JP2017197875A - 積層体の製造方法および製造装置 - Google Patents
積層体の製造方法および製造装置 Download PDFInfo
- Publication number
- JP2017197875A JP2017197875A JP2016089309A JP2016089309A JP2017197875A JP 2017197875 A JP2017197875 A JP 2017197875A JP 2016089309 A JP2016089309 A JP 2016089309A JP 2016089309 A JP2016089309 A JP 2016089309A JP 2017197875 A JP2017197875 A JP 2017197875A
- Authority
- JP
- Japan
- Prior art keywords
- main surface
- unevenness
- base material
- roller
- fiber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Landscapes
- Nonwoven Fabrics (AREA)
Abstract
【課題】表面積の大きな不織布を備える積層体の提供。【解決手段】第1主面に塑性変形による第1凹凸を有する基材1を準備する準備工程201と、準備工程201の後、外力により前記第1主面を平滑化する平滑化工程207と、前記平滑化工程207の後、第1繊維2aの原料液32から第1繊維2aを生成して、第1繊維2aを平滑化された前記第1主面に堆積させる堆積工程203と、堆積工程203の後、基材1を加熱して、前記第1主面に前記第1凹凸を再現し、前記第1繊維2aを前記第1凹凸に沿って移動させる凹凸再現工程204と、を具備する、積層体10の製造方法。【選択図】図8
Description
本発明は、不織布が積層された積層体の製造方法および製造装置に関する。
基材に不織布が積層された積層体は、強度が高いため、様々な用途に用いられている。例えば、特許文献1は、基材である不織布と極細繊維を含む不織布とを備える積層体を、空気清浄機の濾材として使用することを提案している。このような積層体は、例えば、基材に、電界紡糸法により極細繊維を堆積させることにより得られる。
極細繊維を用いることにより、形成される不織布の表面積が大きくなる。例えば、積層体を濾材として用いる場合、不織布の表面積が大きくなることにより集塵効率が向上する。しかし、極細繊維を基材に過度に堆積させると、極細繊維同士が密着するため、逆に形成される不織布の表面積が小さくなる。その結果、集塵効率が低下したり、圧力損失が増大する場合がある。
本発明の一局面は、第1主面に塑性変形による第1凹凸を有する基材を準備する準備工程と、前記準備工程の後、外力により前記第1主面を平滑化する平滑化工程と、前記平滑化工程の後、第1繊維の原料液から前記第1繊維を生成して、前記第1繊維を平滑化された前記第1主面に堆積させる堆積工程と、前記堆積工程の後、前記基材を加熱して、前記第1主面に前記第1凹凸を再現し、前記第1繊維を前記第1凹凸に沿って移動させる凹凸再現工程と、を具備する、積層体の製造方法に関する。
本発明の他の一局面は、第1主面に塑性変形による第1凹凸を有する基材を、搬送ラインの上流に供給する基材供給部と、前記基材供給部の下流に配置され、前記第1主面を外力により平滑化する平滑部と、前記平滑部の下流に配置され、第1繊維の原料液から前記第1繊維を生成させて、前記第1繊維を平滑化された前記第1主面上に堆積させる堆積部と、前記堆積部の下流に配置され、前記基材を加熱することにより前記第1主面に前記第1凹凸を再現し、前記第1繊維を前記第1凹凸に沿って移動させる凹凸再現部と、を具備する、積層体の製造装置に関する。
本発明に係る製造方法および製造装置によって得られる積層体の不織布は、表面積が大きくなる。これにより、不織布を積層することによる利点が発揮され易くなる。例えば、積層体を濾材として使用する場合、圧力損失が小さくなるとともに、集塵効率が向上する。
本実施形態では、不織布に凹凸を形成することにより、不織布の表面積を拡大する。第1繊維を堆積させる基材として、少なくとも一方の主面(第1主面)に凹凸を備える基材を用いる。この凹凸は、基材の第1主面を塑性変形して形成されている。
基材に積層される不織布は、例えば、電界紡糸法により、繊維(第1繊維)を基材上に堆積することにより形成される。電界紡糸法では、第1繊維の原料樹脂を溶媒に溶解させた原料液に高電圧を印加し、電荷をもった原料液をノズルから噴射することにより、第1繊維が生成する。このとき、第1繊維は溶媒をわずかに含んだ状態で基材上に堆積する。そのため、基材が凹凸を備える場合、堆積直後の第1繊維は、基材の凹凸に倣うように撓んだ状態で存在している。しかし、第1繊維の乾燥が進行するに従って第1繊維は収縮し、形成される不織布は凹凸の小さい平坦状になる。第1繊維が乾燥した後も不織布が凹凸を維持するためには、第1繊維の紡糸条件(例えば、堆積量)、原料液の組成等を制限する必要がある。
本実施形態では、第1繊維の堆積を、凹凸が外力により平滑化された第1主面に対して行う。平坦な第1主面に対して第1繊維が堆積されるため、基材と第1繊維との接着点が増加する。この状態で第1繊維が乾燥すると、基材と不織布との接着性が向上する。その後、基材の凹凸を再現すると、第1繊維は基材の変形とともに変形し、基材に再現された凹凸に沿った凹凸が不織布に形成される。つまり、この方法によれば、第1繊維の紡糸条件、原料液の組成等を制限することなく、凹凸を備える不織布を形成することができる。これにより、不織布の表面積が大きくなって、得られる積層体を濾材として用いる場合、圧力損失の増大の抑制と集塵効率の向上とが両立する。
以下、第1主面とは反対側の第2主面を凸部を有する第1ローラにより押圧して、第1主面を平滑化する第1実施形態、第1主面を凸部を有する第2ローラにより押圧して、第1主面を平滑化する第2実施形態、および、これらの変形例(第3実施形態)について説明する。
(第1実施形態)
本実施形態に係る積層体の製造方法は、第1主面に塑性変形による第1凹凸を有する基材を準備する準備工程と、準備工程の後、外力により第1主面を平滑化する平滑化工程と、平滑化工程の後、第1繊維の原料液から第1繊維を生成して、第1繊維を平滑化された第1主面に堆積させる堆積工程と、堆積工程の後、基材を加熱して、第1主面に第1凹凸を再現し、第1繊維を第1凹凸に沿って移動させる凹凸再現工程と、を具備する。平滑化工程では、第2主面側に配置され、第1凹凸の凹部に対応する第1凸部を有する第1ローラと、第1主面側に配置される第1対向ローラとにより、基材が押圧される。
本実施形態に係る積層体の製造方法は、第1主面に塑性変形による第1凹凸を有する基材を準備する準備工程と、準備工程の後、外力により第1主面を平滑化する平滑化工程と、平滑化工程の後、第1繊維の原料液から第1繊維を生成して、第1繊維を平滑化された第1主面に堆積させる堆積工程と、堆積工程の後、基材を加熱して、第1主面に第1凹凸を再現し、第1繊維を第1凹凸に沿って移動させる凹凸再現工程と、を具備する。平滑化工程では、第2主面側に配置され、第1凹凸の凹部に対応する第1凸部を有する第1ローラと、第1主面側に配置される第1対向ローラとにより、基材が押圧される。
以下、本実施形態に係る製造方法について、図1〜図3を参照しながら、詳細に説明する。図1は、本実施形態に係る製造方法が具備する工程の一部を示す概略図である。図2(a)〜(d)は、本実施形態の各工程における基材および不織布を模式的に示す断面図である。図3(a)は、平滑化工程において、第1ローラおよび第1対向ローラによって第1凹凸が平滑化される基材を示す側面図であり、図3(b)は、第1ローラの一部を拡大して示す側面図である。なお、基材1、不織布2等に関して、空気清浄機の濾材に適する形態を具体的に説明するが、積層体の用途は、濾材に限定されるものではない。
(1)準備工程
準備工程では、後の第1堆積工程において第1繊維2aが堆積する主面(第1主面1X)に第1凹凸C1xを有する基材1を準備する。第1凹凸C1xは、基材1に形成された凹部および凸部である。基材1は、第2主面1Yに複数の凹凸(図示せず)を備えていてもよい。
準備工程では、後の第1堆積工程において第1繊維2aが堆積する主面(第1主面1X)に第1凹凸C1xを有する基材1を準備する。第1凹凸C1xは、基材1に形成された凹部および凸部である。基材1は、第2主面1Yに複数の凹凸(図示せず)を備えていてもよい。
(基材)
基材1は、例えば、製造される積層体10を支持する支持体である。基材1の形態および材質は特に限定されず、用途に応じて適宜選択すればよい。基材1として、具体的には、繊維構造体(織物、編物、不織布等)の多孔質基材が例示できる。なかでも、積層体10を濾材として使用する場合、圧力損失の観点から、基材1は不織布であることが好ましい。不織布は、例えば、スパンボンド法、乾式法(例えば、エアレイド法)、湿式法、メルトブロー法、ニードルパンチ法等により製造される。なかでも、基材1は、湿式法により製造された不織布であることが好ましい。
基材1は、例えば、製造される積層体10を支持する支持体である。基材1の形態および材質は特に限定されず、用途に応じて適宜選択すればよい。基材1として、具体的には、繊維構造体(織物、編物、不織布等)の多孔質基材が例示できる。なかでも、積層体10を濾材として使用する場合、圧力損失の観点から、基材1は不織布であることが好ましい。不織布は、例えば、スパンボンド法、乾式法(例えば、エアレイド法)、湿式法、メルトブロー法、ニードルパンチ法等により製造される。なかでも、基材1は、湿式法により製造された不織布であることが好ましい。
基材1が不織布である場合、基材1を構成する基材繊維の材質は特に限定されず、例えば、ガラス繊維、セルロース、アクリル樹脂、ポリプロピレン(PP)、ポリエチレン(PE)、ポリエステル(例えば、ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート)、ポリアミド(PA)、あるいはこれらの混合物等が挙げられる。なかでも、基材1として適する点で、基材繊維の材質はPETまたはセルロースが好ましい。特に、基材1は、PETまたはセルロースを80質量%以上の割合で含むことが好ましい。基材繊維の平均繊維径D1は特に限定されず、例えば、1μm以上、40μm以下であっても良く、5μm以上、20μm以下であってもよい。
平均繊維径D1とは、基材繊維の直径の平均値である。基材繊維の直径とは、基材繊維の長さ方向に対して垂直な断面の直径である。そのような断面が円形でない場合には、最大径を直径と見なしてよい。また、基材1を一方の主面の法線方向から見たときの、基材繊維の長さ方向に対して垂直な方向の幅を、基材繊維の直径と見なしてもよい。平均繊維径D1は、例えば、基材1に含まれる任意の10本の基材繊維の任意の箇所の直径の平均値である。後述する平均繊維径D2およびD3についても同じである。
基材1の厚みT1は、特に限定されず、例えば、50μm以上、500μm以下であっても良く、150μm以上、400μm以下であってもよい。不織布の厚みTとは、例えば、不織布の任意の10箇所の厚みの平均値である。厚みとは、不織布の2つの主面の間の距離である。基材1が不織布である場合、その厚みは、不織布の断面を写真に取り、不織布の一方の主面上にある任意の1地点から他方の主面まで、一方の表面に対して垂直な線を引いたとき、この線上にある繊維のうち、最も離れた位置にある2本の繊維の外側(外法)の距離として求められる。他の任意の複数地点(例えば、9地点)についても同様にして不織布の厚みを算出し、これらを平均化した数値を、不織布の厚みとする。上記厚みの算出に際しては、二値化処理された画像を用いてもよい。後述する厚みT2、T3についても同じである。
基材1の単位面積当たりの質量も特に限定されず、例えば、10g/m2以上、80g/m2以下であっても良く、35g/m2以上、60g/m2以下であってもよい。基材1の圧力損失は特に限定されない。なかでも、基材1の初期の圧力損失は、JISB9908形式1の規格に準拠した測定機を用いて測定した場合、1Pa以上、10Pa以下程度であることが好ましい。基材1の初期の圧力損失がこの範囲であれば、積層体10全体の圧力損失も抑制される。
第1凹凸C1xの凸部の形状や分布状態は、特に制限されない。例えば、第1凹凸C1xの凸部が複数のポイント状であって、これらが規則的にあるいは不規則に並んでいてもよい。また、第1凹凸C1xの凸部が複数の線状または帯状であって、これらが等間隔に、ストライプ状やジグザグ状で並んでいてもよい。ポイント状の凸部は、例えば、角柱状であってもよく、円柱状や楕円柱状であってもよい。また、凸部は、格子状や網目状に形成されていてもよい。
第1主面1Xの表面積が大きくなる点で、隣接する凸部間のピッチPpxは、0.1〜5mmであることが好ましく、0.2〜2mmであることがより好ましい。また、ピッチPpxは基材1の平均繊維径D1の10〜500倍であることが好ましく、50〜200倍であることがより好ましい。ピッチPpxは、隣接する凸部の中心間の距離である。ポイント状の凸部の中心は、凸部を第1主面1Xの法線方向から見てその外縁を定めたときの、外縁で囲まれる図形の中心である。凸部が帯状である場合、その中心は、凸部を囲む最小の幅を有する矩形の長手方向に沿った中心線であり、ピッチPpxは中心線間の最短距離である。後述する第1凸部211AのピッチPf1、第2凸部221AのピッチPf2、第3凸部711AのピッチPp3についても同様に求められる。なお、ピッチPf1、ピッチPf2、ピッチPp3、ピッチPc3を求める場合、ローラの周面の法線方向からみて、各凸部あるいは凹部の中心を求める。
第1主面1Xの表面積が広くなり易い点で、第1凹凸C1xの凸部の高さ(凹部と凸部との高低差)Hpxは、0.02〜0.2mmであることが好ましく、0.04〜0.1mmであることがより好ましい。
同様の観点から、第1凹凸C1xの隣接する凹部間のピッチPcxは、0.1〜2mmであることが好ましく、0.2〜1mmであることがより好ましい。また、ピッチPcxは基材1の平均繊維径D1の10〜500倍であることが好ましく、50〜200倍であることがより好ましい。ピッチPcxは、隣接する凹部の中心間の距離である。ピッチPcxおよび後述する凹部711BのピッチPc3は、上記ピッチPpxと同様にして(凸部を凹部に替えて)求められる。
(2)平滑化工程
本工程では、第1主面1Xに形成された凹部を第2主面1Y側から押圧することにより、第1主面1Xを外力により平滑化する。平滑化とは、第1主面1Xを平坦にすることまでは要せず、第1凹凸C1xの高低差が低減されればよい。平滑化工程により、第1凹凸C1xの高低差(凸部の高さHpx)は、0.1mm以下になることが好ましく、0.05mm以下になることがより好ましい。後の堆積工程において、第1繊維2aが第1主面1Xに均一に堆積し易くなるためである。
本工程では、第1主面1Xに形成された凹部を第2主面1Y側から押圧することにより、第1主面1Xを外力により平滑化する。平滑化とは、第1主面1Xを平坦にすることまでは要せず、第1凹凸C1xの高低差が低減されればよい。平滑化工程により、第1凹凸C1xの高低差(凸部の高さHpx)は、0.1mm以下になることが好ましく、0.05mm以下になることがより好ましい。後の堆積工程において、第1繊維2aが第1主面1Xに均一に堆積し易くなるためである。
凹部の押圧は、例えば図3(a)および(b)に示すような、周面に複数の第1凸部211Aを有する第1ローラ21Aと、これに対向する第1対向ローラ21Bとによって行われる。第1凸部211Aは、第1凹凸の凹部に対応するように配置されている。これにより、シンプルな構成で、第1主面1Xの全面を平滑化することができる。第1凸部211Aと第1凹凸の凹部とが対応するとは、第1ローラ21Aを回転させると、第2主面1Yの第1凹凸C1xの凹部に対応する部分が、第1凸部211Aによって押圧されることをいう。
第1凸部211Aの形状や分布状態は、第1凹凸C1xの凹部に対応する限り、特に制限されない。第1凸部211Aの形状は、第1凹凸C1xの凹部の形状と同じであってもよいし、異なっていてもよい。第1凸部211Aによって、第2主面1Yの第1凹凸C1xの凹部に対応する部分の少なくとも一部が押圧できればよい。
例えば、隣接する第1凸部211A間のピッチPf1は、第1凹凸C1xの隣接する凹部間のピッチPcxと同じであってもよい。具体的には、ピッチPf1は、0.1〜5mmであってもよく、0.2〜2mmであってもよい。また、ピッチPf1は基材1の平均繊維径D1の10〜500倍であってもよく、50〜200倍であってもよい。また、第1凸部211Aの高さHf1は、第1凹凸C1xの凸部の高さHpxと同じであってもよい。具体的には、第1凸部211Aの高さHf1は、0.02〜0.2mmであってもよく、0.04〜0.1mmであってもよい。高さHf1は、第1凸部211Aの最も高い点に接触する面と、第1ローラ21Aの第1凸部211A以外の部分との間の最短距離である。後述する第1凸部211Aの高さHf1、第2凸部221Aの高さHf2、第3凸部711Aの高さHp3についても同様に求められる。
第1対向ローラ21Bは、平滑な表面を備えるローラであってもよいし、第1凸部211Aに対応する凹部を有するローラであってもよい。なかでも、平滑な表面を備えるローラが好ましい。これにより、第1主面1Xに形成された第1凹凸C1xが平滑化され易くなるとともに、押圧された部分において基材1が圧縮され難いため、圧力損失の増大が抑制される。
第1ローラ21Aおよび第1対向ローラ21Bの材質は、基材1の押圧に必要な硬度を有する限り特に制限されない。例えば、樹脂、金属、セラミックスなどの押圧部材として使用される公知の材質が挙げられる。なかでも、第1対向ローラ21Bは、少なくとも第1主面1Xに接触する部分がゴム製であることが好ましい。
(3)堆積工程
本工程では、原料液から第1繊維2aが生成される。原料液は、第1繊維2aの原料となる原料樹脂(原料樹脂)および溶媒(第1溶媒)を含む。第1繊維2aは、例えば、電界紡糸法により生成される。電界紡糸法では、原料液が放出体33から放出されて、第1繊維2aが生成される。生成された第1繊維2aは、第1溶媒をわずかに含んだ状態で基材1の平滑化された第1主面1X上に堆積し、不織布2を形成する。そして、第1繊維2aが乾燥することにより、不織布2と基材1とは点接着される。本工程において、基材1は、噴射される原料液のターゲットであり、生成する第1繊維2aを収集するコレクタとして機能する。第1繊維2aは、搬送コンベア31により搬送されている基材1の第1主面1Xに対して、堆積される。
本工程では、原料液から第1繊維2aが生成される。原料液は、第1繊維2aの原料となる原料樹脂(原料樹脂)および溶媒(第1溶媒)を含む。第1繊維2aは、例えば、電界紡糸法により生成される。電界紡糸法では、原料液が放出体33から放出されて、第1繊維2aが生成される。生成された第1繊維2aは、第1溶媒をわずかに含んだ状態で基材1の平滑化された第1主面1X上に堆積し、不織布2を形成する。そして、第1繊維2aが乾燥することにより、不織布2と基材1とは点接着される。本工程において、基材1は、噴射される原料液のターゲットであり、生成する第1繊維2aを収集するコレクタとして機能する。第1繊維2aは、搬送コンベア31により搬送されている基材1の第1主面1Xに対して、堆積される。
表面積が大きくなる点で、第1繊維2aの平均繊維径D2は小さいほど好ましく、例えば、基材繊維1aの平均繊維径D1よりも小さいことが好ましい。平均繊維径D2は、3μm以下であることが好ましく、1μm以下であることがより好ましく、300nm以下であることが特に好ましい。また、平均繊維径D2は30nm以上であることが好ましく、50nm以上であることがより好ましい。平均繊維径D2がこの範囲であれば、圧力損失が抑制されるとともに集塵効率が高くなり易い。
不織布2の厚みT2は、圧力損失の観点から、0.5μm以上、10μm以下であることが好ましく、1μm以上、5μm以下であることがより好ましい。不織布2の初期の圧力損失は、上記と同様の条件で測定する場合、5Pa以上、40Pa以下程度であることが好ましい。不織布2の単位面積当たりの質量は、圧力損失と集塵効率とのバランスの観点から、0.1g/m2以上、1.5g/m2以下であることが好ましく、0.2g/m2以上、0.5g/m2以下であることがより好ましく、0.2g/m2以上、0.8g/m2以下であることが特に好ましい。
(原料液)
原料液は、原料樹脂および溶媒(以下、第1溶媒と称す)を含む。原料樹脂は第1繊維2aの原料である。第1溶媒は、原料樹脂を溶解させる。原料液から、原料樹脂および第1溶媒を含む第1繊維2aが形成される。原料液における原料樹脂と第1溶媒との混合比率は、選定される原料樹脂の種類および第1溶媒の種類により異なる。原料液における第1溶媒の割合は、例えば、60質量%から95質量%である。原料液には、原料樹脂を溶解させる第1溶媒以外の溶媒や各種添加剤等が含まれていてもよい。
原料液は、原料樹脂および溶媒(以下、第1溶媒と称す)を含む。原料樹脂は第1繊維2aの原料である。第1溶媒は、原料樹脂を溶解させる。原料液から、原料樹脂および第1溶媒を含む第1繊維2aが形成される。原料液における原料樹脂と第1溶媒との混合比率は、選定される原料樹脂の種類および第1溶媒の種類により異なる。原料液における第1溶媒の割合は、例えば、60質量%から95質量%である。原料液には、原料樹脂を溶解させる第1溶媒以外の溶媒や各種添加剤等が含まれていてもよい。
原料樹脂の種類は特に限定されず、例えば、ポリアミド(PA)、ポリイミド(PI)、ポリアミドイミド(PAI)、ポリエーテルイミド(PEI)、ポリアセタール(POM)、ポリカーボネート(PC)、ポリエーテルエーテルケトン(PEEK)、ポリサルホン(PSF)、ポリエーテルサルフォン(PES)、ポリフェニレンサルファイド(PPS)、ポリテトラフルオロエチレン(PTFE)、ポリアリレート(PAR)、ポリアクリロニトリル(PAN)、ポリフッ化ビニリデン(PVDF)、ポリビニルアルコール(PVA)、ポリ酢酸ビニル(PVAc)、ポリプロピレン(PP)、ポリエチレンテレフタレート(PET)、ポリウレタン(PU)等のポリマーが挙げられる。これらは、単独あるいは2種以上を組み合わせて用いてもよい。原料樹脂が2種以上のポリマーを含む場合、ポリマーの1つは、主成分として、原料樹脂の80質量%以上を占めることが好ましい。基材1上での第1繊維2aの挙動(基材1との密着性や、基材1からの浮き)が一様になり易いためである。なかでも、電界紡糸法に適している点では、原料樹脂の主成分はPESが好ましい。また、第1繊維の平均繊維径D2が細くなり易い点では、原料樹脂の主成分はPVDFが好ましい。
第1溶媒は、原料樹脂を溶解できるものであれば特に限定されない。例えば、メタノール、エタノール、1−プロパノール、2−プロパノール、ヘキサフルオロイソプロパノール、テトラエチレングリコール、トリエチレングリコール、ジベンジルアルコール、1,3−ジオキソラン、1,4−ジオキサン、メチルエチルケトン、メチルイソブチルケトン、メチル−n−ヘキシルケトン、メチル−n−プロピルケトン、ジイソプロピルケトン、ジイソブチルケトン、アセトン、ヘキサフルオロアセトン、フェノール、ギ酸、ギ酸メチル、ギ酸エチル、ギ酸プロピル、安息香酸メチル、安息香酸エチル、安息香酸プロピル、酢酸メチル、酢酸エチル、酢酸プロピル、フタル酸ジメチル、フタル酸ジエチル、フタル酸ジプロピル、塩化メチル、塩化エチル、塩化メチレン、クロロホルム、o−クロロトルエン、p−クロロトルエン、四塩化炭素、1,1−ジクロロエタン、1,2−ジクロロエタン、トリクロロエタン、ジクロロプロパン、ジブロモエタン、ジブロモプロパン、臭化メチル、臭化エチル、臭化プロピル、酢酸、ベンゼン、トルエン、ヘキサン、シクロヘキサン、シクロヘキサノン、シクロペンタン、o−キシレン、p−キシレン、m−キシレン、アセトニトリル、テトラヒドロフラン、N,N−ジメチルホルムアミド、N,N−ジメチルアセトアミド(DMAc)、ジメチルスルホオキシド、ピリジン、水等を用いることができる。これらは単独で用いてもよく、複数種を組み合わせて用いてもよい。なかでも、電界紡糸法に適している点、さらにはPESおよびPVDFを溶解し易い点で、DMAcが好ましい。
(4)凹凸再現工程
本工程では、基材1を加熱することにより、第1主面1Xに第1凹凸C1xを再現する。平滑化工程において、第1凹凸C1xは外力により機械的に平滑化されている。つまり、基材1は内部に応力を有している。そのため、基材1を加熱することにより、塑性変形により形成された第1凹凸C1xが再び出現する。このとき、平滑化された第1主面1Xに堆積していた第1繊維2aは、再現された第1凹凸に沿って移動し、不織布2には第1凹凸C1xに沿った凹凸C2が形成される。これにより、不織布2の表面積が大きくなって、積層体10全体としての圧力損失が小さくなるとともに、集塵効率が向上する。さらに、積層体10を長期間にわたり使用した場合にも、集塵効率が維持されるとともに、圧力損失の増大が抑制される。
本工程では、基材1を加熱することにより、第1主面1Xに第1凹凸C1xを再現する。平滑化工程において、第1凹凸C1xは外力により機械的に平滑化されている。つまり、基材1は内部に応力を有している。そのため、基材1を加熱することにより、塑性変形により形成された第1凹凸C1xが再び出現する。このとき、平滑化された第1主面1Xに堆積していた第1繊維2aは、再現された第1凹凸に沿って移動し、不織布2には第1凹凸C1xに沿った凹凸C2が形成される。これにより、不織布2の表面積が大きくなって、積層体10全体としての圧力損失が小さくなるとともに、集塵効率が向上する。さらに、積層体10を長期間にわたり使用した場合にも、集塵効率が維持されるとともに、圧力損失の増大が抑制される。
ここで、「第1凹凸C1xに沿った凹凸C2が形成される」とは、凹凸C2が第1凹凸C1xに密着するように形成されていることに限定されず、凹凸C2が第1凹凸C1xに倣った凹凸であることを含む。すなわち、不織布2に形成される凹凸C2の高低差は、第1凹凸C1xの高低差と同じであってもよいし、小さくてもよい。
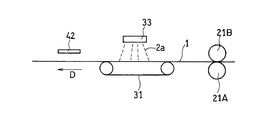
基材1を加熱する方法は特に限定されない。例えば、図1に示すように、第1主面1X側に配置された非接触式の加熱装置42により、基材1を加熱してもよい。あるいは、第2主面1Yに配置され、かつ、加熱されたローラ(図示せず)により、基材1を加熱してもよい。このとき、上記ローラは、第2主面1Yに接触しており、基材1を搬送方向Dに搬送しながら加熱する。このようなローラとしては、ヒータを内蔵するローラや接続したヒータから加熱可能なローラなどが例示される。加熱温度は、基材1の軟化点等を考慮して、適宜設定すればよい。加熱温度は、例えば、基材1の表面が、例えば100〜200℃、好ましくは120〜170℃になるように調整すればよい。
[製造装置]
本実施形態に係る製造装置は、例えば、第1主面に塑性変形による第1凹凸を有する基材を、搬送ラインの上流に供給する基材供給部と、基材供給部の下流に配置され、第1主面を外力により平滑化する平滑部と、平滑部の下流に配置され、第1繊維の原料液から第1繊維を生成させて、第1繊維を平滑化された第1主面上に堆積させる堆積部と、堆積部の下流に配置され、基材を加熱することにより第1主面に第1凹凸を再現し、第1繊維を第1凹凸に沿って移動させる凹凸再現部と、を具備する。
本実施形態に係る製造装置は、例えば、第1主面に塑性変形による第1凹凸を有する基材を、搬送ラインの上流に供給する基材供給部と、基材供給部の下流に配置され、第1主面を外力により平滑化する平滑部と、平滑部の下流に配置され、第1繊維の原料液から第1繊維を生成させて、第1繊維を平滑化された第1主面上に堆積させる堆積部と、堆積部の下流に配置され、基材を加熱することにより第1主面に第1凹凸を再現し、第1繊維を第1凹凸に沿って移動させる凹凸再現部と、を具備する。
以下、図4を参照しながら、本実施形態に係る製造装置200Aについて説明する。図4は、製造装置200Aの一例の構成を概略的に示す図である。製造装置200Aは、積層体10を製造するための製造ラインを構成しており、上流から下流に搬送される基材1に対して、不織布2が積層される。なお、以下では、基材1が長尺体である場合について説明するが、基材1の形態はこれに限定されない。
(基材供給部)
基材供給部201は、製造装置200Aの最上流に配置されており、基材1をロール状に捲回する第1供給リール12と第1供給リール12を回転させるモータ13とを備える。モータ13によって、第1供給リール12が回転し、基材1は搬送ローラ11に供給される。
基材供給部201は、製造装置200Aの最上流に配置されており、基材1をロール状に捲回する第1供給リール12と第1供給リール12を回転させるモータ13とを備える。モータ13によって、第1供給リール12が回転し、基材1は搬送ローラ11に供給される。
(平滑部)
平滑部202は、複数の第1凸部211Aを有する第1ローラ21Aを備える。平滑部202は、さらに、第1ローラ21Aに対向する対向ローラとして、平滑な表面を備えるゴム製の第1対向ローラ21Bを備える。平滑部202に搬送された基材1の第1凹凸C1xの凹部が、第2主面1Y側から第1ローラ21Aの第1凸部211Aにより押圧されて、第1凹凸C1xが外力により機械的に平滑化される。このとき、基材1は加熱されないことが好ましい。後の凹凸再現工程において、第1凹凸C1xが再現され易くなるためである。
平滑部202は、複数の第1凸部211Aを有する第1ローラ21Aを備える。平滑部202は、さらに、第1ローラ21Aに対向する対向ローラとして、平滑な表面を備えるゴム製の第1対向ローラ21Bを備える。平滑部202に搬送された基材1の第1凹凸C1xの凹部が、第2主面1Y側から第1ローラ21Aの第1凸部211Aにより押圧されて、第1凹凸C1xが外力により機械的に平滑化される。このとき、基材1は加熱されないことが好ましい。後の凹凸再現工程において、第1凹凸C1xが再現され易くなるためである。
(堆積部)
堆積部203は、電界紡糸ユニット(図示せず)を備える。電界紡糸ユニットが具備する電界紡糸機構は、電界紡糸ユニット内の上方に設置された原料液32を放出するための放出体33と、放出された原料液32をプラスに帯電させる帯電手段(後述参照)と、放出体33と対向するように配置された基材1を上流側から下流側に搬送する搬送コンベア31と、を備えている。搬送コンベア31は、基材1とともに第1繊維2aを収集するコレクタ部として機能する。なお、電界紡糸ユニットの台数は、特に限定されるものではなく、1台でも2台以上でもよい。なお、搬送コンベア31に替えて、ローラまたはベルトにより基材1を上流側から下流側に搬送してもよい。
堆積部203は、電界紡糸ユニット(図示せず)を備える。電界紡糸ユニットが具備する電界紡糸機構は、電界紡糸ユニット内の上方に設置された原料液32を放出するための放出体33と、放出された原料液32をプラスに帯電させる帯電手段(後述参照)と、放出体33と対向するように配置された基材1を上流側から下流側に搬送する搬送コンベア31と、を備えている。搬送コンベア31は、基材1とともに第1繊維2aを収集するコレクタ部として機能する。なお、電界紡糸ユニットの台数は、特に限定されるものではなく、1台でも2台以上でもよい。なお、搬送コンベア31に替えて、ローラまたはベルトにより基材1を上流側から下流側に搬送してもよい。
電界紡糸ユニットおよび/または放出体33が複数ある場合、電界紡糸ユニットごと、あるいは、放出体33ごとに、形成される第1繊維2aの平均繊維径D2を変化させてもよい。第1繊維2aの平均繊維径D2は、原料液32の吐出圧力、印加電圧、濃度、放出体33と基材1との距離、温度、湿度などを調整することにより、変化させることができる。また、第1繊維2aの堆積量(不織布2の厚み)は、原料液32の吐出圧力、印加電圧、濃度、基材1の搬送速度などを調整することにより、制御される。
放出体33の基材1の主面と対向する側には、原料液32の放出口(図示せず)が複数箇所設けられている。放出体33の放出口と、基材1との距離は、製造装置の規模や所望の繊維径にもよるが、例えば、100〜600mmであればよい。放出体33は、電界紡糸ユニットの上方に設置された、基材1の搬送方向と平行な第1支持体34から下方に延びる第2支持体35により、自身の長手方向が基材1の主面と平行になるように支持されている。第1支持体34は、放出体33を基材1の搬送方向とは垂直な方向に揺動させるように、可動であってもよい。
帯電手段は、放出体33に電圧を印加する電圧印加装置36と、搬送コンベア31と平行に設置された対電極37とで構成されている。対電極37は接地(グランド)されている。これにより、放出体33と対電極37との間には、電圧印加装置36により印加される電圧に応じた電位差(例えば20〜200kV)を設けることができる。なお、帯電手段の構成は、特に限定されない。例えば、対電極37はマイナスに帯電されていてもよい。また、対電極37を設ける代わりに、搬送コンベア31のベルト部分を導体から構成してもよい。
放出体33は導体で構成されており、長尺の形状を有し、その内部は中空になっている。中空部は原料液32を収容する収容部となる。原料液32は、放出体33の中空部と連通するポンプ38の圧力により、原料液タンク39から放出体33の中空に供給される。そして、原料液32は、ポンプ38の圧力により、放出口から基材1の主面に向かって放出される。放出された原料液32は、帯電した状態で放出体33と基材1との間の空間(生成空間)を移動中に静電爆発を起し、繊維状物(第1繊維2a)を生成する。生成した第1繊維2aは、外力により平滑化された第1主面1Xに堆積し、不織布2を形成する。
第1繊維2aを形成する電界紡糸機構は、上記の構成に限定されない。所定の第1繊維2aの生成空間において、原料液32から静電気力により第1繊維2aを生成させ、生成した第1繊維2aを基材1の主面に堆積させることができる機構であれば、特に限定なく用いることができる。例えば、放出体33の長手方向に垂直な断面の形状は、上方から下方に向かって次第に小さくなる形状(V型ノズル)であってもよい。
(凹凸再現部)
凹凸再現部204は、非接触式の加熱装置42あるいは加熱可能なローラ(図示せず)を備える。加熱効率の観点から、加熱装置42は第1主面1X側に配置される。この場合、基材1は搬送ローラ41により搬送される。図示しない加熱可能なローラは、加熱効率および不織布2の損傷を抑制する観点から、第2主面1Yに接触するように配置される。
凹凸再現部204は、非接触式の加熱装置42あるいは加熱可能なローラ(図示せず)を備える。加熱効率の観点から、加熱装置42は第1主面1X側に配置される。この場合、基材1は搬送ローラ41により搬送される。図示しない加熱可能なローラは、加熱効率および不織布2の損傷を抑制する観点から、第2主面1Yに接触するように配置される。
(保護材供給部)
不織布2を保護するために、不織布2に保護材3を積層してもよい。保護材供給部205は、基材1の上方に保護材3が捲回された第2供給リール52を備えており、保護材3は、第2供給リール52から不織布2に供給される。第2供給リール52は、モータ53によって回転駆動する。基材1は、搬送ローラ51により、保護材供給部205に搬送される。保護材3が積層されると、積層体10は、積層体10を挟んで配置された一対の加圧ローラ54の間を経由して、回収部206に搬送される。
不織布2を保護するために、不織布2に保護材3を積層してもよい。保護材供給部205は、基材1の上方に保護材3が捲回された第2供給リール52を備えており、保護材3は、第2供給リール52から不織布2に供給される。第2供給リール52は、モータ53によって回転駆動する。基材1は、搬送ローラ51により、保護材供給部205に搬送される。保護材3が積層されると、積層体10は、積層体10を挟んで配置された一対の加圧ローラ54の間を経由して、回収部206に搬送される。
保護材3は、例えば、基材1に関して例示された方法により製造された不織布であってもよい。なかでも、積層体10を濾材として使用する場合、繊維径の小さな不織布が形成され易い点で、保護材3は、メルトブロー法により製造された不織布であることが好ましい。さらに、集塵効果が期待できる点で、保護材3は、帯電処理等によって帯電(永久帯電)されていることが好ましい。永久帯電とは、外部電界が存在しない状態において半永久的に電気分極を保持し、周囲に対して電界を形成している状態である。
保護材3を構成する保護繊維の材質は特に限定されず、例えば、ガラス繊維、セルロース、アクリル樹脂、PP、PE、PET等のポリエステル、PA、あるいはこれらの混合物等が挙げられる。なかでも、帯電され易い点で、PPが好ましい。保護繊維の平均繊維径も特に限定されず、例えば、0.5μm以上、20μm以下であってもよく、5μm以上、20μm以下であってもよい。
保護材3の厚みも特に限定されず、100μm以上、500μm以下であってもよく、150μm以上、400μm以下であってもよい。保護材3の単位面積当たりの質量も特に限定されず、10g/m2以上、50g/m2以下であってもよく、10g/m2以上、30g/m2以下であってもよい。保護材3の初期の圧力損失は、上記と同様の条件で測定する場合、10Pa以上、50Pa以下程度であることが好ましい。保護材3の初期の圧力損失がこの範囲であれば、積層体10全体の圧力損失も抑制される。
保護材3は、図示しない接着剤を介して不織布2に積層されてもよい。接着剤の種類は特に限定されず、例えば、熱可塑性樹脂を主成分とするホットメルト接着剤等が挙げられる。熱可塑性樹脂としては、例えば、PU、PET等のポリエステル、ウレタン変性共重合ポリエステル等の共重合ポリエステル、PA、ポリオレフィン(例えば、PP、PE)等が例示できる。ホットメルト接着剤は、例えば、加熱により溶融されながら、第2不織布2Bに付与される。接着剤の付与量は、接合強度および圧力損失の観点から、0.5g/m2以上、15g/m2以下であることが好ましく、1g/m2以上、10g/m2以下であることがより好ましく、2g/m2以上、6g/m2以下であることが特に好ましい。
(回収部)
回収部206は、例えば、積層体10を捲き取る回収リール62を内蔵している。回収リール62はモータ63により回転駆動される。積層体10は、搬送ローラ61を経由して、回収リール62に捲き取られる。
回収部206は、例えば、積層体10を捲き取る回収リール62を内蔵している。回収リール62はモータ63により回転駆動される。積層体10は、搬送ローラ61を経由して、回収リール62に捲き取られる。
(第2実施形態)
本実施形態は、平滑化工程において、図5(a)および(b)に示すように、第1主面1X側に配置され、第1凹凸C1xの凸部に対応する第2凸部221Aを有する第2ローラ22Aと、第2主面1Y側に配置され、平滑な表面を備える第2対向ローラ22Bと、により基材1を押圧すること以外、第1実施形態の製造方法と同様である。これにより、第1主面1Xに形成された凸部が第2凸部221Aにより内部に押し込まれて、第1主面1Xが外力により機械的に平滑化される。図5(a)は、平滑化工程において、第2ローラ22Aおよび第2対向ローラ22Bによって第1凹凸が平滑化される基材1を示す側面図であり、図5(b)は、第2ローラ22Aの一部を拡大して示す側面図である。
本実施形態は、平滑化工程において、図5(a)および(b)に示すように、第1主面1X側に配置され、第1凹凸C1xの凸部に対応する第2凸部221Aを有する第2ローラ22Aと、第2主面1Y側に配置され、平滑な表面を備える第2対向ローラ22Bと、により基材1を押圧すること以外、第1実施形態の製造方法と同様である。これにより、第1主面1Xに形成された凸部が第2凸部221Aにより内部に押し込まれて、第1主面1Xが外力により機械的に平滑化される。図5(a)は、平滑化工程において、第2ローラ22Aおよび第2対向ローラ22Bによって第1凹凸が平滑化される基材1を示す側面図であり、図5(b)は、第2ローラ22Aの一部を拡大して示す側面図である。
第2凸部221Aは、第1凹凸の凸部に対応するように配置されている。これにより、シンプルな構成で、第1主面1Xの全面を平滑化することができる。第2凸部221Aと第1凹凸の凸部とが対応するとは、第2ローラ22Aを回転させると、第1凹凸C1xの凸部の少なくとも一部が、第2凸部221Aによって押圧されることをいう。
第2凸部221Aの形状や分布状態は、第1凹凸C1xの凸部に対応する限り、特に制限されない。第2凸部221Aの形状は、第1凹凸C1xの凸部の形状と同じであってもよいし、異なっていてもよい。第2凸部221Aによって、第1凹凸C1xの凸部の少なくとも一部が押圧できればよい。例えば、隣接する第2凸部221A間のピッチPf2は、第1凹凸C1xの隣接する凸部間のピッチPpxと同じであってもよい。具体的には、ピッチPf2は、0.1〜5mmであってもよく、0.2〜2mmであってもよい。また、ピッチPf2は基材1の平均繊維径D1の10〜500倍であってもよく、50〜200倍であってもよい。また、第2凸部221Aの高さHf2は、第1凹凸C1xの凸部の高さHpxと同じであってもよい。具体的には、高さHf2は、0.02〜0.2mmであってもよく、0.04〜0.1mmであってもよい。
第2対向ローラ22Bは平滑な表面を備える。これにより、第1主面1Xに形成された第1凹凸C1xが平滑化され易くなるとともに、押圧された部分において基材1が圧縮され難いため、圧力損失の増大が抑制される。
第2ローラ22Aおよび第2対向ローラ22Bの材質は、基材1の押圧に必要な硬度を有する限り特に制限されない。例えば、樹脂、金属、セラミックスなどの押圧部材として使用される公知の材質が挙げられる。なかでも、第2対向ローラ22Bは、少なくとも第2主面1Yに接触する部分がゴム製であることが好ましい。
(第3実施形態)
本実施形態は、準備工程が、第1主面1Xに第1凹凸C1xが形成される前の基材を準備する工程と、第1主面1Xを加熱しながら、第1主面側に配置され、複数の第3凸部を有する第3ローラと、第2主面側に配置される第3対向ローラにより基材を押圧して、第1主面1Xに第1凹凸C1xを形成する凹凸形成工程と、を含むこと以外、第1実施形態または第2実施形態の製造方法と同様である。
本実施形態は、準備工程が、第1主面1Xに第1凹凸C1xが形成される前の基材を準備する工程と、第1主面1Xを加熱しながら、第1主面側に配置され、複数の第3凸部を有する第3ローラと、第2主面側に配置される第3対向ローラにより基材を押圧して、第1主面1Xに第1凹凸C1xを形成する凹凸形成工程と、を含むこと以外、第1実施形態または第2実施形態の製造方法と同様である。
以下、本実施形態について、図6および図7を参照しながら、詳細に説明する。図6は、本実施形態に係る製造方法が具備する工程の一部を示す概略図である。図7(a)は、凹凸形成工程において、第3ローラおよび第3対向ローラによって第1凹凸C1xが形成される基材1を示す側面図であり、図7(b)は、第3ローラの一部を拡大して示す側面図であり、図7(c)は、第3対向ローラの一部を拡大して示す側面図である。図6では、平滑化工程が第1ローラ21Aおよび第1対向ローラ21Bを用いて行われているが、これに限定されない。平滑化工程は、第2ローラ22Aおよび第2対向ローラ22Bにより行われてもよい。
(1−1)基材を準備する工程
本工程では、第1主面1Xに第1凹凸C1xを有さない基材1を準備する。準備される基材1の第1主面1Xは、平坦であってもよいし、第1凹凸C1xとは異なる凹凸を有していてもよい。
本工程では、第1主面1Xに第1凹凸C1xを有さない基材1を準備する。準備される基材1の第1主面1Xは、平坦であってもよいし、第1凹凸C1xとは異なる凹凸を有していてもよい。
(1−2)凹凸形成工程
本工程では、準備された基材1の第1主面1Xに、第1凹凸C1xを形成する。第1凹凸C1xは、第1主面1Xを部分的に押圧して塑性変形させることにより形成される。第1主面1Xの部分的な押圧は、例えば、図7(a)および(b)に示すような、周面に複数の第3凸部711Aを有する第3ローラ71Aと、これに対向する第3対向ローラ71Bとによって行われる。これにより、シンプルな構成で、第1主面1Xの全面に、第3凸部711Aに対応する第1凹凸C1xを形成することができる。
本工程では、準備された基材1の第1主面1Xに、第1凹凸C1xを形成する。第1凹凸C1xは、第1主面1Xを部分的に押圧して塑性変形させることにより形成される。第1主面1Xの部分的な押圧は、例えば、図7(a)および(b)に示すような、周面に複数の第3凸部711Aを有する第3ローラ71Aと、これに対向する第3対向ローラ71Bとによって行われる。これにより、シンプルな構成で、第1主面1Xの全面に、第3凸部711Aに対応する第1凹凸C1xを形成することができる。
第3凸部711Aの形状や分布状態は、所望の第1凹凸C1xを形成できる限り、特に制限されない。例えば、隣接する第3凸部711A間のピッチPp3は、第1凹凸C1xの隣接する凸部間のピッチPpxと同じであってもよい。具体的には、ピッチPp3は0.1〜5mmであることが好ましく、0.2〜2mmであることがより好ましい。また、第1主面1Xに凹凸が形成され易くなる点で、ピッチPp3は基材1の平均繊維径D1の10〜500倍であることが好ましく、50〜200倍であることがより好ましい。第1主面1Xの表面積が広くなり易い点で、第3凸部711Aの高さHp3は、0.02〜0.2mmであることが好ましく、0.04〜0.1mmであることがより好ましい。
第3対向ローラ71Bは、図7(a)および(c)に示すように、上記の第3凸部711Aに対応する凹部711Bを有していてもよいし、平滑な表面を有していてもよい。なかでも、第3対向ローラ71Bは、凹部711Bを備えることが好ましい。第3ローラ71Aおよび凹部711Bを備える第3対向ローラ71Bで基材1を押圧することにより、第2主面1Yには凹部711B(すなわち、第1凹凸C1x)に対応する第2凹凸C1yが形成される。よって、押圧による基材1の圧縮が抑制される。第1凹凸C1xと第2凹凸C1yとは、基材1に表裏一体に形成されている。第3凸部711Aと凹部711Bとが対応するとは、第3ローラ71Aおよび第3対向ローラ71Bを回転させたときに、第3凸部711Aと凹部711Bとが係合することをいう。
隣接する凹部711B間のピッチPc3は、第3凸部711A間のピッチPp3と同じであることが好ましい。具体的には、ピッチPc3は0.1〜5mmであることが好ましく、0.2〜2mmであることがより好ましい。また、第1主面1Xに凹凸が形成され易くなる点で、ピッチPc3は基材1の平均繊維径D1の10〜500倍であることが好ましく、50〜200倍であることがより好ましい。凹部711Bの深さDc3は、第3凸部711Aの高さHp3と同じであってもよいし、異なっていてもよい。深さDc3は、具体的には0.02〜0.2mmであることが好ましく、0.04〜0.1mmであることがより好ましい。深さDc3は、凹部711Bの最も低い点に接触する面と、第3対向ローラ71Bの凹部711B以外の部分との間の最短距離である。
第3ローラ71Aおよび第3対向ローラ71Bの材質は、基材1の押圧に必要な硬度を有する限り特に制限されない。例えば、樹脂、金属、セラミックスなどの押圧部材として使用される公知の材質が挙げられる。
第1凹凸C1xの形成は、基材1を加熱しながら行うことが好ましい。基材1が塑性変形し易くなるためである。この場合、第3ローラ71Aおよび第3対向ローラ71Bの少なくとも一方に、加熱可能なローラを用いることが好ましい。なかでも、第1主面1Xに接触するローラ(この場合、第3ローラ71A)として、加熱可能なローラを用いることが好ましい。加熱下で第1凹凸C1xの形成を行う場合、加熱温度は、基材1の表面が、例えば100〜200℃、好ましくは120〜170℃になるように調整することが好ましい。加熱可能なローラとしては、ヒータを内蔵するローラや接続したヒータから加熱可能なローラなどが例示される。
なお、図7(a)では、基材1の第1主面1Xを、第3凸部711Aを有する第3ローラ71Aで押圧しているが、第1主面1Xに第1凹凸C1xを形成する方法は、これに限定されない。例えば、第2主面1Yを第3ローラ71Aで押圧してもよい。このとき、対向ローラとして、上記したような凹部711Bを備えるローラを用いるか、あるいは、平滑な表面を備えるローラを用いることが好ましい。
[製造装置]
凹凸形成工程を実施する製造装置200Bは、図8に示すように、平滑部202の上流に凹凸形成部207を備えること以外、製造装置200Aと同様である。凹凸形成部207では、基材1の第1主面1Xに第1凹凸C1xが形成される。
凹凸形成工程を実施する製造装置200Bは、図8に示すように、平滑部202の上流に凹凸形成部207を備えること以外、製造装置200Aと同様である。凹凸形成部207では、基材1の第1主面1Xに第1凹凸C1xが形成される。
以下、図8を参照しながら、製造装置200Bについて説明する。図8は、製造装置200Bの一例の構成を概略的に示す図であり、同じ機能を備える部材には、同じ符号を付している。製造装置200Bは、積層体10を製造するための製造ラインを構成している。図8では、平滑部が第1ローラ21Aおよび第1ローラ21Bを備えているが、これに限定されない。平滑部は、第2ローラ22Aおよび第2対向ローラ22Bを備えていてもよい。また、図8では、凹凸再現部204が非接触式の加熱装置42を備えているが、これに限定されない。凹凸再現部204は、加熱可能なローラを備えていてもよい。
(凹凸形成部)
凹凸形成部207は、複数の第3凸部711Aを有する第3ローラ71Aを備える。凹凸形成部207は、さらに、第3ローラ71Aに対向する対向ローラとして、第3凸部711Aに対応する凹部711Bを有する第3対向ローラ71Bを備える。凹凸形成部207に搬送された基材1は、第3ローラ71Aおよび第3対向ローラ71Bにより押圧され、その両方の主面には、それぞれ第1凹凸C1xおよび第2凹凸C1yが形成される。このとき、第3ローラ71Aとして加熱可能なローラを用いて、基材1を加熱することが好ましい。
凹凸形成部207は、複数の第3凸部711Aを有する第3ローラ71Aを備える。凹凸形成部207は、さらに、第3ローラ71Aに対向する対向ローラとして、第3凸部711Aに対応する凹部711Bを有する第3対向ローラ71Bを備える。凹凸形成部207に搬送された基材1は、第3ローラ71Aおよび第3対向ローラ71Bにより押圧され、その両方の主面には、それぞれ第1凹凸C1xおよび第2凹凸C1yが形成される。このとき、第3ローラ71Aとして加熱可能なローラを用いて、基材1を加熱することが好ましい。
本発明により得られる積層体は、不織布の表面積が大きいため、空気清浄機、あるいは空調機の濾材、電池用の分離不織布、燃料電池用のメンブレン、妊娠検査不織布等の体外検査不織布、細胞培養用等の医療用不織布、防塵マスク等の防塵布や防塵服、化粧用不織布、塵を拭き取る拭取不織布等として、好適である。
10:積層体
1:基材
2:不織布
2a:第1繊維
3:保護材
200A、200B:製造装置
201:基材供給部
11:搬送ローラ
12:第1供給リール
13:モータ
202:平滑部
21A:第1ローラ
211A:第1凸部
21B:第1対向ローラ
22A:第2ローラ
221A:第2凸部
22B:第2対向ローラ
203:堆積部
31:搬送コンベア
32:原料液
33:放出体
34:第1支持体
35:第2支持体
36:電圧印加装置
37:対電極
38:ポンプ
39:原料液タンク
204:凹凸再現部
41:搬送ローラ
42:加熱装置
205:保護材供給部
51:搬送ローラ
52:第2供給リール
53:モータ
54:加圧ローラ
206:回収部
61:搬送ローラ
62:回収リール
63:モータ
207:凹凸形成部
71A:第3ローラ
711A:第3凸部
71B:第3対向ローラ
711B:凹部
1:基材
2:不織布
2a:第1繊維
3:保護材
200A、200B:製造装置
201:基材供給部
11:搬送ローラ
12:第1供給リール
13:モータ
202:平滑部
21A:第1ローラ
211A:第1凸部
21B:第1対向ローラ
22A:第2ローラ
221A:第2凸部
22B:第2対向ローラ
203:堆積部
31:搬送コンベア
32:原料液
33:放出体
34:第1支持体
35:第2支持体
36:電圧印加装置
37:対電極
38:ポンプ
39:原料液タンク
204:凹凸再現部
41:搬送ローラ
42:加熱装置
205:保護材供給部
51:搬送ローラ
52:第2供給リール
53:モータ
54:加圧ローラ
206:回収部
61:搬送ローラ
62:回収リール
63:モータ
207:凹凸形成部
71A:第3ローラ
711A:第3凸部
71B:第3対向ローラ
711B:凹部
Claims (9)
- 第1主面に塑性変形による第1凹凸を有する基材を準備する準備工程と、
前記準備工程の後、外力により前記第1主面を平滑化する平滑化工程と、
前記平滑化工程の後、第1繊維の原料液から前記第1繊維を生成して、前記第1繊維を平滑化された前記第1主面に堆積させる堆積工程と、
前記堆積工程の後、前記基材を加熱して、前記第1主面に前記第1凹凸を再現し、前記第1繊維を前記第1凹凸に沿って移動させる凹凸再現工程と、を具備する、積層体の製造方法。 - 前記平滑化工程において、前記第1主面とは反対側の第2主面側に配置され、前記第1凹凸の凹部に対応する第1凸部を有する第1ローラと、前記第1主面側に配置される第1対向ローラとにより、前記基材を押圧する、請求項1に記載の積層体の製造方法。
- 前記平滑化工程において、前記第1主面側に配置され、前記第1凹凸の凸部に対応する第2凸部を有する第2ローラと、前記第1主面とは反対側の第2主面側に配置され、平滑な表面を備える第2対向ローラと、により前記基材を押圧する、請求項1に記載の積層体の製造方法。
- 前記凹凸再現工程において、前記第1主面側に配置された非接触式の加熱装置により前記基材を加熱する、請求項1〜3のいずれか一項に記載の積層体の製造方法。
- 前記凹凸再現工程において、前記第1主面とは反対側の第2主面側に配置され、加熱されたローラにより前記基材を加熱する、請求項1〜3のいずれか一項に記載の積層体の製造方法。
- 前記準備工程が、
前記第1主面に前記第1凹凸が形成される前の前記基材を準備する工程と、
前記基材を準備する工程の後、前記第1主面を加熱しながら、前記第1主面側に配置され、複数の第3凸部を有する第3ローラと、前記第1主面とは反対側の第2主面側に配置される第3対向ローラにより前記基材を押圧して、前記第1主面に前記第1凹凸を形成する凹凸形成工程と、を含む、請求項1〜5のいずれか一項に記載の積層体の製造方法。 - 前記凹凸形成工程において、加熱された前記第3ローラを用いて、前記第1主面を加熱する、請求項6に記載の積層体の製造方法。
- 前記第3対向ローラが、前記第3凸部に対応する複数の凹部を有しており、
前記凹凸形成工程において、前記第2主面に前記第1凹凸に対応する第2凹凸を形成する、請求項6または7に記載の積層体の製造方法。 - 第1主面に塑性変形による第1凹凸を有する基材を、搬送ラインの上流に供給する基材供給部と、
前記基材供給部の下流に配置され、前記第1主面を外力により平滑化する平滑部と、
前記平滑部の下流に配置され、第1繊維の原料液から前記第1繊維を生成させて、前記第1繊維を平滑化された前記第1主面上に堆積させる堆積部と、
前記堆積部の下流に配置され、前記基材を加熱することにより前記第1主面に前記第1凹凸を再現し、前記第1繊維を前記第1凹凸に沿って移動させる凹凸再現部と、を具備する、積層体の製造装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016089309A JP2017197875A (ja) | 2016-04-27 | 2016-04-27 | 積層体の製造方法および製造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016089309A JP2017197875A (ja) | 2016-04-27 | 2016-04-27 | 積層体の製造方法および製造装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017197875A true JP2017197875A (ja) | 2017-11-02 |
Family
ID=60237527
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016089309A Pending JP2017197875A (ja) | 2016-04-27 | 2016-04-27 | 積層体の製造方法および製造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017197875A (ja) |
-
2016
- 2016-04-27 JP JP2016089309A patent/JP2017197875A/ja active Pending
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2017197872A (ja) | 積層体、その製造方法および製造装置 | |
| CN107150466B (zh) | 纤维层叠体及其制造方法 | |
| JP6569983B2 (ja) | 積層不織布および積層不織布の製造方法 | |
| JP2017101345A (ja) | 積層不織布 | |
| CN107012586A (zh) | 无纺布、以及具备它的集尘过滤器、微生物或生物组织的培养基、以及化妆用品 | |
| CN106400303B (zh) | 层叠无纺布及空气净化机 | |
| CN107866120A (zh) | 层叠体 | |
| JP2017197874A (ja) | 積層体、その製造方法および製造装置 | |
| JP6471982B2 (ja) | 積層体およびその製造方法 | |
| JP6455788B2 (ja) | 積層不織布および空気清浄機、ならびに積層不織布の製造方法 | |
| JP2017197875A (ja) | 積層体の製造方法および製造装置 | |
| JP2017197876A (ja) | 積層体の製造方法および製造装置 | |
| JP2017133141A (ja) | 積層不織布の製造装置 | |
| CN107020776B (zh) | 层叠体及其制造方法 | |
| JP6464486B2 (ja) | 積層体の製造方法および製造装置 | |
| JP6508630B2 (ja) | 積層不織布の製造装置 | |
| JP6432887B2 (ja) | 積層体の製造方法および製造装置 | |
| JP6611049B2 (ja) | 不織布の製造方法および製造装置 | |
| JP2017197873A (ja) | 積層体の製造方法および製造装置 | |
| JP6464487B2 (ja) | 積層体の製造方法および製造装置 | |
| JP2017133140A (ja) | 積層不織布およびその製造方法 | |
| JP6159118B2 (ja) | フィルタ濾材の製造装置 | |
| JP2018199227A (ja) | 積層体、エアフィルタおよび空気清浄機 | |
| JP2017052196A (ja) | 積層体の製造方法および製造装置 | |
| JP6471976B2 (ja) | 積層体の製造方法および製造装置 |