JP2017202687A - 熱転写シート - Google Patents
熱転写シート Download PDFInfo
- Publication number
- JP2017202687A JP2017202687A JP2017132283A JP2017132283A JP2017202687A JP 2017202687 A JP2017202687 A JP 2017202687A JP 2017132283 A JP2017132283 A JP 2017132283A JP 2017132283 A JP2017132283 A JP 2017132283A JP 2017202687 A JP2017202687 A JP 2017202687A
- Authority
- JP
- Japan
- Prior art keywords
- release layer
- layer
- thermal transfer
- hot
- transfer sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Landscapes
- Thermal Transfer Or Thermal Recording In General (AREA)
Abstract
【課題】熱溶融性インキ層を転写する際につぶれやかすれの発生を防止可能な熱転写シートを提供する。
【解決手段】基材1と、基材上に設けられた離型層2と、離型層上に剥離可能に設けられた熱溶融性インキ層3とを備える熱転写シート10であって、離型層2が、酢酸セルロースを含有している。
【選択図】図1
【解決手段】基材1と、基材上に設けられた離型層2と、離型層上に剥離可能に設けられた熱溶融性インキ層3とを備える熱転写シート10であって、離型層2が、酢酸セルロースを含有している。
【選択図】図1
Description
本発明は、熱転写シートに関する。
従来より、熱転写方式を用いて基材に文字、記号、線図、絵柄等の画像を形成することが行われており、熱転写方式としては、感熱昇華転写方式と感熱溶融転写方式が広く用いられている。感熱溶融転写方式は、基材フィルム上に顔料等の着色剤とバインダー樹脂等を含有する熱溶融性インキ層を設けた熱転写シートを用い、これを被転写体に重ね、サーマルヘッド等の加熱デバイスに画像情報に応じたエネルギーを印加することにより、軟化した熱溶融性インキ層成分を被転写体上に転写させて画像を形成する方法である。感熱溶融転写方式は、身分証明書などのIDを作製する場合、特に、文字や数字などの如き単調な画像を形成する場合に使用が好まれる。
感熱溶融転写方式を使用して画像を形成するときに、熱溶融性インキ層の基材からの離型性が悪い場合には、熱溶融性インキが被転写体上に転写されない問題や、異常転写の問題が生じることが知られており、熱溶融性インキ層の基材からの離型性を向上させるための各種の試みがなされている。例えば、特許文献1には、基材フィルムと熱溶融性インキ層との間に離型層を設け、熱溶融性インキの離型性を向上させた熱転写シートが提案されている。
しかしながら、基材の熱溶融性インキ層との間に離型層を設けたとしても、離型層の剥離力が軽すぎる場合には、熱溶融性インキ層のインキが過剰に転写されてしまい画像形成時にインキの潰れが生ずる場合がある。一方、離型層の剥離力が重すぎる場合には、熱溶融性インキのインキが転写されにくくなり、画像形成時にインキのかすれが生ずる場合がある。離型層の剥離力の調整は、一般的に離型層形成時における乾燥温度を制御することで行われているが、剥離力を調整するための乾燥条件の管理マージンは狭く、乾燥条件の微小な変動で剥離力が変動することから、乾燥条件を制御して剥離力を調整することは困難である。特に、近時、例えば、シリコーン系の材料等の反応系の材料を用いて離型層を形成することが広く行われているが、反応系の材料を用いた場合には、同一条件で乾燥を行った場合でも剥離力が変動してしまう。
上記乾燥条件のマージンと同様に、熱溶融性インキ層の転写性を調整するための熱溶融性インキ層の塗工量の管理マージンも非常に狭く、狙いとする塗工量から少しでも多い塗工量となった場合には画像形成時にインキが潰れてしまい、狙いとする塗工量から少しでも少ない塗工量となった場合には画像形成時にインキがかすれてしまう。
本発明はこのような状況においてなされたものであり、離型層の乾燥条件や、塗工量に影響を受けることなく画像形成時にインキの潰れやかすれが生ずることを防止でき、良好な画像を形成することのできる熱転写シートを提供することを主たる課題とする。
上記課題を解決するための本発明は、基材と、基材上に設けられた離型層と、離型層上に剥離可能に設けられた熱溶融性インキ層とを備える熱転写シートであって、前記離型層が、酢酸セルロース、及びクエン酸エステルを含有していることを特徴とする。
また、上記熱転写シートの離型層が、前記酢酸セルロースの固形分総質量に対し、7質量%以上30質量%以下の範囲内で前記クエン酸エステルを含有していてもよい。
また、上記熱転写シートの離型層が、ポリエチレンワックスを含有していてもよく、また、上記熱転写シートの離型層が、前記酢酸セルロースの固形分総量に対し、3質量%以上12質量%以下の範囲内で前記ポリエチレンワックスを含有していてもよい。また、上記熱転写シートにおいて、前記ポリエチレンワックスは、その表面の一部が、前記離型層の表面から突出していてもよい。
また、上記熱転写シートにおいて、酢酸セルロースの重合度が、100以上300以下であってもよい。
また、一実施形態の熱転写シートは、基材と、基材上に設けられた離型層と、離型層上に剥離可能に設けられた熱溶融性インキ層とを備える熱転写シートであって、前記離型層が、酢酸セルロース、クエン酸エステル、及び融点が165℃を超えるセルロース系樹脂を含有していることを特徴とする。
また、一実施形態の熱転写シートは、基材と、基材上に設けられた離型層と、離型層上に剥離可能に設けられた熱溶融性インキ層とを備える熱転写シートであって、前記離型層が、酢酸セルロースを含有していることを特徴とする。
また、上記熱転写シートの離型層が、前記酢酸セルロースの固形分総質量に対し、7質量%以上30質量%以下の範囲内で前記クエン酸エステルを含有していてもよい。
また、上記熱転写シートの離型層が、ポリエチレンワックスを含有していてもよく、また、上記熱転写シートの離型層が、前記酢酸セルロースの固形分総量に対し、3質量%以上12質量%以下の範囲内で前記ポリエチレンワックスを含有していてもよい。また、上記熱転写シートにおいて、前記ポリエチレンワックスは、その表面の一部が、前記離型層の表面から突出していてもよい。
また、上記熱転写シートにおいて、酢酸セルロースの重合度が、100以上300以下であってもよい。
また、一実施形態の熱転写シートは、基材と、基材上に設けられた離型層と、離型層上に剥離可能に設けられた熱溶融性インキ層とを備える熱転写シートであって、前記離型層が、酢酸セルロース、クエン酸エステル、及び融点が165℃を超えるセルロース系樹脂を含有していることを特徴とする。
また、一実施形態の熱転写シートは、基材と、基材上に設けられた離型層と、離型層上に剥離可能に設けられた熱溶融性インキ層とを備える熱転写シートであって、前記離型層が、酢酸セルロースを含有していることを特徴とする。
また、前記離型層が、クエン酸エステル及び/又は融点が165℃を超えるセルロース系樹脂を含有していてもよい。また、前記離型層は、前記酢酸セルロースの固形分総量に対し、3質量%以上12質量%以下の範囲内でポリエチレンワックスをさらに含有していてもよい。
また、前記酢酸セルロースの重合度が、100以上300以下であってもよい。
また、前記ポリエチレンワックスはその表面の一部が、前記離型層の表面から突出していてもよい。
本発明の熱転写シートによれば、離型層形成時における乾燥条件や、塗工量に影響を受けることなく画像形成時にインキの潰れやかすれが生ずることを防止でき、良好な画像を形成することができる。
また、本発明の熱転写シートの一実施形態によれば、本発明の熱転写シートを用いて中間転写媒体上に画像を形成し、形成された画像を被転写体上に再転写する場合にも、良好な転写性能を発揮することができる。
以下に、本発明の熱転写シートについて詳細に説明する。本発明の熱転写シート10は、図1に示すように、基材1と基材1上に設けられた離型層2と、離型層2上に剥離可能に設けられた熱溶融性インキ層3とから構成される。特に、本発明の熱転写シート10は離型層2が、酢酸セルロースを含有することに特徴を有し、この要件を具備するものであれば、本実施形態に限定されるものではない。例えば、図1に示す形態では、基材1の離型層が設けられた面とは異なる面に背面層5が設けられているが、背面層5は本発明の熱転写シート10における任意の構成である。以下、本発明の熱転写シート10の各構成について具体的に説明する。
(基材)
本発明の熱転写シート10に用いられる基材1としては、耐熱性と取り扱い上支障のない機械的特性を有するものであれば従来公知の基材を適宜選択して用いることができる。このような基材として、例えば、ポリエチレンテレフタレート、ポリエチレンナフタレート等のポリエステル、ポリアリレート、ポリカーボネート、ポリウレタン、ポリイミド、ポリエーテルイミド、セルロース誘導体、ポリエチレン、エチレン・酢酸ビニル共重合体、ポリプロピレン、ポリスチレン、アクリル、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリビニルアルコール、ポリビニルブチラール、ナイロン、ポリエーテルエーテルケトン、ポリサルフォン、ポリエーテルサルフォン、テトラフルオロエチレン・パーフルオロアルキルビニルエーテル、ポリビニルフルオライド、テトラフルオロエチレン・エチレン、テトラフルオロエチレン・ヘキサフルオロプロピレン、ポリクロロトリフルオロエチレン、ポリビニリデンフルオライド等の各種プラスチックフィルムまたはシートを挙げることができる。これらの材料はそれぞれ単独でも使用できるが、他の材料と組合せた積層体として使用してもよい。基材1の厚さは、その強度及び耐熱性が適切になるように材料に応じて適宜設定することができ、2.5〜100μm程度が一般的である。
本発明の熱転写シート10に用いられる基材1としては、耐熱性と取り扱い上支障のない機械的特性を有するものであれば従来公知の基材を適宜選択して用いることができる。このような基材として、例えば、ポリエチレンテレフタレート、ポリエチレンナフタレート等のポリエステル、ポリアリレート、ポリカーボネート、ポリウレタン、ポリイミド、ポリエーテルイミド、セルロース誘導体、ポリエチレン、エチレン・酢酸ビニル共重合体、ポリプロピレン、ポリスチレン、アクリル、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリビニルアルコール、ポリビニルブチラール、ナイロン、ポリエーテルエーテルケトン、ポリサルフォン、ポリエーテルサルフォン、テトラフルオロエチレン・パーフルオロアルキルビニルエーテル、ポリビニルフルオライド、テトラフルオロエチレン・エチレン、テトラフルオロエチレン・ヘキサフルオロプロピレン、ポリクロロトリフルオロエチレン、ポリビニリデンフルオライド等の各種プラスチックフィルムまたはシートを挙げることができる。これらの材料はそれぞれ単独でも使用できるが、他の材料と組合せた積層体として使用してもよい。基材1の厚さは、その強度及び耐熱性が適切になるように材料に応じて適宜設定することができ、2.5〜100μm程度が一般的である。
また、基材1は、離型層2が形成される面に接着処理が施されていても良い。接着処理を施すことで、基材1と離型層2との密着性を向上させることができる。
接着処理としては、例えば、コロナ放電処理、火炎処理、オゾン処理、紫外線処理、放射線処理、粗面化処理、化学薬品処理、プラズマ処理、低温プラズマ処理、プライマー処理、グラフト化処理等公知の樹脂表面改質技術をそのまま適用することができる。また、それらの処理を二種以上併用することもできる。
(離型層)
基材1上には、離型層2が設けられており、本発明ではこの離型層2が酢酸セルロースを含有している。酢酸セルロースを含有する離型層2によれば、熱溶融性インキ層3に含まれる熱溶融性インキを安定的に被転写体上に転写することが可能となる。具体的には、該離型層2を形成する際の乾燥温度や、塗工量に影響を受けることなく、熱溶融性インキに潰れやかすれが生じない剥離力をもって熱溶融性インキを被転写体上に転写することができる。
基材1上には、離型層2が設けられており、本発明ではこの離型層2が酢酸セルロースを含有している。酢酸セルロースを含有する離型層2によれば、熱溶融性インキ層3に含まれる熱溶融性インキを安定的に被転写体上に転写することが可能となる。具体的には、該離型層2を形成する際の乾燥温度や、塗工量に影響を受けることなく、熱溶融性インキに潰れやかすれが生じない剥離力をもって熱溶融性インキを被転写体上に転写することができる。
離型層2に含有される酢酸セルロースは、重合度が100以上300以下であることが好ましく、130以上190以下であることが更に好ましい。重合度が100以上、特に130以上の酢酸セルロースを用いることで、離型層2により好ましい離型性を付与することができる。
離型層2の固形分総量に対する酢酸セルロールの含有量について特に限定はないが、離型層2の固形分総量に対する、酢酸セルロースの質量が60質量%未満である場合には、熱溶融性インキに潰れやかすれを生じさせない剥離力で熱溶融性インキを転写できる効果が低下する傾向にある。この点を考慮すると、酢酸セルロースは、離型層2の固形分総量に対し、60質量%以上含有されていることが好ましく、70質量%以上含有されていることが特に好ましい。離型層2の固形分総量に対する、酢酸セルロースの含有量の上限値について特に限定はなく100質量%であるが、後述する任意の成分の含有量に応じて適宜調整することができる。
酢酸セルロースを含有する離型層2は、常温常湿環境下、及び高温高湿環境下での印画時では、被転写体上に熱溶融性インキを潰れやかすれなく転写することができるが、低温低湿環境下では、熱溶融性インキ層3が離型層2から剥離されにくくなり、印画時に熱溶融性インキ層と被転写体とが貼り付きをおこす場合が生じうる。
上記の点を考慮した、本発明の熱転写シート10の一実施形態では、図2(a)に示すように離型層2にポリエチレンワックス20が、離型層2の表面からその一部が突出するように含有されている。換言すれば、図2(b)に示すように離型層2と熱溶融性インキ層3との界面にポリエチレンワックスが存在している。なお、図2(b)は、本発明の熱転写シート10の上面図であり、説明の便宜のため熱溶融性インキ層3は省略している。
ポリエチレンワックスは、熱溶融性インキ層3との接着性が低いという特徴を有する。したがって、離型層2の表面からポリエチレンワックスを突出させる、すなわち、離型層2と熱溶融性インキ層3との界面にポリエチレンワックスを存在させることにより、離型層2からの熱溶融性インキ層3の剥離力を軽くすることができる。これにより、低温低湿環境下で被転写体上に熱溶融性インキを転写させた場合でも、被転写体と熱溶融性インキ層3が貼り付くことなく、被転写体上に熱溶融性インキを転写することが可能となる。
ポリエチレンワックスの含有量について特に限定はないが、酢酸セルロースの固形分総量に対し、ポリエチレンワックスの含有量が3質量%未満である場合には、離型層2と熱溶融性インキ層3との界面に存在するポリエチレンワックスが少なくなり、貼り付きの改善効果が低下する傾向にある。一方、酢酸セルロースの固形分総量に対し、ポリエチレンワックスの含有量が12質量%を超える場合には、離型層2と熱溶融性インキ層3との界面に存在するポリエチレンワックスが多くなり、場合によっては剥離力が軽くなりすぎてしまい熱溶融性インキを転写した際にインキの潰れに起因する解像度の低下が生ずる場合がある。また、離型層2中に含まれるポリエチレンワックスの含有量が多い場合や、離型層2の表面のみならず、熱溶融性インキ層3の表面からもポリエチレンワックスが突出した場合には、熱溶融性インキとともにポリエチレンワックスも被転写体上に転写され、熱溶融性インキが転写された被転写体の表面に白濁が生ずる場合もある。
特に、図3(a)に示すように被転写体として中間転写媒体50を用いたときに、中間転写媒体50上に熱溶融性インキとともにポリエチレンワックスが転写された場合には、熱溶融性インキの表面から接着性の低いポリエチレンワックス20が突出することとなる。そうすると、図3(b)に示すように中間転写媒体50上に転写された熱溶融性インキを被転写体60上に再転写する際に、熱溶融性インキの表面から突出しているポリエチレンワックスの存在によって、他の被転写体60と再転写される熱溶融性インキとの接着性が著しく低くなる。
したがって、このような点を考慮すると、ポリエチレンワックスは、酢酸セルロースの固形分質量に対し、3質量%以上12質量%以下の範囲内で含有されていることが好ましく、3質量%以上8質量%以下の範囲内であることが特に好ましい。
ポリエチレンワックスとしては、密度が0.94〜0.97のポリエチレンワックス粒子、例えば、ポリエチレンワックスを粒状に微粉末化したものを好適に使用できる。ポリエチレンワックスとしては、高密度または低密度ポリエチレンワックスがあり、低密度ポリエチレンは構造上、エチレン重合体で分岐が存在しているものが多く含まれ、これに対し、高密度ポリエチレンは比較的、ポリエチレンの直鎖状構造を主体に構成されているものである。
ポリエチレンワックスの大きさについて特に限定はないが、離型層2と熱溶融性インキ層3との合計の厚みに対し、含有されるポリエチレンワックスの平均粒子径が著しく大きい場合には、ポリエチレンワックスが、熱溶融性インキ層3の表面から突出し、この突出したポリエチレンワックスが、熱転写シート10から脱落するおそれが生じうる。また、上述したように、熱溶融性インキとともにポリエチレンワックスも被転写体上に転写される場合も生じうる。一方で、ポリエチレンワックスは印画時に、離型層2の表面にブリードすることから、ポリエチレンワックスとして、離型層2の厚みよりも平均粒子径が小さいものを選択した場合でも上記の効果を奏することができる。
離型層2に含有されるポリエチレンワックスは、上記の点を考慮して最適な平均粒子径のものを選択することが必要である。好ましいポリエチレンワックスの平均粒子径としては、2μm〜10μm程度である。なお、本願明細書で言うポリエチレンワックスの平均粒子径とは、「体積平均粒子径」を意味する。熱溶融性インキ層3で説明する微粒子の平均粒子径についても同様である。
ポリエチレンワックス粒子の形状は、球状、角状、柱状、針状、板状、不定形状等をとることができ、いずれの形状であっても、上記で説明した効果を発揮することができる。
また、上記の如く、離型層2にポリエチレンワックスを含有させた場合であっても、離型層2と基材1との密着性が低い場合、より具体的には、離型層2からの熱溶融性インキ層の剥離力よりも、離型層2と基材1との密着力が弱い場合には、低温低湿環境下の印画時に熱溶融性インキ層3とともに離型層2が被転写体上に転写してしまう場合が生じうる。酢酸セルロースを含有する離型層2は、一般的に被転写体との密着性が低いことから、中間転写媒体上に熱溶融性インキ層3とともに離型層2が転写された場合には、被転写体上への再転写性が著しく低下することとなる。
このような点を考慮した本発明の熱転写シート10の一実施形態では、離型層2にクエン酸エステルが含有されている。離型層2にクエン酸エステルを含有せしめることで、離型層2と基材1との密着性を向上させることができ、印画時に、熱溶融性インキ層3とともに離型層2が被転写体上に転写してしまう異常転写を防止することができる。
また、離型層2と基材1との密着性を向上させることによって、離型層2から熱溶融性インキ層3はより剥離しやすくなることから、低温低湿環境下での印画時における離型層2からの熱溶融性インキ層3の剥離性を更に向上させることができる。なお、離型層2に含有されうるポリエチレンワックスや、クエン酸エステルは、低温低湿環境下の印画時における熱溶融性インキ層と被転写体との貼り付きや、離型層の異常転写等の問題を解決するための成分であり、低温低湿環境下以外の環境下で印画を行う場合にあっては、これらの成分は含有されている必要はない。
クエン酸エステルとしては、クエン酸アセチルトリブチル、クエン酸アセチルトリエチル、O−アセチルクエン酸トリエチル、O−アセチルクエン酸トリブチル等を挙げることができるが、中でも、基材との密着性に特に優れるクエン酸アセチルトリブチルが好ましい。クエン酸アセチルトリブチルとしては、二量体のジクエン酸アセチルトリブチルが特に好ましい。
クエン酸エステルは、酢酸セルロースの固形分質量に対し、7質量%以上30質量%以下の範囲内で含有されていることが好ましい。含有量が7質量%未満、30質量%を超えると基材との密着性が低下する傾向となるからである。
また、上記クエン酸エステルにかえて融点が165℃を超えるセルロース系樹脂を離型層2に含有させて、基材1と離型層2との密着性を向上させることもできる。換言すれば、クエン酸エステルと同様に、融点が165℃を超えるセルロース系樹脂を離型層2に含有させることによっても、低温低湿環境下の印画時における熱溶融性インキ層3の剥離性を向上させることができる。また、融点が165℃を超えるセルロース系樹脂を、上記クエン酸エステルと併用して離型層2に含有せしめることで、低温低湿環境下の印画時における離型層2からの熱溶融性インキ層3の剥離性をさらに向上させることができる。
セルロース系樹脂については、融点が165℃を超えるとの条件を満たすものであれば、それ以外の条件について特に限定はない。セルロース系樹脂としては、ニトロセルロース樹脂等を挙げることができる。
また、酢酸セルロースと、融点が165℃を超えるセルロース系樹脂の合計質量に対し、当該融点が165℃を超えるセルロース系樹脂の含有量は、5質量%以上25質量%以下であることが好ましく、7質量%以上15質量%以下であることがより好ましい。5質量%未満では、基材1と離型層2との密着性を向上させる効果が小さく、低温低湿環境下の印画時における熱溶融性インキ層3の剥離性を十分に満足させることができない場合がある。なお、融点が165℃を超えるセルロース系樹脂は、離型層2の固形分総量に対する酢酸セルロースの含有量が60質量%以上となる範囲内で含有されていることが好ましい。
なお、クエン酸エステルと、融点が165℃を超えるセルロース系樹脂を組み合わせて用いる場合には、酢酸セルロースの固形分質量に対する、クエン酸エステルと融点が165℃を超えるセルロース系樹脂との合計質量が、7質量%以上30質量%以下であることが好ましい。
離型層2の形成方法について特に限定はなく、必須の成分である酢酸セルロース、必要に応じて添加されるポリエチレンワックス、クエン酸エステル、融点が165℃を超えるセルロース系樹脂などの任意の成分を、適当な溶媒に溶解或いは分散してなる塗工液を、グラビア印刷法、スクリーン印刷法、グラビア版を用いたリバースロールコーティング法等の公知の手段を用い基材1上に塗工・乾燥させて形成することができる。
離型層2の塗工量について特に限定はないが、0.05〜1g/m2、好ましくは0.07〜0.8g/m2程度である。なお、本発明では、離型層2に酢酸セルロースが含有されることから、離型層2の形成時における乾燥条件や、塗工量に影響を受けることなく、離型層2の剥離力を、転写時に熱溶融性インキを潰れやかすれを生じさせることない剥離力とすることができる。
(熱溶融性インキ層)
離型層2上には、熱溶融性インキ層3が設けられている。熱溶融性インキ層3について特に限定はなく、例えば、従来公知の着色剤、バインダーと、必要に応じて、鉱物油、植物油、ステアリン酸等の高級脂肪酸、可塑剤、熱可塑性樹脂、充填剤等の種々の添加剤を加えたものが使用される。
離型層2上には、熱溶融性インキ層3が設けられている。熱溶融性インキ層3について特に限定はなく、例えば、従来公知の着色剤、バインダーと、必要に応じて、鉱物油、植物油、ステアリン酸等の高級脂肪酸、可塑剤、熱可塑性樹脂、充填剤等の種々の添加剤を加えたものが使用される。
バインダーとして用いられるワックス成分としては、例えば、マイクロクリスタリンワックス、カルナバワックス、パラフィンワックス等がある。更に、フィッシャートロプシュワックス、各種低分子量ポリエチレン、木ロウ、ミツロウ、鯨ロウ、イボタロウ、羊毛ロウ、セラックワックス、キャンデリラワックス、ペトロラクタム、ポリエステルワックス、一部変性ワックス、脂肪酸エステル、脂肪酸アミド等、種々のワックスが用いられる。このなかで、特に融点が50〜85℃であるものが好ましい。50℃以下であると、保存性に問題が生じ、又85℃以上であると感度不足になる。
バインダーとして用いられる樹脂成分としては、例えば、エチレン−酢酸ビニル共重合体、エチレン−アクリル酸エステル共重合体、ポリエチレン、ポリスチレン、ポリプロピレン、ポリブデン、石油樹脂、塩化ビニル樹脂、塩化ビニル−酢酸ビニル共重合体、ポリビニルアルコール、塩化ビニリデン樹脂、アクリル樹脂、メタクリル樹脂、ポリアミド、ポリカーボネート、フッ素樹脂、ポリビニルフォルマール、ポリビニルブチラール、アセチルセルロース、ニトロセルロース、ポリ酢酸ビニル、ポリイソブチレン、エチルセルロース又はポリアセタール等が挙げられるが、特に、従来より、感熱接着剤として使用されている比較的低軟化点、例えば、50〜80℃の軟化点を有するものが好ましい。
着色剤としては、公知の有機または無機の顔料、あるいは染料の中から適宜選択することができ、例えば、十分な着色濃度を有し、光、熱等により変色、退色しないものが好ましい。また、加熱により発色する物質や、被転写体の表面に塗布されている成分と接触することにより発色するような物質であってもよい。さらに、着色剤の色としては、シアン、マゼンタ、イエロー、ブラックに限定されるものではなく、種々の色の着色剤を使用することができる。なお、ブラックの着色剤から構成される熱溶融性インキ層3(熱溶融性ブラックインキ層という場合がある。)は濃度諧調を行う必要がない点で好ましく使用することができる。
熱溶融性インキ層3には、微粒子が含有されており、かつ当該微粒子は、その表面の一部が熱溶融性インキ層3の表面から突出するように含有されていることが好ましい。この構成によれば、熱溶融性インキ層3の表面から突出した微粒子の存在によって、熱溶融性インキ層3と被転写体との間に生じうるブロッキングの発生を防止することができる。特には、高温条件下で保管を行った場合のブロッキングの発生を効果的に防止することができる。熱溶融性インキ層3の表面から、微粒子の表面の一部を突出させることでブロッキングの改善が図られていることは、例えば、ブロッキングテスター等を用いて確認することができる。
微粒子は熱溶融性インキ層3の表面から、その表面の一部を突出させることでブロッキングの発生を防止する役割を果たすものである。したがって、微粒子の具体的な成分については特に限定はなく、従来公知の微粒子を適宜選択して用いることができる。微粒子としては、例えば、メラミン・アルデヒド縮合物や、ポリメタクリル酸メチル系架橋物、スチレン‐アクリル系架橋物、ベンゾグアナミン・ホルムアルデヒド縮合物、シリコーン樹脂微粒子、ポリエチレンワックス、タルク等を挙げることができる。
微粒子の平均粒子径についても特に限定はなく、熱溶融性インキ層3の表面から突出させることができる粒子径のものを適宜選択して用いることができる。熱溶融性インキ層3の厚みによって異なるが、微粒子の平均粒子径の一例としては、0.5μm〜5μm程度である。なお、微粒子の平均粒子径が、熱溶融性インキ層3の厚みよりも小さい粒子径であっても、熱溶融性インキ層3中における微粒子の分散状態によっては、熱溶融性インキ層3の表面から、微粒子の表面の一部を突出させることができる。したがって、微粒子の平均粒子径は、熱溶融性インキ層3の厚みよりも必ずしも大きいものである必要はない。
熱溶融性インキ層3の固形分総量に対する、上記微粒子の含有量についても特に限定はないが、含有量が多くなるにつれ、熱溶融性インキ層の箔持ちが低下していき、また、熱溶融性インキ層からの微粒子の脱落等の問題が生じ得る。したがって、熱溶融性インキ層3中における微粒子の含有量については、ブロッキングの防止効果と、微粒子を含有せしめることにより生じ得る問題とのバランスを考慮して設定することが好ましい。微粒子の含有量の好ましい一例としては、0.5質量%以上10質量%以下の範囲内である。
さらに、熱溶融性インキ層3に、良好な熱伝導性および熱溶融転写性を与えるため、バインダーの充填剤として熱伝導性物質を配合してもよい。このような充填剤としては、例えばカーボンブラック等の炭素質物質、アルミニウム、銅、酸化錫、二硫化モリブデン等の金属および金属化合物等がある。熱溶融性インキ層の形成は、上記のような着色剤成分とバインダー成分と、さらに、これに必要に応じて水、有機溶剤等の溶媒成分を配合調整した熱溶融性インキ層用塗工液を、従来公知のホットメルトコート、ホットラッカーコート、グラビアコート、グラビアリバースコート、ロールコート等の方法で行う。熱溶融性インキ層の厚みは、必要な印字濃度と熱感度との調和がとれる範囲で適宜設定することができ、その厚みについて特に限定はないが、0.1μm〜30μmの範囲であることが好ましく、1μm〜20μm程度がより好ましい。なお、本発明の熱転写シート10は、離型層2に酢酸セルロースが含有されており、これにより、熱溶融性インキ層3の厚みによらず、熱溶融性インキ層3に含まれる熱溶融性インキを、潰れやかすれを生じさせることなく被転写体上に転写することが可能となる。
(背面層)
また、基材1として、高熱に対する耐久性が欠ける材料を用いる場合、サーマルヘッドに接する側の基材1の表面に、つまり基材1の離型層2が設けられている面と反対側の面に、サーマルヘッドの滑り性を良くし、かつスティッキングを防止するために、背面層5を設けることが好ましい。背面層5は、耐熱性のある樹脂と熱離型剤又は滑剤の働きをする物質とを基本的な構成成分とする。このような背面層を設けることによって、例えば、熱に弱いプラスチックフィルムを基材1とした熱転写シートにおいてもスティッキングが起こることなく熱溶融性インキの転写が可能である。
また、基材1として、高熱に対する耐久性が欠ける材料を用いる場合、サーマルヘッドに接する側の基材1の表面に、つまり基材1の離型層2が設けられている面と反対側の面に、サーマルヘッドの滑り性を良くし、かつスティッキングを防止するために、背面層5を設けることが好ましい。背面層5は、耐熱性のある樹脂と熱離型剤又は滑剤の働きをする物質とを基本的な構成成分とする。このような背面層を設けることによって、例えば、熱に弱いプラスチックフィルムを基材1とした熱転写シートにおいてもスティッキングが起こることなく熱溶融性インキの転写が可能である。
背面層5は、バインダー樹脂に滑り剤、界面活性剤、無機粒子、有機粒子、顔料等を添加したものを好適に使用し形成することができる。背面層5に使用されるバインダー樹脂は、例えば、エチルセルロース、ヒドロキシエチルセルロース、ヒドロキシプロピルセルロース、メチルセルロース、酢酸セルロース、酢酪酸セルロース、硝化綿などのセルロース系樹脂、ポリビニルアルコール、ポリ酢酸ビニル、ポリビニルブチラール、ポリビニルアセタール、ポリビニルピロリドン、アクリル樹脂、ポリアクリルアミド、アクリロニトリル−スチレン共重合体などのビニル系樹脂、ポリエステル樹脂、ポリウレタン樹脂、シリコーン変性又はフッ素変性ウレタン樹脂などが挙げられる。
これらのなかで、数個の反応性基、例えば、水酸基を有しているものを使用し、架橋剤として、ポリイソシアネートなどを併用して、架橋樹脂を使用することが好ましい。耐熱層を形成する手段は、上記のごとき、バインダー樹脂に滑り剤、界面活性剤、無機粒子、有機粒子、顔料等を添加した材料を、適当な溶剤中に溶解又は分散させて、塗工液を調製し、この塗工液をグラビアコーター、ロールコーター、ワイヤーバーなどの慣用の塗工手段により、塗工し、乾燥するものである。耐熱層の塗工量は、乾燥状態で通常、0.01〜10g/m2程度である。
(被転写体)
画像形成を行うに際し、本発明の熱転写シート10と組合せて使用可能な被転写体としては、例えば、普通紙、上質紙、トレーシングペーパー、プラスチックフィルム等を挙げることができる。また、本発明の一実施形態の熱転写シート10によれば、熱溶融性インキの再転写性に優れることから、中間転写媒体上に画像形成を行う際に特に好適に使用することができる。以下、本発明の熱転写シート10と好適に組合せて用いることができる中間転写媒体の一例について説明する。
画像形成を行うに際し、本発明の熱転写シート10と組合せて使用可能な被転写体としては、例えば、普通紙、上質紙、トレーシングペーパー、プラスチックフィルム等を挙げることができる。また、本発明の一実施形態の熱転写シート10によれば、熱溶融性インキの再転写性に優れることから、中間転写媒体上に画像形成を行う際に特に好適に使用することができる。以下、本発明の熱転写シート10と好適に組合せて用いることができる中間転写媒体の一例について説明する。
中間転写媒体としては、基材の一方の面に、保護層、受容層が積層されてなるものが一般的である。
中間転写媒体を構成する樹脂材料としては、例えば、ポリエステル樹脂、ポリカーボネート樹脂、アクリル樹脂、紫外線吸収性樹脂、エポキシ樹脂、ポリスチレン樹脂、ポリウレタン樹脂、アクリルウレタン樹脂、これらの各樹脂をシリコーン変性させた樹脂、これらの各樹脂の混合物、電離放射線硬化性樹脂、紫外線吸収性樹脂等を挙げることができる。
電離放射線硬化性樹脂は、耐可塑剤性や耐擦過性が特に優れている点で保護層のバインダーとして好適に用いることができる。電離放射線硬化性樹脂は、従来公知の電離放射線硬化性樹脂の中から適宜選択して用いることができ、例えば、ラジカル重合性のポリマー又はオリゴマーを電離放射線照射により架橋、硬化させ、必要に応じて光重合開始剤を添加し、電子線や紫外線によって重合架橋させたものを用いることができる。紫外線吸収性樹脂を含有する保護層は、印画物に耐光性を付与することに優れている。
紫外線吸収性樹脂としては、例えば、反応性紫外線吸収剤を熱可塑性樹脂又は上記の電離放射線硬化性樹脂に反応、結合させて得た樹脂を使用することができる。より具体的には、サリシレート系、ベンゾフェノン系、ベンゾトリアゾール系、置換アクリロニトリル系、ニッケルキレート系、ヒンダートアミン系のような従来公知の非反応性の有機系紫外線吸収剤に、付加重合性二重結合(例えばビニル基、アクリロイル基、メタアクリロイル基など)、アルコール性水酸基、アミノ基、カルボキシル基、エポキシ基、イソシアネート基のような反応性基を導入したものが挙げられる。
また、必要に応じて、例えば、滑剤、可塑剤、充填剤、帯電防止剤、アンチブロッキング剤、架橋剤、酸化防止剤、紫外線吸収剤、光安定剤、染料、顔料等の着色剤、その他の添加剤等を添加してもよい。保護層の形成方法としては、上記に例示される樹脂材料の1種または2種以上を適当な溶剤により、溶解または分散させて保護層用塗工液を調製し、これを基材上にグラビア印刷法、スクリーン印刷法またはグラビア版を用いたリバースコーティング法等の従来公知の手段により塗布・乾燥して形成することができる。保護層の厚さについて特に限定はないが、通常は乾燥後の厚みで0.1〜50g/m2であり、好ましくは1〜20g/m2程度である。
(受容層)
保護層上には受容層が設けられている。この受容層上には、本発明の熱転写シート10を構成する熱溶融性インキ層3から剥離された熱溶融性インキが転写され画像が形成される。そして、画像が形成された中間転写媒体の受容層は、被転写体上に再転写され、その結果、印画物が形成される。
保護層上には受容層が設けられている。この受容層上には、本発明の熱転写シート10を構成する熱溶融性インキ層3から剥離された熱溶融性インキが転写され画像が形成される。そして、画像が形成された中間転写媒体の受容層は、被転写体上に再転写され、その結果、印画物が形成される。
受容層を形成するための材料としては、熱溶融性インキを受容し易い従来公知の樹脂材料を使用することができる。例えば、ポリプロピレン等のポリオレフィン系樹脂、ポリ塩化ビニルもしくはポリ塩化ビニリデン等のハロゲン化樹脂、ポリ酢酸ビニル、塩化ビニル−酢酸ビニル系共重合体、エチレン−酢酸ビニル共重合体もしくはポリアクリル酸エステル等のビニル系樹脂、ポリエチレンテレフタレートもしくはポリブチレンテレフタレート等のポリエステル樹脂、ポリスチレン系樹脂、ポリアミド系樹脂、エチレンもしくはプロピレン等のオレフィンと他のビニルポリマーとの共重合体系樹脂、アイオノマーもしくはセルロースジアスターゼ等のセルロース系樹脂、ポリカーボネート等が挙げられ、特に、塩化ビニル系樹脂、アクリル−スチレン系樹脂またはポリエステル樹脂が好ましい。
受容層が接着層を介して被転写体に転写される場合には、受容層自体の接着性は必ずしも要求されない。しかし、受容層が接着層を介さないで被転写体に転写される場合には、塩化ビニル−酢酸ビニル共重合体などの接着性を有する樹脂材料を用いて受容層を形成することが好ましい。
受容層は、上述の材料の中から選択された単独または複数の材料および必要に応じて各種添加剤等を加え、水または有機溶剤等の適当な溶剤に溶解または分散させて受容層用塗工液を調製し、これをグラビア印刷法、スクリーン印刷法またはグラビア版を用いたリバースコーティング法等の手段により、塗布、乾燥して形成することができる。その厚さは、乾燥状態で1〜10g/m2程度である。
以下に実施例、参考例、及び比較例を挙げて本発明を説明する。なお、文中の「部」は特に断りの内限り質量基準である。
(参考例1)
基材として厚さ5μmの易接着処理がされたポリエチレンテレフタレートフィルムを用い、この上に、下記組成の離型層用塗工液1を乾燥時0.2g/m2になるように塗布し、離型層を形成した。次いで、離型層上に、下記組成の熱溶融性インキ層用塗工液1を乾燥時0.8g/m2になるように塗布し、熱溶融性インキ層を形成することで参考例1の熱転写シートを得た。
基材として厚さ5μmの易接着処理がされたポリエチレンテレフタレートフィルムを用い、この上に、下記組成の離型層用塗工液1を乾燥時0.2g/m2になるように塗布し、離型層を形成した。次いで、離型層上に、下記組成の熱溶融性インキ層用塗工液1を乾燥時0.8g/m2になるように塗布し、熱溶融性インキ層を形成することで参考例1の熱転写シートを得た。
<離型層用塗工液1>
・酢酸セルロース(固形分:8%,重合度:180) 30部
(L−70 ダイセル化学工業(株)製)
・メチルエチルケトン(MEK) 6部
・プロピレングリコールモノメチルエーテル(PGM) 3部
・メタノール 1部
・酢酸セルロース(固形分:8%,重合度:180) 30部
(L−70 ダイセル化学工業(株)製)
・メチルエチルケトン(MEK) 6部
・プロピレングリコールモノメチルエーテル(PGM) 3部
・メタノール 1部
<熱溶融性インキ層用塗工液1>
・塩化ビニル−酢酸ビニル共重合体 60部
(ソルバインCNL 日信化学工業( 株)製))
・カーボンブラック 40部
・トルエン 200部
・メチルエチルケトン 200部
・塩化ビニル−酢酸ビニル共重合体 60部
(ソルバインCNL 日信化学工業( 株)製))
・カーボンブラック 40部
・トルエン 200部
・メチルエチルケトン 200部
(参考例2)
離型層用塗工液1を下記組成の離型層用塗工液2に変更した以外はすべて参考例1と同様にして参考例2の熱転写シートを得た。
離型層用塗工液1を下記組成の離型層用塗工液2に変更した以外はすべて参考例1と同様にして参考例2の熱転写シートを得た。
<離型層用塗工液2>
・酢酸セルロース(固形分:8%,重合度:140) 30部
(L−20 ダイセル化学工業(株)製)
・メチルエチルケトン(MEK) 6部
・プロピレングリコールモノメチルエーテル(PGM) 3部
・メタノール 1部
・酢酸セルロース(固形分:8%,重合度:140) 30部
(L−20 ダイセル化学工業(株)製)
・メチルエチルケトン(MEK) 6部
・プロピレングリコールモノメチルエーテル(PGM) 3部
・メタノール 1部
(参考例3)
離型層用塗工液1を下記組成の離型層用塗工液3に変更した以外はすべて参考例1と同様にして参考例3の熱転写シートを得た。
離型層用塗工液1を下記組成の離型層用塗工液3に変更した以外はすべて参考例1と同様にして参考例3の熱転写シートを得た。
<離型層用塗工液3>
・酢酸セルロース(固形分:8%,重合度:180) 30部
(L−70 ダイセル化学工業(株)製)
・ポリエチレンワックス(固形分:7%,粒子径:5μm) 0.343部
(FA−341−7 (株)岐阜セラツク製造所)
・メチルエチルケトン(MEK) 6部
・プロピレングリコールモノメチルエーテル(PGM) 3部
・メタノール 1部
・酢酸セルロース(固形分:8%,重合度:180) 30部
(L−70 ダイセル化学工業(株)製)
・ポリエチレンワックス(固形分:7%,粒子径:5μm) 0.343部
(FA−341−7 (株)岐阜セラツク製造所)
・メチルエチルケトン(MEK) 6部
・プロピレングリコールモノメチルエーテル(PGM) 3部
・メタノール 1部
(参考例4)
離型層用塗工液1を下記組成の離型層用塗工液4に変更した以外はすべて参考例1と同様にして参考例4の熱転写シートを得た。
離型層用塗工液1を下記組成の離型層用塗工液4に変更した以外はすべて参考例1と同様にして参考例4の熱転写シートを得た。
<離型層用塗工液4>
・酢酸セルロース(固形分:8%,重合度:180) 30部
(L−70 ダイセル化学工業(株)製)
・ポリエチレンワックス(固形分:7%) 1.029部
(FA−341−7 (株)岐阜セラツク製造所)
・メチルエチルケトン(MEK) 6部
・プロピレングリコールモノメチルエーテル(PGM) 3部
・メタノール 1部
・酢酸セルロース(固形分:8%,重合度:180) 30部
(L−70 ダイセル化学工業(株)製)
・ポリエチレンワックス(固形分:7%) 1.029部
(FA−341−7 (株)岐阜セラツク製造所)
・メチルエチルケトン(MEK) 6部
・プロピレングリコールモノメチルエーテル(PGM) 3部
・メタノール 1部
(参考例5)
離型層用塗工液1を下記組成の離型層用塗工液5に変更した以外はすべて参考例1と同様にして参考例5の熱転写シートを得た。
離型層用塗工液1を下記組成の離型層用塗工液5に変更した以外はすべて参考例1と同様にして参考例5の熱転写シートを得た。
<離型層用塗工液5>
・酢酸セルロース(固形分:8%,重合度:180) 30部
(L−70 ダイセル化学工業(株)製)
・ポリエチレンワックス(固形分:7%,粒子径:5μm) 4.114部
(FA−341−7 (株)岐阜セラツク製造所)
・メチルエチルケトン(MEK) 6部
・プロピレングリコールモノメチルエーテル(PGM) 3部
・メタノール 1部
・酢酸セルロース(固形分:8%,重合度:180) 30部
(L−70 ダイセル化学工業(株)製)
・ポリエチレンワックス(固形分:7%,粒子径:5μm) 4.114部
(FA−341−7 (株)岐阜セラツク製造所)
・メチルエチルケトン(MEK) 6部
・プロピレングリコールモノメチルエーテル(PGM) 3部
・メタノール 1部
(参考例6)
離型層用塗工液1を下記組成の離型層用塗工液6に変更した以外はすべて参考例1と同様にして参考例6の熱転写シートを得た。
離型層用塗工液1を下記組成の離型層用塗工液6に変更した以外はすべて参考例1と同様にして参考例6の熱転写シートを得た。
<離型層用塗工液6>
・酢酸セルロース(固形分:8%,重合度:180) 30部
(L−70 ダイセル化学工業(株)製)
・ポリエチレンワックス(固形分:7%,粒子径:5μm) 6.857部
(FA−341−7 (株)岐阜セラツク製造所)
・メチルエチルケトン(MEK) 6部
・プロピレングリコールモノメチルエーテル(PGM) 3部
・メタノール 1部
・酢酸セルロース(固形分:8%,重合度:180) 30部
(L−70 ダイセル化学工業(株)製)
・ポリエチレンワックス(固形分:7%,粒子径:5μm) 6.857部
(FA−341−7 (株)岐阜セラツク製造所)
・メチルエチルケトン(MEK) 6部
・プロピレングリコールモノメチルエーテル(PGM) 3部
・メタノール 1部
(参考例7)
離型層用塗工液1を乾燥時1.0g/m2となるように塗布して離型層を形成した以外はすべて参考例1と同様にして参考例7の熱転写シートを得た。
離型層用塗工液1を乾燥時1.0g/m2となるように塗布して離型層を形成した以外はすべて参考例1と同様にして参考例7の熱転写シートを得た。
(参考例8)
熱溶融性インキ層を乾燥時1.2g/m2となるように塗布して熱溶融性インキ層を形成した以外はすべて参考例1と同様にして参考例8の熱転写シートを得た。
熱溶融性インキ層を乾燥時1.2g/m2となるように塗布して熱溶融性インキ層を形成した以外はすべて参考例1と同様にして参考例8の熱転写シートを得た。
(参考例9)
離型層用塗工液1を乾燥時1.0g/m2となるように塗布して離型層を形成し、熱溶融性インキ層を乾燥時1.2g/m2となるように塗布して熱溶融性インキ層を形成した以外はすべて参考例1と同様にして参考例9の熱転写シートを得た。
離型層用塗工液1を乾燥時1.0g/m2となるように塗布して離型層を形成し、熱溶融性インキ層を乾燥時1.2g/m2となるように塗布して熱溶融性インキ層を形成した以外はすべて参考例1と同様にして参考例9の熱転写シートを得た。
(実施例10)
離型層用塗工液1を下記組成の離型層用塗工液7に変更した以外はすべて参考例1と同様にして実施例10の熱転写シートを得た。
離型層用塗工液1を下記組成の離型層用塗工液7に変更した以外はすべて参考例1と同様にして実施例10の熱転写シートを得た。
<離型層用塗工液7>
・酢酸セルロース(固形分:8%,重合度:180) 30部
(L−70 ダイセル化学工業(株)製)
・クエン酸アセチルトリブチル 0.24部
(ATBC 旭化成ファインケム(株)製)
・メチルエチルケトン(MEK) 6部
・プロピレングリコールモノメチルエーテル(PGM) 3部
・メタノール 1部
・酢酸セルロース(固形分:8%,重合度:180) 30部
(L−70 ダイセル化学工業(株)製)
・クエン酸アセチルトリブチル 0.24部
(ATBC 旭化成ファインケム(株)製)
・メチルエチルケトン(MEK) 6部
・プロピレングリコールモノメチルエーテル(PGM) 3部
・メタノール 1部
(実施例11)
離型層用塗工液1を下記組成の離型層用塗工液8に変更した以外はすべて参考例1と同様にして実施例11の熱転写シートを得た。
離型層用塗工液1を下記組成の離型層用塗工液8に変更した以外はすべて参考例1と同様にして実施例11の熱転写シートを得た。
<離型層用塗工液8>
・酢酸セルロース(固形分:8%,重合度:180) 30部
(L−70 ダイセル化学工業(株)製)
・クエン酸アセチルトリブチル 0.24部
(ATBC 旭化成ファインケム(株)製)
・ポリエチレンワックス(固形分:7%,粒子径:5μm) 1.714部
(FA−341−7 (株)岐阜セラツク製造所)
・メチルエチルケトン(MEK) 6部
・プロピレングリコールモノメチルエーテル(PGM) 3部
・メタノール 1部
・酢酸セルロース(固形分:8%,重合度:180) 30部
(L−70 ダイセル化学工業(株)製)
・クエン酸アセチルトリブチル 0.24部
(ATBC 旭化成ファインケム(株)製)
・ポリエチレンワックス(固形分:7%,粒子径:5μm) 1.714部
(FA−341−7 (株)岐阜セラツク製造所)
・メチルエチルケトン(MEK) 6部
・プロピレングリコールモノメチルエーテル(PGM) 3部
・メタノール 1部
(実施例12)
離型層用塗工液1を下記組成の離型層用塗工液9に変更した以外はすべて参考例1と同様にして実施例12の熱転写シートを得た。
離型層用塗工液1を下記組成の離型層用塗工液9に変更した以外はすべて参考例1と同様にして実施例12の熱転写シートを得た。
<離型層用塗工液9>
・酢酸セルロース(固形分:8%,重合度:180) 30部
(L−70 ダイセル化学工業(株)製)
・クエン酸アセチルトリブチル 0.096部
(ATBC 旭化成ファインケム(株)製)
・ポリエチレンワックス(固形分:7%,粒子径:5μm) 1.714部
(FA−341−7 (株)岐阜セラツク製造所)
・メチルエチルケトン(MEK) 6部
・プロピレングリコールモノメチルエーテル(PGM) 3部
・メタノール 1部
・酢酸セルロース(固形分:8%,重合度:180) 30部
(L−70 ダイセル化学工業(株)製)
・クエン酸アセチルトリブチル 0.096部
(ATBC 旭化成ファインケム(株)製)
・ポリエチレンワックス(固形分:7%,粒子径:5μm) 1.714部
(FA−341−7 (株)岐阜セラツク製造所)
・メチルエチルケトン(MEK) 6部
・プロピレングリコールモノメチルエーテル(PGM) 3部
・メタノール 1部
(実施例13)
離型層用塗工液1を下記組成の離型層用塗工液10に変更した以外はすべて参考例1と同様にして実施例13の熱転写シートを得た。
離型層用塗工液1を下記組成の離型層用塗工液10に変更した以外はすべて参考例1と同様にして実施例13の熱転写シートを得た。
<離型層用塗工液10>
・酢酸セルロース(固形分:8%,重合度:180) 64.37部
(L−70 ダイセル化学工業(株)製)
・ニトロセルロース(固形分25%,融点165℃<) 1.6部
・クエン酸アセチルトリブチル 0.57部
(ATBC 旭化成ファインケム(株)製)
・ポリエチレンワックス(固形分:7%,粒子径:5μm) 4.1部
(FA−341−7 (株)岐阜セラツク製造所)
・メチルエチルケトン(MEK) 6部
・プロピレングリコールモノメチルエーテル(PGM) 3部
・メタノール 1部
・酢酸セルロース(固形分:8%,重合度:180) 64.37部
(L−70 ダイセル化学工業(株)製)
・ニトロセルロース(固形分25%,融点165℃<) 1.6部
・クエン酸アセチルトリブチル 0.57部
(ATBC 旭化成ファインケム(株)製)
・ポリエチレンワックス(固形分:7%,粒子径:5μm) 4.1部
(FA−341−7 (株)岐阜セラツク製造所)
・メチルエチルケトン(MEK) 6部
・プロピレングリコールモノメチルエーテル(PGM) 3部
・メタノール 1部
(実施例14)
離型層用塗工液1を下記組成の離型層用塗工液11に変更した以外はすべて参考例1と同様にして実施例14の熱転写シートを得た。
離型層用塗工液1を下記組成の離型層用塗工液11に変更した以外はすべて参考例1と同様にして実施例14の熱転写シートを得た。
<離型層用塗工液11>
・酢酸セルロース(固形分:8%,重合度:180) 59.37部
(L−70 ダイセル化学工業(株)製)
・ニトロセルロース(固形分25%,融点165℃<) 3.2部
・クエン酸アセチルトリブチル 0.57部
(ATBC 旭化成ファインケム(株)製)
・ポリエチレンワックス(固形分:7%,粒子径:5μm) 4.1部
(FA−341−7 (株)岐阜セラツク製造所)
・メチルエチルケトン(MEK) 6部
・プロピレングリコールモノメチルエーテル(PGM) 3部
・メタノール 1部
・酢酸セルロース(固形分:8%,重合度:180) 59.37部
(L−70 ダイセル化学工業(株)製)
・ニトロセルロース(固形分25%,融点165℃<) 3.2部
・クエン酸アセチルトリブチル 0.57部
(ATBC 旭化成ファインケム(株)製)
・ポリエチレンワックス(固形分:7%,粒子径:5μm) 4.1部
(FA−341−7 (株)岐阜セラツク製造所)
・メチルエチルケトン(MEK) 6部
・プロピレングリコールモノメチルエーテル(PGM) 3部
・メタノール 1部
(実施例15)
熱溶融性インキ層用塗工液1を下記組成の熱溶融性インキ層用塗工液2に変更し、離型層用塗工液1を上記組成の離型層用塗工液10に変更した以外はすべて参考例1と同様にして、実施例15の熱転写シートを得た。なお、熱溶融性インキ層用塗工液2を用いて形成された熱溶融性インキ層の表面からは、メラミン・ホルムアルデヒド縮合物の表面の一部が突出していることが確認された。
熱溶融性インキ層用塗工液1を下記組成の熱溶融性インキ層用塗工液2に変更し、離型層用塗工液1を上記組成の離型層用塗工液10に変更した以外はすべて参考例1と同様にして、実施例15の熱転写シートを得た。なお、熱溶融性インキ層用塗工液2を用いて形成された熱溶融性インキ層の表面からは、メラミン・ホルムアルデヒド縮合物の表面の一部が突出していることが確認された。
<熱溶融性インキ層用塗工液2>
・塩化ビニル−酢酸ビニル共重合体 60部
(ソルバインCNL 日信化学工業(株))
・カーボンブラック 40部
・メラミン・ホルムアルデヒド縮合物 1部
(エポスターS12 日本触媒(株))
・トルエン 200部
・メチルエチルケトン 200部
・塩化ビニル−酢酸ビニル共重合体 60部
(ソルバインCNL 日信化学工業(株))
・カーボンブラック 40部
・メラミン・ホルムアルデヒド縮合物 1部
(エポスターS12 日本触媒(株))
・トルエン 200部
・メチルエチルケトン 200部
(実施例16)
熱溶融性インキ層用塗工液1を上記組成の熱溶融性インキ層用塗工液2に変更し、離型層用塗工液1を上記組成の離型層用塗工液11に変更した以外はすべて参考例1と同様にして、実施例16の熱転写シートを得た。
熱溶融性インキ層用塗工液1を上記組成の熱溶融性インキ層用塗工液2に変更し、離型層用塗工液1を上記組成の離型層用塗工液11に変更した以外はすべて参考例1と同様にして、実施例16の熱転写シートを得た。
(参考例17)
熱溶融性インキ層用塗工液1を上記組成の熱溶融性インキ層用塗工液2に変更し、離型層用塗工液1を下記組成の離型層用塗工液12に変更した以外はすべて参考例1と同様にして参考例17の熱転写シートを得た。
熱溶融性インキ層用塗工液1を上記組成の熱溶融性インキ層用塗工液2に変更し、離型層用塗工液1を下記組成の離型層用塗工液12に変更した以外はすべて参考例1と同様にして参考例17の熱転写シートを得た。
<離型層用塗工液12>
・酢酸セルロース(固形分:8%,重合度:180) 64.37部
(L−70 ダイセル化学工業(株))
・ニトロセルロース(固形分:25%,融点165℃<) 1.6部
・メチルエチルケトン(MEK) 6部
・プロピレングリコールモノメチルエーテル(PGM) 3部
・メタノール 1部
・酢酸セルロース(固形分:8%,重合度:180) 64.37部
(L−70 ダイセル化学工業(株))
・ニトロセルロース(固形分:25%,融点165℃<) 1.6部
・メチルエチルケトン(MEK) 6部
・プロピレングリコールモノメチルエーテル(PGM) 3部
・メタノール 1部
(比較例1)
離型層用塗工液1を下記組成の離型層用塗工液Aに変更した以外はすべて参考例1と同様にして比較例1の熱転写シートを得た。
離型層用塗工液1を下記組成の離型層用塗工液Aに変更した以外はすべて参考例1と同様にして比較例1の熱転写シートを得た。
<離型層用塗工液A>
・エポキシ基を有するシリコーン変性アクリル樹脂(固形分:50%) 40部
(セルトップ226 ダイセル化学工業(株))
・塩化ビニル−酢酸ビニル共重合体(固形分:20%,Tg=76℃,数平均分子量:30,000) 4部
(ソルバインA 日信化学工業(株))
・アルミ触媒(固形分:10%) 10部
・メチルエチルケトン(MEK) 24部
・トルエン 24部
・エポキシ基を有するシリコーン変性アクリル樹脂(固形分:50%) 40部
(セルトップ226 ダイセル化学工業(株))
・塩化ビニル−酢酸ビニル共重合体(固形分:20%,Tg=76℃,数平均分子量:30,000) 4部
(ソルバインA 日信化学工業(株))
・アルミ触媒(固形分:10%) 10部
・メチルエチルケトン(MEK) 24部
・トルエン 24部
(中間転写媒体の作製)
基材として厚さ16μmのポリエチレンテレフタレートフィルム(東レ株式会社製、ルミラー)を用い、該基材上に下記組成の剥離層用塗工液を乾燥状態で1.0g/m2の厚さとなるように塗工し剥離層を形成した。次いで、剥離層上に下記組成の保護層用塗工液1を、乾燥状態で10.0g/m2の厚さとなるように塗工し保護層を形成した。更に該保護層の上に下記組成の受容層用塗工液を、乾燥状態で2.0g/m2の厚さとなるように塗工し受容層を形成して中間転写媒体を得た。なお、上記の剥離層用塗工液、保護層用塗工液、受容層用塗工液は、全てグラビアコーティングにて塗工した。
基材として厚さ16μmのポリエチレンテレフタレートフィルム(東レ株式会社製、ルミラー)を用い、該基材上に下記組成の剥離層用塗工液を乾燥状態で1.0g/m2の厚さとなるように塗工し剥離層を形成した。次いで、剥離層上に下記組成の保護層用塗工液1を、乾燥状態で10.0g/m2の厚さとなるように塗工し保護層を形成した。更に該保護層の上に下記組成の受容層用塗工液を、乾燥状態で2.0g/m2の厚さとなるように塗工し受容層を形成して中間転写媒体を得た。なお、上記の剥離層用塗工液、保護層用塗工液、受容層用塗工液は、全てグラビアコーティングにて塗工した。
<剥離層用塗工液>
・アクリル樹脂 95部
(BR−87、三菱レイヨン(株))
・ポリエステル樹脂 5部
(バイロン200、東洋紡(株))
・メチルエチルケトン(MEK) 200部
・トルエン 200部
・アクリル樹脂 95部
(BR−87、三菱レイヨン(株))
・ポリエステル樹脂 5部
(バイロン200、東洋紡(株))
・メチルエチルケトン(MEK) 200部
・トルエン 200部
<保護層用塗工液>
・スチレン−アクリル系樹脂 150部
(ミューティクルPP320P 三井化学(株))
・ポリビニルアルコール 100部
(C−318 (株)DNPファインケミカル)
・水/エタノール(質量比1/2) 70部
・スチレン−アクリル系樹脂 150部
(ミューティクルPP320P 三井化学(株))
・ポリビニルアルコール 100部
(C−318 (株)DNPファインケミカル)
・水/エタノール(質量比1/2) 70部
<受容層用塗工液>
・塩化ビニル−酢酸ビニル共重合体 95部
(CNL、日信化学工業(株))
・エポキシ変性シリコーンオイル 5部
(KP−1800U、信越化学工業(株))
・メチルエチルケトン(MEK) 200部
・トルエン 200部
・塩化ビニル−酢酸ビニル共重合体 95部
(CNL、日信化学工業(株))
・エポキシ変性シリコーンオイル 5部
(KP−1800U、信越化学工業(株))
・メチルエチルケトン(MEK) 200部
・トルエン 200部
(潰れ評価)
実施例、参考例、及び比較例の熱転写シートと、上記で作製した中間転写媒体とを組み合わせて、昇華型再転写プリンター(CX−210 大日本印刷(株)製)を用い、温度22.5℃、湿度50%の環境下、デフォルト条件にて中間転写媒体の受容層上に、熱溶融性インキ層の転写を行い、中間転写媒体上に転写された熱溶融性インキの状態を目視で確認し、以下の評価基準に基づいて熱溶融性インキの潰れ評価を行った。評価結果を表1に示す。
実施例、参考例、及び比較例の熱転写シートと、上記で作製した中間転写媒体とを組み合わせて、昇華型再転写プリンター(CX−210 大日本印刷(株)製)を用い、温度22.5℃、湿度50%の環境下、デフォルト条件にて中間転写媒体の受容層上に、熱溶融性インキ層の転写を行い、中間転写媒体上に転写された熱溶融性インキの状態を目視で確認し、以下の評価基準に基づいて熱溶融性インキの潰れ評価を行った。評価結果を表1に示す。
<<評価基準>>
○・・・2dot細線に潰れがない。
△・・・2dot細線に一部潰れがある。
×・・・2dot細線が完全に潰れている。
○・・・2dot細線に潰れがない。
△・・・2dot細線に一部潰れがある。
×・・・2dot細線が完全に潰れている。
(かすれ評価)
上記潰れ評価と同様の転写条件で、中間転写媒体上に熱溶融性インキ層の転写を行い、中間転写媒体上に転写された熱溶融性インキの状態を目視で確認し、以下の評価基準に基づいて熱溶融性インキのかすれ評価を行った。評価結果を表1に併せて示す。
上記潰れ評価と同様の転写条件で、中間転写媒体上に熱溶融性インキ層の転写を行い、中間転写媒体上に転写された熱溶融性インキの状態を目視で確認し、以下の評価基準に基づいて熱溶融性インキのかすれ評価を行った。評価結果を表1に併せて示す。
<<評価基準>>
○・・・2dot細線にかすれがない。
△・・・2dot細線に一部かすれがある。
×・・・2dot細線が完全にかすれている。
○・・・2dot細線にかすれがない。
△・・・2dot細線に一部かすれがある。
×・・・2dot細線が完全にかすれている。
(再転写性評価)
上記潰れ評価にて中間転写媒体上に転写された熱溶融性インキ層と、PVCカードとが対向するように重ね合わせ、上記潰れ評価と同様の転写条件にて、PVCカード上に、熱溶融性インキ層の再転写を行った。熱溶融性インキ層の再転写がなされたPVCカードに、メンディングテープ(ニチバン(株))18mm幅を貼着して90度剥離試験を行い、下記の基準により再転写性の評価を行った。評価結果を表1に併せて示す。
上記潰れ評価にて中間転写媒体上に転写された熱溶融性インキ層と、PVCカードとが対向するように重ね合わせ、上記潰れ評価と同様の転写条件にて、PVCカード上に、熱溶融性インキ層の再転写を行った。熱溶融性インキ層の再転写がなされたPVCカードに、メンディングテープ(ニチバン(株))18mm幅を貼着して90度剥離試験を行い、下記の基準により再転写性の評価を行った。評価結果を表1に併せて示す。
<<評価基準>>
○・・・熱溶融性インキ層の剥がれが全く認められなかった。
△・・・熱溶融性インキ層に部分的な剥がれが発生した。
×・・・熱溶融性インキ層の全てが剥がれた。
○・・・熱溶融性インキ層の剥がれが全く認められなかった。
△・・・熱溶融性インキ層に部分的な剥がれが発生した。
×・・・熱溶融性インキ層の全てが剥がれた。
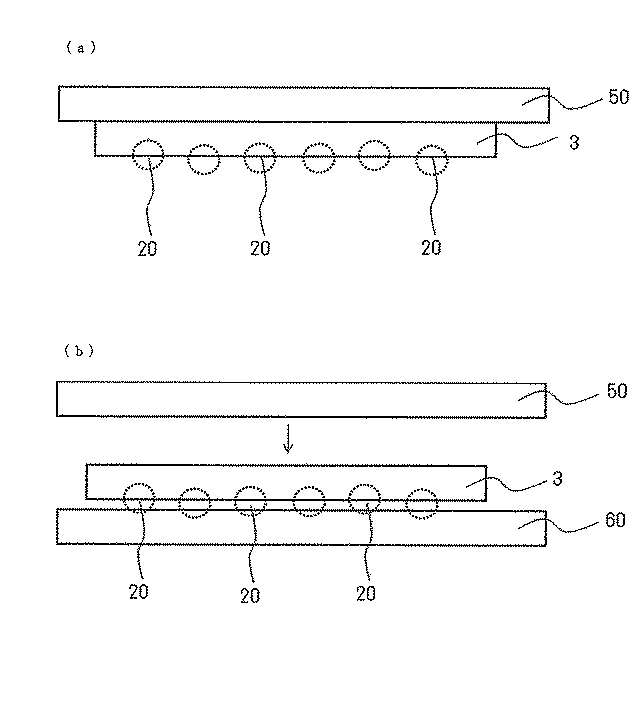
表1からも明らかなように、離型層が酢酸セルロースを含む実施例、参考例の熱転写シートでは、潰れ、かすれの発生を抑えることができ、また、再転写性にも優れることが確認できた。一方、酢酸セルロース以外の樹脂を含む比較例の熱転写シートでは、潰れ、かすれの発生が生じていることが確認できた。このことからも、酢酸セルロースを含む離型層の優位性は明らかである。
(貼り付き評価)
実施例、参考例、及び比較例の熱転写シートと、上記で作製した中間転写媒体とを組み合わせて、昇華型再転写プリンター(CX−210 大日本印刷(株)製)を用い、温度5℃、湿度20%の環境下、デフォルト条件にて中間転写媒体の受容層上に、熱溶融性インキ層の転写を3回行った。このとき、熱溶融性インキ層と受容層とが貼り付くかを目視で確認し、下記の評価基準に基づいて貼り付き評価を行った。同様の評価を、温度22.5℃、湿度50%の環境下で行った。評価結果を表2に示す。
実施例、参考例、及び比較例の熱転写シートと、上記で作製した中間転写媒体とを組み合わせて、昇華型再転写プリンター(CX−210 大日本印刷(株)製)を用い、温度5℃、湿度20%の環境下、デフォルト条件にて中間転写媒体の受容層上に、熱溶融性インキ層の転写を3回行った。このとき、熱溶融性インキ層と受容層とが貼り付くかを目視で確認し、下記の評価基準に基づいて貼り付き評価を行った。同様の評価を、温度22.5℃、湿度50%の環境下で行った。評価結果を表2に示す。
<<評価基準>>
○・・・熱溶融性インキ層と受容層との貼り付きが発生しない。
△・・・熱溶融性インキ層と受容層との貼り付きが1回以上発生した。
×・・・熱溶融性インキ層と受容層との貼り付きが毎回発生した。
○・・・熱溶融性インキ層と受容層との貼り付きが発生しない。
△・・・熱溶融性インキ層と受容層との貼り付きが1回以上発生した。
×・・・熱溶融性インキ層と受容層との貼り付きが毎回発生した。
(離型層密着性評価)
実施例、参考例、及び比較例の熱転写シートと、上記で作製した中間転写媒体とを組み合わせて、昇華型再転写プリンター(CX−210 大日本印刷(株)製)を用い、温度5℃、湿度20%の環境下、デフォルト条件にて中間転写媒体の受容層上に、熱溶融性インキ層の転写を行った。このとき、中間転写媒体上に離型層がとられているかを顕微鏡にて確認し、以下の評価基準により離型層の密着性評価を行った。同様の評価を、温度22.5℃、湿度50%の環境下でも行った。評価結果を表2に併せて示す。
実施例、参考例、及び比較例の熱転写シートと、上記で作製した中間転写媒体とを組み合わせて、昇華型再転写プリンター(CX−210 大日本印刷(株)製)を用い、温度5℃、湿度20%の環境下、デフォルト条件にて中間転写媒体の受容層上に、熱溶融性インキ層の転写を行った。このとき、中間転写媒体上に離型層がとられているかを顕微鏡にて確認し、以下の評価基準により離型層の密着性評価を行った。同様の評価を、温度22.5℃、湿度50%の環境下でも行った。評価結果を表2に併せて示す。
<<評価基準>>
○・・・中間転写媒体上に離型層がとられていない。
△・・・中間転写媒体上に離型層が若干とられることがあるが使用上問題ないレベルである。
×・・・中間転写媒体上に離型層がとられており、再転写性を阻害するレベルである。
○・・・中間転写媒体上に離型層がとられていない。
△・・・中間転写媒体上に離型層が若干とられることがあるが使用上問題ないレベルである。
×・・・中間転写媒体上に離型層がとられており、再転写性を阻害するレベルである。
(ブロッキング評価)
熱溶融性インキ層の表面から微粒子の表面の一部を突出させた熱転写シート(参考例1〜9、17、実施例10〜16の熱転写シート)の優位性を検証すべく、ブロッキング評価を行った。
熱溶融性インキ層の表面から微粒子の表面の一部を突出させた熱転写シート(参考例1〜9、17、実施例10〜16の熱転写シート)の優位性を検証すべく、ブロッキング評価を行った。
ブロッキングの評価としては、各実施例、参考例、及び比較例の熱転写シートの熱溶融性インキ層を、温度40℃、湿度90%の環境下で48時間保存し、保存後の熱転写シートの熱溶融性インキ層上にメンディングテープを貼りつけ、その後直ちに90°垂直剥離を行い、以下の評価基準により評価を行った。また、温度50℃、湿度Freeの環境下で48時間保存したものについても同様に評価を行った。評価結果を表2に示す。なお、湿度Freeとは、湿度の制御を行っていないことを意味する。また、熱溶融性インキ層に剥がれがないことは、ブロッキングの発生が防止できることを意味する。
<<評価基準>>
○・・・熱溶融性インキ層に剥がれがなかった。
△・・・熱溶融性インキ層に一部剥がれが生じた。
○・・・熱溶融性インキ層に剥がれがなかった。
△・・・熱溶融性インキ層に一部剥がれが生じた。
表2からも明らかなようにポリエチレンワックスを離型層にさらに含有させることで、低温低湿度度環境下における貼り付きの改善効果が確認できた。また、クエン酸エステルや、融点が165℃を超えるセルロース系樹脂を含有させることで、低温低湿度環境下における離型層の密着性の向上効果が確認できた。また、熱溶融性インキ層の表面から、微粒子の表面の一部を突出させることで、高温保管時におけるブロッキングの発生を防止できることが確認できた。
10…熱転写シート
1…基材
2…離型層
3…熱溶融性インキ層
5…背面層
1…基材
2…離型層
3…熱溶融性インキ層
5…背面層
Claims (6)
- 基材と、基材上に設けられた離型層と、離型層上に剥離可能に設けられた熱溶融性インキ層とを備える熱転写シートであって、
前記離型層が、酢酸セルロース、及びクエン酸エステルを含有していることを特徴とする熱転写シート。 - 前記離型層が、前記酢酸セルロースの固形分総質量に対し、7質量%以上30質量%以下の範囲内で前記クエン酸エステルを含有していることを特徴とする請求項1に記載の熱転写シート。
- 前記離型層が、ポリエチレンワックスを含有していることを特徴とする請求項1又は2に記載の熱転写シート。
- 前記離型層が、前記酢酸セルロースの固形分総量に対し、3質量%以上12質量%以下の範囲内で前記ポリエチレンワックスを含有していることを特徴とする請求項3に記載の熱転写シート。
- 前記ポリエチレンワックスはその表面の一部が、前記離型層の表面から突出していることを特徴とする請求項3又は4に記載の熱転写シート。
- 前記酢酸セルロースの重合度が、100以上300以下であることを特徴とする請求項1乃至5の何れか1項に記載の熱転写シート。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012057160 | 2012-03-14 | ||
| JP2012057160 | 2012-03-14 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013051932A Division JP6171428B2 (ja) | 2012-03-14 | 2013-03-14 | 熱転写シート |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017202687A true JP2017202687A (ja) | 2017-11-16 |
| JP6327391B2 JP6327391B2 (ja) | 2018-05-23 |
Family
ID=49588802
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013051932A Expired - Fee Related JP6171428B2 (ja) | 2012-03-14 | 2013-03-14 | 熱転写シート |
| JP2017132283A Active JP6327391B2 (ja) | 2012-03-14 | 2017-07-05 | 熱転写シート |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013051932A Expired - Fee Related JP6171428B2 (ja) | 2012-03-14 | 2013-03-14 | 熱転写シート |
Country Status (1)
| Country | Link |
|---|---|
| JP (2) | JP6171428B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021088148A (ja) * | 2019-12-05 | 2021-06-10 | 大日本印刷株式会社 | 熱転写シート、及び該熱転写シートと中間転写媒体との組合せ |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03197092A (ja) * | 1989-08-29 | 1991-08-28 | Dainippon Printing Co Ltd | 熱転写シート |
| JPH0747777A (ja) * | 1994-07-08 | 1995-02-21 | Dainippon Printing Co Ltd | 感熱転写シート |
| US5534383A (en) * | 1995-08-09 | 1996-07-09 | Fuji Photo Film Co., Ltd. | Image transfer sheet, its laminate and image forming method |
| JP2002264542A (ja) * | 2001-03-14 | 2002-09-18 | Sony Corp | 熱転写受像体 |
| JP2003246154A (ja) * | 2002-02-26 | 2003-09-02 | Fuji Photo Film Co Ltd | 転写シート、画像形成方法及び画像付セラミック材の作製方法 |
| JP2004505292A (ja) * | 2000-07-24 | 2004-02-19 | イー・アイ・デュポン・ドウ・ヌムール・アンド・カンパニー | レーザー誘起熱転写記録プロセス |
| JP2006315201A (ja) * | 2005-05-10 | 2006-11-24 | Ricoh Co Ltd | 熱転写記録媒体、熱転写記録方法及び記録体 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59165690A (ja) * | 1983-03-11 | 1984-09-18 | Ricoh Co Ltd | 感熱転写媒体 |
| JPH01123793A (ja) * | 1987-11-09 | 1989-05-16 | Ricoh Co Ltd | 通電転写用記録材料 |
| JPH0995062A (ja) * | 1995-09-29 | 1997-04-08 | Fujicopian Co Ltd | 感熱転写記録媒体 |
| JP3741831B2 (ja) * | 1997-07-22 | 2006-02-01 | 富士写真フイルム株式会社 | 記録材料 |
-
2013
- 2013-03-14 JP JP2013051932A patent/JP6171428B2/ja not_active Expired - Fee Related
-
2017
- 2017-07-05 JP JP2017132283A patent/JP6327391B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03197092A (ja) * | 1989-08-29 | 1991-08-28 | Dainippon Printing Co Ltd | 熱転写シート |
| JPH0747777A (ja) * | 1994-07-08 | 1995-02-21 | Dainippon Printing Co Ltd | 感熱転写シート |
| US5534383A (en) * | 1995-08-09 | 1996-07-09 | Fuji Photo Film Co., Ltd. | Image transfer sheet, its laminate and image forming method |
| JP2004505292A (ja) * | 2000-07-24 | 2004-02-19 | イー・アイ・デュポン・ドウ・ヌムール・アンド・カンパニー | レーザー誘起熱転写記録プロセス |
| JP2002264542A (ja) * | 2001-03-14 | 2002-09-18 | Sony Corp | 熱転写受像体 |
| JP2003246154A (ja) * | 2002-02-26 | 2003-09-02 | Fuji Photo Film Co Ltd | 転写シート、画像形成方法及び画像付セラミック材の作製方法 |
| JP2006315201A (ja) * | 2005-05-10 | 2006-11-24 | Ricoh Co Ltd | 熱転写記録媒体、熱転写記録方法及び記録体 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6171428B2 (ja) | 2017-08-02 |
| JP6327391B2 (ja) | 2018-05-23 |
| JP2013216094A (ja) | 2013-10-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101809299B1 (ko) | 중간 전사 매체 | |
| CN110831777A (zh) | 热转印片 | |
| WO2014050880A1 (ja) | 中間転写媒体、及び中間転写媒体と熱転写シートとの組合せ | |
| JP5686168B2 (ja) | 中間転写媒体と熱転写シートの組合せ | |
| JP5104930B2 (ja) | 中間転写媒体 | |
| JP5003836B1 (ja) | 中間転写媒体 | |
| JP4984249B2 (ja) | 中間転写記録媒体 | |
| JP5625633B2 (ja) | 中間転写媒体 | |
| JP2002036795A (ja) | 転写絵付方法 | |
| WO2013129415A1 (ja) | 中間転写媒体 | |
| JP5370517B2 (ja) | 中間転写媒体 | |
| JP5056925B2 (ja) | 中間転写媒体 | |
| JP5789956B2 (ja) | 熱転写シート | |
| JP6024513B2 (ja) | 中間転写媒体 | |
| JP6327391B2 (ja) | 熱転写シート | |
| JP5703636B2 (ja) | 中間転写媒体 | |
| WO2016043236A1 (ja) | 転写シート | |
| JP5994872B2 (ja) | 熱転写シート | |
| JP5370518B2 (ja) | 中間転写媒体 | |
| JP5370516B2 (ja) | 中間転写媒体 | |
| JP7156053B2 (ja) | 熱転写シートと中間転写媒体との組合せ、及びこれを用いて作製される印画物 | |
| JP7206989B2 (ja) | 熱転写シートと中間転写媒体との組合せ、及びこれを用いて作製される印画物 | |
| JP2020142386A (ja) | 中間転写媒体、印画物及び印画物の製造方法 | |
| JP2005104106A (ja) | 熱転写シート | |
| JP2023037952A (ja) | 熱転写シート、および、熱転写シートから基材を再生する方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180314 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180320 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180402 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6327391 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |