JP2017209155A - 凹状パターンを有するモールドの作製方法、及びパターンシートの製造方法 - Google Patents
凹状パターンを有するモールドの作製方法、及びパターンシートの製造方法 Download PDFInfo
- Publication number
- JP2017209155A JP2017209155A JP2016102495A JP2016102495A JP2017209155A JP 2017209155 A JP2017209155 A JP 2017209155A JP 2016102495 A JP2016102495 A JP 2016102495A JP 2016102495 A JP2016102495 A JP 2016102495A JP 2017209155 A JP2017209155 A JP 2017209155A
- Authority
- JP
- Japan
- Prior art keywords
- mold
- electroforming
- pattern
- cavity
- resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images















Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
- Micromachines (AREA)
- Media Introduction/Drainage Providing Device (AREA)
Abstract
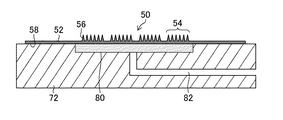
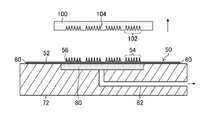
【解決手段】凹状パターンを有するモールドの作製方法は、キャビティを形成する第1型と第2型とを有する型と、針状パターンを有する電鋳金型とを準備し、吸着板により電鋳金型を吸引することにより電鋳金型を第1型に固定する工程と、キャビティを形成するため、電鋳金型の針状パターン以外の領域、かつ吸着板以外の領域において、第1型と第2型とにより電鋳金型を挟圧する型締め工程と、キャビティに樹脂を充填する射出工程と、を有する。
【選択図】図8
Description
本発明の実施形態について、図面を参照して説明する。本実施形態の凹状パターンを有するモールドの作製方法は、キャビティを形成する第1型と第2型とを有する型と、針状パターンを有する電鋳金型と準備し、吸着板により電鋳金型を吸引することにより電鋳金型を第1型に固定する工程と、キャビティを形成するため、電鋳金型の針状パターン以外の領域、かつ吸着板以外の領域において、第1型と第2型とにより電鋳金型を挟圧する型締め工程と、キャビティに樹脂を充填する射出工程と、を有する。
次に、上記の作製方法で作製されたモールド100を用いて、パターンシートを製造する方法について説明する。図17から図22は、パターンシート110を製造する工程図である。
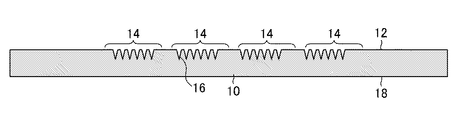
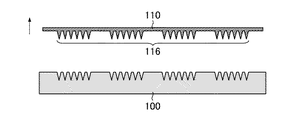
図17は、モールド100を準備した状態を示している。モールド100は、上述のモールドの作製方法により製造される。図17に示されるモールド100は、複数の凹状パターン102を有している。凹状パターン102は、複数の凹部104がアレイ状に配列された状態である。
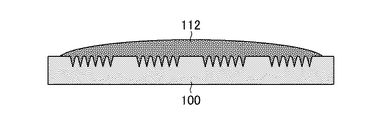
図19は、ポリマー溶解液112を乾燥させてポリマーシート114とする工程を示す図である。例えば、モールド100に供給されたポリマー溶解液112に風を吹き付けることにより乾燥させることができる。ポリマーシート114とは、ポリマー溶解液112に所望の乾燥処理を施した後の状態を意味する。ポリマーシート114の水分量等は適宜設定される。なお、乾燥により、ポリマーの水分量が低くなりすぎると剥離しにくくなるため、弾力性を維持している状態の水分量を残存させておくことが好ましい。
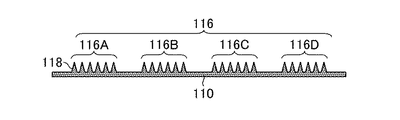
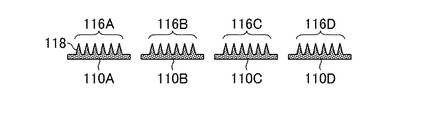
図20、及び図21は、ポリマーシート114をモールド100から離型し、パターンシート110とした状態を示す図である。図22は、パターンシート110を切断して、個別のパターンシート110A、110B、110C、110Dとする工程を説明する図である。
12 第1面
14 凹状パターン
16 凹部
18 第2面
20 陰極
22 シャフト
24 陰極板
26 導電リング
30 電鋳装置
32、32A 電鋳液
34 電鋳槽
36 ドレーン槽
38 ペレット
40 チタンケース
42 排水配管
44 供給配管
50 電鋳金型
52 第1面
54 凸状パターン
56 凸部
58 第2面
60 外縁
62 端部
70 型
72 第1型
74 第2型
76 キャビティ
78 平坦面
80 吸着板
82 吸引管
84 窪み
86 ゲート
88 射出成形機
90 窪み
100 モールド
102 凹状パターン
104 凹部
110、110A、110B、110C、110D パターンシート
112 ポリマー溶解液
114 ポリマーシート
116 凸状パターン
116A、116B、116C、116D 領域
118 凸部
R 樹脂
Claims (8)
- キャビティを形成する第1型と第2型とを有する型と、針状パターンを有する電鋳金型とを準備し、吸着板により前記電鋳金型を吸引することにより前記電鋳金型を前記第1型に固定する工程と、
前記キャビティを形成するため、前記電鋳金型の前記針状パターン以外の領域、かつ実質的に前記吸着板以外の領域において、前記第1型と前記第2型とにより前記電鋳金型を挟圧する型締め工程と、
前記キャビティに樹脂を充填する射出工程と、
を有する凹状パターンを有するモールドの作製方法。 - 前記型締め工程では、前記電鋳金型の端部を除き前記第1型と前記第2型とにより前記電鋳金型を挟圧する請求項1に記載の凹状パターンを有するモールドの作製方法。
- 前記樹脂が熱硬化性樹脂、及びシリコーン樹脂の何れかである請求項1又は2に記載の凹状パターンを有するモールドの作製方法。
- 前記射出工程の後、前記キャビティ内の前記樹脂を加熱することにより硬化し、次いで前記第1型と前記第2型とを開き、硬化された前記樹脂を前記針状パターンから離型する離型工程を有する請求項1から3の何れか一項に記載の凹状パターンを有するモールドの作製方法。
- 前記電鋳金型は、平面視において円形である請求項1から4の何れか一項に記載の凹状パターンを有するモールドの作製方法。
- 前記第1型の前記電鋳金型を固定する側には平坦面が形成され、かつ前記第2型の前記キャビティの側には凹部が形成される請求項1から5の何れか一項に記載の凹状パターンを有するモールドの作製方法。
- 請求項1から6の何れか一項に記載の凹状パターンを有するモールドの作製方法により凹状パターンを有するモールドを作製する工程と、
前記モールドの前記凹状パターンにポリマー溶解液を供給する供給工程と、
前記ポリマー溶解液を乾燥させてポリマーシートとする乾燥工程と、
前記ポリマーシートを前記モールドから離型するポリマーシート離型工程と、
を含むパターンシートの製造方法。 - 前記ポリマー溶解液が水溶性材料を含む請求項7に記載のパターンシートの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016102495A JP2017209155A (ja) | 2016-05-23 | 2016-05-23 | 凹状パターンを有するモールドの作製方法、及びパターンシートの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016102495A JP2017209155A (ja) | 2016-05-23 | 2016-05-23 | 凹状パターンを有するモールドの作製方法、及びパターンシートの製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017209155A true JP2017209155A (ja) | 2017-11-30 |
Family
ID=60475814
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016102495A Pending JP2017209155A (ja) | 2016-05-23 | 2016-05-23 | 凹状パターンを有するモールドの作製方法、及びパターンシートの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017209155A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019188796A1 (ja) | 2018-03-27 | 2019-10-03 | 富士フイルム株式会社 | 凹状台座パターンを有するモールドの作製方法及びパターンシートの製造方法 |
| WO2019188797A1 (ja) * | 2018-03-27 | 2019-10-03 | 富士フイルム株式会社 | 凹状台座パターンを有するモールドの作製方法及びパターンシートの製造方法 |
| WO2019225288A1 (ja) * | 2018-05-25 | 2019-11-28 | 富士フイルム株式会社 | 凹段差部に凹状パターンを有するモールドの作製方法及びパターンシートの製造方法 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0757306A (ja) * | 1993-08-11 | 1995-03-03 | Sharp Corp | 光ディスク成形用金型 |
| JPH10233041A (ja) * | 1997-02-20 | 1998-09-02 | Mitsubishi Chem Corp | ディスク基板成形用金型 |
| JP2003151174A (ja) * | 2001-11-12 | 2003-05-23 | Tdk Corp | 光ディスク用のディスク状基板材料 |
| JP2004130515A (ja) * | 2002-10-08 | 2004-04-30 | Meiki Co Ltd | 導光板成形金型および光学製品成形金型を用いた成形方法 |
| US20080275400A1 (en) * | 2005-12-23 | 2008-11-06 | Ferguson Dennis E | Manufacturing Microneedle Arrays |
| JP2010006010A (ja) * | 2008-06-30 | 2010-01-14 | Hitachi Maxell Ltd | パターン転写用金型の表面処理方法、複製パターン転写用金型の製造方法及び複製パターン転写用金型 |
| WO2014077243A1 (ja) * | 2012-11-13 | 2014-05-22 | 富士フイルム株式会社 | モールド成形体及び経皮吸収シートの製造方法 |
| US20150141910A1 (en) * | 2013-11-14 | 2015-05-21 | University Medical Pharmaceuticals Corporation | Microneedles for therapeutic agent delivery with improved mechanical properties |
| JP2015226649A (ja) * | 2014-05-30 | 2015-12-17 | 株式会社ワークス | マイクロニードル構造体及びマイクロニードル構造体の製造方法 |
-
2016
- 2016-05-23 JP JP2016102495A patent/JP2017209155A/ja active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0757306A (ja) * | 1993-08-11 | 1995-03-03 | Sharp Corp | 光ディスク成形用金型 |
| JPH10233041A (ja) * | 1997-02-20 | 1998-09-02 | Mitsubishi Chem Corp | ディスク基板成形用金型 |
| JP2003151174A (ja) * | 2001-11-12 | 2003-05-23 | Tdk Corp | 光ディスク用のディスク状基板材料 |
| JP2004130515A (ja) * | 2002-10-08 | 2004-04-30 | Meiki Co Ltd | 導光板成形金型および光学製品成形金型を用いた成形方法 |
| US20080275400A1 (en) * | 2005-12-23 | 2008-11-06 | Ferguson Dennis E | Manufacturing Microneedle Arrays |
| JP2010006010A (ja) * | 2008-06-30 | 2010-01-14 | Hitachi Maxell Ltd | パターン転写用金型の表面処理方法、複製パターン転写用金型の製造方法及び複製パターン転写用金型 |
| WO2014077243A1 (ja) * | 2012-11-13 | 2014-05-22 | 富士フイルム株式会社 | モールド成形体及び経皮吸収シートの製造方法 |
| US20150141910A1 (en) * | 2013-11-14 | 2015-05-21 | University Medical Pharmaceuticals Corporation | Microneedles for therapeutic agent delivery with improved mechanical properties |
| JP2015226649A (ja) * | 2014-05-30 | 2015-12-17 | 株式会社ワークス | マイクロニードル構造体及びマイクロニードル構造体の製造方法 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019188796A1 (ja) | 2018-03-27 | 2019-10-03 | 富士フイルム株式会社 | 凹状台座パターンを有するモールドの作製方法及びパターンシートの製造方法 |
| WO2019188797A1 (ja) * | 2018-03-27 | 2019-10-03 | 富士フイルム株式会社 | 凹状台座パターンを有するモールドの作製方法及びパターンシートの製造方法 |
| US10926438B2 (en) | 2018-03-27 | 2021-02-23 | Fujifilm Corporation | Production method of mold having recessed pedestal pattern, and manufacturing method of pattern sheet |
| WO2019225288A1 (ja) * | 2018-05-25 | 2019-11-28 | 富士フイルム株式会社 | 凹段差部に凹状パターンを有するモールドの作製方法及びパターンシートの製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6626403B2 (ja) | 凹状パターンを有するモールドの作製方法、及びパターンシートの製造方法 | |
| US11772305B2 (en) | Production method of mold having recessed pattern in recessed step portion | |
| KR102074603B1 (ko) | 몰드의 제작 방법, 패턴 시트의 제조 방법, 전주 금형의 제작 방법, 및 전주 금형을 이용한 몰드의 제작 방법 | |
| JP2017209155A (ja) | 凹状パターンを有するモールドの作製方法、及びパターンシートの製造方法 | |
| JP2017209240A (ja) | パターンアレイシート成形用型の製造方法、及びマイクロニードルアレイの製造方法 | |
| WO2019225288A1 (ja) | 凹段差部に凹状パターンを有するモールドの作製方法及びパターンシートの製造方法 | |
| CN110251824B (zh) | 一种用于透皮给药的柔性微针贴片及其制作方法 | |
| JP6911196B2 (ja) | 凹状台座パターンを有するモールドの作製方法及びパターンシートの製造方法 | |
| WO2019188797A1 (ja) | 凹状台座パターンを有するモールドの作製方法及びパターンシートの製造方法 | |
| JP6560154B2 (ja) | モールドの作製方法、及びパターンシートの製造方法 | |
| US20240382729A1 (en) | Microneedle device and manufacturing method thereof | |
| CN111298281A (zh) | 一种给药微针及给药微针的专用生产模板 | |
| CN110815663A (zh) | 一种中空微针模具的制备方法 | |
| CN115003364A (zh) | 用于制造微结构的模具元件 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180806 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190510 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190604 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190723 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191112 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20200609 |