JP2017200721A - 歯車の歯部又は歯車状輪郭の工作物の歯部を硬質精密機械加工するための方法 - Google Patents
歯車の歯部又は歯車状輪郭の工作物の歯部を硬質精密機械加工するための方法 Download PDFInfo
- Publication number
- JP2017200721A JP2017200721A JP2017086794A JP2017086794A JP2017200721A JP 2017200721 A JP2017200721 A JP 2017200721A JP 2017086794 A JP2017086794 A JP 2017086794A JP 2017086794 A JP2017086794 A JP 2017086794A JP 2017200721 A JP2017200721 A JP 2017200721A
- Authority
- JP
- Japan
- Prior art keywords
- gear
- tool
- machining
- precision machining
- hard
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23F—MAKING GEARS OR TOOTHED RACKS
- B23F1/00—Making gear teeth by tools of which the profile matches the profile of the required surface
- B23F1/02—Making gear teeth by tools of which the profile matches the profile of the required surface by grinding
- B23F1/023—Making gear teeth by tools of which the profile matches the profile of the required surface by grinding the tool being a grinding worm
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23F—MAKING GEARS OR TOOTHED RACKS
- B23F21/00—Tools specially adapted for use in machines for manufacturing gear teeth
- B23F21/02—Grinding discs; Grinding worms
- B23F21/026—Grinding worms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23F—MAKING GEARS OR TOOTHED RACKS
- B23F1/00—Making gear teeth by tools of which the profile matches the profile of the required surface
- B23F1/02—Making gear teeth by tools of which the profile matches the profile of the required surface by grinding
- B23F1/026—Making gear teeth by tools of which the profile matches the profile of the required surface by grinding with plural tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23F—MAKING GEARS OR TOOTHED RACKS
- B23F19/00—Finishing gear teeth by other tools than those used for manufacturing gear teeth
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23F—MAKING GEARS OR TOOTHED RACKS
- B23F21/00—Tools specially adapted for use in machines for manufacturing gear teeth
- B23F21/005—Tools specially adapted for use in machines for manufacturing gear teeth with plural tools on a common axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23F—MAKING GEARS OR TOOTHED RACKS
- B23F21/00—Tools specially adapted for use in machines for manufacturing gear teeth
- B23F21/02—Grinding discs; Grinding worms
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Grinding-Machine Dressing And Accessory Apparatuses (AREA)
- Grinding And Polishing Of Tertiary Curved Surfaces And Surfaces With Complex Shapes (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Numerical Control (AREA)
Abstract
Description
a)少なくとも2つの軸方向に隣接する機械加工ゾーンを備える硬質精密機械加工工具を提供するステップであって、第1機械加工ゾーンは、歯車の歯部又は歯車状輪郭の工作物の歯部の研削のために設計され、且つ第2機械加工ゾーンは、歯部又は歯車状輪郭の精密研削及び/又は研磨のために設計される、ステップと、
b)歯車の歯部又は歯車状輪郭の工作物の歯部を、硬質精密機械加工工具の第1機械加工ゾーンによって研削するステップであって、歯車又は工作物の回転軸と、硬質精密機械加工工具の回転軸との間に、第1旋回角が存在する、ステップと、
c)歯車の歯部又は歯車状輪郭の工作物の歯部を、硬質精密機械加工工具の第2機械加工ゾーンによって、続けて精密研削及び/又は研磨するステップであって、歯車又は工作物の回転軸と、硬質精密機械加工工具の回転軸との間に、第1旋回角とは異なる第2旋回角が存在する、ステップと、
を備える。
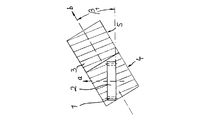
2 歯車/工作物
3 硬質精密機械加工工具(研削ウォーム)
4 第1機械加工ゾーン
5 第2機械加工ゾーン
6 硬質精密機械加工工具の輪郭
a 歯車の回転軸/工作物の回転軸
b 硬質精密機械加工工具の回転軸
β1 第1旋回角
β2 第2旋回角
Δβ 角度差
D 硬質精密機械加工工具の直径
Δs 除去量
Claims (10)
- 歯車(2)の歯部(1)又は歯車状輪郭の工作物の歯部(1)を硬質精密機械加工するための方法であって、前記歯車(2)又は前記工作物は回転軸(a)を有し、前記方法において、前記歯車(2)の前記歯部(1)又は前記歯車状輪郭の前記工作物の前記歯部(1)は、硬質精密機械加工工具(3)によって機械加工され、前記硬質精密機械加工工具(3)は、回転軸(b)を有し、且つ硬質精密機械加工の間、前記回転軸(b)の周りを回転する、方法において、
前記方法は、
a)少なくとも2つの軸方向に隣接する機械加工ゾーン(4,5)を備える硬質精密機械加工工具(3)を提供するステップであって、第1機械加工ゾーン(4)は、前記歯車(2)の前記歯部(1)又は前記歯車状輪郭の前記工作物の前記歯部(1)の研削のために設計され、且つ第2機械加工ゾーン(5)は、前記歯部(1)又は前記歯車状輪郭の精密研削及び/又は研磨のために設計される、ステップと、
b)前記歯車(2)の前記歯部(1)又は前記歯車状輪郭の前記工作物の前記歯部(1)を、前記硬質精密機械加工工具(3)の前記第1機械加工ゾーン(4)によって研削するステップであって、前記歯車(2)又は前記工作物の前記回転軸(a)と、前記硬質精密機械加工工具(3)の前記回転軸(b)との間に、第1旋回角(β1)が存在する、ステップと、
c)前記歯車(2)の前記歯部(1)又は前記歯車状輪郭の前記工作物の前記歯部(1)を、前記硬質精密機械加工工具(3)の前記第2機械加工ゾーン(5)によって精密研削する及び/又は研磨するステップであって、前記歯車(2)又は前記工作物の前記回転軸(a)と、前記硬質精密機械加工工具(3)の前記回転軸(b)との間に、前記第1旋回角(β1)と異なる第2旋回角(β2)が存在する、ステップと、
を備えることを特徴とする、方法。 - 請求項1に記載の方法であって、
前記硬質精密機械加工工具(3)として、ウォーム状工具が使用されることを特徴とする、方法。 - 請求項1に記載の方法であって、
前記硬質精密機械加工工具(3)として、円盤形状の工具が使用されることを特徴とする、方法。 - 請求項1から3のいずれか一項に記載の方法であって、
前記硬質精密機械加工工具(3)として、仕上げ可能な工具が使用されることを特徴とする、方法。 - 請求項1から4のいずれか一項に記載の方法であって、
前記硬質精密機械加工工具(3)の輪郭(6)は、前記第1機械加工ゾーン(4)及び第2機械加工ゾーン(5)において同一であることを特徴とする、方法。 - 請求項1から5のいずれか一項に記載の方法であって、
前記硬質精密機械加工工具(3)として、基体の中に研磨材を含む工具が使用され、前記第1機械加工ゾーン(4)における、及び前記第2機械加工ゾーン(5)における前記基体の材料の弾性係数は、異なることを特徴とする、方法。 - 請求項6に記載の方法であって、
前記第1機械加工ゾーン(4)における前記基体の材料の前記弾性係数は、前記第2機械加工ゾーン(5)におけるものよりも高いことを特徴とする、方法。 - 請求項7に記載の方法であって、
硬質精密機械加工ツール(3)として、前記第1機械加工ゾーン(4)においてセラミック材料から成る基体を有し、且つ前記第2機械加工ゾーン(5)においてプラスチック材料、特にポリウレタンを備える基体を有する工具が使用されることを特徴とする、方法。 - 請求項1から8のいずれか一項に記載の方法であって、
特性図又は公式関係が機械制御装置に格納され、該機械制御装置は、前記硬質精密機械加工工具(3)の所与の直径(D)に対する前記第1旋回角(β1)と前記第2旋回角(β2)との間の角度差(Δβ)の計算又はシミュレーション、及び請求項1に記載のステップc)の間の、前記歯部(1)又は前記歯車状輪郭の側面における望ましい除去量(Δs)の計算又はシミュレーションを、提供し、又は可能にすることを特徴とする、方法。 - 請求項9に記載の方法であって、
請求項1に記載のステップc)を実行することにおいて、前記特性図又は前記公式関係から、前記第1旋回角(β1)と前記第2旋回角(β2)との間で要求される角度差(Δβ)が、想起され、計算され、又はシミュレーションされ、且つ前記歯部(1)又は前記歯車状輪郭の側面における望ましい除去量(Δs)の仕様に従って、実現されることを特徴とする、方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102016005305.4 | 2016-05-02 | ||
| DE102016005305.4A DE102016005305A1 (de) | 2016-05-02 | 2016-05-02 | Verfahren zum Hartfeinbearbeiten der Verzahnung eines Zahnrads oder eines zahnradähnlichen Profils eines Werkstücks |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017200721A true JP2017200721A (ja) | 2017-11-09 |
Family
ID=58605984
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017086794A Pending JP2017200721A (ja) | 2016-05-02 | 2017-04-26 | 歯車の歯部又は歯車状輪郭の工作物の歯部を硬質精密機械加工するための方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10507538B2 (ja) |
| EP (1) | EP3241640B1 (ja) |
| JP (1) | JP2017200721A (ja) |
| CN (1) | CN107335867B (ja) |
| BR (1) | BR102017008996A2 (ja) |
| DE (1) | DE102016005305A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020032524A (ja) * | 2018-06-20 | 2020-03-05 | クリンゲルンベルク・ゲゼルシャフト・ミット・ベシュレンクテル・ハフツングKlingelnberg GmbH | 歯車ワークピースのトポロジカル創成研削方法、および歯車ワークピースのトポロジカル創成研削のための制御システムを備える研削機械 |
| JP2023545587A (ja) * | 2020-10-19 | 2023-10-30 | グリーソン-ヒュルト ツーリング ゲーエムベーハー | 歯車を切削するための方法、歯切工具、及び歯切機械 |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102016005305A1 (de) | 2016-05-02 | 2017-11-02 | KAPP Werkzeugmaschinen GmbH | Verfahren zum Hartfeinbearbeiten der Verzahnung eines Zahnrads oder eines zahnradähnlichen Profils eines Werkstücks |
| DE102019115294B4 (de) | 2019-06-06 | 2021-04-29 | KAPP NILES GmbH & Co. KG | Verfahren zur Herstellung eines mit einer Verzahnung oder Profilierung versehenen Werkstücks |
| DE102019005405A1 (de) * | 2019-07-31 | 2021-02-04 | Gleason Switzerland Ag | Verfahren zum Hartfeinbearbeiten zweier Verzahnungen an einem Werkstück |
| JP7298099B2 (ja) * | 2019-08-29 | 2023-06-27 | 株式会社ノリタケカンパニーリミテド | 歯車研削用複層砥石 |
| DE102019127520C5 (de) | 2019-10-12 | 2024-03-07 | KAPP NILES GmbH & Co. KG | Verfahren zum Schleifen der Verzahnung eines Zahnrads |
| DE102023135291A1 (de) * | 2023-12-15 | 2025-06-18 | KOEPFER Holding GmbH | Verschiedenartig konditionierter Schleifkörper zur Herstellung eines Endprofils |
| CN119525616B (zh) * | 2024-12-11 | 2025-08-15 | 南京二机齿轮机床有限公司 | 一种齿轮加工用砂轮结构、磨齿机及齿轮抛光磨削方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63306819A (ja) * | 1987-03-10 | 1988-12-14 | リープヘル−フェアツァーンテヒニク ゲゼルシャフト ミット ベシュレンクテルハフツング | 予じめ歯付けされた歯車の歯のフランクを精密機械加工するための工作機械 |
| JPH02224920A (ja) * | 1989-02-28 | 1990-09-06 | Mazda Motor Corp | ヘリカルギヤの仕上加工方法 |
| JPH0732213A (ja) * | 1993-07-21 | 1995-02-03 | Nachi Fujikoshi Corp | 内歯砥石による歯車の歯面仕上げ装置 |
| JPH10286720A (ja) * | 1997-04-09 | 1998-10-27 | Kashifuji:Kk | スクリュロータのスクリュ部加工方法 |
| US20110183585A1 (en) * | 2010-01-23 | 2011-07-28 | Kapp Gmbh | Method for the grinding of a profile of a workpiece |
| JP2014155990A (ja) * | 2013-02-15 | 2014-08-28 | Aisin Seiki Co Ltd | 歯車加工方法及び歯車加工用カッター |
| JP2016135537A (ja) * | 2015-01-23 | 2016-07-28 | リープヘル−フェアツァーンテヒニク ゲゼルシャフト ミット ベシュレンクテル ハフツング | 斜め創成法による、ワークピースのギヤの機械加工方法、その方法を実行するための工具、その工具のドレッシング方法、及びそれらの方法を実行するためのギヤ製造機 |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1026595B (de) * | 1954-03-23 | 1958-03-20 | Hurth Masch Zahnrad Carl | Verfahren und Maschine zum Herstellen, insbesondere zum Schleifen, von Stirnraedern mit einer sich ueber die Zahnbreite aendernden Profilkorrektur der Zahnflanken |
| GB1327601A (en) * | 1969-09-30 | 1973-08-22 | Moon Star Chemical Corp | Honing gear teeth |
| US3829298A (en) | 1970-09-24 | 1974-08-13 | Tsukihoshi Gomu Kk | Method of forming a screw shaped gear hone |
| DE3734653C1 (de) * | 1987-10-13 | 1988-09-08 | Hurth Masch Zahnrad Carl | Verfahren zum Feinbearbeiten der Zahnflanken von insbesondere gehaerteten Zahnraedern |
| DE3816270A1 (de) | 1988-05-12 | 1989-11-23 | Pfauter Hermann Gmbh Co | Verfahren zum diskontinuierlichen profilschleifen bzw. profilfraesen von zahnraedern |
| JPH07506301A (ja) * | 1993-02-18 | 1995-07-13 | キャタピラー インコーポレイテッド | 研削及び仕上げウォーム |
| DE4329358C1 (de) | 1993-09-01 | 1994-10-27 | Hurth Maschinen Werkzeuge | Verfahren zum Feinbearbeiten von Zahnrädern mit einem innenverzahnten Werkzeug sowie Verfahren zum Abrichten dieses Werkzeugs und dafür geeignetes Abrichtrad |
| JPH11138346A (ja) * | 1997-10-31 | 1999-05-25 | Nachi Fujikoshi Corp | ハードギヤホーニング加工方法 |
| DE29922958U1 (de) * | 1999-12-29 | 2000-03-23 | The Gleason Works, Rochester, N.Y. | Feinbearbeitungswerkzeug zum Bearbeiten von zahnradförmigen Werkstücken |
| DE102004020364B4 (de) * | 2004-04-23 | 2008-07-03 | Sew-Eurodrive Gmbh & Co. Kg | Werkzeug für die Schleifbearbeitung |
| DE102008010301A1 (de) * | 2008-02-21 | 2009-09-03 | Liebherr-Verzahntechnik Gmbh | Verfahren zum Betrieb einer Verzahnungsschleifmaschine |
| DE102008035525B3 (de) * | 2008-07-30 | 2009-12-17 | Kapp Gmbh | Verfahren zum Herstellen eines Werkstücks und Schleifmaschine |
| DE102010023830B4 (de) | 2010-06-15 | 2015-10-29 | Gleason-Pfauter Maschinenfabrik Gmbh | Verfahren und Werkzeugmaschine zum Bearbeiten einer Verzahnung, Computerprogrammprodukt und Verzahnung |
| DE102011103216A1 (de) * | 2011-06-01 | 2012-12-06 | Liebherr-Verzahntechnik Gmbh | Verfahren zum Abrichten eines Werkzeugs |
| JP5138798B2 (ja) | 2011-07-13 | 2013-02-06 | 三菱重工業株式会社 | 歯車研削方法 |
| EP2647459B1 (de) * | 2012-04-02 | 2017-03-01 | Klingelnberg AG | Vorrichtung und Verfahren zum Bearbeiten von Kegelrädern unter Einsatz eines exzentrisch bewegten Schleifwerkzeugs |
| CN105081476B (zh) * | 2014-05-23 | 2017-06-16 | 湖南中大创远数控装备有限公司 | 一种数控齿轮机床 |
| DE102016005210A1 (de) | 2016-04-28 | 2017-11-02 | Liebherr-Verzahntechnik Gmbh | Verfahren zur Verzahnbearbeitung eines Werkstückes |
| DE102016005305A1 (de) | 2016-05-02 | 2017-11-02 | KAPP Werkzeugmaschinen GmbH | Verfahren zum Hartfeinbearbeiten der Verzahnung eines Zahnrads oder eines zahnradähnlichen Profils eines Werkstücks |
-
2016
- 2016-05-02 DE DE102016005305.4A patent/DE102016005305A1/de not_active Withdrawn
-
2017
- 2017-04-20 EP EP17000665.4A patent/EP3241640B1/de not_active Revoked
- 2017-04-26 JP JP2017086794A patent/JP2017200721A/ja active Pending
- 2017-04-26 CN CN201710283944.8A patent/CN107335867B/zh not_active Expired - Fee Related
- 2017-04-28 BR BR102017008996-7A patent/BR102017008996A2/pt not_active Application Discontinuation
- 2017-05-01 US US15/583,603 patent/US10507538B2/en active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63306819A (ja) * | 1987-03-10 | 1988-12-14 | リープヘル−フェアツァーンテヒニク ゲゼルシャフト ミット ベシュレンクテルハフツング | 予じめ歯付けされた歯車の歯のフランクを精密機械加工するための工作機械 |
| JPH02224920A (ja) * | 1989-02-28 | 1990-09-06 | Mazda Motor Corp | ヘリカルギヤの仕上加工方法 |
| JPH0732213A (ja) * | 1993-07-21 | 1995-02-03 | Nachi Fujikoshi Corp | 内歯砥石による歯車の歯面仕上げ装置 |
| JPH10286720A (ja) * | 1997-04-09 | 1998-10-27 | Kashifuji:Kk | スクリュロータのスクリュ部加工方法 |
| US20110183585A1 (en) * | 2010-01-23 | 2011-07-28 | Kapp Gmbh | Method for the grinding of a profile of a workpiece |
| JP2014155990A (ja) * | 2013-02-15 | 2014-08-28 | Aisin Seiki Co Ltd | 歯車加工方法及び歯車加工用カッター |
| JP2016135537A (ja) * | 2015-01-23 | 2016-07-28 | リープヘル−フェアツァーンテヒニク ゲゼルシャフト ミット ベシュレンクテル ハフツング | 斜め創成法による、ワークピースのギヤの機械加工方法、その方法を実行するための工具、その工具のドレッシング方法、及びそれらの方法を実行するためのギヤ製造機 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020032524A (ja) * | 2018-06-20 | 2020-03-05 | クリンゲルンベルク・ゲゼルシャフト・ミット・ベシュレンクテル・ハフツングKlingelnberg GmbH | 歯車ワークピースのトポロジカル創成研削方法、および歯車ワークピースのトポロジカル創成研削のための制御システムを備える研削機械 |
| JP7460334B2 (ja) | 2018-06-20 | 2024-04-02 | クリンゲルンベルク・ゲゼルシャフト・ミット・ベシュレンクテル・ハフツング | 歯車ワークピースのトポロジカル創成研削方法、および歯車ワークピースのトポロジカル創成研削のための制御システムを備える研削機械 |
| JP2023545587A (ja) * | 2020-10-19 | 2023-10-30 | グリーソン-ヒュルト ツーリング ゲーエムベーハー | 歯車を切削するための方法、歯切工具、及び歯切機械 |
Also Published As
| Publication number | Publication date |
|---|---|
| BR102017008996A2 (pt) | 2017-11-07 |
| EP3241640A1 (de) | 2017-11-08 |
| DE102016005305A1 (de) | 2017-11-02 |
| US10507538B2 (en) | 2019-12-17 |
| CN107335867A (zh) | 2017-11-10 |
| EP3241640B1 (de) | 2018-11-28 |
| CN107335867B (zh) | 2020-07-31 |
| US20170312838A1 (en) | 2017-11-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2017200721A (ja) | 歯車の歯部又は歯車状輪郭の工作物の歯部を硬質精密機械加工するための方法 | |
| JP6667475B2 (ja) | ギヤの製造プロセス、並びに、ギヤ製造装置、計算機及びソフトウェア | |
| JP5908818B2 (ja) | 半完結スカイビング法を実行するための対応するスカイビングツールを有する半完結スカイビング加工の方法および装置 | |
| US9415454B2 (en) | Method for machining a workpiece and machine tool designed therefor | |
| JP5700854B2 (ja) | フェースギヤを製造するための方法及び工具 | |
| CN102574271B (zh) | 桶形螺纹状工具的制造方法 | |
| CN104718042B (zh) | 借助一种工具而修整齿轮的齿面的方法 | |
| JP5087213B2 (ja) | 歯車の連続発生研削における円筒研削ウォームのドレッシング方法及びドレッシング工具 | |
| CN102725089B (zh) | 制造面齿轮的连续方法 | |
| US8366513B2 (en) | Apparatus and method for the prototype and small-batch production of gear wheels | |
| JP2010030038A (ja) | ワークを製造する方法及び研削機械 | |
| JP2005305645A (ja) | 研削ウォーム及び研削ウォームをプロファイリングするためのプロファイリングギヤ並びにプロファイリング方法 | |
| JP6280987B2 (ja) | 歯付き加工物を微細機械加工する方法および装置、並びに、装置を制御するプログラム | |
| JP2018176415A (ja) | ワークピースの歯車製造機械加工方法 | |
| TWI414377B (zh) | Barrel - shaped tool for internal gear machining | |
| JP2020504023A (ja) | 歯付き歯車、特に内歯部分を硬仕上げするための方法およびそれに好適な機械工具 | |
| JP2018153916A (ja) | 傘歯車ワークピースの歯面を加工する方法 | |
| JP7752611B2 (ja) | 歯付きベベルワークピースをホーニング加工するための歯付きベベルホーニング加工工具を製造する方法および歯付きベベルホーニング加工工具ならびにベベルギアをホーニング加工する方法 | |
| JP2017052082A (ja) | 修整された表面形状を有する歯付ワークピースを製造する方法 | |
| JP2016135535A (ja) | 斜め創成法による、ワークピースのギヤの機械加工方法、工具及びギヤ製造機 | |
| JP2017052083A (ja) | 修整された表面形状を有する歯付のワークピースを製造する方法 | |
| JP7304487B2 (ja) | 歯車製造装置、歯車製造方法、及びそれに用いられるねじ状工具 | |
| JP2000246636A (ja) | グラインディングウォームのシェーピング方法、シェーピング工具及びシェーピング装置 | |
| CN108115569B (zh) | 通过修整辊对磨削蜗杆进行修整的方法以及修整辊 | |
| JP7290910B2 (ja) | ドレッシングロールを用いて研削ウォームをドレッシングする方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200207 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210317 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210330 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210630 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20211116 |