JP2017191030A - 超音波検査治具、および、超音波検査方法 - Google Patents
超音波検査治具、および、超音波検査方法 Download PDFInfo
- Publication number
- JP2017191030A JP2017191030A JP2016081170A JP2016081170A JP2017191030A JP 2017191030 A JP2017191030 A JP 2017191030A JP 2016081170 A JP2016081170 A JP 2016081170A JP 2016081170 A JP2016081170 A JP 2016081170A JP 2017191030 A JP2017191030 A JP 2017191030A
- Authority
- JP
- Japan
- Prior art keywords
- probe
- flange portion
- hole
- ultrasonic inspection
- ultrasonic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images











Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N29/00—Investigating or analysing materials by the use of ultrasonic, sonic or infrasonic waves; Visualisation of the interior of objects by transmitting ultrasonic or sonic waves through the object
- G01N29/22—Details, e.g. general constructional or apparatus details
- G01N29/26—Arrangements for orientation or scanning by relative movement of the head and the sensor
- G01N29/265—Arrangements for orientation or scanning by relative movement of the head and the sensor by moving the sensor relative to a stationary material
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N29/00—Investigating or analysing materials by the use of ultrasonic, sonic or infrasonic waves; Visualisation of the interior of objects by transmitting ultrasonic or sonic waves through the object
- G01N29/04—Analysing solids
- G01N29/043—Analysing solids in the interior, e.g. by shear waves
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N29/00—Investigating or analysing materials by the use of ultrasonic, sonic or infrasonic waves; Visualisation of the interior of objects by transmitting ultrasonic or sonic waves through the object
- G01N29/22—Details, e.g. general constructional or apparatus details
- G01N29/221—Arrangements for directing or focusing the acoustical waves
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N29/00—Investigating or analysing materials by the use of ultrasonic, sonic or infrasonic waves; Visualisation of the interior of objects by transmitting ultrasonic or sonic waves through the object
- G01N29/22—Details, e.g. general constructional or apparatus details
- G01N29/24—Probes
- G01N29/2462—Probes with waveguides, e.g. SAW devices
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N29/00—Investigating or analysing materials by the use of ultrasonic, sonic or infrasonic waves; Visualisation of the interior of objects by transmitting ultrasonic or sonic waves through the object
- G01N29/22—Details, e.g. general constructional or apparatus details
- G01N29/24—Probes
- G01N29/2487—Directing probes, e.g. angle probes
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N29/00—Investigating or analysing materials by the use of ultrasonic, sonic or infrasonic waves; Visualisation of the interior of objects by transmitting ultrasonic or sonic waves through the object
- G01N29/22—Details, e.g. general constructional or apparatus details
- G01N29/28—Details, e.g. general constructional or apparatus details providing acoustic coupling, e.g. water
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2291/00—Indexing codes associated with group G01N29/00
- G01N2291/02—Indexing codes associated with the analysed material
- G01N2291/023—Solids
- G01N2291/0231—Composite or layered materials
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2291/00—Indexing codes associated with group G01N29/00
- G01N2291/02—Indexing codes associated with the analysed material
- G01N2291/023—Solids
- G01N2291/0232—Glass, ceramics, concrete or stone
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2291/00—Indexing codes associated with group G01N29/00
- G01N2291/02—Indexing codes associated with the analysed material
- G01N2291/023—Solids
- G01N2291/0235—Plastics; polymers; soft materials, e.g. rubber
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2291/00—Indexing codes associated with group G01N29/00
- G01N2291/04—Wave modes and trajectories
- G01N2291/044—Internal reflections (echoes), e.g. on walls or defects
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2291/00—Indexing codes associated with group G01N29/00
- G01N2291/10—Number of transducers
- G01N2291/101—Number of transducers one transducer
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2291/00—Indexing codes associated with group G01N29/00
- G01N2291/26—Scanned objects
- G01N2291/263—Surfaces
- G01N2291/2636—Surfaces cylindrical from inside
Landscapes
- Physics & Mathematics (AREA)
- Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Analytical Chemistry (AREA)
- Biochemistry (AREA)
- General Health & Medical Sciences (AREA)
- General Physics & Mathematics (AREA)
- Immunology (AREA)
- Pathology (AREA)
- Acoustics & Sound (AREA)
- Investigating Or Analyzing Materials By The Use Of Ultrasonic Waves (AREA)
Abstract
Description
図1を参照して、実施形態における超音波検査治具2について説明する。図1の上側には、平面図が記載され、図1の下側には、側面図が記載されている。
図2Aおよび図2Bを参照して、第1変形例における超音波検査治具2について説明する。図2Aは、第1変形例における超音波検査治具を示す概略平面図である。また、図2Bは、図2AにおけるA−A矢視断面図である。
第1変形例における超音波検査治具2では、位置規制部26が、第1環状凹部D1である。第1環状凹部D1は、第1環状壁面260aと、凹部底面232aと、第2環状壁面260bとによって規定される凹部である。
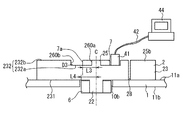
第1変形例では、超音波検査治具2は、液体のカップリング剤を供給する供給流路28を備える。液体のカップリング剤は、例えば、水である。探触子41の超音波出射面と検査対象物1との間に空気が介在すると、検査対象物1への超音波の伝達が阻害される。このため、探触子41の超音波出射面と検査対象物1との間に存在する空気は、液体のカップリング剤で置換されることが望ましい。図2Aおよび図2Bに記載の例では、供給流路28を用いて、フランジ部23と検査対象物1との間にカップリング剤が供給される。なお、図2Aに記載の例では、複数の供給流路28が、中心軸Cの回りに等間隔に配置されている。図2Aおよび図2Bに記載の例では、供給流路28の存在により、カップリング剤を継続的に供給することが可能となる。
図2Bに記載の例では、超音波探触装置4は、探触子41と、ディスプレイ44を備えたコンピュータシステムと、検出信号伝達線42とを備える。検出信号伝達線42は、探触子41によって検出された信号を、コンピュータシステムに伝達する。ディスプレイ44は、探触子41による検出結果を表示する。なお、探触子41は、無線によって、検出信号を、コンピュータシステムに伝達してもよい。この場合には、検出信号伝達線42を、省略することが可能である。検出信号伝達線42が無い場合には、探触子41を中心軸C回りに回転させた時、検出信号伝達線42が絡まるリスクがない。
図3を参照して、第2変形例における超音波検査治具2について説明する。図3は、第2変形例における超音波検査治具2を示す概略断面図である。
第2変形例における超音波検査治具2は、第1環状凹部D1とは異なる第2の位置規制部261を備えている。
第2変形例における超音波検査治具2は、挿入部22の外側(外周側)に配置され、穴10bに挿入される部分の外径の大きさを調整する第1アタッチメント部材6を備える。第1アタッチメント部材6は、挿入部22に対して、着脱自在に構成される。相対的に小さな穴10aの回りを検査する時には、第1アタッチメント部材6は使用されない。この場合、挿入部22の外周面が、穴10aに直接面することとなる。他方、相対的に大きな穴10bの回りを検査する時には、第1アタッチメント部材6が使用される。この場合、第1アタッチメント部材6の外周面が、穴10bに直接面することとなる。第1アタッチメント部材6の外周面は、穴10bを規定する壁面に相補的な形状を有する。図3に記載の例では、第1アタッチメント部材6の外周面の形状は、仮想的な円筒の外周面に一致する形状を含む。図3に記載の例では、第1アタッチメント部材6は、リング形状を有する部材である。
図4を参照して、第3変形例における超音波検査治具2について説明する。図4は、第3変形例における超音波検査治具を示す概略断面図である。
第3変形例における超音波検査治具2は、第2表面232上に配置される第2アタッチメント部材7を備える。第2アタッチメント部材7は、探触子41がガイドされる領域を調整する。
図6を参照して、第4変形例における超音波検査治具2について説明する。図6は、第4変形例における超音波検査治具を示す概略断面図である。
第4変形例における超音波検査治具2は、第2表面232上に配置される第2アタッチメント部材7を備える。第2アタッチメント部材7は、探触子41がガイドされる領域を調整する。
図7Aおよび図7Bを参照して、第5変形例における超音波検査治具2について説明する。図7Aは、第5変形例における超音波検査治具2を示す概略平面図である。また、図7Bは、図7AのB−B矢視断面図である。
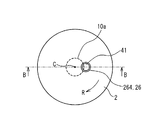
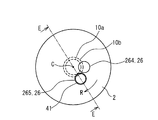
図8A乃至図8Cを参照して、第6変形例における超音波検査治具2について説明する。図8Aは、第6変形例における超音波検査治具2を示す概略平面図である。また、図8Bは、図8AのE−E矢視断面図である。図8Cは、探触子の移動軌跡を模式的に示す概略平面図である。
図1等と、図9および図10を参照して、超音波検査方法について説明する。図9は、超音波検査方法の一例を示すフローチャートである。また、図10は、オーバーラップ領域およびオーバーラップ幅について説明するための図である。超音波検査方法は、上述の実施形態における超音波検査治具2または上述の変形例のいずれかにおける超音波検査治具2を用いて実行される。
2 :超音波検査治具
4 :超音波探触装置
6 :第1アタッチメント部材
7 :第2アタッチメント部材
7a :外周面
7b :凹部
7c :内周面
10、10a、10b:穴
11a :上面
11b :下面
22 :挿入部
23 :フランジ部
25 :第1突出部
25b :第2突出部
25c :第3突出部
26 :位置規制部
28 :供給流路
41 :探触子
42 :検出信号伝達線
44 :ディスプレイ
231 :第1表面
232 :第2表面
232a :凹部底面
232b :上面
234a :内周側部分
234b :外周側部分
236 :空間
260、260a:第1環状壁面
260b :第2環状壁面
261 :第2の位置規制部
261a :第3環状壁面
261b :第4環状壁面
264 :第1機構
265 :第2機構
C :中心軸
D1、D3:第1環状凹部
D2 :第2環状凹部
D4 :凹部
Claims (15)
- 検査対象物の穴に挿入される挿入部と、
前記挿入部に接続され、前記検査対象物に接触するフランジ部と
を備え、
前記フランジ部は、
前記検査対象物に接触する側の表面であるフランジ部第1表面と、
探触子に接触する側の表面であるフランジ部第2表面と
を有し、
前記フランジ部第2表面には、前記探触子の位置が前記穴の中心軸から離間した位置に維持されるように、前記探触子の位置を規制する位置規制部が設けられている
超音波検査治具。 - 前記位置規制部は、前記探触子の移動をガイドする第1環状壁面を有する
請求項1に記載の超音波検査治具。 - 前記第1環状壁面は、前記探触子が前記中心軸から離れる方向に移動することを防止するか、あるいは、前記探触子が前記中心軸に近づく方向に移動することを防止するように構成されている
請求項2に記載の超音波検査治具。 - 前記中心軸と前記第1環状壁面との間の距離は、前記中心軸と前記挿入部の外周面との間の距離よりも小さい
請求項2または3に記載の超音波検査治具。 - 前記位置規制部は、前記第1環状壁面を含む複数の壁面によって規定される第1環状凹部を含み、
前記位置規制部は、前記第1環状凹部とは異なる第2の位置規制部を含む
請求項2乃至4のいずれか一項に記載の超音波検査治具。 - 前記フランジ部は、前記フランジ部と前記検査対象物との間にカップリング剤を供給するように構成された供給流路を備える
請求項1乃至5のいずれか一項に記載の超音波検査治具。 - 前記フランジ部は、前記検査対象物に接触配置される内周側部分と、
前記内周側部分よりも外側に配置され、前記検査対象物に対して離間配置される外周側部分と
を備える
請求項6に記載の超音波検査治具。 - 前記挿入部の外側に配置され、前記穴に挿入される部分の外径の大きさを調整する第1アタッチメント部材を更に備える
請求項1乃至7のいずれか一項に記載の超音波検査治具。 - 前記フランジ部第1表面上に配置され、前記探触子がガイドされる領域を調整する第2アタッチメント部材を更に備える
請求項1乃至8のいずれか一項に記載の超音波検査治具。 - 前記位置規制部は、前記フランジ部に対する前記探触子の相対位置を第1位置に維持する第1機構を備え、
前記フランジ部は、前記探触子とともに、前記中心軸まわりを回転するように構成されている
請求項1乃至9のいずれか一項に記載の超音波検査治具。 - 前記位置規制部は、前記フランジ部に対する前記探触子の相対位置を第2位置に維持する第2機構を備え、
前記第1機構によって位置決めされた前記探触子がとおる軌道と、前記第2機構によって位置決めされた前記探触子がとおる軌道とは、一部分が互いにオーバーラップし、他の一部分が互いにオーバーラップしていない
請求項10に記載の超音波検査治具。 - 超音波検査治具の挿入部を検査対象物の穴に挿入する工程と、
前記超音波検査治具のフランジ部の第1表面が前記検査対象物に接触するように、前記フランジ部を配置する工程と、
前記フランジ部の第2表面に、探触子を配置する工程と、
前記探触子を用いて、前記検査対象物のうち前記穴の回りの領域を検査する検査工程と
を具備し、
前記検査工程において、前記探触子は、前記第2表面に設けられた位置規制部によって、前記探触子の位置が前記穴の中心軸から離間した位置に維持される
超音波検査方法。 - 前記位置規制部は、前記探触子の移動をガイドする第1環状壁面を有し、
前記検査工程において、前記探触子は、前記第1環状壁面に沿って、前記中心軸のまわりを回転移動する
請求項12に記載の超音波検査方法。 - 前記検査工程において、前記探触子は、前記フランジ部とともに、前記中心軸のまわりを回転移動する
請求項12に記載の超音波検査方法。 - 前記検査工程において、前記探触子の超音波出射面と前記穴との間のオーバーラップ領域に対応する幅は、0.1mm以上2mm以下に維持される
請求項12乃至14のいずれか一項に記載の超音波検査方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016081170A JP6599279B2 (ja) | 2016-04-14 | 2016-04-14 | 超音波検査治具、および、超音波検査方法 |
| US16/092,243 US10921292B2 (en) | 2016-04-14 | 2017-04-11 | Supersonic inspection jig and supersonic inspection method |
| EP17782380.4A EP3410108A4 (en) | 2016-04-14 | 2017-04-11 | ULTRASONIC TEST EQUIPMENT AND ULTRASONIC TESTING METHOD |
| PCT/JP2017/014796 WO2017179567A1 (ja) | 2016-04-14 | 2017-04-11 | 超音波検査治具、および、超音波検査方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016081170A JP6599279B2 (ja) | 2016-04-14 | 2016-04-14 | 超音波検査治具、および、超音波検査方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017191030A true JP2017191030A (ja) | 2017-10-19 |
| JP6599279B2 JP6599279B2 (ja) | 2019-10-30 |
Family
ID=60042588
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016081170A Active JP6599279B2 (ja) | 2016-04-14 | 2016-04-14 | 超音波検査治具、および、超音波検査方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US10921292B2 (ja) |
| EP (1) | EP3410108A4 (ja) |
| JP (1) | JP6599279B2 (ja) |
| WO (1) | WO2017179567A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3299130B1 (en) * | 2016-09-26 | 2019-04-10 | Airbus Operations S.L. | Inspection tool and method for non-destructive inspection of a lug |
| EP4345448A1 (en) * | 2022-09-27 | 2024-04-03 | Airbus Operations, S.L.U. | Tool and system for eddy current inspection |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63126859U (ja) * | 1987-02-09 | 1988-08-18 | ||
| JPH01142858U (ja) * | 1988-03-25 | 1989-09-29 | ||
| US20070057844A1 (en) * | 2005-08-16 | 2007-03-15 | The Boeing Company | Collapsible guide for non-automated area inspections |
| US20130220018A1 (en) * | 2010-08-04 | 2013-08-29 | The Boeing Company | Apparatus and method for inspecting a laminated structure |
| JP2014149241A (ja) * | 2013-02-01 | 2014-08-21 | Mitsubishi Heavy Ind Ltd | 超音波探傷用治具、超音波探傷方法、及び超音波探傷用治具の製造方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2036321B (en) * | 1978-11-07 | 1983-08-17 | Steel Castings Res | Ultrasonic flaw detection |
| JPS57198863A (en) * | 1981-05-30 | 1982-12-06 | Sumitomo Metal Ind Ltd | Ultrasonic flaw detecting method |
| WO1986004416A1 (fr) * | 1985-01-24 | 1986-07-31 | Hitachi Construction Machinery Co., Ltd. | Procede et dispositif de mesure par une onde supersonique d'une pepite dans une soudure par recouvrement par resistance |
| DE19509290C1 (de) | 1995-03-15 | 1996-05-02 | Bbc Reaktor Gmbh | Prüfkopf zum Ultraschallprüfen einer eingebauten Innenmehrkantschraube |
| US8286487B2 (en) * | 2009-01-31 | 2012-10-16 | The Boeing Company | Ultrasonic aperture scanning system and method |
| GB201104409D0 (en) * | 2011-03-16 | 2011-04-27 | Airbus Operations Ltd | Improvements in inspection of composite components |
-
2016
- 2016-04-14 JP JP2016081170A patent/JP6599279B2/ja active Active
-
2017
- 2017-04-11 WO PCT/JP2017/014796 patent/WO2017179567A1/ja not_active Ceased
- 2017-04-11 EP EP17782380.4A patent/EP3410108A4/en not_active Withdrawn
- 2017-04-11 US US16/092,243 patent/US10921292B2/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63126859U (ja) * | 1987-02-09 | 1988-08-18 | ||
| JPH01142858U (ja) * | 1988-03-25 | 1989-09-29 | ||
| US20070057844A1 (en) * | 2005-08-16 | 2007-03-15 | The Boeing Company | Collapsible guide for non-automated area inspections |
| US20130220018A1 (en) * | 2010-08-04 | 2013-08-29 | The Boeing Company | Apparatus and method for inspecting a laminated structure |
| JP2014149241A (ja) * | 2013-02-01 | 2014-08-21 | Mitsubishi Heavy Ind Ltd | 超音波探傷用治具、超音波探傷方法、及び超音波探傷用治具の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6599279B2 (ja) | 2019-10-30 |
| WO2017179567A1 (ja) | 2017-10-19 |
| EP3410108A1 (en) | 2018-12-05 |
| EP3410108A4 (en) | 2019-02-20 |
| US10921292B2 (en) | 2021-02-16 |
| US20190094187A1 (en) | 2019-03-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6599279B2 (ja) | 超音波検査治具、および、超音波検査方法 | |
| KR101636951B1 (ko) | 초음파 액체 수위 감지 시스템 | |
| US9013703B2 (en) | Gas analyzing apparatus | |
| US9790903B2 (en) | Intake sound introducing apparatus | |
| US9949420B2 (en) | Lead wire cut-and-clinch apparatus | |
| US20240342830A1 (en) | Highly positioned laser processing nozzle | |
| JPWO2015056337A1 (ja) | 燃料噴射器 | |
| US6598958B2 (en) | Liquid ejector | |
| KR101304914B1 (ko) | 용접 토치의 가스 디퓨저 | |
| CN104023833A (zh) | 微气泡发生装置及回旋流发生装置 | |
| US9551356B2 (en) | Double bell mouth shroud | |
| TWI535963B (zh) | 旋轉接頭及採用該旋轉接頭之旋轉工作臺 | |
| US20150316509A1 (en) | Method for measuring thickness of boiler water tube | |
| JP2011161508A (ja) | ガスシールド溶接トーチ | |
| JP2013134232A (ja) | ガス分析装置 | |
| JP2013134235A (ja) | ガス分析装置 | |
| CN201156040Y (zh) | 适用于hrp型超声波探伤机的导套、密封套组件 | |
| JP2009185952A (ja) | 制水体設置装置 | |
| CN210878091U (zh) | 一种激光焊接保护气气嘴结构及焊接装置 | |
| CN112673157B (zh) | 进气装置 | |
| KR200478353Y1 (ko) | 냉매 파이프 연결구 | |
| EP2410135A2 (en) | Exhaust plenum flow splitter | |
| KR200479790Y1 (ko) | 홀 시공용 절단 장치 | |
| TWI747590B (zh) | 小口徑管路之管路阻塞施工方法 | |
| JP2014200835A (ja) | 補強リブ板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20160825 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180328 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190220 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20190226 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190415 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190918 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20191002 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6599279 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |