JP2017209897A - 繊維強化樹脂部品のフランジ製造方法及び繊維強化樹脂部品のフランジ構造 - Google Patents
繊維強化樹脂部品のフランジ製造方法及び繊維強化樹脂部品のフランジ構造 Download PDFInfo
- Publication number
- JP2017209897A JP2017209897A JP2016105220A JP2016105220A JP2017209897A JP 2017209897 A JP2017209897 A JP 2017209897A JP 2016105220 A JP2016105220 A JP 2016105220A JP 2016105220 A JP2016105220 A JP 2016105220A JP 2017209897 A JP2017209897 A JP 2017209897A
- Authority
- JP
- Japan
- Prior art keywords
- flange
- base material
- reinforced resin
- fabric
- fiber reinforced
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Landscapes
- Body Structure For Vehicles (AREA)
- Moulding By Coating Moulds (AREA)
- Woven Fabrics (AREA)
Abstract
Description
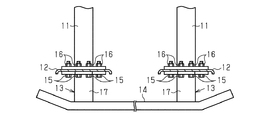
図1に示すように、車体を構成する左右一対のフロントサイドメンバ11には、ブラケット12を介してエネルギー吸収部材としてのクラッシュボックス13が、それぞれ後端において固定されている。両クラッシュボックス13の前端にはフロントバンパ14が固定されている。クラッシュボックス13は、略筒状に形成され、その筒方向が車体の前後方向に沿って延びるように設けられている。クラッシュボックス13は、多層織物を強化基材とし、樹脂をマトリックスとした繊維強化樹脂製である。クラッシュボックス13は、フロントサイドメンバ11の先端に、ボルト15及びナット16を介して固定されている。
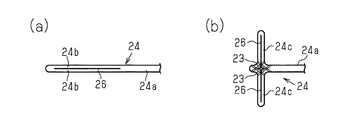
図2及び図3(a)に示すように、フランジ18a,18bは、側壁17aの端部から2方向に分岐しているが、その厚さは、側壁17aの厚さとほぼ同じに形成されている。クラッシュボックス13を構成する繊維強化樹脂の強化基材の材料となる四角筒状体は、全長に亘って同じ層数である端部から2つのフランジ18a,18bを側壁17aと同じ厚さで分岐させるため、図2に示すように、フランジ18a,18bは側壁17aの厚さの半分の厚さの層が互いに異なる方向に延びるように折り曲げられ、かつ少なくとも折り曲げ部の少なくとも基端がステッチ糸23により結合(縫合)されている。
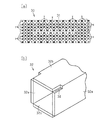
強化基材は多層織物から形成される。多層織物は、経糸xが多層織物の長手方向に、蛇行する状態で延び、緯糸yと交絡することで基本的に各層が分離不能に拘束されている。しかし、この実施形態で使用される多層織物は、隣り合う織物層で分離可能な部分が存在する。経糸xは、多層織物の各織物層を結合する結合糸条を構成する。
(1)繊維強化樹脂部品のフランジ製造方法は、多層織物24,30を強化基材とし、樹脂をマトリックスとした繊維強化樹脂製で、他の部材との連結に使用されるフランジを備えた繊維強化樹脂部品のフランジの製造方法である。そして、強化基材の製造工程として、長手方向の先端側(他の部材と連結される側)の部分に、多層織物の織物層を結合する結合糸条が、多層織物をそれぞれ厚さ方向(積層方向)において2つ分割する状態で結合することにより分割された織物層の間にスリット部26が存在する仮強化基材を形成する仮強化基材製造工程を備える。また、仮強化基材製造工程で製造された仮強化基材のスリット部26と対応する部分の多層織物を、スリット部26を挟んだ状態で互いに異なる方向(この実施形態では逆方向)に延びるように屈曲させて2つのフランジ18a,18bを形成するフランジ形成工程を備える。
○ 本体部から分岐された2つのフランジ18a,18bは、本体部に対して直交する状態で逆方向に分岐された構成に限らない。例えば、図8(a)に示すように、両フランジ18a,18bが直角を成し、かつ一方のフランジ18bは本体部と一直線上に位置する状態で分岐した構成でもよい。また、図8(b)に示すように、本体部と直交する状態で互いに逆方向に分岐し、かつスリット部26を挟んで折り曲げられた2つのフランジ18a,18bに加えて、本体部と一直線上に位置し、スリット部26を有さないフランジ18cを有する構成であってもよい。なお、図8(a),(b)においては、フランジ18a,18b等のハッチングを省略している。
○ 筒状のクラッシュボックス13に代えて、例えば、図9(b)に示すように、断面半円弧状の繊維強化樹脂部品としての支持部材27でフロントバンパ14を支持してもよい。支持部材27は、後端に互いに逆方向に向かって延びるフランジ27a,27bを有する。
○ 繊維強化樹脂部品は、フロントバンパ14あるいはリヤバンパを支持するクラッシュボックスやバンパ支持部品に限らず、他の部材との連結に使用されるフランジを有し、一時的に通常使用状態より大きな応力を受ける状態で使用される部品や部材であってもよい。
Claims (4)
- 多層織物又は積層織物を強化基材とし、樹脂をマトリックスとした繊維強化樹脂製で、他の部材との連結に使用されるフランジを備えた繊維強化樹脂部品のフランジの製造方法であって、
前記強化基材の製造工程として、前記他の部材と連結される側の部分に、前記多層織物又は積層織物の各織物層を結合する結合糸条が、前記多層織物又は積層織物をそれぞれ厚さ方向において2つに分割する状態で結合することにより分割された前記織物層の間にスリット部が存在する仮強化基材を形成する仮強化基材製造工程と、
前記仮強化基材製造工程で製造された前記仮強化基材の前記スリット部により分割された前記織物層を互いに異なる方向に延びるように屈曲させて2つのフランジを形成するフランジ形成工程と
を備えることを特徴とする繊維強化樹脂部品のフランジ製造方法。 - 前記フランジ形成工程で形成された前記フランジの根元部から前記フランジが分岐された本体部にかけて前記スリット部と交差するステッチを施す縫製工程を備えている請求項1に記載の繊維強化樹脂部品のフランジ製造方法。
- 多層織物又は積層織物を強化基材とし、樹脂をマトリックスとした繊維強化樹脂製で、他の部材との連結に使用されるフランジを備えた繊維強化樹脂部品のフランジ構造であって、
前記強化基材は、本体部と、前記本体部から2方向以上に分岐した分岐部とを備えており、前記本体部を構成する織物層は結合糸条により結合されて一体化されており、前記分岐部のうちの2つの分岐部は、前記本体部の織物層が2つに分割され、かつ分割された織物層が互いに異なる方向に延びるように折り曲げられているフランジを構成していることを特徴とする繊維強化樹脂部品のフランジ構造。 - 前記フランジが前記本体部から分岐する箇所の根元部から前記本体部にかけてステッチが施されている請求項3に記載の繊維強化樹脂部品のフランジ構造。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016105220A JP6686700B2 (ja) | 2016-05-26 | 2016-05-26 | 繊維強化樹脂部品のフランジ製造方法及び繊維強化樹脂部品のフランジ構造 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016105220A JP6686700B2 (ja) | 2016-05-26 | 2016-05-26 | 繊維強化樹脂部品のフランジ製造方法及び繊維強化樹脂部品のフランジ構造 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017209897A true JP2017209897A (ja) | 2017-11-30 |
| JP6686700B2 JP6686700B2 (ja) | 2020-04-22 |
Family
ID=60474488
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016105220A Active JP6686700B2 (ja) | 2016-05-26 | 2016-05-26 | 繊維強化樹脂部品のフランジ製造方法及び繊維強化樹脂部品のフランジ構造 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6686700B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020218040A1 (ja) * | 2019-04-23 | 2020-10-29 | 株式会社豊田自動織機 | 構造材 |
| CN112976605A (zh) * | 2021-02-04 | 2021-06-18 | 哈尔滨玻璃钢研究院有限公司 | 一种低成本双翻边法兰结构的成型方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01111038A (ja) * | 1987-09-26 | 1989-04-27 | Vorwerk & Co Interholding Gmbh | 多層織物から成る予備成形物 |
| JPH03119138A (ja) * | 1989-09-29 | 1991-05-21 | Shikishima Kanbasu Kk | 繊維補強複合材 |
| JP2015501890A (ja) * | 2011-12-14 | 2015-01-19 | スネクマ | 3d製織繊維構造、そのような繊維構造から得られた繊維プリフォーム、およびそのようなプリフォームを含む複合材料部品 |
-
2016
- 2016-05-26 JP JP2016105220A patent/JP6686700B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01111038A (ja) * | 1987-09-26 | 1989-04-27 | Vorwerk & Co Interholding Gmbh | 多層織物から成る予備成形物 |
| JPH03119138A (ja) * | 1989-09-29 | 1991-05-21 | Shikishima Kanbasu Kk | 繊維補強複合材 |
| JP2015501890A (ja) * | 2011-12-14 | 2015-01-19 | スネクマ | 3d製織繊維構造、そのような繊維構造から得られた繊維プリフォーム、およびそのようなプリフォームを含む複合材料部品 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020218040A1 (ja) * | 2019-04-23 | 2020-10-29 | 株式会社豊田自動織機 | 構造材 |
| CN112976605A (zh) * | 2021-02-04 | 2021-06-18 | 哈尔滨玻璃钢研究院有限公司 | 一种低成本双翻边法兰结构的成型方法 |
| CN112976605B (zh) * | 2021-02-04 | 2022-06-28 | 哈尔滨玻璃钢研究院有限公司 | 一种低成本双翻边法兰结构的成型方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6686700B2 (ja) | 2020-04-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5734459B2 (ja) | 自動車用繊維強化樹脂部材 | |
| US9365244B2 (en) | Crossmember for a vehicle dashboard provided with a reinforcing back brace made of a fibrous composite | |
| US8882183B2 (en) | Vehicle body structure | |
| CN101282832A (zh) | 支承面板结构 | |
| WO2018008340A1 (ja) | 荷重エネルギ吸収材 | |
| WO2009084505A1 (ja) | 衝撃吸収構造体、シェル型フレーム部材及び座席構造 | |
| JP5734174B2 (ja) | 自動車の車体構造 | |
| JP2019156165A (ja) | 車体のセンターピラー | |
| JP5991711B2 (ja) | 自動車用バンパービーム | |
| JP6228256B2 (ja) | 自動車の車体構造 | |
| JP6686700B2 (ja) | 繊維強化樹脂部品のフランジ製造方法及び繊維強化樹脂部品のフランジ構造 | |
| US20150021941A1 (en) | Deformation element, in particular for bumpers on motor vehicles | |
| JP6235384B2 (ja) | 自動車の車体構造 | |
| CN109421915A (zh) | 能量吸收地板下机体 | |
| US12384466B2 (en) | Vehicle body pillar structure and vehicle body structure | |
| JP6365891B2 (ja) | 車両の衝撃吸収構造 | |
| JP6112686B2 (ja) | 自動車の車体構造 | |
| JP2019098706A (ja) | 車両骨格部材 | |
| JP2012162098A (ja) | 車体構造 | |
| WO2020218040A1 (ja) | 構造材 | |
| JP7035906B2 (ja) | ルーフリインフォースメント及び樹脂中空骨格部材の製造方法 | |
| WO2020212717A1 (ja) | ボディサイドパネル | |
| KR102383484B1 (ko) | 복합재료를 이용한 차량의 강성부재 | |
| JP5979486B2 (ja) | 自動車用バンパービーム | |
| DE202017103910U1 (de) | Führerstandsystem |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181106 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20191016 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191023 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191218 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200303 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200316 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6686700 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |