JP2017191683A - 蓄電素子の製造方法、及び、蓄電素子の容器の蓋板 - Google Patents
蓄電素子の製造方法、及び、蓄電素子の容器の蓋板 Download PDFInfo
- Publication number
- JP2017191683A JP2017191683A JP2016079755A JP2016079755A JP2017191683A JP 2017191683 A JP2017191683 A JP 2017191683A JP 2016079755 A JP2016079755 A JP 2016079755A JP 2016079755 A JP2016079755 A JP 2016079755A JP 2017191683 A JP2017191683 A JP 2017191683A
- Authority
- JP
- Japan
- Prior art keywords
- lid plate
- container
- cover plate
- container body
- storage element
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Sealing Battery Cases Or Jackets (AREA)
- Gas Exhaust Devices For Batteries (AREA)
- Electric Double-Layer Capacitors Or The Like (AREA)
Abstract
【課題】容器本体と蓋板とが溶接により接合された容器を備える蓄電素子であって、品質が高い蓄電素子を製造するための製造方法を提供すること。【解決手段】容器本体101及び蓋板110を有する容器100を備える蓄電素子10の製造方法であって、所定方向に向けて凸のアーチ状の蓋板110を、容器本体101の開口102に対して、所定方向から押さえることで、蓋板110を押し広げる押さえ工程と、押さえ工程において押し広げられた蓋板110と、容器本体101とを溶接する溶接工程とを含む。【選択図】図5
Description
本発明は、容器を備える蓄電素子の製造方法、及び、蓄電素子の容器の蓋板に関する。
従来、リチウムイオン二次電池などの蓄電素子は、例えば、容器と容器に収容された電極体とを備え、容器に配置された電極端子を介して充電及び放電する。
このような構造の蓄電素子では、容器は、例えば、容器本体と蓋板とで構成されており、容器本体に電極体等の要素が収容された状態で、蓋板と容器本体の開口周縁とがレーザ溶接等によって接合される。具体的には、レーザ溶接では、蓋板と容器本体の開口とのつき合せ部分(境界部分)にレーザビームを照射することで当該部分の金属を溶融し、これにより、蓋板と容器本体とが接合される。
このような金属溶接が行われる場合、溶融した金属内で発生したガス、または溶融した金属内に侵入したガスが外部に放出されずに残存し、その結果、凝固した金属内に空洞(例えば「ブローホール」と呼ばれる。)が生じる場合がある。
このような問題に対し、例えば特許文献1には、亜鉛系めっき鋼板を重ねレーザ溶接する場合において、2枚の鋼板の一方に凸部を設けることで、これら2枚の鋼板の間に所定の距離の隙間をあけ、これによりブローホールの発生を抑制できる旨が開示されている。
例えば、リチウムイオン二次電池の場合、容器の素材としては、一般に、アルミニウム合金等の、亜鉛系めっき鋼板とは異なる種類の金属が採用されており、この場合、上記従来の技術を適用することはできない。また、容器本体及び蓋板の互いに付き合わされる面の幅は狭いため、当該面に、所定の高さの微細な凸部を形成することは現実的ではない。
また、蓋板と容器本体との溶接を精度よく行うために、蓋板を容器本体の方向に押圧しながら溶接が行われるが、この時の押圧力が高すぎると、溶融した金属中のガスを逃すことができず、ブローホールが生じやすいという問題がある。また、当該押圧力が弱い場合は、例えば、蓋板に、容器本体の開口に沿わずに大きな隙間を形成する部分が生じ、その結果、溶接不良が発生するという問題が生じる。
本発明は、上記従来の課題を考慮し、容器本体と蓋板とが溶接により接合された容器を備える蓄電素子であって、品質が高い蓄電素子を製造するための製造方法、及びその蓄電素子に用いられる蓋板を提供することを目的とする。
上記目的を達成するために、本発明の一態様に係る蓄電素子の製造方法は、容器本体及び蓋板を有する容器を備える蓄電素子の製造方法であって、所定方向に向けて凸のアーチ状の蓋板を、前記容器本体の開口に対して、前記所定方向から押さえることで、前記蓋板を押し広げる押さえ工程と、前記押さえ工程において押し広げられた蓋板と、前記容器本体とを溶接する溶接工程とを含む。
この製造方法によれば、例えば容器本体の上部の開口に蓋板を溶接する場合、上方に凸にアーチ状の蓋板を、上方から押さえることで、例えば平坦となるように押し広げられ、その状態で溶接される。つまり、蓋板の弾性力によって、蓋板の両端部の間の部分(中間部)には、上方に向かおうとする反発力が生じ、かつ、アーチ状の蓋板の両端は容器本体に押し当てられる。その結果、蓋板の中間部が容器本体に対して過度に押圧されることを防止することができ、過度な押圧に起因する、ブローホール等の不具合の発生が抑制される。また、中間部が押さえられることで、両端部は容器本体に押し当てられるため、その結果、溶接時において、蓋板のズレ、または、蓋板の一部が容器本体から浮く等の問題が生じ難い。従って、容器本体と蓋板との接合の信頼性が向上され、その結果、信頼性の高い蓄電素子を得ることができる。
また、本発明の一態様に係る蓄電素子の製造方法において、蓋板には、長手方向の両端部の間の部分である中間部にガス排出弁が配置されているとしてもよい。
この製造方法によれば、アーチ状の蓋板の、押さえ工程において押さえられる部分(つまり、中間部)と容器本体との接合部分について、溶接不良等の不具合の発生の可能性が低減され、これにより例えば、接合強度が向上する。そのため、ガス排出弁が配置されることで剛性が低下した蓋板の中間部の、容器の内圧に対する耐性を向上させることができる。
また、本発明の一態様に係る蓄電素子の製造方法において、前記押さえ工程では、前記蓋板の長手方向の少なくとも一方の端部は、前記蓋板が押さえられることで、前記開口の内側から前記開口の周縁に向けて移動するとしてもよい。
この製造方法によれば、蓋板を容器本体の開口に配置する際に、蓋板の端部が、例えば開口の周縁に上方から衝突するような事態が生じないため、このような衝突に起因する、微小金属片(異物)の発生が抑制される。
また、本発明の一態様に係る蓄電素子の容器の蓋板は、蓄電素子の容器が有する容器本体の平面開口を塞ぐための蓋板であって、前記容器本体とは反対側に向けて凸のアーチ状である。
この構成によれば、蓄電素子の製造時において、容器本体の上部の平面開口に蓋板を溶接する場合、上方に凸にアーチ状の蓋板を、上方から押さえることで、平坦となるように押し広げられ、その状態で溶接される。つまり、蓋板の弾性力によって、蓋板の両端部の間の部分(中間部)には、上方に向かおうとする反発力が生じ、かつ、アーチ状の蓋板の両端は容器に押してられる。その結果、蓋板の中間部が容器本体に対して過度に押圧されることを防止することができ、過度な押圧に起因する、ブローホール等の不具合の発生が抑制される。また、中間部が押さえられることで、両端部は容器本体に押し当てられるため、その結果、溶接時において、蓋板のズレ、または、蓋板の一部が容器本体から浮く等の問題が生じ難い。従って、容器本体と蓋板との接合の信頼性が向上され、その結果、信頼性の高い蓄電素子を得ることができる。
本発明によれば、容器本体と蓋板とが溶接により接合された容器を備える蓄電素子であって、品質が高い蓄電素子を製造することができる。また、本発明によれば、その蓄電素子に用いられる蓋板を提供することができる。
以下、図面を参照しながら、本発明の実施の形態に係る蓄電素子について説明する。なお、各図は、模式図であり、必ずしも厳密に図示したものではない。
また、以下で説明する実施の形態は、本発明の一具体例を示すものである。以下の実施の形態で示される形状、材料、構成要素、構成要素の配置位置及び接続形態、製造工程の順序などは、一例であり、本発明を限定する主旨ではない。また、以下の実施の形態における構成要素のうち、最上位概念を示す独立請求項に記載されていない構成要素については、任意の構成要素として説明される。
まず、図1及び図2を用いて、実施の形態に係る蓄電素子10の全般的な説明を行う。
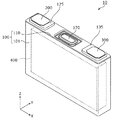
図1は、実施の形態に係る蓄電素子10の外観を示す斜視図である。図2は、実施の形態に係る蓄電素子10が備える容器本体101及び蓋板110それぞれの溶接前の状態を示す斜視図である。なお、図2では、容器100に収容される電極体400等の要素の図示は省略されている。
また、図1及び以降の図について、説明の便宜のため、Z軸方向を上下方向として説明しているが、実際の使用態様において、Z軸方向と上下方向とが一致しない場合もある。
蓄電素子10は、電気を充電し、また、電気を放電することのできる二次電池であり、より具体的には、リチウムイオン二次電池などの非水電解質二次電池である。蓄電素子10は、例えば、電気自動車(EV)、ハイブリッド電気自動車(HEV)またはプラグインハイブリッド電気自動車(PHEV)等に適用される。
また、蓄電素子10は、UPS(無停電電源装置)、自然エネルギー貯蔵用蓄電装置、電車等の回生エネルギー貯蔵用蓄電装置(車両の内部または外部に設置されるもの)、エンジン始動用蓄電装置、またはAGV(無人搬送車)等に適用されてもよい。
なお、蓄電素子10は、非水電解質二次電池には限定されず、非水電解質二次電池以外の二次電池であってもよいし、キャパシタであってもよい。また、蓄電素子10の形状に関しては、角型に限定されることなく、例えば円筒型などの他の形状であってもよい。
図1及び図2に示すように、蓄電素子10は、容器100と、正極端子200と、負極端子300とを備えている。また、容器100が有する容器本体101の内部には電極体400が収容されており、容器本体101の開口102を塞ぐように蓋板110が配置されている。なお、図1において、電極体400は、点線で描かれた直方体によって概念的に表されており、電極体400の形状及びサイズは、図1に示される形状およびサイズに限定されない。
容器100は、矩形筒状で底を備える容器本体101と、容器本体101の開口102を塞ぐように取り付けられる板状部材である蓋板110とで構成されている。また、容器100は、電極体400等を内部に収容後、蓋板110と容器本体101とが溶接されることにより、内部を密封する構造を有している。
具体的には、開口102を形成する容器本体101の端縁(図2における容器本体101の上端縁、以下「開口102を形成する端縁」という。)は、本実施の形態では、1つのXY平面内に配置されており、これにより、開口102は、容器本体101において、平面開口として存在する。本実施の形態では、この開口102に対して、容器本体101とは反対側に凸のアーチ状の蓋板110が押し広げられて溶接される。この溶接の工程については、図3〜図8を用いて後述する。なお「平面」という場合、完全な平面だけでなく略平面も含まれる。
また、蓋板110及び容器本体101の素材としては、例えばステンレス鋼、アルミニウム、またはアルミニウム合金など溶接可能な金属が採用される。
蓋板110の中間部には、ガス排出弁170が備えられている。ガス排出弁170は、容器100の内圧が上昇した場合に開放し、容器100の内部のガスを放出する安全機構として、蓄電素子10に備えられている。
なお、蓋板110の中間部とは、蓋板110の長手方向(本実施の形態ではX軸方向)の両端部の間の部分である。例えば、蓋板110の中間部は、蓋板110における正極端子200及び負極端子300の間の部分である、と規定することができる。また、蓋板110の中間部は、側面視(Y軸方向から見た場合)において、ガス排出弁170のX軸方向における全長を含む部分である、と規定することもできる。
電極体400は、正極板と負極板とセパレータとを備え、電気を蓄えることができる部材である。本実施の形態では、正極板及び負極板がセパレータを挟んで巻回されることで形成された巻回型の電極体400が蓄電素子10に備えられている。また、電極体400は、例えば、巻回軸が、蓋板110と容器本体101の底面とを結ぶ方向、つまり、本実施の形態におけるZ軸方向に平行となる姿勢で、容器本体101に収容されている。
正極端子200は、正極集電体(図示せず)を介して電極体400の正極と電気的に接続された電極端子である。負極端子300は、負極集電体(図示せず)を介して電極体400の負極と電気的に接続された電極端子である。つまり、正極端子200及び負極端子300は、電極体400に蓄えられている電気を蓄電素子10の外部空間に導出し、また、電極体400に電気を蓄えるために蓄電素子10の内部空間に電気を導入するための金属製の電極端子である。
また、正極端子200は、蓋板110に、絶縁性を有するガスケット125を介して取り付けられており、負極端子300は、蓋板110に、絶縁性を有するガスケット135を介して取り付けられている。また、蓋板110を挟んでガスケット125及び135それぞれの裏側(Z軸方向マイナス側)にも、図示しないガスケットが配置されている。
なお、蓄電素子10は、上記の構成要素の他、容器100内の空間を埋めるスペーサ、及び電極体400等を包み込む絶縁フィルムなどを備えてもよい。また、蓄電素子10の容器100の内部には電解液(非水電解質)などの液体が封入されているが、当該液体の図示は省略する。容器100に封入される電解液としては、蓄電素子10の性能を損なうものでなければその種類に特に制限はなく、様々なものを選択することができる。
ここで、蓋板110は、容器本体101に溶接される前の時点では、所定の方向(本実施の形態では上方(Z軸方向プラス側))に凸のアーチ状の形状を有しており、これにより、蓋板110と容器本体101との溶接箇所の信頼性が向上されている。このことを、図3〜図8を用いて説明する。
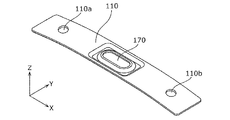
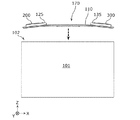
図3は、実施の形態に係る蓋板110の斜視図である。図4〜図7は、実施の形態に係る蓄電素子10の製造方法の一部を示す第1〜第4の図である。図8は、実施の形態に係る蓄電素子10の製造方法が含む押さえ工程の詳細を示す図である。なお、図4〜図8では、容器本体101に収容される電極体400等の要素、及び蓋板110の裏側に配置されたガスケット等の要素についての図示は省略されている。
図3及び図4に示すように、実施の形態に係る蓋板110は、上方(容器本体101とは反対側)に凸のアーチ状である。つまり、実施の形態に係る蓋板110は、長手方向における、両端部の間の部分である中間部が上方に盛り上がるアーチ状(湾曲状)に形成されている。
また、蓋板110の中間部には、ガス排出弁170が設けられており、ガス排出弁170を挟んで2つの貫通孔110a及び110bが配置されている。
ガス排出弁170は、上述のように、容器100の内圧が上昇した場合に開放する機構であり、例えば、アーチ状の蓋板110を成形する際のプレス加工によって蓋板110に設けられる。具体的には、蓋板110の材料である金属板の一部がプレス加工によって薄肉化されることで、ガス排出弁170が形成される。なお、ガス排出弁の態様に特に限定はなく、例えば、蓋板110とは別体の金属板を、蓋板110に設けられた孔を塞ぐように配置することで、ガス排出弁が蓋板110に設けられてもよい。
貫通孔110aは、正極端子200の軸部を貫通させる孔であり、貫通孔110bは、負極端子300の軸部を貫通させる孔である。貫通孔110aを貫通した状態の正極端子200の軸部は、かしめ等によって正極集電体と接続される。貫通孔110bを貫通した状態の負極端子300の軸部は、かしめ等によって負極集電体と接続される。正極集電体は、電極体400の正極と溶接等によって接続され、負極集電体は、電極体400の負極と溶接等によって接続される。
このようにして、電極体400と接続された蓋板110は、例えば、電極体400等の要素が容器本体101に収容されるとともに、開口102を塞ぐように配置される。
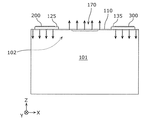
つまり、蓋板110は、例えば、図4に示すように開口102の上方から開口102に向けて移動され、図5に示すように、開口102に載置され、さらに、所定の治具によって上方から押圧される。
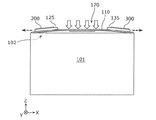
つまり、容器本体101とは反対側の方向(上方)に凸のアーチ状の蓋板110の中間部に対し、容器本体101の方向(下方)への押圧力が作用する。その結果、蓋板110は、図5及び図6に示すように、押し広げられる(押さえ工程)。
ここで、アーチ状の蓋板110は、弾性変形しながら押し広げられるため、蓋板110の、押圧力が作用する中間部では、上方への反発力が生じる。なお、図6では、上向きの点線矢印により上方への反発力を模式的に表している。
そのため、例えば蓋板110の中間部が、容器本体101の開口102(より詳細には、開口102を形成する端縁)に近接または接触する程度に、蓋板110を押さえることで、蓋板110の中間部の、開口102を形成する端縁に対する押圧力を、ほぼゼロまたはごく低い値とすることができる。つまり、蓋板110の、押さえられる部分である中間部が、容器本体101に対して、過度に押圧されることなく、かつ、適切な溶接が可能な程度に近接または接触した状態が作り出される。
なお、蓋板110の中間部の、開口102を形成する端縁に対する押圧力が、ほぼゼロまたはごく低い値となる状態を実現するために、押さえ工程における蓋板110を押さえる力が実験等によって決定されてもよい。
さらに、蓋板110の、中間部の両側の端部(両端部)のそれぞれは、直接的には、押圧されていないが、中間部が下方に押さえられることで生じる蓋板110の弾性力によって、開口102を形成する端縁に押し当てられる。これにより、蓋板110の両端部についても適切な溶接が可能な状態が形成される。なお、図6では、下向きの点線矢印により下方への弾性力を模式的に表している。
また、押さえ工程における蓋板110の弾性変形の前後において、蓋板110に配置された正極端子200及び負極端子300と、電極体400との接続が問題なく維持されるように、当該接続には遊び(余裕)が持たされている。
このように、蓋板110が、容器本体101の開口102に沿って押し広げられた状態で、蓋板110と容器本体101との溶接がなされる(溶接工程)。つまり、図7に示すように、蓋板110と容器本体101とのつき合せ部分(蓋板110と容器本体101との境界部分)に沿って、例えばレーザビームLが照射される。これにより、蓋板110が、容器本体101に溶接され、容器本体101の開口102が、蓋板110によって封止された状態が形成される。
以上説明したように、本実施の形態に係る蓄電素子10の製造方法は、所定方向に向けて凸のアーチ状の蓋板110を、容器本体101の開口102に対して、当該所定方向から押さえることで、蓋板110を押し広げる押さえ工程と、押さえ工程において押し広げられた蓋板110と、容器本体101とを溶接する溶接工程とを含む。なお、本実施の形態に係る蓋板110は、蓄電素子10の容器100が有する容器本体101の平面開口である開口102を塞ぐための蓋板110であって、容器本体101とは反対側に向けて凸のアーチ状である、と表現できる。
本実施の形態では、容器本体101の上部に開口102が設けられており、上方に凸にアーチ状の蓋板110を上方から押さえることで、開口102に応じて平坦となるように押し広げられ、その状態で蓋板110と容器本体101とが溶接される。
つまり、蓋板110の弾性力によって、アーチ状の蓋板110の両端は容器本体101に押し当てられ、かつ、蓋板110の中間部には、上方に向かおうとする反発力が生じる。その結果、蓋板110の中間部が容器本体101に対して過度に押圧されることを防止することができる。これにより、蓋板110の中間部と容器本体101との溶接の際に、溶融した金属中のガスを逃しやすい環境が形成され、その結果、ブローホールの発生が抑制される。
また、蓋板110の中間部が押さえられることで、蓋板110の両端部は弾性力によって容器本体101に押し当てられるため、溶接時において、蓋板110のズレ、または、蓋板110の一部が容器本体101から浮く等の問題が生じ難い。その結果、蓋板110の両端部についても、容器本体101と適切に溶接される。
ここで、仮に、平板状の蓋板で容器本体101の開口102を塞ぐ場合、現実的には蓋板にランダムにゆがみが存在する場合もあり、このゆがみを矯正するためには、容器本体101との溶接の際に、蓋板の全体を比較的に大きな力で押さえる必要がある。このことはブローホール発生の要因となる。
しかしながら、本実施の形態では、上方に凸のアーチ状の蓋板110の中間部を押さえることで、蓋板110は、容器本体101の開口102に応じた形状になるように押し広げられる。これにより、例えば、蓋板110の全体を大きな力で押さえることなく、蓋板110と容器本体101との間の距離(0である場合も含む)を、蓋板110の周縁部の全域にわたって、溶接に適した距離にすることができる。
以上のように、本実施の形態に係る蓄電素子10の製造方法によれば、容器本体101と蓋板110とが溶接により接合された容器100を備える蓄電素子10であって、品質が高い蓄電素子10を製造することができる。
また、本実施の形態において、蓋板110には、長手方向の両端部の間の部分である中間部にガス排出弁170が配置されている。
ガス排出弁170は、上述のように、例えば蓋板110の材料である金属板の一部が薄肉化されることで形成されるため、ガス排出弁170の配置領域は、蓋板110の中でも剛性が低い部分であるといえる。
その一方で、本実施の形態では、上述のように、アーチ状の蓋板110の、押さえ工程において押さえられる中間部と容器本体101との溶接箇所について、溶接不良等の不具合の発生の可能性が低減され、これにより例えば、接合強度が向上する。その結果、ガス排出弁170が配置されることで剛性が低下した蓋板110の中間部の、容器100の内圧に対する耐性を向上させることができる。このことは、例えば、ガス排出弁170の正常な動作の保証という観点からも重要である。
また、本実施の形態に係る蓄電素子10の製造方法では、より詳細には、押さえ工程において、蓋板110の長手方向の端部は、開口102の内側から周縁に向けて移動している。このことによる効果等について、図8を用いて説明する。
図8は、実施の形態に係る蓄電素子10の製造方法が含む押さえ工程の一部の詳細を説明する図である。なお、図8において、容器本体101の内部の要素は点線で図示されている。
本実施の形態に係る蓋板110は、上述のように、上方に凸のアーチ状であり、押さえ工程で押さえられた状態で、容器本体101の開口102が塞がれるサイズに設計及び製造されている。そのため、押さえ工程の前における、蓋板110の長手方向(本実施の形態ではX軸方向)の長さは、容器本体101のX軸方向の幅よりも小さい。より具体的には、押さえ工程の前における、蓋板110の、容器本体101の開口102に嵌められる嵌合部118のX軸方向における幅は、容器本体101の開口102のX軸方向の幅(X軸方向で対向する内面102a間の距離)よりも小さい。
そのため、例えば上述の図4及び図5に示すように、蓋板110を、容器本体101に対して配置する際に、蓋板110のX軸方向の中央と、容器本体101のX軸方向の中央とがほぼ一致するように配置され、その後、押さえ工程がなされる。
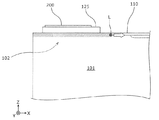
従って、図8の(a)及び(b)に示すように、蓋板110の端部111は、蓋板110が押さえられることで、開口102の内側から開口102の周縁102b(内面102aの上端)に向けて移動する。これにより、蓋板110の嵌合部118における角部118aと、開口102の周縁102bとが衝突することによる異物の発生が抑制される。
ここで、仮に、平板状の蓋板で容器本体101の開口102を塞ぐように配置した場合、蓋板の嵌合部における角部は、開口102の周縁102bに向けて上方から移動してくるため、嵌合部の角部と、開口102の周縁102bとが衝突する可能性がある。また、嵌合部の角部、及び、開口102の周縁102bは、いずれも板状の部材の角の部分であるため、これらが衝突した場合、ともに欠けやすい。すなわち、平板状の蓋板を、容器本体101の開口102を塞ぐように配置した場合、蓋板または容器本体101に欠けが生じる可能性、すなわち、異物としての微小な金属片が発生する可能性がある。このような微小な金属片は、例えば、電極体400における内部短絡の要因ともなる。また、蓋板の嵌合部の平面視(Z軸方向プラス側から見た場合)におけるサイズを小さくすることで、開口102の周縁102bと、嵌合部の角部との衝突を避けることも考えられるが、このような対策は、容器本体101に対する蓋板の位置規制という観点からは現実的ではない。
この点に関して、本実施の形態では、蓋板110が、容器本体101に対して配置される際は、図8の(a)に示すように、蓋板110の嵌合部118の角部118aは、容器本体101の開口102の周縁102bからX軸方向に離れた位置に置かれる。そのため、蓋板110を容器本体101に対して配置する際において、金属部材同士が衝突することによる微小な金属片の発生は抑制される。
その後、上述のように、蓋板110の中間部が押さえられることで、蓋板110の形状は、開口102に沿って平坦にされる。この際、図8の(a)及び(b)に示すように、蓋板110の嵌合部118の角部118aは、容器本体101の開口102の内側から、周縁102bに向かって移動する。なお、図8の(a)及び(b)では、蓋板110の左側の端部111について図示しているが、蓋板110の右側の端部も同様に、容器本体101の開口102の内側から、右側の周縁に向かって移動する。このようにして、押し広げられた蓋板110は、蓋板110の嵌合部118が、容器本体101の内面102aに当接することで正規の位置からのずれが防止される。その後、図7を用いて説明したように、蓋板110と容器本体101と溶接される。
(他の実施の形態)
以上、本発明に係る蓄電素子について、実施の形態に基づいて説明した。しかしながら、本発明は、上記実施の形態に限定されるものではない。本発明の趣旨を逸脱しない限り、当業者が思いつく各種変形を上記実施の形態に施したものも、あるいは、上記説明された複数の構成要素を組み合わせて構築される形態も、本発明の範囲内に含まれる。
以上、本発明に係る蓄電素子について、実施の形態に基づいて説明した。しかしながら、本発明は、上記実施の形態に限定されるものではない。本発明の趣旨を逸脱しない限り、当業者が思いつく各種変形を上記実施の形態に施したものも、あるいは、上記説明された複数の構成要素を組み合わせて構築される形態も、本発明の範囲内に含まれる。
例えば、上記実施の形態に係る蓋板110は、長手方向(X軸方向)における中間部が両端部よりも突出したアーチ状である。しかし、蓄電素子10が備える蓋板は、押さえ工程の前の状態において、短手方向(Y軸方向)における中間部が両端部よりも突出したアーチ状であってもよい。また、蓋板110は、平面視において略矩形状でなくてもよい。例えば、平面視において、楕円、円、長円形、または矩形以外の多角形など、略矩形以外の形状の蓋板が、蓄電素子が備える蓋板として採用されてもよい。
つまり、容器本体とは反対側に凸のアーチ状の蓋板であれば、押さえ工程において、蓋板を容器本体の方向に押さえることで、蓋板を押し広げることができる。その結果、図6を用いて説明したように、蓋板に生じる弾性力(バネ力)を利用して、蓋板と容器本体とのつき合せ部分における適切な押圧状態を作り出すことができる。これにより、蓋板と容器本体との溶接部分におけるブローホールの発生は抑制される。
また、ガス排出弁170が、蓋板110の中間部に配置されていることは必須ではない。長尺状の蓋板110における長手方向の中間部は、容器100の内圧が上昇した場合に、その内圧を受けて変位または変形が生じやすい部分である、ということもできる。そのため、蓋板110の中間部にガス排出弁170が存在していない場合であっても、上述のように、中間部において十分な接合強度を得ることで、蓄電素子10全体としての信頼性は向上される。
また、蓋板110に、電極端子(200、300)が配置されていなくてもよい。つまり、容器本体101の5つの面のいずれかに電極端子(200、300)が配置されていてもよい。この場合であっても、蓋板110の、押さえ工程の前における形状がアーチ状であることによる、ブローホールの発生の抑制等の効果は奏される。
また、蓄電素子10が備える巻回型の電極体400の姿勢に特に限定はない。例えば、巻回軸が、蓋板110の長手方向(X軸方向)に平行となる姿勢で、容器本体101に収容されていてもよい。
また、蓄電素子10が備える電極体は巻回型である必要はない。蓄電素子10は、例えば平板状極板を積層した積層型の電極体、または、長尺帯状の極板を山折りと谷折りとの繰り返しによって蛇腹状に積層した構造を有する電極体を備えてもよい。
また、本発明は、上記説明された蓄電素子として実現することができるだけでなく、当該蓄電素子が備える蓋板として実現することができる。
本発明は、リチウムイオン二次電池などの蓄電素子等に適用できる。
10 蓄電素子
100 容器
101 容器本体
102 開口
102a 内面
102b 周縁
110 蓋板
110a、110b 貫通孔
111 端部
118 嵌合部
118a 角部
125、135 ガスケット
170 ガス排出弁
200 正極端子
300 負極端子
100 容器
101 容器本体
102 開口
102a 内面
102b 周縁
110 蓋板
110a、110b 貫通孔
111 端部
118 嵌合部
118a 角部
125、135 ガスケット
170 ガス排出弁
200 正極端子
300 負極端子
Claims (4)
- 容器本体及び蓋板を有する容器を備える蓄電素子の製造方法であって、
所定方向に向けて凸のアーチ状の蓋板を、前記容器本体の開口に対して、前記所定方向から押さえることで、前記蓋板を押し広げる押さえ工程と、
前記押さえ工程において押し広げられた蓋板と、前記容器本体とを溶接する溶接工程と
を含む蓄電素子の製造方法。 - 前記蓋板には、長手方向の両端部の間の部分である中間部にガス排出弁が配置されている
請求項1記載の蓄電素子の製造方法。 - 前記押さえ工程において、前記蓋板の長手方向の少なくとも一方の端部は、前記蓋板が押さえられることで、前記開口の内側から前記開口の周縁に向けて移動する
請求項1または2に記載の蓄電素子の製造方法。 - 蓄電素子の容器が有する容器本体の平面開口を塞ぐための蓋板であって、
前記容器本体とは反対側に向けて凸のアーチ状である
蓄電素子の容器の蓋板。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016079755A JP2017191683A (ja) | 2016-04-12 | 2016-04-12 | 蓄電素子の製造方法、及び、蓄電素子の容器の蓋板 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016079755A JP2017191683A (ja) | 2016-04-12 | 2016-04-12 | 蓄電素子の製造方法、及び、蓄電素子の容器の蓋板 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017191683A true JP2017191683A (ja) | 2017-10-19 |
Family
ID=60086398
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016079755A Pending JP2017191683A (ja) | 2016-04-12 | 2016-04-12 | 蓄電素子の製造方法、及び、蓄電素子の容器の蓋板 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017191683A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108628322A (zh) * | 2018-07-09 | 2018-10-09 | 广东工业大学 | 一种agv路径网络的可靠度计算方法及装置 |
| JP2020119642A (ja) * | 2019-01-18 | 2020-08-06 | トヨタ自動車株式会社 | 電池の製造方法 |
| US11640880B2 (en) | 2017-12-12 | 2023-05-02 | Gs Yuasa International Ltd. | Energy storage device |
-
2016
- 2016-04-12 JP JP2016079755A patent/JP2017191683A/ja active Pending
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11640880B2 (en) | 2017-12-12 | 2023-05-02 | Gs Yuasa International Ltd. | Energy storage device |
| CN108628322A (zh) * | 2018-07-09 | 2018-10-09 | 广东工业大学 | 一种agv路径网络的可靠度计算方法及装置 |
| CN108628322B (zh) * | 2018-07-09 | 2021-08-13 | 广东工业大学 | 一种agv路径网络的可靠度计算方法及装置 |
| JP2020119642A (ja) * | 2019-01-18 | 2020-08-06 | トヨタ自動車株式会社 | 電池の製造方法 |
| JP7104885B2 (ja) | 2019-01-18 | 2022-07-22 | トヨタ自動車株式会社 | 電池の製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6806217B2 (ja) | 二次電池 | |
| JP7592983B2 (ja) | 蓄電素子の製造方法、及び、蓄電素子 | |
| US11407064B2 (en) | Energy storage device and method of manufacturing energy storage device | |
| KR20110035868A (ko) | 2차 전지 | |
| US20250201973A1 (en) | Energy storage device | |
| CN106252535A (zh) | 用于制造有底的方形电池容器的方法 | |
| JP2017168349A (ja) | 蓄電装置 | |
| WO2019151359A1 (ja) | 蓄電素子 | |
| JP2016085875A (ja) | 蓄電素子、電源モジュール及び蓄電素子の製造方法 | |
| JP6105986B2 (ja) | 蓄電素子および蓄電素子の製造方法 | |
| JP6701210B2 (ja) | 蓄電素子及び蓄電素子の製造方法 | |
| JP5472671B2 (ja) | 電池およびその製造方法 | |
| JP2017191683A (ja) | 蓄電素子の製造方法、及び、蓄電素子の容器の蓋板 | |
| US20140023913A1 (en) | Prismatic secondary battery | |
| US11335956B2 (en) | Energy storage device and method of manufacturing energy storage device | |
| JP4259558B2 (ja) | 電池及び電池の製造方法 | |
| JP2017188337A (ja) | 蓄電素子、蓄電素子の容器の蓋体、及び、蓄電装置 | |
| JP6373590B2 (ja) | 電池及び電池の製造方法 | |
| JP6244781B2 (ja) | 電極体保護板、蓄電素子及び蓄電素子の製造方法 | |
| JP2019029116A (ja) | 蓄電素子 | |
| JP6764569B2 (ja) | 密閉型電池 | |
| US20140134476A1 (en) | Energy storage device and method of producing the same | |
| JP7745583B2 (ja) | 蓄電デバイスの製造方法 | |
| JP2019046803A (ja) | 蓄電素子及び蓄電装置 | |
| JP7749299B2 (ja) | 蓄電デバイス及び蓄電デバイスの製造方法 |