JP2017200729A - 複合生地およびその製造方法 - Google Patents
複合生地およびその製造方法 Download PDFInfo
- Publication number
- JP2017200729A JP2017200729A JP2016092693A JP2016092693A JP2017200729A JP 2017200729 A JP2017200729 A JP 2017200729A JP 2016092693 A JP2016092693 A JP 2016092693A JP 2016092693 A JP2016092693 A JP 2016092693A JP 2017200729 A JP2017200729 A JP 2017200729A
- Authority
- JP
- Japan
- Prior art keywords
- thin film
- layer
- fabric
- film layer
- thermoplastic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Landscapes
- Laminated Bodies (AREA)
Abstract
Description
前記布層を前記薄膜層に当接させることにより、積層部材を形成させるステップと
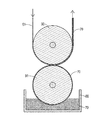
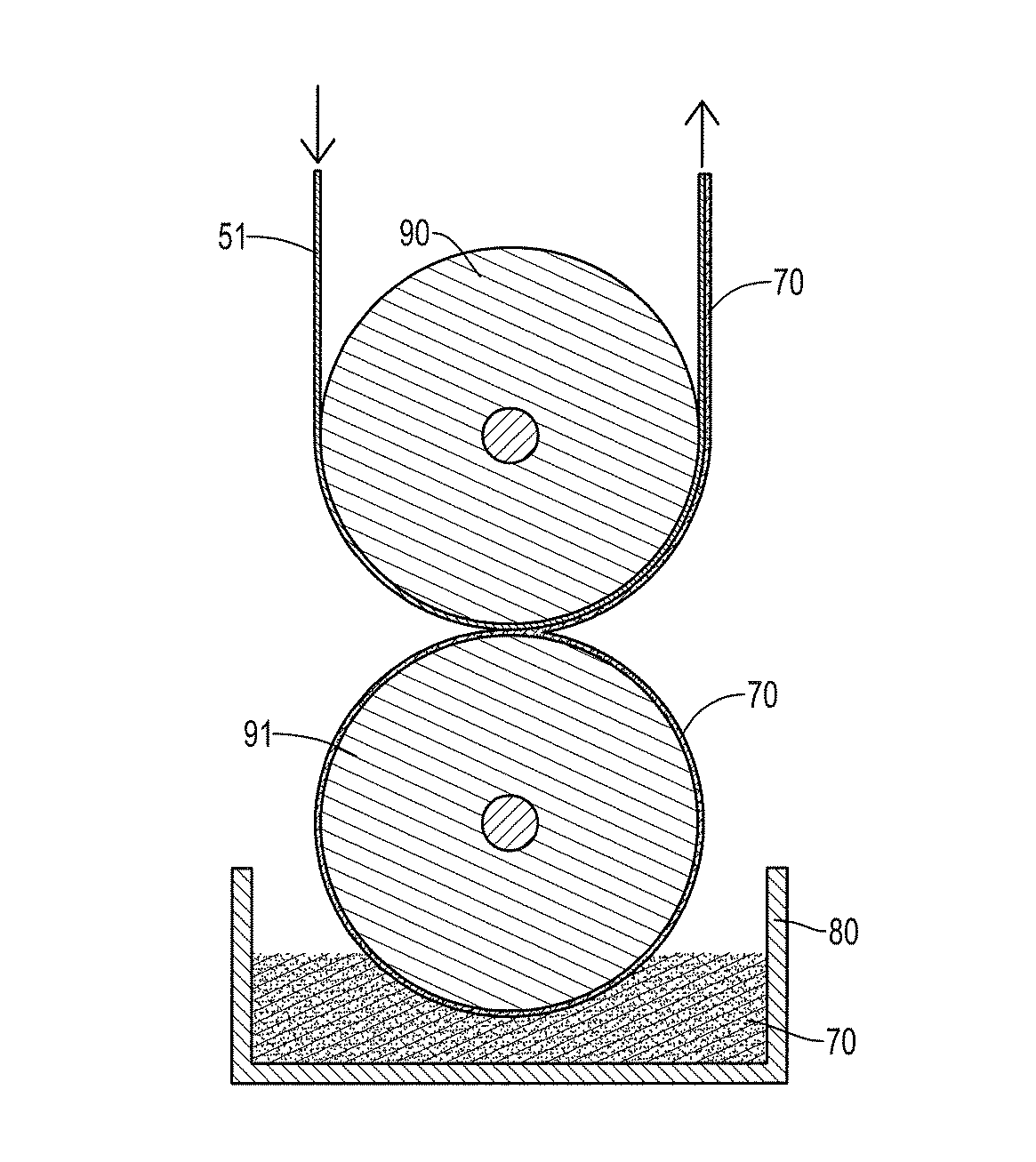
前記薄膜層の融点より高いか等しく、前記布層の融点より低い予熱温度で前記積層部材を加熱してから、前記薄膜層の融点より高いか等しく、前記布層の融点より低いと共に、前記予熱温度より高い熱プレス温度、および0.1kg/cm2ないし100kg/cm2である熱プレス圧力で該積層部材を加熱すると共に、該積層部材をプレスすることにより、プレス部材を得るステップと、
前記プレス部材を冷却させることにより、複合生地得るステップと
を有することを特徴とする複合生地の製造方法、を提供する。
前記布層を前記薄膜層に当接させることにより、積層部材を形成させるステップにおいて、前記第一布層を該薄膜層の表面に当接させると共に、前記第二布層を該薄膜層における前記第一布層が当接される表面の反対側の表面に当接させることにより、前記積層部材を得ることを特徴とする請求項1に記載の複合生地の製造方法、を提供する。
前記布層を前記薄膜層に当接させることにより、積層部材を形成させるステップにおいて、前記第一薄膜層を該布層の表面に当接させると共に、前記第二薄膜層を該布層における前記第一薄膜層が当接される表面の反対側の表面に当接させることにより、前記積層部材を得ることを特徴とする請求項1に記載の複合生地の製造方法、を提供する。
前記薄膜層は、10Aないし98Aの硬度を有すると共に、セ氏50度より高いか等しく、セ氏150度より低いか等しい融点を有する熱可塑性プラスチックである材料からなることを特徴とする請求項1に記載の複合生地の製造方法、を提供する。
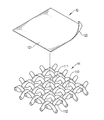
第一薄膜層であって、熱可塑性エラストマーと、熱可塑性プラスチックと、前記熱可塑性エラストマーおよび熱可塑性プラスチックの組み合わせとからなる群から選択されるものを有する材料からなり、前記第一布層の融点より低い融点と、第三表面とを有し、前記第一布層の第一表面に当接される第四表面とを有し、一部が該第四表面に当接される前記第一布層の第一表面から前記第一布層のギャップを通して該第一布層に滲入する第一薄膜層とを有することを特徴とする複合生地、を提供する。
前記第一薄膜層の一部が該第三表面に当接される前記第二布層の第五表面から前記第二布層のギャップを通して該第二布層に滲入することを特徴とする請求項7に記載の複合生地、を提供する。
前記第一薄膜層は、10Aないし98Aの硬度を有すると共に、セ氏50度より高いか等しく、セ氏150度より低いか等しい融点を有する熱可塑性プラスチックである材料からなることを特徴とする請求項7に記載の複合生地、を提供する。
本実施例は、本発明に係る複合生地の実施態様に関するものである。
本実施例は、本発明に係る複合生地の実施態様に関するものであり、前記実施例1とほぼ同様であるが、以下の点で異なるものである。
本実施例は、本発明に係る複合生地の実施態様に関するものであり、前記実施例1とほぼ同様であるが、以下の点で異なるものである。
本実施例は、本発明に係る複合生地の実施態様に関するものであり、前記実施例1とほぼ同様であるが、以下の点で異なるものである。
本実施例は、本発明に係る複合生地の実施態様に関するものであり、前記実施例1とほぼ同様であるが、以下の点で異なるものである。
本実施例は、本発明に係る複合生地の実施態様に関するものである。
本実施例は、本発明に係る複合生地の実施態様に関するものであり、前記実施例6とほぼ同様であるが、以下の点で異なるものである。
本実施例は、本発明に係る複合生地の実施態様に関するものである。
本実施例は、本発明に係る複合生地の実施態様に関するものであり、前記実施例8とほぼ同様であるが、以下の点で異なるものである。
本対比例は、塗布加工技術よりなる生地に関するものである。
本対比例は、薄膜加工技術よりなる生地に関するものである。
本試験例は、透湿度試験に関するものである。
本試験例は、防水性試験に関するものである。
本試験例は、引裂強度試験に関するものである。
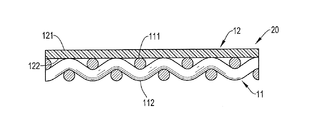
11、11A 布層
111、111A 第一表面
112、112A 第二表面
113、113A ギャップ
12、12A 薄膜層
121、121A 第三表面
122、122A 第四表面
13 第一布層
131 第一表面
132 第二表面
133 ギャップ
14 薄膜層
141 第三表面
142 第四表面
15 第二布層
151 第五表面
152 第六表面
153 ギャップ
Claims (12)
- 熱可塑性エラストマーと、熱可塑性プラスチックと、前記熱可塑性エラストマーおよび熱可塑性プラスチックの組み合わせとからなる群から選択されるものを有する材料からなる薄膜層と、熱可塑性エラストマーと、熱可塑性プラスチックと、前記熱可塑性エラストマーおよび熱可塑性プラスチックの組み合わせとからなる群から選択されるものを有する材料からなると共に、融点が前記薄膜層の融点より高い布層とを提供するステップと、
前記布層を前記薄膜層に当接させることにより、積層部材を形成させるステップと
前記薄膜層の融点より高いか等しく、前記布層の融点より低い予熱温度で前記積層部材を加熱してから、前記薄膜層の融点より高いか等しく、前記布層の融点より低いと共に、前記予熱温度より高い熱プレス温度、および0.1kg/cm2ないし100kg/cm2である熱プレス圧力で該積層部材を加熱すると共に、該積層部材をプレスすることにより、プレス部材を得るステップと、
前記プレス部材を冷却させることにより、複合生地得るステップと
を有することを特徴とする複合生地の製造方法。 - 前記薄膜層と布層とを提供するステップにおいて、前記布層は、第一布層と第二布層とを有し、該第一布層の材料は、熱可塑性エラストマーと、熱可塑性プラスチックと、前記熱可塑性エラストマーおよび熱可塑性プラスチックの組み合わせとからなる群から選択されるものを有し、該第二布層の材料は、熱可塑性エラストマーと、熱可塑性プラスチックと、前記熱可塑性エラストマーおよび熱可塑性プラスチックの組み合わせとからなる群から選択されるものを有し、該第一布層の融点および該第二布層の融点のいずれも、前記薄膜層の融点より高く、該第一布層の融点および該第二布層の融点のいずれもは、前記予熱温度および熱プレス温度より高く、
前記布層を前記薄膜層に当接させることにより、積層部材を形成させるステップにおいて、前記第一布層を該薄膜層の表面に当接させると共に、前記第二布層を該薄膜層における前記第一布層が当接される表面の反対側の表面に当接させることにより、前記積層部材を得ることを特徴とする請求項1に記載の複合生地の製造方法。 - 前記薄膜層と布層とを提供するステップにおいて、前記薄膜層は、第一薄膜層と第二薄膜層とを有し、該第一薄膜層の材料は、熱可塑性エラストマーと、熱可塑性プラスチックと、前記熱可塑性エラストマーおよび熱可塑性プラスチックの組み合わせとからなる群から選択されるものを有し、該第二薄膜層の材料は、熱可塑性エラストマーと、熱可塑性プラスチックと、前記熱可塑性エラストマーおよび熱可塑性プラスチックの組み合わせとからなる群から選択されるものを有し、該第一薄膜層の融点および該第二薄膜層の融点のいずれも、前記布層の融点より低く、該第一薄膜層の融点および該第二薄膜層の融点のいずれもは、前記予熱温度および熱プレス温度より低く、
前記布層を前記薄膜層に当接させることにより、積層部材を形成させるステップにおいて、前記第一薄膜層を該布層の表面に当接させると共に、前記第二薄膜層を該布層における前記第一薄膜層が当接される表面の反対側の表面に当接させることにより、前記積層部材を得ることを特徴とする請求項1に記載の複合生地の製造方法。 - 前記布層は、85Aないし90Dの硬度を有すると共に、セ氏160度より高いか等しく、セ氏300度より低いか等しい融点を有する熱可塑性プラスチックである材料からなり、
前記薄膜層は、10Aないし98Aの硬度を有すると共に、セ氏50度より高いか等しく、セ氏150度より低いか等しい融点を有する熱可塑性プラスチックである材料からなることを特徴とする請求項1に記載の複合生地の製造方法。 - 前記熱プレス温度は、セ氏50度より高いか等しく、セ氏220度より低いか等しいることを特徴とする請求項1に記載の複合生地の製造方法。
- 前記布層は、熱可塑性エラストマーである材料からなるものであると共に、前記薄膜層は、熱可塑性エラストマーである材料からなるものであることを特徴とする請求項1に記載の複合生地の製造方法。
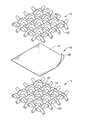
- 第一布層であって、熱可塑性エラストマーと、熱可塑性プラスチックと、前記熱可塑性エラストマーおよび熱可塑性プラスチックの組み合わせとからなる群から選択されるものを有する材料からなり、第一表面と、第二表面とを有し、該第一布層に分散配置されると共に、前記第一表面と前記第二表面とを連通させる複数のギャップが形成される第一布層と、
第一薄膜層であって、熱可塑性エラストマーと、熱可塑性プラスチックと、前記熱可塑性エラストマーおよび熱可塑性プラスチックの組み合わせとからなる群から選択されるものを有する材料からなり、前記第一布層の融点より低い融点と、第三表面と、前記第一布層の第一表面に当接される第四表面とを有し、一部が該第四表面に当接される前記第一布層の第一表面から前記第一布層のギャップを通して該第一布層に滲入する第一薄膜層とを有することを特徴とする複合生地。 - さらに、第二布層であって、熱可塑性エラストマーと、熱可塑性プラスチックと、前記熱可塑性エラストマーおよび熱可塑性プラスチックの組み合わせとからなる群から選択されるものを有する材料からなり、前記第一薄膜層の融点より高い融点と、前記第一薄膜層の第三表面に当接される第五表面と、第六表面とを有し、該第二布層に分散配置されると共に、前記第五表面および前記第六表面とを連通させる複数のギャップが形成される第二布層を有し、
前記第一薄膜層の一部が該第三表面に当接される前記第二布層の第五表面から前記第二布層のギャップを通して該第二布層に滲入することを特徴とする請求項7に記載の複合生地。 - さらに、第二薄膜層であって、熱可塑性エラストマーと、熱可塑性プラスチックと、前記熱可塑性エラストマーおよび熱可塑性プラスチックの組み合わせとからなる群から選択されるものを有する材料からなり、前記第一布層の融点より低い融点と、第三表面と、前記第一布層の第二表面に当接される第四表面とを有し、一部が該第四表面に当接される前記第一布層の第二表面から前記第一布層のギャップを通して該第一布層に滲入する第二薄膜層を有することを特徴とする請求項7に記載の複合生地。
- 前記第一布層は、85Aないし90Dの硬度を有すると共に、セ氏160度より高いか等しく、セ氏300度より低いか等しい融点を有する熱可塑性プラスチックである材料からなり、
前記第一薄膜層は、10Aないし98Aの硬度を有すると共に、セ氏50度より高いか等しく、セ氏150度より低いか等しい融点を有する熱可塑性プラスチックである材料からなることを特徴とする請求項7に記載の複合生地。 - 前記第一薄膜層は、0.001mmより厚いか等しく、1mmより薄いか等しい厚さを有することを特徴とする請求項7に記載の複合生地。
- 前記第一布層は、熱可塑性エラストマーである材料からなるものであると共に、前記第一薄膜層は、熱可塑性エラストマーである材料からなるものであることを特徴とする請求項7に記載の複合生地。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016092693A JP6196349B1 (ja) | 2016-05-02 | 2016-05-02 | 複合生地およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016092693A JP6196349B1 (ja) | 2016-05-02 | 2016-05-02 | 複合生地およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP6196349B1 JP6196349B1 (ja) | 2017-09-13 |
| JP2017200729A true JP2017200729A (ja) | 2017-11-09 |
Family
ID=59854943
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016092693A Active JP6196349B1 (ja) | 2016-05-02 | 2016-05-02 | 複合生地およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6196349B1 (ja) |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6241382A (ja) * | 1985-08-20 | 1987-02-23 | Sadakatsu Yanagihara | 複合生地の連続製造法 |
| JPS63501805A (ja) * | 1985-11-22 | 1988-07-21 | エービーシー・インダストリーズ・インコーポレーテッド | たて編よこ入れ生地およびそれで補強したプラスチツク・シ−ト |
| JPH06335998A (ja) * | 1993-05-27 | 1994-12-06 | Toray Ind Inc | 超極細繊維織編物積層体 |
| JPH06344484A (ja) * | 1993-06-10 | 1994-12-20 | Nippon Petrochem Co Ltd | 透湿性強化積層体 |
| JPH106421A (ja) * | 1996-06-26 | 1998-01-13 | Teijin Ltd | 繊維複合シート状材料 |
| JPH11158775A (ja) * | 1997-11-27 | 1999-06-15 | Teijin Ltd | 樹脂加工織布 |
| JP2002301772A (ja) * | 2001-04-04 | 2002-10-15 | Ube Nitto Kasei Co Ltd | ポリプロピレン系繊維強化ポリオレフィン系樹脂成形体の製造方法およびポリプロピレン系繊維強化ポリオレフィン系樹脂成形体 |
| JP2006327074A (ja) * | 2005-05-27 | 2006-12-07 | Seiren Co Ltd | 広告媒体用布帛およびそれを用いた広告媒体 |
| JP2016088015A (ja) * | 2014-11-10 | 2016-05-23 | 東レ・デュポン株式会社 | 熱可塑性樹脂複合体および熱可塑性樹脂複合体の製造方法 |
| JP2016193569A (ja) * | 2015-04-01 | 2016-11-17 | セーレン株式会社 | 積層シート |
| JP2017006628A (ja) * | 2015-06-18 | 2017-01-12 | ブルネエズ株式会社 | シーツの生産方法 |
-
2016
- 2016-05-02 JP JP2016092693A patent/JP6196349B1/ja active Active
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6241382A (ja) * | 1985-08-20 | 1987-02-23 | Sadakatsu Yanagihara | 複合生地の連続製造法 |
| JPS63501805A (ja) * | 1985-11-22 | 1988-07-21 | エービーシー・インダストリーズ・インコーポレーテッド | たて編よこ入れ生地およびそれで補強したプラスチツク・シ−ト |
| JPH06335998A (ja) * | 1993-05-27 | 1994-12-06 | Toray Ind Inc | 超極細繊維織編物積層体 |
| JPH06344484A (ja) * | 1993-06-10 | 1994-12-20 | Nippon Petrochem Co Ltd | 透湿性強化積層体 |
| JPH106421A (ja) * | 1996-06-26 | 1998-01-13 | Teijin Ltd | 繊維複合シート状材料 |
| JPH11158775A (ja) * | 1997-11-27 | 1999-06-15 | Teijin Ltd | 樹脂加工織布 |
| JP2002301772A (ja) * | 2001-04-04 | 2002-10-15 | Ube Nitto Kasei Co Ltd | ポリプロピレン系繊維強化ポリオレフィン系樹脂成形体の製造方法およびポリプロピレン系繊維強化ポリオレフィン系樹脂成形体 |
| JP2006327074A (ja) * | 2005-05-27 | 2006-12-07 | Seiren Co Ltd | 広告媒体用布帛およびそれを用いた広告媒体 |
| JP2016088015A (ja) * | 2014-11-10 | 2016-05-23 | 東レ・デュポン株式会社 | 熱可塑性樹脂複合体および熱可塑性樹脂複合体の製造方法 |
| JP2016193569A (ja) * | 2015-04-01 | 2016-11-17 | セーレン株式会社 | 積層シート |
| JP2017006628A (ja) * | 2015-06-18 | 2017-01-12 | ブルネエズ株式会社 | シーツの生産方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6196349B1 (ja) | 2017-09-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN104802463B (zh) | 鞋子中的多层化纺织品材料 | |
| US20180154622A1 (en) | Method of laminating a performance-enhancing layer to a seamless three dimensional glove | |
| US20150210034A1 (en) | Multilayered textile material for forming three dimensional objects | |
| EP2877048A1 (en) | Three dimensional glove with performance-enhancing layer laminated thereto | |
| EP2816916B1 (en) | Carbon fiber fabric and process for its manufacture | |
| CN205255673U (zh) | 复合织物 | |
| US20210146672A1 (en) | Composite textile and method of producing same | |
| CN106827745A (zh) | 复合织物及其制法 | |
| US20130288554A1 (en) | Laminated Composite Material and Method of Making Same | |
| EP3456530B1 (en) | Multilayer composite material and related production method | |
| JP6196349B1 (ja) | 複合生地およびその製造方法 | |
| TWI487623B (zh) | Laminated material and its manufacturing method | |
| KR20210070268A (ko) | 열 프레스용 쿠션재 및 열 프레스용 쿠션재의 제조 방법 | |
| TW201718964A (zh) | 複合織物及其製法 | |
| CN203293617U (zh) | 具有强度变化的纤维复合成品 | |
| EP3326710B1 (en) | Composite textile | |
| TWM524789U (zh) | 複合織物 | |
| CN105818502B (zh) | 积层材及其制造方法 | |
| WO2020071322A1 (ja) | 熱プレス用クッション材および熱プレス用クッション材の製造方法 | |
| CN211897561U (zh) | 多层材料及鞋类部件、皮革物品、修饰部件和服装部件 | |
| CN104118124B (zh) | 具厚度变化的纤维复合成品 | |
| US20220333298A1 (en) | Modification of textile in selected area | |
| KR20170115793A (ko) | 플랙시블한 탄소섬유 원단의 제조방법 및 그를 통해 얻어진 탄소섬유 원단 | |
| JPH0627411Y2 (ja) | 強化積層材 | |
| US20200391494A1 (en) | Modification of textile in selected area |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170727 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170808 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170817 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6196349 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |