JP2017196692A - 切削工具 - Google Patents
切削工具 Download PDFInfo
- Publication number
- JP2017196692A JP2017196692A JP2016088957A JP2016088957A JP2017196692A JP 2017196692 A JP2017196692 A JP 2017196692A JP 2016088957 A JP2016088957 A JP 2016088957A JP 2016088957 A JP2016088957 A JP 2016088957A JP 2017196692 A JP2017196692 A JP 2017196692A
- Authority
- JP
- Japan
- Prior art keywords
- cutting
- cutting tool
- cutting edge
- tool
- rotationally symmetric
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/16—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped
- B23B27/1603—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped with specially shaped plate-like exchangeable cutting inserts, e.g. chip-breaking groove
- B23B27/1611—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped with specially shaped plate-like exchangeable cutting inserts, e.g. chip-breaking groove characterised by having a special shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B1/00—Methods for turning or working essentially requiring the use of turning-machines; Use of auxiliary equipment in connection with such methods
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/141—Specially shaped plate-like cutting inserts, i.e. length greater or equal to width, width greater than or equal to thickness
- B23B27/145—Specially shaped plate-like cutting inserts, i.e. length greater or equal to width, width greater than or equal to thickness characterised by having a special shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/04—Overall shape
- B23B2200/0485—Trapezium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/08—Rake or top surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/20—Top or side views of the cutting edge
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/20—Top or side views of the cutting edge
- B23B2200/202—Top or side views of the cutting edge with curved cutting edge
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/24—Cross section of the cutting edge
- B23B2200/242—Cross section of the cutting edge bevelled or chamfered
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/24—Cross section of the cutting edge
- B23B2200/245—Cross section of the cutting edge rounded
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/28—Angles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/36—Other features of cutting inserts not covered by B23B2200/04 - B23B2200/32
- B23B2200/3609—Chamfers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/36—Other features of cutting inserts not covered by B23B2200/04 - B23B2200/32
- B23B2200/3645—Lands, i.e. the outer peripheral section of the rake face
- B23B2200/3663—Lands, i.e. the outer peripheral section of the rake face having negative cutting angles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/36—Other features of cutting inserts not covered by B23B2200/04 - B23B2200/32
- B23B2200/369—Mounted tangentially, i.e. where the rake face is not the face with the largest area
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2224/00—Materials of tools or workpieces composed of a compound including a metal
- B23B2224/04—Aluminium oxide
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2226/00—Materials of tools or workpieces not comprising a metal
- B23B2226/12—Boron nitride
- B23B2226/125—Boron nitride cubic [CBN]
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
- Turning (AREA)
Abstract
Description
最初に本発明の実施態様を列記して説明する。
[本発明の実施形態の詳細]
以下、図面に基づいて本発明の実施の形態を説明する。以下の図面において同一または相当する部分には同一の参照番号を付し、その説明は繰返さない。なお、説明を分かりやすくするために、図面において、発明の構成要素の一部のみが示される場合がある。
切れ刃の曲率半径が切削性能に及ぼす影響を調べた。以下の表1に記載した実施例および比較例の切削工具について、以下の切削条件に従って切削加工を行ない、仕上げ面粗さ、切削抵抗、および工具摩耗を評価した。その評価結果を表1に示す。この評価では、仕上げ面粗さRz(十点平均粗さ)が3.0μm以下であり、切削抵抗が250N以下であり、かつ、逃げ面の摩耗量については欠損が発生しなかった切削工具を良好と判断した。
被削材:傾斜角11°を有する回転対称面、焼入れ鋼(SCM415H)、HRC60
切削方法:回転対称斜面の切削
切削形態:乾式切削
切削速度:300m/min
工具の切り込み深さ:0.1mm
工具の送り速さ:0.3mm/rev
(工具形状)
工具材質:平均粒径が約4μmのcBN粒子を70体積%含有する多結晶硬質焼結体
切れ刃形状:表1参照
刃先形状:Rホーニング(ホーニング量0.010mm)
切れ刃長さ:15.875mm
工具逃げ角:0°
ホルダ取り付け時の逃げ角:15°
切れ刃の長さが切削加工時における切削抵抗と工具摩耗とに与える影響を調べた。以下の表2に記載した実施例および比較例の切削工具について、以下の切削条件に従って切削加工を行ない、切削抵抗を評価した。その評価結果を表2に示す。この評価では、切削抵抗が300N以下であり、逃げ面の摩耗量が30μm以下である切削工具を良好と判断した。
被削材:傾斜角11°を有する回転対称面、焼入れ鋼(S052)、HRC60
切削方法:回転対称斜面の切削
切削形態:湿式切削
切削速度:400m/min
工具の切り込み深さ:0.05mm
工具の送り速さ:0.4mm/rev
(工具形状)
工具材質:平均粒径が約2μmのcBN粒子を50体積%含有する多結晶硬質焼結体
切れ刃形状:円弧形状(切れ刃半径150mm)
刃先形状:Rホーニング(ホーニング量0.010mm)
切れ刃長さ:表2を参照
工具逃げ角:0°
ホルダ取り付け時の逃げ角:15°
くさび角が切削性能に与える影響を調べた。以下の表3に記載した実施例および比較例の切削工具について、以下の切削条件に従って切削加工を行い、切削抵抗と欠損の有無について評価した。この評価では、切削抵抗が300N以下であり、かつ欠損が発生しなかった切削工具を良好と判断した。
(切削条件)
被削材:円柱状の焼入れ鋼 (SCV420H)、HRC60
切削方法:回転対称面の切削
切削形態:湿式切削
切削速度:220m/min
工具の切り込み深さ:0.15mm
工具の送り速さ:0.2mm/rev
(工具形状)
工具材質:平均粒径が約3μmのcBN粒子を65体積%含有する多結晶硬質焼結体
切れ刃形状:円弧形状(切れ刃半径150mm)
刃先形状:表5を参照
切れ刃長さ:15.875mm
工具くさび角:表3を参照
ホルダ取り付け時の工具逃げ角:15°
切削工具のホーニング量が切削加工時における切削抵抗に及ぼす影響を調べた。以下の表4に記載した実施例および比較例の切削工具について、以下の切削条件に従って切削加工を行い、切削抵抗と耐欠損性について評価した。この評価では切削抵抗が250N以下であり、かつ、欠損が発生しない切削工具を良好と判断した。
(切削条件)
被削材:傾斜角9°を有する回転対称面、焼入れ鋼(SCM415H)、HRC60
切削方法:回転対称斜面の切削
切削形態:乾式切削
切削速度:300m/min
工具の切り込み深さ:0.1mm
工具の送り速さ:0.3mm/rev
(工具形状)
工具材質:平均粒径が約4μmのcBN粒子を70体積%含有する多結晶硬質焼結体
切れ刃形状:円弧形状(切れ刃半径150mm)
刃先形状:表4を参照
切れ刃長さ:15.875mm
工具逃げ角:0°
ホルダ取り付け時の逃げ角:15°
切削工具のネガランド角度が切削加工時における切削抵抗に与える影響について調べた。以下の表5に記載した実施例および比較例の切削工具について、以下の切削条件に従って切削加工を行い、切削抵抗を評価した。この評価では切削抵抗が350N以下である切削工具を良好と判断した。
(切削条件)
被削材:円柱状の焼入れ鋼 (SCM415H)、HRC60
切削方法:回転対称面の切削
切削形態:乾式切削
切削速度:220m/min
工具の切り込み深さ:0.15mm
工具の送り速さ:0.2mm/rev
(工具形状)
工具材質:平均粒径が約4μmのcBN粒子を70体積%含有する多結晶硬質焼結対
切れ刃形状:円弧形状(切れ刃半径200mm)
刃先形状:表5を参照
切れ刃長さ:15.875mm
工具逃げ角:0°
ホルダ取り付け時の逃げ角15°
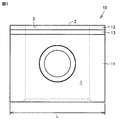
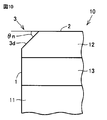
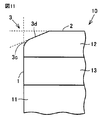
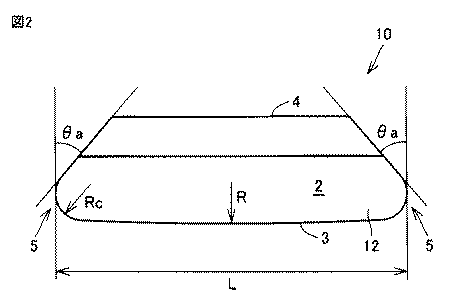
2 逃げ面
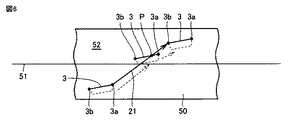
3 切れ刃
3a,3b 端部(切れ刃)
3c ホーニング部
3d ネガランド部
4 背面
5 コーナー部
10 切削工具
11 基材
12 硬質焼結体
13 接合部材
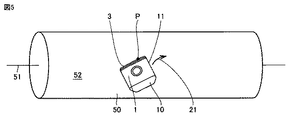
21 軌道
22 方向
50 被削材
51 回転軸線
52 回転対称面
H ホーニング量
L 長さ
P 点
R,Rc 曲率半径
Claims (8)
- 回転している工作物の回転対称面の切削加工のための切削工具であって、前記切削加工は、前記回転対称面に前記切削工具を接触させながら、前記回転対称面の回転軸線に対して傾斜した方向に前記切削工具を送る工程を含み、
前記切削工具を送る工程において、前記切削工具の前記回転対称面に接触する点が、前記切削工具が送られるにつれて移動し、
前記切削工具は、
すくい面と、
逃げ面と、
前記すくい面と前記逃げ面とをつなぐ切れ刃とを備え、
前記逃げ面から見た前記切れ刃の形状は、少なくとも1つの円弧を含み、
前記円弧の曲率半径は、100mm以上500mm以下である、切削工具。 - 前記切れ刃の長さは、12mm以上50mm以下である、請求項1に記載の切削工具。
- 前記すくい面と前記逃げ面とがなす前記切削工具のくさび角は、65°以上90°以下である、請求項1または請求項2に記載の切削工具。
- 前記切れ刃は、立方晶窒化硼素を含む焼結体の一部である、請求項1から請求項3のいずれか1項に記載の切削工具。
- 前記逃げ面から見たときに、前記切れ刃は、前記すくい面と反対側の背面に向かう先細り形状を有する、請求項1から請求項4のいずれか1項に記載の切削工具。
- 前記切れ刃は、
第1の端部と、
前記第1の端部の反対側にある第2の端部とを含み、
前記第1の端部および前記第2の端部の各々は、前記切れ刃の前記曲率半径よりも小さい曲率半径を有する、請求項1から請求項5のいずれか1項に記載の切削工具。 - 前記切れ刃は、丸み付けられたホーニング部を有し、
前記すくい面を基準とした前記ホーニング部のホーニング量は、0.001mm以上0.030mm以下である、請求項1から請求項6のいずれか1項に記載の切削工具。 - 前記切れ刃は、ネガランド部を有し、
前記逃げ面に対して前記ネガランド部がなす角度は、0°以上35°以下である、請求項1から請求項7のいずれか1項に記載の切削工具。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016088957A JP6641598B2 (ja) | 2016-04-27 | 2016-04-27 | 切削工具 |
| US15/568,937 US10328495B2 (en) | 2016-04-27 | 2017-01-31 | Cutting tool |
| PCT/JP2017/003359 WO2017187693A1 (ja) | 2016-04-27 | 2017-01-31 | 切削工具 |
| EP17788983.9A EP3450062B1 (en) | 2016-04-27 | 2017-01-31 | Cutting tool |
| CN201780001657.1A CN107614165B (zh) | 2016-04-27 | 2017-01-31 | 切削刀具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016088957A JP6641598B2 (ja) | 2016-04-27 | 2016-04-27 | 切削工具 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017196692A true JP2017196692A (ja) | 2017-11-02 |
| JP6641598B2 JP6641598B2 (ja) | 2020-02-05 |
Family
ID=60161397
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016088957A Active JP6641598B2 (ja) | 2016-04-27 | 2016-04-27 | 切削工具 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10328495B2 (ja) |
| EP (1) | EP3450062B1 (ja) |
| JP (1) | JP6641598B2 (ja) |
| CN (1) | CN107614165B (ja) |
| WO (1) | WO2017187693A1 (ja) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019098429A (ja) * | 2017-11-29 | 2019-06-24 | ジヤトコ株式会社 | 加工用工具及び加工装置並びに加工方法 |
| JP2019123066A (ja) * | 2018-01-19 | 2019-07-25 | トヨタ自動車株式会社 | 回転軸のスカイビング加工方法 |
| JP2020001156A (ja) * | 2018-06-29 | 2020-01-09 | ヘラミエンタス プレジス,エセ.エレ. | 加工工具に適用可能な切削インサートおよびこれを装着 した加工工具 |
| US10549352B1 (en) * | 2018-08-07 | 2020-02-04 | Kennametal Inc. | Indexable tangential cutting inserts and cutting tool holders |
| JP2020116673A (ja) * | 2019-01-23 | 2020-08-06 | 住友電工ハードメタル株式会社 | 切削工具 |
| JP2021000695A (ja) * | 2019-06-21 | 2021-01-07 | アイシン機工株式会社 | 切削工具、工具ホルダ及び工具固定構造 |
| US11433460B1 (en) * | 2021-10-26 | 2022-09-06 | Prince Mohammad Bin Fahd University | Cutting insert |
| US20230014557A1 (en) * | 2021-07-15 | 2023-01-19 | Tungaloy Corporation | Cutting insert, indexable rotary cutting tool, and body of the same |
| JP2025036326A (ja) * | 2023-09-04 | 2025-03-14 | 有限会社芹沢製作所 | スカイビング加工工具、装置及び方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2414232A1 (de) * | 1973-03-30 | 1974-10-10 | Stellram Sa | Schneidplaettchen fuer die endbearbeitung |
| JPH02139003U (ja) * | 1989-04-24 | 1990-11-20 | ||
| JPH09234619A (ja) * | 1996-02-29 | 1997-09-09 | Ngk Spark Plug Co Ltd | スローアウェイチップ及びこれを含む切削工具 |
| US20040112650A1 (en) * | 2002-08-08 | 2004-06-17 | Steven Moseley | Hard material insert with polycrystalline diamond layer |
| WO2014174555A1 (en) * | 2013-04-26 | 2014-10-30 | Sumitomo Electric Hardmetal Corp. | Indexable cutting insert, cutting insert holder, cutting tool, turning device and turning method |
| WO2015129567A1 (ja) * | 2014-02-27 | 2015-09-03 | 村田機械株式会社 | 工作機械 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2223122A (en) * | 1937-09-29 | 1940-11-26 | Pittsburgh Plate Glass Co | Lehr drive for sheet glass machines |
| US3279034A (en) * | 1964-12-17 | 1966-10-18 | Ingersoll Milling Machine Co | Indexable cutter blade |
| US3279035A (en) * | 1964-12-18 | 1966-10-18 | Ingersoll Milling Machine Co | Indexable cutter blade |
| GB1140841A (en) * | 1965-01-24 | 1969-01-22 | Production Engineering Res Ass | Improved cutting tool |
| SE349759B (ja) * | 1971-10-27 | 1972-10-09 | Sandvik Ab | |
| JPS61219511A (ja) * | 1985-03-27 | 1986-09-29 | Toshiaki Hosoi | スロ−アウエイチツプ |
| DE60041320D1 (de) * | 1999-11-25 | 2009-02-26 | Sumitomo Electric Industries | Schneidwerkzeug aus polykristallinem Hartmetall |
| EP1253988B1 (de) * | 1999-12-17 | 2003-07-02 | BOEHRINGER WERKZEUGMASCHINEN GmbH | Verfahren zur drallfreien spanenden bearbeitung von rotationssymmetrischen flächen |
| IL148535A (en) * | 2002-03-06 | 2009-02-11 | Gil Hecht | Metal cutting tool |
| CN1644284A (zh) * | 2005-01-24 | 2005-07-27 | 广州广船国际股份有限公司 | 一种轴与法兰之间过渡结构的加工车刀及其加工方法 |
| SE529290C2 (sv) * | 2005-10-28 | 2007-06-19 | Sandvik Intellectual Property | Skär av kubisk bornitrid beständigt mot urflisning och eggbrott |
| SE530289C2 (sv) * | 2006-10-13 | 2008-04-22 | Seco Tools Ab | Negativt svarvskär med en fas mellan skäregg och släppningssida |
| CN201889453U (zh) * | 2010-11-17 | 2011-07-06 | 郑州市钻石精密制造有限公司 | 用于加工pvc管材的车刀 |
| DE102011113756B4 (de) * | 2011-09-18 | 2020-12-31 | Mag Ias Gmbh | Verfahren und Vorrichtung zur Fertigbearbeitung von Werkstücken |
| RU2687623C2 (ru) * | 2014-06-03 | 2019-05-15 | Сандвик Интеллекчуал Проперти Аб | Способ изготовления режущего инструмента и режущий инструмент |
| CN204321222U (zh) * | 2014-12-19 | 2015-05-13 | 北京电子科技职业学院 | 一种带负倒棱结构的陶瓷刀具 |
-
2016
- 2016-04-27 JP JP2016088957A patent/JP6641598B2/ja active Active
-
2017
- 2017-01-31 WO PCT/JP2017/003359 patent/WO2017187693A1/ja not_active Ceased
- 2017-01-31 EP EP17788983.9A patent/EP3450062B1/en active Active
- 2017-01-31 CN CN201780001657.1A patent/CN107614165B/zh active Active
- 2017-01-31 US US15/568,937 patent/US10328495B2/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2414232A1 (de) * | 1973-03-30 | 1974-10-10 | Stellram Sa | Schneidplaettchen fuer die endbearbeitung |
| JPH02139003U (ja) * | 1989-04-24 | 1990-11-20 | ||
| JPH09234619A (ja) * | 1996-02-29 | 1997-09-09 | Ngk Spark Plug Co Ltd | スローアウェイチップ及びこれを含む切削工具 |
| US20040112650A1 (en) * | 2002-08-08 | 2004-06-17 | Steven Moseley | Hard material insert with polycrystalline diamond layer |
| WO2014174555A1 (en) * | 2013-04-26 | 2014-10-30 | Sumitomo Electric Hardmetal Corp. | Indexable cutting insert, cutting insert holder, cutting tool, turning device and turning method |
| WO2015129567A1 (ja) * | 2014-02-27 | 2015-09-03 | 村田機械株式会社 | 工作機械 |
Cited By (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019098429A (ja) * | 2017-11-29 | 2019-06-24 | ジヤトコ株式会社 | 加工用工具及び加工装置並びに加工方法 |
| JP7047395B2 (ja) | 2018-01-19 | 2022-04-05 | トヨタ自動車株式会社 | 回転軸のスカイビング加工方法 |
| JP2019123066A (ja) * | 2018-01-19 | 2019-07-25 | トヨタ自動車株式会社 | 回転軸のスカイビング加工方法 |
| JP2020001156A (ja) * | 2018-06-29 | 2020-01-09 | ヘラミエンタス プレジス,エセ.エレ. | 加工工具に適用可能な切削インサートおよびこれを装着 した加工工具 |
| US10549352B1 (en) * | 2018-08-07 | 2020-02-04 | Kennametal Inc. | Indexable tangential cutting inserts and cutting tool holders |
| JP7173463B2 (ja) | 2019-01-23 | 2022-11-16 | 住友電工ハードメタル株式会社 | 切削工具 |
| JP2020116673A (ja) * | 2019-01-23 | 2020-08-06 | 住友電工ハードメタル株式会社 | 切削工具 |
| JP7345291B2 (ja) | 2019-06-21 | 2023-09-15 | アイシン機工株式会社 | 切削工具、工具ホルダ及び工具固定構造 |
| JP2021000695A (ja) * | 2019-06-21 | 2021-01-07 | アイシン機工株式会社 | 切削工具、工具ホルダ及び工具固定構造 |
| US12059735B2 (en) * | 2021-07-15 | 2024-08-13 | Tungaloy Corporation | Cutting insert, indexable rotary cutting tool, and body of the same |
| US20230014557A1 (en) * | 2021-07-15 | 2023-01-19 | Tungaloy Corporation | Cutting insert, indexable rotary cutting tool, and body of the same |
| US12343808B2 (en) | 2021-07-15 | 2025-07-01 | Tungaloy Corporation | Cutting insert, indexable rotary cutting tool, and body of the same |
| US11577324B1 (en) | 2021-10-26 | 2023-02-14 | Prince Mohammad Bin Fahd University | Cutting tool and insert with convex cutting edges |
| US11618090B1 (en) | 2021-10-26 | 2023-04-04 | Prince Mohammad Bin Fahd University | Carbide/nitride coated cutting insert |
| US11618088B1 (en) | 2021-10-26 | 2023-04-04 | Prince Mohammad Bin Fahd University | Machining process with minimized burr formation |
| US11618089B1 (en) | 2021-10-26 | 2023-04-04 | Prince Mohammad Bin Fahd University | Cutting tool with detachably mounted cutting insert |
| US11433460B1 (en) * | 2021-10-26 | 2022-09-06 | Prince Mohammad Bin Fahd University | Cutting insert |
| JP2025036326A (ja) * | 2023-09-04 | 2025-03-14 | 有限会社芹沢製作所 | スカイビング加工工具、装置及び方法 |
| JP7814775B2 (ja) | 2023-09-04 | 2026-02-17 | 有限会社芹沢製作所 | スカイビング加工工具、装置及び方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US10328495B2 (en) | 2019-06-25 |
| CN107614165A (zh) | 2018-01-19 |
| EP3450062B1 (en) | 2025-01-01 |
| EP3450062A1 (en) | 2019-03-06 |
| CN107614165B (zh) | 2020-12-11 |
| US20180221964A1 (en) | 2018-08-09 |
| JP6641598B2 (ja) | 2020-02-05 |
| EP3450062A4 (en) | 2019-12-04 |
| WO2017187693A1 (ja) | 2017-11-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6641598B2 (ja) | 切削工具 | |
| CN104411430B (zh) | 切削工具 | |
| JP2002301605A (ja) | スローアウェイチップ | |
| JPWO2007039944A1 (ja) | 高品位高能率加工用切削工具およびそれを用いた切削加工方法 | |
| WO2015008724A1 (ja) | 切削インサート、切削工具および切削加工物の製造方法 | |
| JP6657547B2 (ja) | 切削工具及びその製造方法 | |
| JP2009056533A (ja) | ロングネックラジアスエンドミル | |
| WO2019073752A1 (ja) | 回転切削工具 | |
| CN116209533A (zh) | 钻头 | |
| JP2010125566A (ja) | 切削チップと切削工具と難削材の切削方法 | |
| JP2010125594A (ja) | 小径cbnエンドミル | |
| JP2017080864A (ja) | 刃先交換式リーマおよびリーマ用インサート | |
| JP4443177B2 (ja) | スローアウェイチップ | |
| JP4336098B2 (ja) | スローアウェイエンドミルおよびその製造方法 | |
| WO2018003873A1 (ja) | 切削インサート | |
| JP5769531B2 (ja) | 切削チップおよび切削工具 | |
| KR102470286B1 (ko) | 경면 가공 방법 및 경면 가공 공구 | |
| JP5612382B2 (ja) | 切削インサート | |
| JP2002187012A (ja) | Cbnボールエンドミル | |
| JP2013151056A (ja) | ラジアスエンドミル | |
| JP2006159381A (ja) | 切削加工用工具 | |
| JP2011104772A (ja) | 切削工具 | |
| JP2007290057A (ja) | 超高圧焼結体切削工具 | |
| JP2003025128A (ja) | 脆性材料用穴明け工具 | |
| CN215468360U (zh) | 插焊螺纹柄倒角刀 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A625 | Written request for application examination (by other person) |
Free format text: JAPANESE INTERMEDIATE CODE: A625 Effective date: 20181121 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191008 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191120 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20191203 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20191211 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6641598 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |