JP2017206587A - 樹脂シート、積層体、成形体、成形体の製造方法、成形体を用いて作成された車両の外装部品及び内装材、家電等の筐体 - Google Patents
樹脂シート、積層体、成形体、成形体の製造方法、成形体を用いて作成された車両の外装部品及び内装材、家電等の筐体 Download PDFInfo
- Publication number
- JP2017206587A JP2017206587A JP2016098253A JP2016098253A JP2017206587A JP 2017206587 A JP2017206587 A JP 2017206587A JP 2016098253 A JP2016098253 A JP 2016098253A JP 2016098253 A JP2016098253 A JP 2016098253A JP 2017206587 A JP2017206587 A JP 2017206587A
- Authority
- JP
- Japan
- Prior art keywords
- resin layer
- resin
- layer
- metal
- laminate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images
Landscapes
- Compositions Of Macromolecular Compounds (AREA)
- Manufacture Of Macromolecular Shaped Articles (AREA)
- Laminated Bodies (AREA)
Abstract
【解決手段】ポリオレフィン及びシリコーン−オレフィン共重合体を含む樹脂シートであって、表面及び裏面の少なくとも一方の算術平均粗さRaが0.15μm以下であるか、及び/又は静摩擦係数が0.5以下である樹脂シート。
【選択図】図1
Description
汚れの付着を抑制するために、成形体の表面にオイルを塗布する方法や、樹脂中に離形成分を練り込んでブリードアウトさせる方法等が検討されている。しかし、これらの方法では、成形体表面の有効成分が落ちやすいため、泥が次第に付着しやすくなるという問題があった。
特許文献2には、シリル化ポリオレフィンを含む撥水フィルムの技術が開示されている。
本発明によれば、以下の樹脂シート等が提供される。
1.ポリオレフィン及びシリコーン−オレフィン共重合体を含む樹脂シートであって、表面及び裏面の少なくとも一方の算術平均粗さRaが0.15μm以下である樹脂シート。
2.ポリオレフィン及びシリコーン−オレフィン共重合体を含む樹脂シートであって、表面及び裏面の少なくとも一方の静摩擦係数が0.4以下である樹脂シート。
3.1に記載の樹脂シートからなる第1の樹脂層、及び第2の樹脂層を含む積層体であって、
前記第1の樹脂層の、前記第2の樹脂層と反対側の面の算術平均粗さRaが0.15μm以下である積層体。
4.2に記載の樹脂シートからなる第1の樹脂層、及び第2の樹脂層を含む積層体であって、
前記第1の樹脂層の、前記第2の樹脂層と反対側の面の静摩擦係数が0.4以下である積層体。
5.前記第1の樹脂層に含まれるポリオレフィンが、ポリプロピレン、ポリエチレン、又はポリプロピレン及びポリエチレンである3又は4に記載の積層体。
6.前記第2の樹脂層がポリオレフィンを含む3〜5のいずれかに記載の積層体。
7.前記第2の樹脂層のポリオレフィンが、ポリプロピレン、ポリエチレン、又はポリプロピレン及びポリエチレンである6に記載の積層体。
8.前記第2の樹脂層の、前記第1の樹脂層と反対側の面に第3の樹脂層を含み、前記第3の樹脂層が、ウレタン樹脂、アクリル樹脂、ポリオレフィン及びポリエステルから選択される1以上の樹脂を含む3〜7のいずれかに記載の積層体。
9.前記第3の樹脂層の、前記第2の樹脂層と反対側の面の一部又は全面に印刷層を含む8に記載の積層体。
10.前記第3の樹脂層の、前記第2の樹脂層と反対側の面に、金属又は金属酸化物からなる金属層を含む8に記載の積層体。
11.前記金属又は金属酸化物が、スズ、インジウム、クロム、アルミニウム、ニッケル、銅、銀、金、白金及び亜鉛から選択される1以上の金属又はその酸化物を含む10に記載の積層体。
12.前記金属又は金属酸化物が、インジウム及びアルミニウムから選択される1以上の金属又はその酸化物を含む10又は11に記載の積層体。
13.前記金属層の、前記第3の樹脂層と反対側の面の一部又は全面に印刷層を含む10〜12のいずれかに記載の積層体。
14.前記第2の樹脂層の、前記第1の樹脂層と反対側の面の一部又は全面に印刷層を含む3〜7のいずれかに積層体。
15.前記印刷層の、前記第2の樹脂層と反対側の面に金属又は金属酸化物からなる金属層を含む14に記載の積層体。
16.前記金属又は金属酸化物が、スズ、インジウム、クロム、アルミニウム、ニッケル、銅、銀、金、白金及び亜鉛から選択される1以上の金属又はその酸化物を含む15に記載の積層体。
17.前記金属又は金属酸化物が、インジウム及びアルミニウムから選択される1以上の金属又はその酸化物を含む15又は16に記載の積層体。
18.3〜17のいずれかに記載の積層体の成形体。
19.前記第1の樹脂層からなる面の算術平均粗さRaが0.15μm以下である18に記載の成形体。
20.前記第1の樹脂層からなる面の静摩擦係数が0.4以下である18に記載の成形体。
21.3〜17のいずれかに記載の積層体を成形し、成形体を得る成形体の製造方法。
22.前記成形を、前記積層体を金型に装着し、成形用樹脂を供給して一体化して行う21に記載の成形体の製造方法。
23.前記成形を、前記積層体を金型に合致するよう附形し、前記附形した積層体を金型に装着し、成形用樹脂を供給して一体化して行う21に記載の成形体の製造方法。
24.前記成形を、
チャンバーボックス内に芯材を配設し、
前記芯材の上方に、前記積層体を配置し、
前記チャンバーボックス内を減圧し、
前記積層体を加熱軟化し、
加熱軟化させた前記積層体を前記芯材に押圧して被覆させる21に記載の成形体の製造方法。
25.18〜20のいずれかに記載の成形体を用いて作成された、鞍乗型車両の外装部品又は四輪車の外装部品。
26.18〜20のいずれかに記載の成形体を用いて作成された、車両の内装材、家電の筐体、化粧鋼鈑、化粧板、住宅設備又は情報通信機器の筐体。
本発明の第1の樹脂シートは、ポリオレフィン及びシリコーン−オレフィン共重合体を含む。また、樹脂シートの表面及び裏面の少なくとも一方の面の算術平均粗さRaは0.15μm以下である。
ポリプロピレンは、少なくともプロピレンに由来する構造単位を含む重合体である。具体的には、ホモポリプロピレン、プロピレンと他のオレフィン(エチレン等)との共重合体が挙げられる。ポリプロピレンにポリエチレン等のポリオレフィンや共重合体が混合された混合物としてもよい。
ポリプロピレン共重合体は、ランダムポリプロピレン、又はブロックポリプロピレンであってもよく、これらの混合物でもよい。
これらは、1種単独で、又は2種以上を組み合わせて用いてもよい。
また、ポリプロピレンやポリエチレン等のポリオレフィンを、例えば、無水マレイン酸、マレイン酸ジメチル、マレイン酸ジエチル、アクリル酸、メタクリル酸、テトラヒドロフタル酸、グリシジルメタクリレート、ヒドロキシエチルメタクリレート、メチルメタクリレート等の変性用化合物で変性して得られる変性ポリオレフィン樹脂を配合してもよい。
シリコーンは、好ましくは下記式(1)で表される構造単位を有する。

Y1は、O、S又はNR(Rは水素原子又は炭化水素基を表す)を表す。)
炭化水素基としては、アルキル基、アルケニル基、アリール基が挙げられる。
アルキル基としては、メチル基、エチル基、n−プロピル基、イソプロピル基、n−ブチル基、イソブチル基、tert−ブチル基、ヘキシル基、2−エチルヘキシル基、オクチル基、デシル基、オクタデシル基等の直鎖状又は分岐状アルキル基;シクロペンチル基、シクロヘキシル基、ノルボルニル基等のシクロアルキル基;ベンジル基、フェニルエチル基、フェニルプロピル基等のアリールアルキル基が挙げられる。
アリール基としては、フェニル基、トリル基、ジメチルフェニル基、トリメチルフェニル基、エチルフェニル基、プロピルフェニル基、ビフェニル基、ナフチル基、メチルナフチル基、アントリル基、フェナントリル基等が挙げられる。
アルコキシ基としては、メトキシ基、エトキシ基、プロポキシ基、ブトキシ基、ヘキシルオキシ基、オクチルオキシ基、ベンジルオキシ基、2−フェニルエトキシ基等が挙げられる。
アリールオキシ基としては、フェノキシ基、トリルオキシ基、ビフェニルオキシ基、ナフチルオキシ基等が挙げられる。
ビニル基を除いた構造が、エチレン単独重合鎖、プロピレン単独重合鎖、又はエチレン、プロピレン、ブテン、ビニルノルボルネン、2個以上の二重結合を有する環状ポリエンおよび2個以上の二重結合を有する鎖状ポリエンからなる群から選択される2種以上のオレフィンの共重合鎖であることが好ましい。
シリコーン−オレフィン共重合体中における、構造単位(1)の割合は、シリコーン−オレフィン共重合体の目的機能が発現されればよく、特に限定されないが、通常5〜99質量%であり、好ましくは10〜95質量%である。
算術平均粗さRaは、3D測定レーザー顕微鏡を用いて測定する。具体的には実施例に記載の方法によって測定する。
ポリオレフィン、シリコーン−オレフィン共重合体、配合量等は、第1の樹脂シートと同じである。
静摩擦係数は実施例に記載の方法によって測定する。
動摩擦係数は実施例に記載の方法によって測定する。
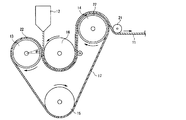
本発明の樹脂シートを製造するための製造装置の一例を図1に示す。
図1に示す製造装置は、押出機のTダイ12、第1冷却ロール13、第2冷却ロール14、第3冷却ロール15、第4冷却ロール16、金属製エンドレスベルト17、剥離ロール21を備える。
このように構成された製造装置を用いた急冷による樹脂シート11の製造方法の一例を以下に説明する。
この際、第1冷却ロール13及び第4冷却ロール16間の押圧力で弾性材22が圧縮されて弾性変形する。
この弾性材22が弾性変形している部分、即ち、第1冷却ロール13の中心角度θ1に対応する円弧部分で、急冷されたシートは各冷却ロール13、16により面状圧接されている。この際の面圧は、通常0.1MPa以上20MPa以下である。
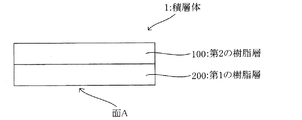
本発明の積層体は、本発明の樹脂シートからなる第1の樹脂層、及び第2の樹脂層を含む。
本発明の積層体を図2に示す。積層体1は、第1の樹脂層100及び第2の樹脂層200の積層構造であり、第1の樹脂層100の、第2の樹脂層200と反対側の面Aが、上記の各樹脂シートの特定の性質を有する。
本発明の積層体は、具体的には下記の第1〜第2の積層体である。
第1の樹脂シート及び算術平均粗さRaは上述した通りである。
第2の樹脂シート及び静摩擦係数は上述した通りである。
第2の樹脂層は第1の積層体における第2の樹脂層と同じである。
本発明の積層体は、第2の樹脂層の、第1の樹脂層と反対側の面に第3の樹脂層を含んでもよい。この場合、積層体は(第1の樹脂層/第2の樹脂層/第3の樹脂層)の構成となる。「/」は積層構造であることを示す。
これにより、積層体を複雑な非平面状に成形しても、第1の層に第3の層が追従して良好に層構成を形成できる。また、後述する金属層のひび割れや剥離を防ぐことができる。
ガラス転移温度はJIS K7121に準拠した方法で測定できる。
引張破断伸度は、JIS K7311に準拠した方法で、厚み150μmの試料にて測定する。
軟化温度は高化式フローテスターによる流動開始温度を測定することにより測定する。
本発明の積層体は、第3の樹脂層の、第2の樹脂層と反対側の面に印刷層を含んでもよい。この場合、積層体は(第1の樹脂層/第2の樹脂層/第3の樹脂層/印刷層)の構成となる。
印刷層は、第3の樹脂層の一部に形成されてもよく、全面に形成されてもよい。印刷層の形状としては、特に制限されないが、例えばベタ状、カーボン調、木目調等の様々な形状が挙げられる。
例えば、スクリーン印刷の場合、成形時の伸びに優れたインキが好ましく、十条ケミカル株式会社製の「FM3107高濃度白」や「SIM3207高濃度白」等が例示できるが、この限りではない。
本発明の積層体は、第3の樹脂層の、第2の樹脂層と反対側の面に金属又は金属酸化物からなる金属層を含んでもよい。この場合、積層体は(第1の樹脂層/第2の樹脂層/第3の樹脂層/金属層)の構成となる。
これらの中でも、伸展性の観点と、色調が優れるという観点から、好ましくはインジウム及びアルミニウムが挙げられる。これにより、積層体を三次元成形した際にクラックが発生しにくくなる。
また、当該構成において、印刷層の上に金属層を設けてもよい。この場合、積層体は(第1の樹脂層/第2の樹脂層/印刷層/金属層)の構成となる。金属層は上述した通りである。
また、当該構成において、金属層の上面の一部又は全面に印刷層を設けてもよい。この場合、積層体は(第1の樹脂層/第2の樹脂層/金属層/印刷層)の構成となる。印刷層は上述した通りである。
本発明の積層体を用いて成形体を作製することができる。
本発明の成形体は、第1の樹脂層からなる面の算術平均粗さRaが0.15μm以下であるか、及び/又は静摩擦係数が0.5以下である。
本発明の成形体は、好ましくは第1の樹脂層からなる面の動摩擦係数が0.5以下である。これらの性質は、上述した通りである。
成形体の成形方法としては、インモールド成形、インサート成形、被覆成形等が挙げられる。
インモールド成形として、積層体を金型に装着し、成形用樹脂を供給して一体化して行うことが好ましい。
インサート成形として、積層体を金型に合致するよう附形し、附形した積層体を金型に装着し、成形用樹脂を供給して一体化して行うことが好ましい。
金型に合致するようする附形(予備附形)は、真空成型、圧空成型、真空圧空成型、プレス成型、プラグアシスト成形等で行うことが好ましい。
供給は、射出で行うことが好ましく、圧力5MPa以上120MPa以下が好ましい。
金型温度は20℃以上90℃以下であることが好ましい。
加熱軟化後、芯材の上面に、積層体を接触させることが好ましい。
押圧は、チャンバーボックス内において、積層体の、芯材と接する側を減圧したまま、積層体の、芯材の反対側を加圧することが好ましい。
まず、下成型室内のテーブル上へ芯材を載せ、セットする。被成型物である本発明の積層体を下成型室上面にクランプで固定する。この際、上・下成型室内は大気圧である。
次に上成型室を降下させ、上・下成型室を接合させ、チャンバーボックス内を閉塞状態にする。上・下成型室内の両方を大気圧状態から、真空タンクによって真空吸引状態とする。
上・下成型室内を真空吸引状態にした後、ヒータを点けて加飾シートの加熱を行なう。次に上・下成型室内は真空状態のまま下成型室内のテーブルを上昇させる。
次に、上成型室内の真空を開放し大気圧を入れることによって、被成型物である本発明の積層体は芯材へ押し付けられてオーバーレイ(成型)される。尚、上成型室内に圧縮空気を供給することで、より大きな力で被成型物である本発明の積層体を芯材へ密着させることも可能である。
オーバーレイが完了した後、ヒータを消灯し、下成型室内の真空も開放して大気圧状態へ戻し、上成型室を上昇させ、加飾印刷された積層体が表皮材として被覆された製品を取り出す。
本発明の積層体及び成形体は、鞍乗型車両の外装部品又は四輪車の外装部品として好適に用いることができる。
雨天や未舗装路の走行時に、自車の車輪や他車が巻き上げた泥が外装部品に、汚れとなって付着する。また、水分を含んでぬかるんだ未舗装路では、外装部品に泥が蓄積し、車両重量が重くなる。本発明の積層体及び成形体(例えばマッドカバー)は、最表面にシリコーン−オレフィン共重合体を含み表面エネルギーが小さいため、泥が付着しても密着しない。さらに、表面が平滑であるため成形品と泥の接触面積が小さく、走行時の振動により容易に泥が滑り成形体から脱落する。泥が蓄積しなくなるため、質量増加による走行性能の低下を防止することができる。
[積層体の製造]
図1に示す製造装置を用い、以下のようにして第1の樹脂層と第2の樹脂層からなる積層体を製造した。
ポリオレフィン(商品名:プライムポリプロF−133A、株式会社プライムポリマー製(メルトフローインデックス3g/10min、ホモポリプロピレン))(95質量%)、及びシリコーン−オレフィン共重合体(商品名:イクスフォーラ、三井化学株式会社製)(5質量%)を第1の樹脂層用の押出機(図示せず)に投入した。
ポリオレフィン(商品名:プライムポリプロF−133A、株式会社プライムポリマー製(メルトフローインデックス3g/10min、ホモポリプロピレン))を第2の樹脂層用の押出機(図示せず)に投入した。
第1の樹脂層用の押出機の直径:65mm
第2の樹脂層用の押出機の直径:75mm
Tダイの幅:900mm
積層シートの引取速度:6m/分
冷却ロール及び金属製エンドレスベルトの表面温度:20℃
冷却ロールの算術平均粗さRa:0.032μm
冷却速度:10,800℃/分
第1の樹脂層の厚さ:50μm
第2の樹脂層の厚さ:150μm
得られた積層体における第1の樹脂層からなる面について、算術平均粗さRaを以下の測定装置と測定条件で測定した。
・測定装置:オリンパス株式会社製 3D測定レーザー顕微鏡(LEXT4000LS)
・測定条件
対物レンズ:20倍
ズーム:1倍
測定ピッチ:0.06μm
測定 操作モード:X,Y,Z高精度カラー
測定エリア:面
測定品質:高精度
解析長さ:642μm
得られた積層体における第1の樹脂層からなる面について、静摩擦係数と動摩擦係数を以下の測定装置、測定条件、算出方法で測定した。
・測定装置:株式会社島津製作所製 オートグラフAGSX−1kN
・測定条件
移動側試験片の形状:80mm(流れ方向)×70mm(幅方向)
固定側試験片の形状:170mm(流れ方向)×110mm(幅方向)
移動動錘の質量:324.6g
クロスヘッドスピード:300mm/分
移動距離:50mm
・静摩擦係数の算出方法
静摩擦係数は、最初のピーク点の試験力と移動動錘の質量を用いて、以下の式から算出した。
静摩擦係数=ピーク点の試験力/移動動錘の質量
・動摩擦係数の算出方法
動摩擦係数は、ストロークが10mmから40mmの間の試験力平均と移動動錘の質量を用いて、以下の式から算出した。
動摩擦係数=ストローク10mm〜40mmの平均試験力/移動動錘の質量
得られた積層体を、厚さ2mm、短辺65mm、長辺150mmの平板状の金型に装着し、油圧式射出成形機IS−80EPN(東芝機械株式会社製)にて、プライムポリプロJ−705UG(株式会社プライムポリマー製、メルトフローインデックス9g/10min、ブロックポリプロピレン)を金型内に供給して一体化させ、泥付着特性評価用の成形体を作製した。
○:泥が全量滑り落ちる
△:泥が滑り落ちるも、滑った後に微量の泥が付着している
×:泥が滑らない、又は滑った後に泥が多く付着している
製造装置の冷却ロール表面の算術平均粗さRaを0.02μmに変更した以外は、実施例1と同様に積層体を製造し、評価した。結果を表1に示す。
シリコーン−オレフィン共重合体を用いずに第1の樹脂層を形成した以外は、実施例1と同様に積層体を製造し、評価した。結果を表1に示す。
製造装置の冷却ロール表面の算術平均粗さRaを0.50μmに変更した以外は、実施例1と同様に積層体を製造し、評価した。結果を表1に示す。
また、第1の樹脂層にシリコーン−オレフィン共重合体を有する本発明の成形体(積層体)は、第1の樹脂層にシリコーン−オレフィン共重合体を有しない比較例1の成形体と比較して、優位な防泥性があることを確認した。
11 シート
12 Tダイ
13 第1冷却ロール
14 第2冷却ロール
15 第3冷却ロール
16 第4冷却ロール
17 金属製エンドレスベルト
22 弾性材
100 第1の樹脂シート
200 第2の樹脂シート
Claims (26)
- ポリオレフィン及びシリコーン−オレフィン共重合体を含む樹脂シートであって、表面及び裏面の少なくとも一方の算術平均粗さRaが0.15μm以下である樹脂シート。
- ポリオレフィン及びシリコーン−オレフィン共重合体を含む樹脂シートであって、表面及び裏面の少なくとも一方の静摩擦係数が0.4以下である樹脂シート。
- 請求項1に記載の樹脂シートからなる第1の樹脂層、及び第2の樹脂層を含む積層体であって、
前記第1の樹脂層の、前記第2の樹脂層と反対側の面の算術平均粗さRaが0.15μm以下である積層体。 - 請求項2に記載の樹脂シートからなる第1の樹脂層、及び第2の樹脂層を含む積層体であって、
前記第1の樹脂層の、前記第2の樹脂層と反対側の面の静摩擦係数が0.4以下である積層体。 - 前記第1の樹脂層に含まれるポリオレフィンが、ポリプロピレン、ポリエチレン、又はポリプロピレン及びポリエチレンである請求項3又は4に記載の積層体。
- 前記第2の樹脂層がポリオレフィンを含む請求項3〜5のいずれかに記載の積層体。
- 前記第2の樹脂層のポリオレフィンが、ポリプロピレン、ポリエチレン、又はポリプロピレン及びポリエチレンである請求項6に記載の積層体。
- 前記第2の樹脂層の、前記第1の樹脂層と反対側の面に第3の樹脂層を含み、前記第3の樹脂層が、ウレタン樹脂、アクリル樹脂、ポリオレフィン及びポリエステルから選択される1以上の樹脂を含む請求項3〜7のいずれかに記載の積層体。
- 前記第3の樹脂層の、前記第2の樹脂層と反対側の面の一部又は全面に印刷層を含む請求項8に記載の積層体。
- 前記第3の樹脂層の、前記第2の樹脂層と反対側の面に、金属又は金属酸化物からなる金属層を含む請求項8に記載の積層体。
- 前記金属又は金属酸化物が、スズ、インジウム、クロム、アルミニウム、ニッケル、銅、銀、金、白金及び亜鉛から選択される1以上の金属又はその酸化物を含む請求項10に記載の積層体。
- 前記金属又は金属酸化物が、インジウム及びアルミニウムから選択される1以上の金属又はその酸化物を含む請求項10又は11に記載の積層体。
- 前記金属層の、前記第3の樹脂層と反対側の面の一部又は全面に印刷層を含む請求項10〜12のいずれかに記載の積層体。
- 前記第2の樹脂層の、前記第1の樹脂層と反対側の面の一部又は全面に印刷層を含む請求項3〜7のいずれかに積層体。
- 前記印刷層の、前記第2の樹脂層と反対側の面に金属又は金属酸化物からなる金属層を含む請求項14に記載の積層体。
- 前記金属又は金属酸化物が、スズ、インジウム、クロム、アルミニウム、ニッケル、銅、銀、金、白金及び亜鉛から選択される1以上の金属又はその酸化物を含む請求項15に記載の積層体。
- 前記金属又は金属酸化物が、インジウム及びアルミニウムから選択される1以上の金属又はその酸化物を含む請求項15又は16に記載の積層体。
- 請求項3〜17のいずれかに記載の積層体の成形体。
- 前記第1の樹脂層からなる面の算術平均粗さRaが0.15μm以下である請求項18に記載の成形体。
- 前記第1の樹脂層からなる面の静摩擦係数が0.4以下である請求項18に記載の成形体。
- 請求項3〜17のいずれかに記載の積層体を成形し、成形体を得る成形体の製造方法。
- 前記成形を、前記積層体を金型に装着し、成形用樹脂を供給して一体化して行う請求項21に記載の成形体の製造方法。
- 前記成形を、前記積層体を金型に合致するよう附形し、前記附形した積層体を金型に装着し、成形用樹脂を供給して一体化して行う請求項21に記載の成形体の製造方法。
- 前記成形を、
チャンバーボックス内に芯材を配設し、
前記芯材の上方に、前記積層体を配置し、
前記チャンバーボックス内を減圧し、
前記積層体を加熱軟化し、
加熱軟化させた前記積層体を前記芯材に押圧して被覆させる請求項21に記載の成形体の製造方法。 - 請求項18〜20のいずれかに記載の成形体を用いて作成された、鞍乗型車両の外装部品又は四輪車の外装部品。
- 請求項18〜20のいずれかに記載の成形体を用いて作成された、車両の内装材、家電の筐体、化粧鋼鈑、化粧板、住宅設備又は情報通信機器の筐体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016098253A JP2017206587A (ja) | 2016-05-16 | 2016-05-16 | 樹脂シート、積層体、成形体、成形体の製造方法、成形体を用いて作成された車両の外装部品及び内装材、家電等の筐体 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016098253A JP2017206587A (ja) | 2016-05-16 | 2016-05-16 | 樹脂シート、積層体、成形体、成形体の製造方法、成形体を用いて作成された車両の外装部品及び内装材、家電等の筐体 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017206587A true JP2017206587A (ja) | 2017-11-24 |
Family
ID=60416299
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016098253A Ceased JP2017206587A (ja) | 2016-05-16 | 2016-05-16 | 樹脂シート、積層体、成形体、成形体の製造方法、成形体を用いて作成された車両の外装部品及び内装材、家電等の筐体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017206587A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022080084A1 (ja) * | 2020-10-16 | 2022-04-21 | 出光ユニテック株式会社 | 樹脂シート、積層体、成形体、及び成形体の製造方法 |
| JP2023067235A (ja) * | 2021-10-29 | 2023-05-16 | 出光ユニテック株式会社 | 樹脂シート、積層体、成形体及び成形体の製造方法 |
| WO2025063021A1 (ja) | 2023-09-22 | 2025-03-27 | 積水化学工業株式会社 | 発泡積層体、及び粘着テープ |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05229082A (ja) * | 1992-02-25 | 1993-09-07 | Toray Gosei Film Kk | 表面保護フイルム |
| JP2004291460A (ja) * | 2003-03-27 | 2004-10-21 | Sumitomo Chem Co Ltd | 積層体および積層体の製造方法 |
| JP2013181073A (ja) * | 2012-02-29 | 2013-09-12 | Mitsui Chemicals Tohcello Inc | 表面保護フィルム |
| JP2015048384A (ja) * | 2013-08-30 | 2015-03-16 | 三井化学株式会社 | ポリオレフィン樹脂組成物およびその用途 |
| JP2015172203A (ja) * | 2010-03-31 | 2015-10-01 | 東レフィルム加工株式会社 | 表面保護フィルム |
| JP2017039892A (ja) * | 2015-08-21 | 2017-02-23 | 三井化学株式会社 | コーティング材および物品 |
-
2016
- 2016-05-16 JP JP2016098253A patent/JP2017206587A/ja not_active Ceased
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05229082A (ja) * | 1992-02-25 | 1993-09-07 | Toray Gosei Film Kk | 表面保護フイルム |
| JP2004291460A (ja) * | 2003-03-27 | 2004-10-21 | Sumitomo Chem Co Ltd | 積層体および積層体の製造方法 |
| JP2015172203A (ja) * | 2010-03-31 | 2015-10-01 | 東レフィルム加工株式会社 | 表面保護フィルム |
| JP2013181073A (ja) * | 2012-02-29 | 2013-09-12 | Mitsui Chemicals Tohcello Inc | 表面保護フィルム |
| JP2015048384A (ja) * | 2013-08-30 | 2015-03-16 | 三井化学株式会社 | ポリオレフィン樹脂組成物およびその用途 |
| JP2017039892A (ja) * | 2015-08-21 | 2017-02-23 | 三井化学株式会社 | コーティング材および物品 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022080084A1 (ja) * | 2020-10-16 | 2022-04-21 | 出光ユニテック株式会社 | 樹脂シート、積層体、成形体、及び成形体の製造方法 |
| JP2023067235A (ja) * | 2021-10-29 | 2023-05-16 | 出光ユニテック株式会社 | 樹脂シート、積層体、成形体及び成形体の製造方法 |
| WO2025063021A1 (ja) | 2023-09-22 | 2025-03-27 | 積水化学工業株式会社 | 発泡積層体、及び粘着テープ |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5269255B2 (ja) | 加飾樹脂シート、樹脂成形体及びその製造方法 | |
| JP6917689B2 (ja) | 加飾用シートおよび加飾用積層シート | |
| JP6242580B2 (ja) | 複合成型体 | |
| CN108495750B (zh) | 层叠体、使用了层叠体的成形体及其制造方法 | |
| CN111971355B (zh) | 多层膜和具备该多层膜的成形体 | |
| JP3643671B2 (ja) | 自動車外装用部品の成形方法、その成形方法で使用される積層フィルムまたはシート、およびその自動車外装用部品 | |
| JP7094972B2 (ja) | 多層フィルムおよび繊維強化樹脂の加飾成形体 | |
| JP2017206587A (ja) | 樹脂シート、積層体、成形体、成形体の製造方法、成形体を用いて作成された車両の外装部品及び内装材、家電等の筐体 | |
| JP5922506B2 (ja) | 透明樹脂フィルム | |
| CN105102226B (zh) | 层压体、成形体、成形物以及成形物的制造方法 | |
| JP6963392B2 (ja) | 積層体、成形体及び成形体の製造方法 | |
| JP6779095B2 (ja) | 賦形加飾シートの製造方法 | |
| CN110290923A (zh) | 层叠体、装饰片、层叠体的制造方法、成形体的制造方法和成形体 | |
| JP2003103709A (ja) | 加飾成形品 | |
| KR20180098353A (ko) | 접합체 및 그의 제조 방법 | |
| JP2018039915A (ja) | 加飾用シートおよび加飾用積層シート | |
| JP2002067078A (ja) | 加飾成形品の製造方法 | |
| JP4157291B2 (ja) | 加飾用シート及び加飾成形品 | |
| JP2577464B2 (ja) | 積層成形体およびその製造方法 | |
| JP7631236B2 (ja) | 積層体、成形体及び成形体の製造方法 | |
| JP4383460B2 (ja) | 加飾成形品の製造方法 | |
| JP6514473B2 (ja) | 積層体、成形体、成形物、および、成形物の製造方法 | |
| JP3979819B2 (ja) | 加飾成形品の製造方法 | |
| JP5015996B2 (ja) | 射出成形同時絵付用シート | |
| JP2023067235A (ja) | 樹脂シート、積層体、成形体及び成形体の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181206 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191203 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200203 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200630 |
|
| A045 | Written measure of dismissal of application [lapsed due to lack of payment] |
Free format text: JAPANESE INTERMEDIATE CODE: A045 Effective date: 20201124 |