JP2017198003A - 充填方法 - Google Patents
充填方法 Download PDFInfo
- Publication number
- JP2017198003A JP2017198003A JP2016090616A JP2016090616A JP2017198003A JP 2017198003 A JP2017198003 A JP 2017198003A JP 2016090616 A JP2016090616 A JP 2016090616A JP 2016090616 A JP2016090616 A JP 2016090616A JP 2017198003 A JP2017198003 A JP 2017198003A
- Authority
- JP
- Japan
- Prior art keywords
- sealed space
- auxiliary discharge
- filler
- discharge pipe
- filling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images










Landscapes
- Bridges Or Land Bridges (AREA)
Abstract
Description
81 接続管
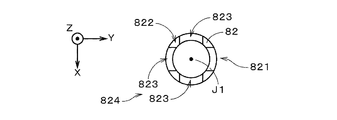
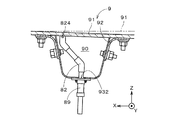
82,82a 補助排出管
83 排出管
84〜86 蓋部材
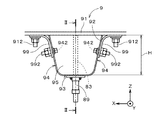
90 密閉空間
91 デッキプレート
92 Uリブ
93 底面部
94 側面部
99 補強板
812,992 ワンサイドボルト
822 環状端面
824 補助排出口
834 排出口
901 (密閉空間の)上面
931 注入口
932,933 貫通孔
939 ボルト挿入孔
L (注入位置から補助排出位置までの)距離
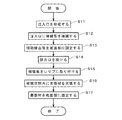
S11〜S17 ステップ
T 充填材
Claims (9)
- 充填材の充填方法であって、
a)一の方向に長い密閉空間を有する構造物において、前記一の方向における前記密閉空間の所定の注入位置にて開口する注入口を設ける工程と、
b)前記密閉空間において前記注入位置から前記一の方向に離れた排出位置の上部にて開口する排出口を設ける工程と、
c)前記注入位置と前記排出位置との間の補助排出位置において、前記密閉空間の下部から上部に向かって伸びるとともに、前記密閉空間の上面に近接した位置にて開口する補助排出管を設ける工程と、
d)前記注入口から前記密閉空間内に充填材を充填する工程と、
を備えることを特徴とする充填方法。 - 請求項1に記載の充填方法であって、
前記構造物が、前記密閉空間の前記上面に対向する底面部を有し、
前記c)工程において、前記補助排出管が、前記底面部に設けられる貫通孔に挿入されることを特徴とする充填方法。 - 請求項1または2に記載の充填方法であって、
前記補助排出管の環状端面が、周方向に沿って凹凸形状を有し、
前記c)工程において、前記環状端面が前記密閉空間の前記上面と当接することを特徴とする充填方法。 - 請求項1ないし3のいずれかに記載の充填方法であって、
前記一の方向に関する前記注入位置から前記補助排出位置までの距離が、上下方向における前記密閉空間の高さ以上であり、前記一の方向に関して、前記補助排出位置が前記排出位置よりも前記注入位置に近いことを特徴とする充填方法。 - 請求項1ないし4のいずれかに記載の充填方法であって、
前記構造物が、前記密閉空間の前記上面に対向する底面部を有し、
前記a)工程において、前記底面部に前記注入口が形成されるとともに、前記底面部における前記注入口の周囲に複数のボルト挿入孔が形成され、
前記d)工程において、前記複数のボルト挿入孔に挿入される複数のボルトを用いて前記底面部の下面に固定される接続管を介して前記注入口に前記充填材が供給され、
前記充填材の充填後に、前記接続管が取り外され、前記注入口を閉塞する蓋部材が前記複数のボルトを用いて前記底面部に固定されることを特徴とする充填方法。 - 請求項1ないし5のいずれかに記載の充填方法であって、
前記構造物が、前記密閉空間の前記上面に対向する底面部を有し、
前記底面部に設けられる貫通孔に挿入された排出管の端部開口が、前記排出口であることを特徴とする充填方法。 - 請求項1ないし6のいずれかに記載の充填方法であって、
前記c)工程において、前記注入位置と前記補助排出位置との間の位置において、前記密閉空間の下部から上部に向かって伸びるとともに、前記密閉空間の前記上面に近接した位置にて開口するもう1つの補助排出管が設けられ、
前記d)工程において、前記もう1つの補助排出管を閉塞した状態で、前記注入口から前記密閉空間内への前記充填材の充填が開始され、前記充填材の充填の完了直前において、前記もう1つの補助排出管が開放されることを特徴とする充填方法。 - 請求項1ないし7のいずれかに記載の充填方法であって、
前記構造物が、Uリブおよびデッキプレートを有する鋼床版であり、
前記密閉空間が、前記Uリブおよび前記デッキプレートにより囲まれる空間であることを特徴とする充填方法。 - 請求項8に記載の充填方法であって、
前記d)工程の前に、前記Uリブの外側面と前記デッキプレートの下面とを接続する補強板を取り付ける工程をさらに備えることを特徴とする充填方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016090616A JP6663787B2 (ja) | 2016-04-28 | 2016-04-28 | 充填方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016090616A JP6663787B2 (ja) | 2016-04-28 | 2016-04-28 | 充填方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017198003A true JP2017198003A (ja) | 2017-11-02 |
| JP6663787B2 JP6663787B2 (ja) | 2020-03-13 |
Family
ID=60238967
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016090616A Active JP6663787B2 (ja) | 2016-04-28 | 2016-04-28 | 充填方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6663787B2 (ja) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6335999A (ja) * | 1986-07-31 | 1988-02-16 | 株式会社熊谷組 | トンネル覆工方法 |
| JP2001323785A (ja) * | 2000-05-12 | 2001-11-22 | Osaka Bosui Constr Co Ltd | 中詰材の充填方法 |
| JP2003311727A (ja) * | 2002-04-18 | 2003-11-05 | Ishikawajima Constr Materials Co Ltd | 合成セグメントの製造方法および装置 |
| JP2008285870A (ja) * | 2007-05-17 | 2008-11-27 | Hanshin Expressway Co Ltd | 閉リブ鋼床版の補強工法 |
| US20090077758A1 (en) * | 2007-09-21 | 2009-03-26 | Groupe Canam Inc. | Bridge deck panel |
| JP2014221702A (ja) * | 2013-05-14 | 2014-11-27 | 阪神高速道路株式会社 | 軽量充填モルタル組成物 |
-
2016
- 2016-04-28 JP JP2016090616A patent/JP6663787B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6335999A (ja) * | 1986-07-31 | 1988-02-16 | 株式会社熊谷組 | トンネル覆工方法 |
| JP2001323785A (ja) * | 2000-05-12 | 2001-11-22 | Osaka Bosui Constr Co Ltd | 中詰材の充填方法 |
| JP2003311727A (ja) * | 2002-04-18 | 2003-11-05 | Ishikawajima Constr Materials Co Ltd | 合成セグメントの製造方法および装置 |
| JP2008285870A (ja) * | 2007-05-17 | 2008-11-27 | Hanshin Expressway Co Ltd | 閉リブ鋼床版の補強工法 |
| US20090077758A1 (en) * | 2007-09-21 | 2009-03-26 | Groupe Canam Inc. | Bridge deck panel |
| JP2014221702A (ja) * | 2013-05-14 | 2014-11-27 | 阪神高速道路株式会社 | 軽量充填モルタル組成物 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6663787B2 (ja) | 2020-03-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2007145477A1 (en) | Precast concrete segment having connecting structure using steel duct, and connecting structure thereof | |
| JP2009097223A (ja) | 機械式継手のグラウト充填方法、pc部材の接合方法、柱梁接合部の構築方法、柱梁仕口部の構築方法、床部材とpc壁部材の接合方法、pc部材の接合構造、柱梁接合構造、柱梁仕口部構造、床と壁の接合構造 | |
| JP2016161083A (ja) | 作業用治具 | |
| JP6497957B2 (ja) | 更生管の位置調整用スペーサ | |
| JP6120681B2 (ja) | 既設管路の補修部材およびそれを備えた地下排水施設 | |
| JP2017198003A (ja) | 充填方法 | |
| KR101879277B1 (ko) | 지하구조물의 보수 보강공법 | |
| JP5584641B2 (ja) | せん断補強部材の定着方法 | |
| JP2019120056A (ja) | 吊足場の防水構造 | |
| JP6471043B2 (ja) | 筒部の補修部材、それを備えた地下排水施設、および筒部の補修方法 | |
| JP2012036655A (ja) | 下水道マンホールの更生方法とそのマンホール | |
| JP2021059897A (ja) | コンクリート部材用止栓 | |
| JP3897354B1 (ja) | マンホールの補修及び補強方法 | |
| JP2008261145A (ja) | 送電鉄塔用中空鋼管増強工法 | |
| JPH04306398A (ja) | コンクリート壁面の補修方法 | |
| CN110259487A (zh) | 一种隧道止水带固定夹具及其施工方法 | |
| JP4879627B2 (ja) | 鋼殻コンクリートセグメントの製造方法 | |
| JP6254875B2 (ja) | 管路補強工法、管路更新工法および管路補強構造 | |
| KR0140738B1 (ko) | 철근콘크리트지주의 보수방법과 이의 구조물 | |
| JP2011001786A (ja) | 建物仕上材の浮き部補修工法および装置 | |
| KR101771194B1 (ko) | 스틸 와이어로프를 이용한 매립형 보수/보강 구조체 | |
| CN102817472A (zh) | 管道边沿防渗漏支护模板 | |
| KR101268843B1 (ko) | 평면형 마감판을 이용한 충진재 충진방법 | |
| JP5356199B2 (ja) | 貫通開口の内周面封じ込め構造 | |
| JP2006292058A (ja) | フランジ付き管継手とその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190111 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190913 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20190913 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7426 Effective date: 20190913 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20190913 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20191015 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20191021 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191031 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191226 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200130 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200217 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6663787 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |