JP2017192953A - 金属成形品の製造方法及びプレス成形装置 - Google Patents
金属成形品の製造方法及びプレス成形装置 Download PDFInfo
- Publication number
- JP2017192953A JP2017192953A JP2016083690A JP2016083690A JP2017192953A JP 2017192953 A JP2017192953 A JP 2017192953A JP 2016083690 A JP2016083690 A JP 2016083690A JP 2016083690 A JP2016083690 A JP 2016083690A JP 2017192953 A JP2017192953 A JP 2017192953A
- Authority
- JP
- Japan
- Prior art keywords
- mold
- press molding
- recess
- metal
- press
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Landscapes
- Forging (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Abstract
Description
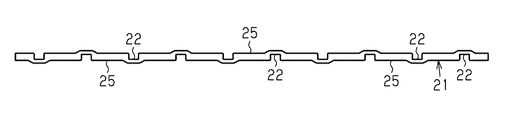
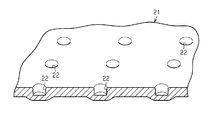
はじめに、金属成形品(以下、単に成形品という)21の構成を説明する。
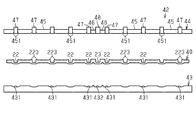
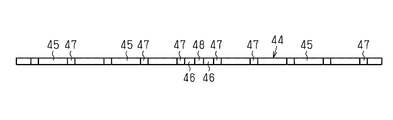
図3及び図4に示すように、成形品21はステンレススチールからなり、断面四角形で、長尺状に形成されている。成形品21の一側面には成形品21の厚さ方向に窪む複数(実施形態では10)の第1凹部22が成形品21の長さ方向に等間隔をおいて形成されている。隣接する一対の第1凹部22間の中間位置には第1凹部22と同じように厚さ方向に窪むひとつの第2凹部23が形成されている。この第2凹部23は、第1凹部22より深く形成されている。成形品21には、成形品21の両端部と、第1凹部22間に位置する第1フラット部25が形成されるとともに、第2凹部23の両側には一対の第2フラット部26が形成されている。第2フラット部26は、第1フラット部25より高い位置に配置されている。
図1及び図2に示すように、成形品21となる前の金属ワーク(以下、単にワークという)40は、図示しない板材から切り出されたり、太材からダイスによって絞り成形されたりしたものであって、断面四角形に形成され、全体として棒状をなしている。
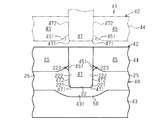
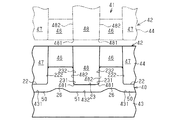
図4,図10及び図11にはプレス成形装置41の後段プレス成形部61が示されている。この後段プレス成形部61は、第1の金型としての下型62と、第2の金型として上型63とを有する。下型62は固定位置にあり、上型63は昇降される。下型62には、複数箇所(実施形態では10箇所)の窪み部621と、一対の窪み部621間の1箇所に位置する窪み部622とが形成されている。上型63には圧潰型を構成する複数(実施形態では10、ただし両端のものは短い)の第1平面型64と、一対の第2平面型65とが設けられている。
以上のように構成されたプレス成形装置41において、図8及び図9に示すように、前記ワーク40は、前段プレス成形のための前段プレス成形部42の下型43上にセットされる。
そして、下型62上に定置されたワーク40に対して上型63の下降によるパンチングが行われると、第1,第2突出型66,67によってワーク40の第1,第2凹部22,23が整形されるとともに、第1,第2平面型64,65により第1,第2フラット部25,26が整形される。
後段のプレス成形による整形が終了した後、パンチングによってバリが生じている場合は、そのバリがカッターや砥石によって除去されて、成形品21となる。
(1)前段のプレス成形工程において、第1凹部22が形成されるとともに、その第1凹部22の開口部の縁部に膨出部223がプレス方向の逆方向に向かって形成される。そして、後段のプレス成形工程において前記膨出部223が圧潰されるとともに、第1凹部22の内側面が第2突出型67によって受けられて、第1凹部22の前記縁部がシャープエッジ状に整形される。従って、仮に、プレス成形によって第1凹部22の内部に向かって引き込まれる作用が働いても、膨出部223が形成されているため、第1凹部22の内側面を高く形成できる。このため、成形品21が薄いものであっても、深い第1凹部22を形成できる。従って、成形品21の軽量化を図ることができるとともに、第1凹部22の機能を有効に発揮できる。
・前記実施形態では、前後2回に分けて、プレス成形するようにしたが、少なくとも前工程及び後工程の一方を複数段に分けて、全体として3回以上に分けてプレス加工すること。この場合、膨出部223は、複数回に分けて形成されたり、複数回に分けて圧潰されたりする。従って、パンチング1回当たりのプレス成形装置41の負担を軽減できる。
・図12に示すように、成形品21に、第2凹部23及び第2フラット部26が形成されることなく、第1凹部22及び第1フラット部25のみが形成されるようにすること。この場合、図13に示すように、前段プレス成形部42及び後段プレス成形部61の第2突出型67及び第2平面型65は省略される。第2凹部23及び第2フラット部26が形成されていない成形品21は、例えば、図12に2点鎖線で示すように、一対の成形品21を第1凹部22が対向するように対称状に重ねることにより、対向する第1凹部22間を流体の通路にすることができる。
・棒状以外の形状、例えば、リング状や板状のワーク40を用いること。リング状のワーク40の場合は、そのワーク40の軸方向の端面に対して加工が施される。なお、リング状のワーク40は、パイプ材を輪切りすることによって得ることができる。
・ワーク40に対してあらかじめ面取りを施すこと。
Claims (8)
- 前段の工程において、プレス成形により金属ワークに凹部を形成するとともに、その凹部の開口部の縁部にプレス方向の逆方向に突出する膨出部を形成し、
後段の工程において、前記凹部内にその凹部の内側面を受ける整形型を設置し、その設置状態で、プレス成形により前記膨出部を圧潰して前記凹部の開口部の縁部を整形する金属成形品の製造方法。 - 前記凹部は複数であって、それらの凹部を同時にプレス成形する請求項1に記載の金属成形品の製造方法。
- 前記金属ワークの前記凹部の反対側の面を金型の窪み部により受ける請求項1または2に記載の金属成形品の製造方法。
- 前記前段の工程において前記凹部の内コーナ部を曲面状に形成し、前記後段の工程において前記内コーナ部の曲面の曲率を大きくする請求項1〜3のうちのいずれか一項に記載の金属成形品の製造方法。
- 前記前段の工程において前記凹部の内側面をその凹部の開口側に広がるテーパ状に形成し、前記後段の工程において前記内側面のテーパ拡開角度を小さくする請求項1〜4のうちのいずれか一項に記載の金属成形品の製造方法。
- 前段の工程において、前記各凹部を等間隔に形成するとともに、隣接する一対の凹部間に別の凹部をプレス成形する請求項1〜5のうちのいずれか一項に記載の金属成形品の製造方法。
- 金属ワークをプレス成形するための前段プレス成形部及び後段プレス成形部を備えたプレス成形装置において、
前記前段プレス成形部及び後段プレス成形部は、前記金属ワークを受けるための第1の金型と、その第1の金型上の金属ワークをプレスするための第2の金型とをそれぞれ備え、
前記前段プレス成形部の第2の金型は、前記金属ワークに凹部を成形するための凹部成形型と、前記凹部の開口部の縁部にプレス方向の逆方向に突出する膨出部を成形するための膨出部成形型とを備え、
前記後段プレス成形部の第2の金型は、前記膨出部を圧潰するための圧潰型と、その圧潰にともなって前記凹部の内側面を整形するための整形型とを備えたプレス成形装置。 - 少なくとも前記後段プレス成形部の第1の金型は、前記金属ワークの前記凹部の部分を受けるための窪み部を有する請求項7に記載のプレス成形装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016083690A JP6645334B2 (ja) | 2016-04-19 | 2016-04-19 | 金属成形品の製造方法及びプレス成形装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016083690A JP6645334B2 (ja) | 2016-04-19 | 2016-04-19 | 金属成形品の製造方法及びプレス成形装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017192953A true JP2017192953A (ja) | 2017-10-26 |
| JP6645334B2 JP6645334B2 (ja) | 2020-02-14 |
Family
ID=60155258
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016083690A Active JP6645334B2 (ja) | 2016-04-19 | 2016-04-19 | 金属成形品の製造方法及びプレス成形装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6645334B2 (ja) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59193731A (ja) * | 1983-04-18 | 1984-11-02 | Press Giken Kogyo Kk | 溝刻設用プレス型装置 |
| JPH08150428A (ja) * | 1994-09-29 | 1996-06-11 | Nitto Kohki Co Ltd | プレスによって被加工物にテーパー形状をもつ貫通孔を成形する孔加工方法およびその孔加工用工具 |
| JP2000237827A (ja) * | 1999-02-17 | 2000-09-05 | Toyota Motor Corp | エンボス加工用金型 |
| JP2004017050A (ja) * | 2002-06-12 | 2004-01-22 | Soode Nagano Co Ltd | めくら穴形成方法 |
| JP2004181502A (ja) * | 2002-12-05 | 2004-07-02 | Jfe Steel Kk | 形状凍結性に優れたプレス加工方法およびそれに用いる加工工具 |
| JP2007111725A (ja) * | 2005-10-19 | 2007-05-10 | Nippon Steel Corp | 形状凍結性に優れたプレス成形方法及びプレス金型 |
-
2016
- 2016-04-19 JP JP2016083690A patent/JP6645334B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59193731A (ja) * | 1983-04-18 | 1984-11-02 | Press Giken Kogyo Kk | 溝刻設用プレス型装置 |
| JPH08150428A (ja) * | 1994-09-29 | 1996-06-11 | Nitto Kohki Co Ltd | プレスによって被加工物にテーパー形状をもつ貫通孔を成形する孔加工方法およびその孔加工用工具 |
| JP2000237827A (ja) * | 1999-02-17 | 2000-09-05 | Toyota Motor Corp | エンボス加工用金型 |
| JP2004017050A (ja) * | 2002-06-12 | 2004-01-22 | Soode Nagano Co Ltd | めくら穴形成方法 |
| JP2004181502A (ja) * | 2002-12-05 | 2004-07-02 | Jfe Steel Kk | 形状凍結性に優れたプレス加工方法およびそれに用いる加工工具 |
| JP2007111725A (ja) * | 2005-10-19 | 2007-05-10 | Nippon Steel Corp | 形状凍結性に優れたプレス成形方法及びプレス金型 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6645334B2 (ja) | 2020-02-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103212620B (zh) | 无毛刺冲裁方法和冲裁系统 | |
| JP5325934B2 (ja) | ピアスナットの製造装置 | |
| JP2007216293A (ja) | 鋼板製スプロケット及びその製造方法 | |
| WO2017208669A1 (ja) | 鍛造加工装置 | |
| CN105170833A (zh) | 一种齿轮环精冲拉伸成形方法 | |
| KR20140114591A (ko) | 프레스 금형 | |
| JP2009214108A (ja) | 閉形状の枠を製造する方法 | |
| CN106736305B (zh) | 一种离合器花键毂总成的薄板冲焊成型制造方法 | |
| JP2017524533A (ja) | カトラリーの製造方法およびカトラリー打ち抜き工具 | |
| JP2017192953A (ja) | 金属成形品の製造方法及びプレス成形装置 | |
| CN106132609A (zh) | 借助高速剪切在金属体中产生通孔的方法 | |
| CN209935661U (zh) | 一种防止废料堵塞型五金冲压模具 | |
| CN105073296A (zh) | 切断的端部表面的改进方法 | |
| CN114523031B (zh) | 一种切断部无毛刺加工工艺及其产品 | |
| JP2006159232A (ja) | プレス加工方法における薄板断面成型法 | |
| JP3583614B2 (ja) | 歯車の製造方法 | |
| CN206405289U (zh) | 一种弯曲固定夹的成型模具 | |
| CN214977125U (zh) | 一种成型冲孔复合模具 | |
| KR20180136729A (ko) | 가변 그루브 핀이 적용된 펀치를 갖는 코이닝 장치 | |
| CN211027763U (zh) | 一种侧冲模具 | |
| JP2007090421A (ja) | バーリング加工型と加工方法 | |
| JP4906677B2 (ja) | 閉塞鍛造装置 | |
| JP2018020329A (ja) | 鍛造加工装置、鍛造加工方法および鍛造加工製品の製造方法 | |
| KR101480440B1 (ko) | 팬너트의 제조방법 | |
| CN104907375A (zh) | 一种蜗壳包板成型方法及其模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181018 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190805 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190827 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191028 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20191210 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20191223 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6645334 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |