複数の筒状部材は、繊維強化樹脂からなる層の層数が同数であり、
前記一または二以上の筒状部材には、
前記配向樹脂層の層数が異なる筒状部材が含まれている
ことを特徴とする請求項1記載のハニカム構造体。 - 前記配向樹脂層は、
繊維の配向方向が、前記基準樹脂層における繊維の配向方向に対して直交している
ことを特徴とする請求項1または2記載のハニカム構造体。 - 前記筒状部材を複数連結したハニカムユニットを複数有しており、
各ハニカムユニットを構成する筒状部材では、該筒状部材における前記繊維強化樹脂からなる層の層数および前記基準樹脂層の層数が同数であり、
前記複数のハニカムユニットは、
該ハニカムユニットを構成する筒状部材における前記繊維強化樹脂からなる層の層数および/または前記基準樹脂層の層数が異なるハニカムユニットを有している
ことを特徴とする請求項1、2または3記載のハニカム構造体。 - 繊維強化樹脂からなる層を複数有する筒状部材を、軸方向が平行となるように複数本並べて接合する際に、繊維強化樹脂からなる層における繊維の配向方向が異なる筒状部材を混在させる
ことを特徴とするハニカム構造体の製造方法。 - 前記複数の筒状部材は、繊維強化樹脂からなる層の層数が同じ層数であり、
該複数の筒状部材のうち、一または二以上の筒状部材は、
繊維強化樹脂からなる層として、基準樹脂層と、繊維の配向方向が前記基準樹脂層における繊維の配向方向と交差する配向樹脂層と、を備えている
ことを特徴とする請求項5記載のハニカム構造体の製造方法。 - 前記一または二以上の筒状部材には、
前記配向樹脂層の層数が異なる筒状部材が含まれている
ことを特徴とする請求項5または6記載のハニカム構造体の製造方法。 - 前記配向樹脂層は、
繊維の配向方向が、前記基準樹脂層における繊維の配向方向に対して直交している
ことを特徴とする請求項5、6または7記載のハニカム構造体の製造方法。 - 前記繊維強化樹脂からなる層の層数および前記基準樹脂層の層数が同じである前記筒状部材を複数連結したハニカムユニットを形成し、
該ハニカムユニットを構成する前記筒状部材の前記繊維強化樹脂からなる層の層数および/または前記基準樹脂層の層数が異なるハニカムユニットを連結する
ことを特徴とする請求項5、6、7または8記載のハニカム構造体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016078565A JP6709100B2 (ja) | 2016-04-11 | 2016-04-11 | ハニカム構造体およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016078565A JP6709100B2 (ja) | 2016-04-11 | 2016-04-11 | ハニカム構造体およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017189869A true JP2017189869A (ja) | 2017-10-19 |
| JP6709100B2 JP6709100B2 (ja) | 2020-06-10 |
Family
ID=60085359
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016078565A Active JP6709100B2 (ja) | 2016-04-11 | 2016-04-11 | ハニカム構造体およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6709100B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019155850A (ja) * | 2018-03-16 | 2019-09-19 | 住友ベークライト株式会社 | 複合材料 |
| CN118046592A (zh) * | 2024-04-15 | 2024-05-17 | 上海复合材料科技有限公司 | 管阵结构及其制作方法 |
| WO2025066663A1 (zh) * | 2023-09-28 | 2025-04-03 | 广东金发复合材料有限公司 | 一种电池防护板 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0238035A (ja) * | 1988-07-29 | 1990-02-07 | Showa Aircraft Ind Co Ltd | サンドイッチパネル |
| JPH05269896A (ja) * | 1992-03-27 | 1993-10-19 | Tokiwa Electric Co Ltd | 不燃ハニカム構造材及びその製造方法 |
| US5498462A (en) * | 1994-04-01 | 1996-03-12 | Hexcel Corporation | High thermal conductivity non-metallic honeycomb |
| JPH08118522A (ja) * | 1994-10-27 | 1996-05-14 | Showa Aircraft Ind Co Ltd | 繊維強化プラスチック製のハニカムコアおよびその製造方法 |
| JPH08323900A (ja) * | 1995-05-30 | 1996-12-10 | Showa Aircraft Ind Co Ltd | 繊維強化プラスチック製のハニカムコアの製造方法 |
| JP2001009942A (ja) * | 1999-07-01 | 2001-01-16 | Toray Ind Inc | 繊維強化樹脂ハニカムコア、繊維強化樹脂ハニカムコア用プリフォームおよびその製造方法 |
| JP2012001013A (ja) * | 2010-06-14 | 2012-01-05 | Mitsubishi Electric Corp | ハニカムコアサンドイッチ構造体 |
-
2016
- 2016-04-11 JP JP2016078565A patent/JP6709100B2/ja active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0238035A (ja) * | 1988-07-29 | 1990-02-07 | Showa Aircraft Ind Co Ltd | サンドイッチパネル |
| JPH05269896A (ja) * | 1992-03-27 | 1993-10-19 | Tokiwa Electric Co Ltd | 不燃ハニカム構造材及びその製造方法 |
| US5498462A (en) * | 1994-04-01 | 1996-03-12 | Hexcel Corporation | High thermal conductivity non-metallic honeycomb |
| JPH09507443A (ja) * | 1994-04-01 | 1997-07-29 | ヘクセル・コーポレーション | 熱伝導性の非金属ハニカム及びプロセス |
| JPH08118522A (ja) * | 1994-10-27 | 1996-05-14 | Showa Aircraft Ind Co Ltd | 繊維強化プラスチック製のハニカムコアおよびその製造方法 |
| JPH08323900A (ja) * | 1995-05-30 | 1996-12-10 | Showa Aircraft Ind Co Ltd | 繊維強化プラスチック製のハニカムコアの製造方法 |
| JP2001009942A (ja) * | 1999-07-01 | 2001-01-16 | Toray Ind Inc | 繊維強化樹脂ハニカムコア、繊維強化樹脂ハニカムコア用プリフォームおよびその製造方法 |
| JP2012001013A (ja) * | 2010-06-14 | 2012-01-05 | Mitsubishi Electric Corp | ハニカムコアサンドイッチ構造体 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019155850A (ja) * | 2018-03-16 | 2019-09-19 | 住友ベークライト株式会社 | 複合材料 |
| WO2025066663A1 (zh) * | 2023-09-28 | 2025-04-03 | 广东金发复合材料有限公司 | 一种电池防护板 |
| CN118046592A (zh) * | 2024-04-15 | 2024-05-17 | 上海复合材料科技有限公司 | 管阵结构及其制作方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6709100B2 (ja) | 2020-06-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20170320289A1 (en) | Composite Core and Method of Making Same | |
| US20020006523A1 (en) | Structural members containing vibration damping mechanisms and methods for making the same | |
| US20140246141A1 (en) | Pressure tunable expandable mandrel for manufacturing a composite structure | |
| JP2004502571A (ja) | 賦形金属構造部材及びその製造方法 | |
| JP2010538866A (ja) | 複合材積層品 | |
| US11161322B2 (en) | Reinforced composite material and article including same | |
| JP2010537889A (ja) | 複合材料から形成される構造フレーム及び該構造フレームを備えている航空機の胴体 | |
| JP5548516B2 (ja) | 繊維強化プラスチック製ばね | |
| CN105142899A (zh) | 三轴纤维增强复合层压物 | |
| US20170182741A1 (en) | Systems and methods of producing a structural and non-structural homogeneous and hybrid composite panels, prepregs, hand layup panels with "basalt" fiber, various composite materials, and additives | |
| JP6709100B2 (ja) | ハニカム構造体およびその製造方法 | |
| CN101960202A (zh) | 树脂浸渍的结构化纤维缆绳 | |
| CN101469758A (zh) | Frp增强橡胶隔振器及其制造方法 | |
| CN101469759A (zh) | 纤维增强橡胶隔振器及其制造方法 | |
| US10584491B2 (en) | Truss structure | |
| US20150030389A1 (en) | Integral Composite Bushing System and Method | |
| JP2016147964A (ja) | 繊維強化熱可塑性樹脂部材 | |
| US20170284099A1 (en) | Composite structural element and method of producing the same | |
| US9644700B2 (en) | Energy-absorbing member and method of producing same | |
| US11453446B2 (en) | Fiber-reinforced plastics component with plastics foam structure | |
| JP2004502573A (ja) | コア入り賦形複合構造部材及びその製造方法 | |
| JP2019069561A (ja) | ハニカム構造体およびその製造方法 | |
| US20240337333A1 (en) | Composite tubular structure | |
| KR101603492B1 (ko) | Dcpd 수지를 기지재로 한 섬유 복합소재의 제조방법 | |
| JPH091713A (ja) | 繊維強化型積層構造体,円筒形状の繊維強化型積層構造体および曲率を有した繊維強化型積層構造体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190125 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20191028 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191118 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191204 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200519 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200522 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6709100 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |