JP2017198732A - 調光フィルム、合わせガラス及び調光フィルムの製造方法 - Google Patents
調光フィルム、合わせガラス及び調光フィルムの製造方法 Download PDFInfo
- Publication number
- JP2017198732A JP2017198732A JP2016087131A JP2016087131A JP2017198732A JP 2017198732 A JP2017198732 A JP 2017198732A JP 2016087131 A JP2016087131 A JP 2016087131A JP 2016087131 A JP2016087131 A JP 2016087131A JP 2017198732 A JP2017198732 A JP 2017198732A
- Authority
- JP
- Japan
- Prior art keywords
- laminate
- liquid crystal
- bead spacer
- control film
- light control
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Landscapes
- Liquid Crystal (AREA)
- Securing Of Glass Panes Or The Like (AREA)
Abstract
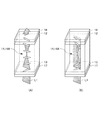
【解決手段】少なくとも配向層23A、23Bを備えてなる第1及び第2の積層体13、12により液晶層14を挟持し、第1及び又は第2の積層体13、12に設けられた電極22B、22Aの駆動により液晶層14に係る液晶分子14Aの配向を制御して透過光を制御する調光フィルム10である。第1の積層体13は、透明フィルム材による基材21Bに、液晶層14の厚みを保持するビーズスペーサー24が設けられ、第1及び第2の積層体13、12は、ビーズスペーサー24が当接する第2の積層体12の部位のビッカース硬度値Bが11.8以上35.9以下であり、第1の積層体13を平面視した状態で、第1の積層体13上でビーズスペーサー24が占める面積の比率である占有率Aと、ビッカース硬度値Bとの乗算値A×Bが、0.42以上である。
【選択図】図2
Description
前記第1の積層体は、
透明フィルム材による基材に、前記液晶層の厚みを保持するビーズスペーサーが設けられ、
前記第1及び第2の積層体は、
前記ビーズスペーサーが当接する前記第2の積層体の部位のビッカース硬度値Bが11.8以上35.9以下であり、
前記第1の積層体を平面視した状態で、前記第1の積層体上で前記ビーズスペーサーが占める面積の比率である占有率Aと、前記ビッカース硬度値Bとの乗算値A×Bが、0.42以上である調光フィルム。
少なくとも配向層を備えてなる第2の積層体を製造する第2の積層体製造工程と、
前記第1の積層体、液晶層、前記第2の積層体を積層してなる液晶セルを製造する液晶セル製造工程とを備え、
前記第1の積層体製造工程は、
基材に、前記液晶層の厚みを保持するビーズスペーサーを配置するビーズスペーサー配置工程を備え、
前記第2の積層体製造工程は、
前記ビーズスペーサーが当接する前記第2の積層体の部位のビッカース硬度値Bが11.8以上35.9以下であるように前記第2の積層体を製造し、
前記ビーズスペーサー配置工程は、
前記第1の積層体を平面視した状態で、前記第1の積層体上で前記ビーズスペーサーが占める面積の比率である占有率Aと、前記ビッカース硬度値Bとの乗算値A×Bが、0.42以上であるように前記ビーズスペーサーを配置する調光フィルムの製造方法。
〔合わせガラス〕
図1は、本発明の第1実施形態に係る合わせガラスを示す断面図である。この合わせガラス1は、例えば車両のウインドウに適用される合わせガラスであり、中間層4及び5をそれぞれ介して板ガラス2及び3により調光フィルム10を挟持して構成される。ここで板ガラス2、3は、この種の合わせガラスに適用可能な種々の材料を広く適用することができる。また中間層4、5は、調光フィルム10と板ガラス2、3との接着層として機能する構成であり、この種の合わせガラスに適用される種々の構成を広く適用することができ、例えば熱線遮蔽材としての機能を備えるようにしてもよい。
図2は、調光フィルムを示す断面図である。この調光フィルム10は、フィルム形状により形成され、合わせガラスに使用される場合の他、例えば調光を図る部位に貼り付けて使用される。なおこのような調光を図る部位に貼り付けて使用される場合は、例えば車両の各部のウインドウ、建築物の窓ガラス、ショーケース、屋内の透明パーテーション等に配置して透過、不透明を切り替える場合等である。
図4は、調光フィルム10の製造工程を示すフローチャートである。液晶セル15は、第1の積層体製造工程SP2において、第1の積層体13が製造される。第1の積層体製造工程SP2においては、電極製造工程SP2−1において、基材21Bにスパッタリング等によりITOによる透明電極22Bが製造される。続くスペーサー配置工程SP2−2において、ビーズスペーサー24を配置する。
ここでこの実施形態では、図4に示す工程によりビーズスペーサー24を配置して調光フィルムを製造するようにして、ビーズスペーサー24が当接する上側積層体12の部位のビッカース硬度値Bが11.8以上35.9以下であるように設定され、ビーズスペーサー24の占有率Aと、ビッカース硬度値Bとの乗算値A×Bが、0.42以上であるように設定される。なおここで占有率Aは、下側積層体13を平面視した状態(鉛直方向から見た状態)で、下側積層体13の面積に対するビーズスペーサー24の面積の占める割合である。これによりこの実施形態では、ビーズスペーサーに関する信頼性を従来に比して一段と向上する。なお、ビッカース硬度の値は、以下の実施例、比較例に記載の条件における測定値である。
表1、表2は、このビーズスペーサーに関する構成の確認に供した試験結果を示す図表である。この表1、表2における実施例、比較例は、ビーズスペーサー及びこのビーズスペーサーが当接する配向層に関する構成が異なる点を除いて、同一に構成される。より具体的に、これら実施例、比較例の調光フィルムは、下側積層体13にのみビーズスペーサー24を設けるようにし、このビーズスペーサー24の大きさの選定、塗布量により占有率Aを可変した。また配向層23Aを製造する際の条件により、ビーズスペーサー24の先端が当接する第2の積層体12の部位のビッカース硬度値Bを設定した。

以上、本発明の実施に好適な具体的な構成を詳述したが、本発明は、本発明の趣旨を逸脱しない範囲で、上述の実施形態を種々に変更することができる。
2、3 板ガラス
4、5 中間層
10 調光フィルム
12 上側積層体
13 下側積層体
14 液晶層
14A 液晶分子
15 液晶セル
16、17 直線偏光板
18、19 位相差フィルム
21A、21B 基材
22A、22B 電極
23A、23B 配向層
24 ビーズスペーサー
25 シール材
Claims (3)
- 少なくとも配向層を備えてなる第1及び第2の積層体により液晶層を挟持し、前記第1及び又は第2の積層体に設けられた電極の駆動により前記液晶層に係る液晶分子の配向を制御して透過光を制御する調光フィルムにおいて、
前記第1の積層体は、
透明フィルム材による基材に、前記液晶層の厚みを保持するビーズスペーサーが設けられ、
前記第1及び第2の積層体は、
前記ビーズスペーサーが当接する前記第2の積層体の部位のビッカース硬度値Bが11.8以上35.9以下であり、
前記第1の積層体を平面視した状態で、前記第1の積層体上で前記ビーズスペーサーが占める面積の比率である占有率Aと、前記ビッカース硬度値Bとの乗算値A×Bが、0.42以上である
調光フィルム。 - 請求項1に記載の調光フィルムを板ガラスにより挟持して形成された
合わせガラス。 - 少なくとも配向層を備えてなる第1の積層体を製造する第1の積層体製造工程と、
少なくとも配向層を備えてなる第2の積層体を製造する第2の積層体製造工程と、
前記第1の積層体、液晶層、前記第2の積層体を積層してなる液晶セルを製造する液晶セル製造工程とを備え、
前記第1の積層体製造工程は、
基材に、前記液晶層の厚みを保持するビーズスペーサーを配置するビーズスペーサー配置工程を備え、
前記第2の積層体製造工程は、
前記ビーズスペーサーが当接する前記第2の積層体の部位のビッカース硬度値Bが11.8以上35.9以下であるように前記第2の積層体を製造し、
前記ビーズスペーサー配置工程は、
前記第1の積層体を平面視した状態で、前記第1の積層体上で前記ビーズスペーサーが占める面積の比率である占有率Aと、前記ビッカース硬度値Bとの乗算値A×Bが、0.42以上であるように前記ビーズスペーサーを配置する
調光フィルムの製造方法。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016087131A JP6065143B1 (ja) | 2016-04-25 | 2016-04-25 | 調光フィルム、合わせガラス及び調光フィルムの製造方法 |
| CN201780024336.3A CN109073923B (zh) | 2016-04-21 | 2017-04-20 | 调光膜、夹层玻璃及调光膜的制造方法 |
| EP17786029.3A EP3447566B1 (en) | 2016-04-21 | 2017-04-20 | Light control film, laminated glass and method for producing light control film |
| PCT/JP2017/015895 WO2017183692A1 (ja) | 2016-04-21 | 2017-04-20 | 調光フィルム、合わせガラス及び調光フィルムの製造方法 |
| US16/094,330 US10732464B2 (en) | 2016-04-21 | 2017-04-20 | Light control film, laminated glass and method for producing light control film |
| KR1020187031683A KR102226630B1 (ko) | 2016-04-21 | 2017-04-20 | 조광 필름, 접합 유리 및 조광 필름의 제조 방법 |
| US16/913,293 US11150521B2 (en) | 2016-04-21 | 2020-06-26 | Light control film, laminated glass and method for producing light control film |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016087131A JP6065143B1 (ja) | 2016-04-25 | 2016-04-25 | 調光フィルム、合わせガラス及び調光フィルムの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP6065143B1 JP6065143B1 (ja) | 2017-01-25 |
| JP2017198732A true JP2017198732A (ja) | 2017-11-02 |
Family
ID=57890515
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016087131A Active JP6065143B1 (ja) | 2016-04-21 | 2016-04-25 | 調光フィルム、合わせガラス及び調光フィルムの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6065143B1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019142719A1 (ja) | 2018-01-17 | 2019-07-25 | 積水化学工業株式会社 | 調光積層体及び調光積層体用樹脂スペーサ |
| JP2020030287A (ja) * | 2018-08-21 | 2020-02-27 | 大日本印刷株式会社 | 調光ユニット、調光部材及び調光ユニットの製造方法 |
| JP2022167035A (ja) * | 2021-04-22 | 2022-11-04 | 凸版印刷株式会社 | 液晶デバイス用透明基材、および、調光シート |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6665661B2 (ja) * | 2016-04-25 | 2020-03-13 | 大日本印刷株式会社 | 調光フィルム、調光フィルムの製造方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001100188A (ja) * | 1999-09-30 | 2001-04-13 | Ricoh Co Ltd | 液晶表示素子 |
| JP3890841B2 (ja) * | 1999-12-24 | 2007-03-07 | 旭硝子株式会社 | 車両用液晶調光窓 |
| JP2003270642A (ja) * | 2002-03-18 | 2003-09-25 | Minolta Co Ltd | 液晶表示素子 |
| JP2004069749A (ja) * | 2002-08-01 | 2004-03-04 | Casio Comput Co Ltd | 液晶表示素子 |
| JP2004109856A (ja) * | 2002-09-20 | 2004-04-08 | Seiko Epson Corp | 液晶装置の製造方法 |
| WO2006077838A1 (ja) * | 2005-01-20 | 2006-07-27 | Sharp Kabushiki Kaisha | 液晶表示素子 |
| KR101296653B1 (ko) * | 2007-10-05 | 2013-08-14 | 엘지디스플레이 주식회사 | 액정 표시 장치 및 이의 제조 방법 |
| JP2012203184A (ja) * | 2011-03-25 | 2012-10-22 | Toppan Printing Co Ltd | カラーフィルタ基板およびそれを備えた液晶表示装置 |
| JP5910788B1 (ja) * | 2015-11-11 | 2016-04-27 | 大日本印刷株式会社 | 調光フィルム、合わせガラス及び調光フィルムの製造方法 |
-
2016
- 2016-04-25 JP JP2016087131A patent/JP6065143B1/ja active Active
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019142719A1 (ja) | 2018-01-17 | 2019-07-25 | 積水化学工業株式会社 | 調光積層体及び調光積層体用樹脂スペーサ |
| KR20200105745A (ko) | 2018-01-17 | 2020-09-09 | 세키스이가가쿠 고교가부시키가이샤 | 조광 적층체 및 조광 적층체용 수지 스페이서 |
| US11644717B2 (en) | 2018-01-17 | 2023-05-09 | Sekisui Chemical Co., Ltd. | Dimming laminate and resin spacer for dimming laminate |
| US12072583B2 (en) | 2018-01-17 | 2024-08-27 | Sekisui Chemical Co., Ltd. | Dimming laminate and resin spacer for dimming laminate |
| JP2020030287A (ja) * | 2018-08-21 | 2020-02-27 | 大日本印刷株式会社 | 調光ユニット、調光部材及び調光ユニットの製造方法 |
| JP7129027B2 (ja) | 2018-08-21 | 2022-09-01 | 大日本印刷株式会社 | 調光ユニット、調光部材及び調光ユニットの製造方法 |
| JP2022145943A (ja) * | 2018-08-21 | 2022-10-04 | 大日本印刷株式会社 | 調光ユニット、調光部材及び調光ユニットの製造方法 |
| JP7356652B2 (ja) | 2018-08-21 | 2023-10-05 | 大日本印刷株式会社 | 調光ユニット、調光部材及び調光ユニットの製造方法 |
| JP2022167035A (ja) * | 2021-04-22 | 2022-11-04 | 凸版印刷株式会社 | 液晶デバイス用透明基材、および、調光シート |
| JP7714903B2 (ja) | 2021-04-22 | 2025-07-30 | Toppanホールディングス株式会社 | 調光シート用透明基材、および、調光シート |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6065143B1 (ja) | 2017-01-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7435667B2 (ja) | 調光フィルム及び合わせガラス | |
| WO2017183692A1 (ja) | 調光フィルム、合わせガラス及び調光フィルムの製造方法 | |
| JP5910788B1 (ja) | 調光フィルム、合わせガラス及び調光フィルムの製造方法 | |
| JP6065143B1 (ja) | 調光フィルム、合わせガラス及び調光フィルムの製造方法 | |
| US20230350249A1 (en) | Light control film and laminated glass | |
| JP6065142B1 (ja) | 調光フィルム、合わせガラス及び調光フィルムの製造方法 | |
| JP2017065945A (ja) | 合わせガラス | |
| JP6665661B2 (ja) | 調光フィルム、調光フィルムの製造方法 | |
| JP6061050B1 (ja) | 調光フィルム及び調光フィルムの製造方法 | |
| JP2018005040A (ja) | 調光フィルム、調光フィルムの製造方法 | |
| JP6065144B1 (ja) | 調光フィルム | |
| JP6183492B1 (ja) | 調光フィルム及び調光フィルムの製造方法 | |
| JP6048606B1 (ja) | 調光フィルム及び調光フィルムの製造方法 | |
| JP2017181826A (ja) | 調光フィルム、窓 | |
| JP2017181825A (ja) | 調光フィルム、窓 | |
| JP2017198731A (ja) | 調光フィルム及び調光フィルムの製造方法 | |
| JP2018049231A (ja) | 液晶セル及び液晶セルの製造方法 | |
| JP2018049232A (ja) | 液晶セル | |
| WO2017170578A1 (ja) | 調光フィルム及び調光フィルムの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160801 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20160801 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20160928 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20161109 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20161116 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20161122 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20161205 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6065143 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |