JP2017193079A - タイヤ加硫方法 - Google Patents
タイヤ加硫方法 Download PDFInfo
- Publication number
- JP2017193079A JP2017193079A JP2016083489A JP2016083489A JP2017193079A JP 2017193079 A JP2017193079 A JP 2017193079A JP 2016083489 A JP2016083489 A JP 2016083489A JP 2016083489 A JP2016083489 A JP 2016083489A JP 2017193079 A JP2017193079 A JP 2017193079A
- Authority
- JP
- Japan
- Prior art keywords
- tire
- vulcanization
- temperature
- time
- demolding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/0601—Vulcanising tyres; Vulcanising presses for tyres
- B29D30/0662—Accessories, details or auxiliary operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/0288—Controlling heating or curing of polymers during moulding, e.g. by measuring temperatures or properties of the polymer and regulating the process
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/0601—Vulcanising tyres; Vulcanising presses for tyres
- B29D30/0633—After-treatment specially adapted for vulcanising tyres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/0601—Vulcanising tyres; Vulcanising presses for tyres
- B29D30/0633—After-treatment specially adapted for vulcanising tyres
- B29D2030/0634—Measuring, calculating, correcting tyre uniformity, e.g. correcting RFV
- B29D2030/0639—Correcting by heat treatments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/0601—Vulcanising tyres; Vulcanising presses for tyres
- B29D30/0662—Accessories, details or auxiliary operations
- B29D2030/0665—Measuring, calculating and correcting tyre uniformity before vulcanization
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/0601—Vulcanising tyres; Vulcanising presses for tyres
- B29D30/0662—Accessories, details or auxiliary operations
- B29D2030/0666—Heating by using fluids
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/0601—Vulcanising tyres; Vulcanising presses for tyres
- B29D30/0662—Accessories, details or auxiliary operations
- B29D2030/0675—Controlling the vulcanization processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/0601—Vulcanising tyres; Vulcanising presses for tyres
- B29D30/0662—Accessories, details or auxiliary operations
- B29D2030/0675—Controlling the vulcanization processes
- B29D2030/0677—Controlling temperature differences
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/0601—Vulcanising tyres; Vulcanising presses for tyres
- B29D30/0654—Flexible cores therefor, e.g. bladders, bags, membranes, diaphragms
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Health & Medical Sciences (AREA)
- Oral & Maxillofacial Surgery (AREA)
- Thermal Sciences (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Heating, Cooling, Or Curing Plastics Or The Like In General (AREA)
Abstract
Description
K=A・exp{?E/(R・T)}・・・(1)
Aはゴム特有の定数、Eは活性化エネルギー、Rは気体定数、Tは加硫温度である。
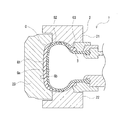
2 金型
3 ブラダー
G タイヤ
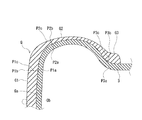
G1 トレッド部
G2 サイド部
G3 ビード部
Ga 内表面
Gb 外表面
Claims (3)
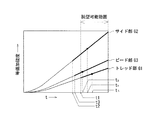
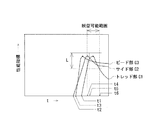
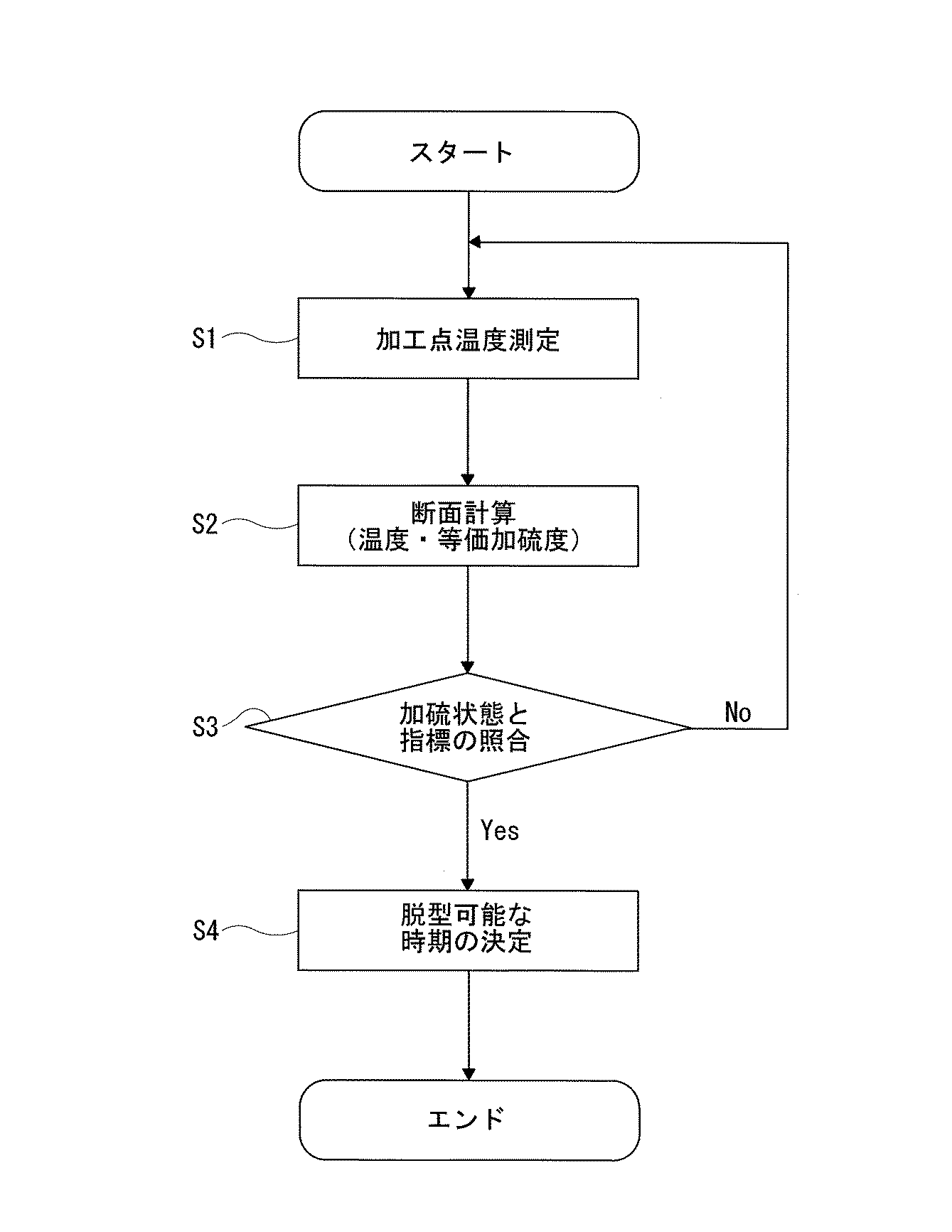
- タイヤの加硫中に、該タイヤを代表する複数の主要な部位における内表面及び外表面の温度を測定し、これら測定された温度データに基づいて計算された、架橋反応の進行度を示す等価加硫度に応じて脱型の時期を決めることを特徴とするタイヤ加硫方法。
- 前記タイヤの各部位に要求される品質又は生産性に基づいて製品として受容できる適正な加硫状態の指標を特定し、前記タイヤの各部位の前記温度データに基づく加硫状態のすべてが前記指標を満たしたときを脱型の時期とすることを特徴とする請求項1に記載のタイヤ加硫方法。
- 加硫時における前記脱型の時期を決定するのに際して優先された事項に関する加硫情報をコード化し、前記タイヤに付与することを特徴とする請求項1又は2に記載のタイヤ加硫方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016083489A JP6801215B2 (ja) | 2016-04-19 | 2016-04-19 | タイヤ加硫方法 |
| CN201780023926.4A CN109070400A (zh) | 2016-04-19 | 2017-03-31 | 轮胎硫化方法 |
| PCT/JP2017/013568 WO2017183422A1 (ja) | 2016-04-19 | 2017-03-31 | タイヤ加硫方法 |
| US16/095,319 US11077634B2 (en) | 2016-04-19 | 2017-03-31 | Tire vulcanizing method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016083489A JP6801215B2 (ja) | 2016-04-19 | 2016-04-19 | タイヤ加硫方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017193079A true JP2017193079A (ja) | 2017-10-26 |
| JP6801215B2 JP6801215B2 (ja) | 2020-12-16 |
Family
ID=60116658
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016083489A Active JP6801215B2 (ja) | 2016-04-19 | 2016-04-19 | タイヤ加硫方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US11077634B2 (ja) |
| JP (1) | JP6801215B2 (ja) |
| CN (1) | CN109070400A (ja) |
| WO (1) | WO2017183422A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114786933A (zh) * | 2019-12-20 | 2022-07-22 | 倍耐力轮胎股份公司 | 用于轮胎的硫化工艺和设备 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117207569A (zh) * | 2023-09-12 | 2023-12-12 | 浙江迪马橡胶有限公司 | 一种一体硫化免充气橡胶轮胎的生产工艺 |
Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3649729A (en) * | 1966-03-24 | 1972-03-14 | Edward P Davis | Method of curing a rubber or plastic tire |
| JPS599333A (ja) * | 1982-07-05 | 1984-01-18 | Matsushita Electric Ind Co Ltd | 密閉形回転圧縮機の吸振装置 |
| JPS6013250A (ja) * | 1983-07-01 | 1985-01-23 | Bando Chem Ind Ltd | ゴム加硫工程の制御方法 |
| JPS6315708A (ja) * | 1986-07-07 | 1988-01-22 | Bridgestone Corp | タイヤ加硫の制御方法 |
| JPS6317010A (ja) * | 1986-07-08 | 1988-01-25 | Bridgestone Corp | タイヤ加硫の制御方法 |
| JPS63111017A (ja) * | 1986-10-28 | 1988-05-16 | Bridgestone Corp | タイヤの加硫制御方法 |
| JPS63139708A (ja) * | 1986-12-02 | 1988-06-11 | Bridgestone Corp | タイヤの加硫制御方法およびその装置 |
| JPH0740355A (ja) * | 1993-07-26 | 1995-02-10 | Bridgestone Corp | 加硫制御方法 |
| JP2005212150A (ja) * | 2004-01-27 | 2005-08-11 | Yokohama Rubber Co Ltd:The | 等価加硫度の予測方法及び等価加硫度の予測用コンピュータプログラム、並びにゴム製品の製造方法 |
| JP2005271534A (ja) * | 2004-03-26 | 2005-10-06 | Yokohama Rubber Co Ltd:The | 空気入りタイヤの加硫方法 |
| JP2010000715A (ja) * | 2008-06-20 | 2010-01-07 | Sumitomo Rubber Ind Ltd | タイヤ加硫装置 |
| JP2014226900A (ja) * | 2013-05-27 | 2014-12-08 | 横浜ゴム株式会社 | 加硫制御方法および加硫制御システム |
| JP2015101005A (ja) * | 2013-11-26 | 2015-06-04 | 住友ゴム工業株式会社 | タイヤ加硫温度の測定方法 |
| JP2015223755A (ja) * | 2014-05-27 | 2015-12-14 | 株式会社ブリヂストン | タイヤ加硫金型、及びタイヤ加硫金型の製造方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5993338A (ja) | 1982-11-18 | 1984-05-29 | Sumitomo Rubber Ind Ltd | ゴム製品のデ−タ表示方法 |
| US5055245A (en) * | 1986-07-07 | 1991-10-08 | Bridgestone Corporation | Method of measuring temperature within cured article and method of controlling tire vulcanization |
| DE60013209T2 (de) * | 1999-07-14 | 2005-09-01 | Pirelli Pneumatici S.P.A. | Verfahren zum Vulkanisieren eines Reifens durch Bestimmung seines Vulkanisationsgrades |
| ATE446176T1 (de) * | 2005-10-27 | 2009-11-15 | Pirelli | Verfahren zur vulkanisierung von luftreifen und vorrichtung dafür |
| CN106457618B (zh) | 2014-05-27 | 2019-11-05 | 株式会社普利司通 | 模具、轮胎硫化模具及模具的制造方法 |
-
2016
- 2016-04-19 JP JP2016083489A patent/JP6801215B2/ja active Active
-
2017
- 2017-03-31 WO PCT/JP2017/013568 patent/WO2017183422A1/ja not_active Ceased
- 2017-03-31 CN CN201780023926.4A patent/CN109070400A/zh active Pending
- 2017-03-31 US US16/095,319 patent/US11077634B2/en not_active Expired - Fee Related
Patent Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3649729A (en) * | 1966-03-24 | 1972-03-14 | Edward P Davis | Method of curing a rubber or plastic tire |
| JPS599333A (ja) * | 1982-07-05 | 1984-01-18 | Matsushita Electric Ind Co Ltd | 密閉形回転圧縮機の吸振装置 |
| JPS6013250A (ja) * | 1983-07-01 | 1985-01-23 | Bando Chem Ind Ltd | ゴム加硫工程の制御方法 |
| JPS6315708A (ja) * | 1986-07-07 | 1988-01-22 | Bridgestone Corp | タイヤ加硫の制御方法 |
| JPS6317010A (ja) * | 1986-07-08 | 1988-01-25 | Bridgestone Corp | タイヤ加硫の制御方法 |
| JPS63111017A (ja) * | 1986-10-28 | 1988-05-16 | Bridgestone Corp | タイヤの加硫制御方法 |
| JPS63139708A (ja) * | 1986-12-02 | 1988-06-11 | Bridgestone Corp | タイヤの加硫制御方法およびその装置 |
| JPH0740355A (ja) * | 1993-07-26 | 1995-02-10 | Bridgestone Corp | 加硫制御方法 |
| JP2005212150A (ja) * | 2004-01-27 | 2005-08-11 | Yokohama Rubber Co Ltd:The | 等価加硫度の予測方法及び等価加硫度の予測用コンピュータプログラム、並びにゴム製品の製造方法 |
| JP2005271534A (ja) * | 2004-03-26 | 2005-10-06 | Yokohama Rubber Co Ltd:The | 空気入りタイヤの加硫方法 |
| JP2010000715A (ja) * | 2008-06-20 | 2010-01-07 | Sumitomo Rubber Ind Ltd | タイヤ加硫装置 |
| JP2014226900A (ja) * | 2013-05-27 | 2014-12-08 | 横浜ゴム株式会社 | 加硫制御方法および加硫制御システム |
| JP2015101005A (ja) * | 2013-11-26 | 2015-06-04 | 住友ゴム工業株式会社 | タイヤ加硫温度の測定方法 |
| JP2015223755A (ja) * | 2014-05-27 | 2015-12-14 | 株式会社ブリヂストン | タイヤ加硫金型、及びタイヤ加硫金型の製造方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114786933A (zh) * | 2019-12-20 | 2022-07-22 | 倍耐力轮胎股份公司 | 用于轮胎的硫化工艺和设备 |
| CN114786933B (zh) * | 2019-12-20 | 2023-07-14 | 倍耐力轮胎股份公司 | 用于轮胎的硫化工艺和设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2017183422A1 (ja) | 2017-10-26 |
| CN109070400A (zh) | 2018-12-21 |
| JP6801215B2 (ja) | 2020-12-16 |
| US20190134932A1 (en) | 2019-05-09 |
| US11077634B2 (en) | 2021-08-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10131104B2 (en) | Vulcanization control method and vulcanization control system | |
| US9308699B2 (en) | Moulding element comprising a plurality of ribs and at least one rib-free measurement zone | |
| JP7679725B2 (ja) | タイヤ状態判定システム、タイヤ状態判定装置、タイヤ状態判定方法、及びプログラム | |
| JP6801215B2 (ja) | タイヤ加硫方法 | |
| JP6503065B2 (ja) | 荷重導出方法 | |
| EP3842206A1 (en) | Rubber temperature measuring device and method for manufacturing rubber product | |
| JP7306815B2 (ja) | タイヤ劣化推定システムおよびタイヤ劣化推定方法 | |
| JP5313054B2 (ja) | タイヤ用加硫装置 | |
| JP6594334B2 (ja) | タイヤ故障部位予測システム及びタイヤ故障部位予測方法 | |
| JP4730823B2 (ja) | 加硫制御方法及び制御システム | |
| JPH05162137A (ja) | タイヤの加硫制御方法 | |
| KR101401993B1 (ko) | 적정 가류시간 설정을 위한 가류시간 예측장치 | |
| JP2006315659A (ja) | タイヤおよびタイヤの温度管理方法 | |
| CN106163779B (zh) | 可脱模性预测模型 | |
| JP4788230B2 (ja) | 空気入りタイヤの加硫方法 | |
| US10551279B2 (en) | Surface demoldability prediction model | |
| JP7469628B2 (ja) | 空気入りタイヤの製造方法及び製造装置 | |
| KR20100077672A (ko) | 차량용 공기입 타이어와 그 제조방법 | |
| JP2013035421A (ja) | 空気入りタイヤおよび空気入りタイヤの更生方法 | |
| JP2007212278A (ja) | 旧ゴムゲージ測定機 | |
| JP2019038110A (ja) | タイヤ加硫方法及びタイヤ加硫装置 | |
| KR102021847B1 (ko) | 온도 및 압력 변화에 따른 합성수지의 비체적을 추정하는 방법 | |
| CN121683035A (zh) | 一种可快速确定多规格轮胎硫化时间的方法 | |
| JP2021167128A (ja) | タイヤ性能推定システム、タイヤ性能推定方法及びタイヤ性能推定プログラム | |
| JP2019137008A (ja) | タイヤの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190405 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200519 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200714 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20201027 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20201109 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6801215 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |