JP2017506191A - 航空機タイヤ用クラウン補強体 - Google Patents
航空機タイヤ用クラウン補強体 Download PDFInfo
- Publication number
- JP2017506191A JP2017506191A JP2016552886A JP2016552886A JP2017506191A JP 2017506191 A JP2017506191 A JP 2017506191A JP 2016552886 A JP2016552886 A JP 2016552886A JP 2016552886 A JP2016552886 A JP 2016552886A JP 2017506191 A JP2017506191 A JP 2017506191A
- Authority
- JP
- Japan
- Prior art keywords
- working
- strip
- tire
- periodic curve
- reinforcement
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Abandoned
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C9/00—Reinforcements or ply arrangement of pneumatic tyres
- B60C9/18—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers
- B60C9/26—Folded plies
- B60C9/263—Folded plies further characterised by an endless zigzag configuration in at least one belt ply, i.e. no cut edge being present
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/08—Building tyres
- B29D30/20—Building tyres by the flat-tyre method, i.e. building on cylindrical drums
- B29D30/30—Applying the layers; Guiding or stretching the layers during application
- B29D30/3035—Applying the layers; Guiding or stretching the layers during application by feeding a continuous band and moving it back and forth (zig-zag) to form an annular element
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/70—Annular breakers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C9/00—Reinforcements or ply arrangement of pneumatic tyres
- B60C9/0042—Reinforcements made of synthetic materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2277/00—Use of PA, i.e. polyamides, e.g. polyesteramides or derivatives thereof, as reinforcement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C9/00—Reinforcements or ply arrangement of pneumatic tyres
- B60C9/18—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers
- B60C2009/1828—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers characterised by special physical properties of the belt ply
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C2200/00—Tyres specially adapted for particular applications
- B60C2200/02—Tyres specially adapted for particular applications for aircrafts
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Tires In General (AREA)
- Tyre Moulding (AREA)
Abstract
【課題】航空機用タイヤのワーキング補強体の機械的剛性の最適化を可能にすること。【解決手段】本発明は、航空機用のタイヤに関し、特に航空機用タイヤクラウン補強体に関する。航空機用タイヤ(1)は、トレッド(3)の半径方向内側かつカーカス補強体(4)の半径方向外側にワーキング補強体(2)を含み、ワーキング補強体(2)は、半径方向に重なった2つのワーキング層(211、212)から成る少なくとも1つのワーキング・バイプライ(21)を含み、ワーキング・バイプライ(21)は、その回転軸としてタイヤの回転軸線(YY’)を有する半径Rの円筒配置面(6)上に周期的曲線(7)で周方向にジグザグに巻き付けられた幅Wのストリップ(5)から成り、周期的曲線(7)は、周期Pを有し、タイヤの赤道面(XZ)内で前記タイヤの周方向(XX’)に対して角度Aを形成し、ストリップ(5)の周方向ジグザグ巻付けは、数Tの前記円筒配置面(6)の円周2πRにわたる周期的曲線(7)のN周期Pを含む。本発明によれば、周期的曲線(7)の周期Pの前記数Nは、以下の条件:(a)N*(W/sinA)=2πR、(b)N*P=2πR*T、ここでTは整数である、(c)N*Tは、N及びTの最小公倍数である、を満たす整数であり、比T/Nは、少なくとも1.8に等しく、かつ最大2.2に等しい。【選択図】図1
Description
本発明は、航空機用のタイヤに関し、特に航空機用タイヤクラウン補強体に関する。
以下、周方向、軸線方向及び半径方向は、それぞれ、タイヤの回転方向におけるタイヤのトレッド面の接線方向、タイヤの回転軸線に平行な方向、及びタイヤの回転軸線に対して垂直な方向を表す。「半径方向内側、又は、半径方向外側」は、それぞれ、「タイヤの回転軸線により近い、又は、より遠い」ことを意味する。「軸線方向内側、又は、軸線方向外側」は、それぞれ、「タイヤの赤道面により近い、又は、より遠い」ことを意味し、タイヤの赤道面は、タイヤのトレッド面の中央を通り、かつタイヤの回転軸線に対して垂直な面である。
一般に、タイヤは、トレッド面を介して地面と接触することが意図されたトレッドを含み、トレッドは、2つのサイドウォールにより2つのビードと接続しており、2つのビードは、タイヤと、タイヤを取り付けるリムとの間の機械的接続を与えることが意図されている。
ラジアル航空機用タイヤは、より詳細には、ラジアルカーカス補強体及びクラウン補強体を含み、これらは両方とも例えば欧州特許第1381525号明細書に記載されている。
ラジアルカーカス補強体は、タイヤの2つのビードを接続するタイヤ補強構造体である。航空機用タイヤのラジアルカーカス補強体は、一般に少なくとも1つのカーカス層を含み、各カーカス層は、補強材で構成され、これは通常はテキスタイルであり、エラストマー又はエラストマー・コンパウンド型のポリマー材料内に被覆され、これら補強材は互いに平行であるとともに、周方向に対して80°と100°との間に含まれる角度を形成する。
クラウン補強体は、トレッドの半径方向内側にあり、かつ、少なくとも部分的にラジアルカーカス補強体の半径方向外側にあるタイヤ補強構造体である。航空機用タイヤのクラウン補強体は、一般に少なくとも1つのクラウン層を含み、各クラウン層は、エラストマー又はエラストマー・コンパウンド型のポリマー材料内に被覆された互いに平行な補強材で構成される。クラウン層の中でも、ワーキング補強体を構成する、通常はテキスタイル補強材で作られたワーキング層と、ワーキング補強体の半径方向外側に配置され、保護補強体を構成する、金属又はテキスタイル補強材で作られた保護層との間には、通常、区別がある。ワーキング補強体は、クラウン補強体の全体としての機械的挙動を規定し、他方、保護補強体は、トレッドを通って半径方向にタイヤの内側に向かって拡がる衝撃から本質的にワーキング層を保護する。
カーカス層及びクラウン層のテキスタイル補強材は、通常、紡糸テキスタイルフィラメントで構成されたコードであり、脂肪族ポリアミド又は芳香族ポリアミドで作られることが好ましい。テキスタイル補強材の弾性率、破断点伸び、破断力などの張力下での機械的性質は、事前コンディショニング後に測定される。「事前コンディショニング」は、テキスタイル補強材を測定前に少なくとも24時間にわたって欧州標準DIN EN20139(温度20±2℃、相対湿度65±2%)に準拠した標準雰囲気内で貯蔵することを意味する。測定は、ZWICK GmbH&Co(独国)引張試験機1435型又は1445型を用いて既知の方法で行われる。初期長400mmのテキスタイル補強材に公称速度200mm/分で張力をかける。全ての結果を10回の測定で平均する。
航空機用タイヤの製造の際に、より詳細にはワーキング補強体の配置(laying)ステップの際に、ワーキング層は、通常、その回転軸としてタイヤの回転軸線を有する円筒配置面上へのストリップの周方向ジグザグ巻付け(zigzag circumferential winding)又は周方向回転巻付け(circumferential winding in turns)により得られる。ストリップは、一般に、エラストマー・コンパウンド内に被覆された少なくとも1つの連続的なテキスタイル補強材で構成され、最も一般的には、互いに平行なテキスタイル補強材の並置で構成される。したがって、周方向ジグザグ巻付けと又は周方向回転巻付けのどちらで作成されたとしても、ワーキング層は、ストリップの部分の並置で構成される。
ストリップの周方向回転巻付けは、ストリップを、周方向に、円筒配置面の半径に等しい半径の螺旋で、半径方向に対して0°と5°との間に含まれる平均角度で巻き付けることを意味する。このようにして回転巻付けにより得られるワーキング層は、赤道面内で形成されるストリップのテキスタイル補強材(その対は互いに平行である)と周方向との間の角度が0°と5°との間に含まれるという理由で、周方向と称される。
ストリップの周方向ジグザグ巻付けは、ストリップを、周方向に、周期的曲線(これはすなわち極値間で振動する周期的な波動で構成された曲線を意味する)で巻き付けることを意味する。ストリップを周期的曲線で巻き付ける、とは、ストリップの縁から等距離にあるストリップの中心線が周期的曲線と一致することを意味する。ストリップの周方向ジグザグ巻付けの際、ワーキング層は対で配置され、ワーキング層の各対は、ワーキング・バイプライ(biply)を構築する。したがって、ワーキング・バイプライは、その主セクション(これはすなわちその軸線方向端部から離れたところを意味する)内で、半径方向に重なった2つのワーキング層で構成される。その軸線方向端部において、ワーキング・バイプライは、一般に半径方向に重なった2つより多くのワーキング層を含む。ワーキング・バイプライの主セクションの2つのワーキング層と比べた半径方向の付加的なワーキング層の数は、軸線方向端部の過剰厚さと称される。この軸線方向端部の過剰厚さは、ジグザグ巻付けの折返し毎のワーキング・バイプライの端部でのストリップの交差により発生する。ストリップの周方向ジグザグ巻付けにより得られるワーキング・バイプライを含むこのようなワーキング補強体は、欧州特許第0540303号明細書、欧州特許第0850787号明細書、欧州特許第1163120号明細書及び欧州特許第1518666号明細書に記載されている。
周方向ジグザグ巻付けの周期的曲線は、その振幅及びその周期により特徴付けられる。周期的曲線の振幅、すなわち軸線方向で測定されるその極値間の距離は、ワーキング・バイプライの軸線方向幅、すなわちワーキング・バイプライの軸線方向端部間の距離を定める。より詳細には、ワーキング・バイプライの軸線方向幅は、周期的曲線の振幅にストリップの幅を加えたものに等しい。タイヤの赤道面において測定される周期的曲線の周期は、円筒配置面の円周が、通常はこの周期又は対応する半周期の整数倍になるようにされる。欧州特許第2199108号明細書及び米国特許第5730814号明細書は、周期的曲線の周期と、ストリップが配置される円筒面の円周との関係を記載する。
航空機用タイヤの場合、赤道面内で、すなわち周期的曲線が赤道面と交差する点において、周期的曲線の接線により形成される角度は、所与の周期的曲線の振幅に対して(これはすなわち所与のワーキング・バイプライの軸線方向幅に対して、を意味する)、限られた数の値しかとることができない。非網羅的な例として、650mmに等しい半径の円筒配置面上に配置された軸線方向幅が約350mmのワーキング・バイプライを有するサイズ1400×530R23の航空機用タイヤに関して、円筒配置面の円周に等しい周期では、10°のオーダーの角度を得ることが可能になり、円筒配置面の円周の半分に等しい周期では、20°のオーダーの角度を得ることが可能になり、円筒配置面の円周の三分の一に等しい周期では、30°のオーダーの角度を得ることが可能になる。この角度は、ストリップのテキスタイル補強材がタイヤの赤道面内で周方向に対して形成する角度でもあり、ワーキング・バイプライの、したがってワーキング補強体の種々の機械的剛性を規定する重要な設計パラメータであり、これは特にタイヤのコーナリング剛性に影響を与える。定義により、タイヤのコーナリング剛性は、半径方向に関して1°の回転角でタイヤをターンさせるためにタイヤの半径方向にかかるトルクに等しい。したがって、一般に用いられている周期の数により達成することができる角度値の限定された数は、ワーキング補強体の機械的剛性を最適化するための選択肢を制限することになる。
本発明者らは、航空機用タイヤのワーキング補強体のワーキング・バイプライを構成するジグザグに巻き付けられたストリップのテキスタイル補強材によりタイヤの周方向に対して形成される角度に関して、可能な値の数を増やして、ワーキング補強体の機械的剛性の最適化を可能にすることを、目的として設定した。
この目的は、本発明によれば、
航空機用のタイヤであって、
−トレッドの半径方向内側かつカーカス補強体の半径方向外側にワーキング補強体を含み、
−ワーキング補強体は、半径方向に重なった2つのワーキング層から成る少なくとも1つのワーキング・バイプライを含み、
−ワーキング・バイプライは、その回転軸としてタイヤの回転軸線を有する半径Rの円筒配置面上に周期的曲線で周方向にジグザグに巻き付けられた幅Wのストリップから成り、
−周期的曲線は、周期Pを有し、タイヤの赤道面内でタイヤの周方向に対して角度Aを形成し、
−ストリップの周方向ジグザグ巻付けは、数Tの円筒配置面の円周2πRにわたる周期的曲線のN周期Pを含み、
周期的曲線の周期Pの数Nが、
以下の条件:
(a)N*(W/sinA)=2πR、
(b)N*P=2πR*T、ここでTは整数である、
(c)N*Tは、N及びTの最小公倍数である、
を満たす整数であり、
ワーキング・バイプライを構成するために必要とされる、円筒配置面の円周2πRの整数Tと、周期的曲線の周期Pの整数Nとの間の比T/Nが、少なくとも1.8に等しく、かつ最大2.2に等しい、航空機用タイヤにより達成された。
航空機用のタイヤであって、
−トレッドの半径方向内側かつカーカス補強体の半径方向外側にワーキング補強体を含み、
−ワーキング補強体は、半径方向に重なった2つのワーキング層から成る少なくとも1つのワーキング・バイプライを含み、
−ワーキング・バイプライは、その回転軸としてタイヤの回転軸線を有する半径Rの円筒配置面上に周期的曲線で周方向にジグザグに巻き付けられた幅Wのストリップから成り、
−周期的曲線は、周期Pを有し、タイヤの赤道面内でタイヤの周方向に対して角度Aを形成し、
−ストリップの周方向ジグザグ巻付けは、数Tの円筒配置面の円周2πRにわたる周期的曲線のN周期Pを含み、
周期的曲線の周期Pの数Nが、
以下の条件:
(a)N*(W/sinA)=2πR、
(b)N*P=2πR*T、ここでTは整数である、
(c)N*Tは、N及びTの最小公倍数である、
を満たす整数であり、
ワーキング・バイプライを構成するために必要とされる、円筒配置面の円周2πRの整数Tと、周期的曲線の周期Pの整数Nとの間の比T/Nが、少なくとも1.8に等しく、かつ最大2.2に等しい、航空機用タイヤにより達成された。
ワーキング・バイプライを構成する2つのワーキング層の各々は、N部分のストリップの並置により構成され、ストリップは、幅Wを有し、タイヤの主方向に対して角度Aを形成し、ここでNは周期的曲線の周期Pの数であり、これはすなわちワーキング・バイプライを作成するために繰り返されるストリップ配置パスの回数を意味する。したがって、ワーキング層の展開された周方向長さは、N*(W/sinA)に等しく、ここでW/sinAは、円周方向に投影したストリップの幅である。第1の条件N*(W/sinA)=2πRは、ワーキング層の展開された周方向長が、半径Rの円筒配置面の円周2πRに厳密に等しいこと、すなわち、ストリップの部分の並置が一様に行われることを表す。ストリップの部分の並置が一様である、とは、並置が、2つのストリップの隣接部分間に不連続部又は隙間を含まない又は2つのストリップの隣接部分間に重なりを含まないことを意味する。
ワーキング・バイプライを作成するために必要な周方向に投影されたストリップの全長は、N*Pに等しく、ここでNは周期的曲線の周期Pの整数であり、Pは周期的曲線の周期である。第2の条件「N*P=2πR*T、ここでTは整数である」は、ストリップの全投影長さが、半径Rの円筒配置面の円周2πRの整数T倍に等しいことを表す。Tは、ワーキング・バイプライを作成するために必要とされる半径Rの円筒配置面上にストリップを巻き付ける回数を表す。Tが整数であることにより、ワーキング・バイプライの機械的強度が周方向で一様であることを保証することができる。詳細には、Tが整数でない場合には、ワーキング・バイプライは、その軸線方向端部の軸線方向内側の主セクションにおいて、半径方向に重なった2つのワーキング層で構成されたゾーン、及び半径方向に重なった2つより多い層で構成されたゾーン、したがって異なる機械的強度のゾーンを含むことになり、したがってワーキング・バイプライの非一様な機械的強度をもたらすことになる。
第3の条件「N*Tは、N及びTの最小公倍数である」は、一様な厚さのワーキング・バイプライを作成するためには、周期的曲線の周期Pの整数Nと円筒配置面上のストリップの巻き付け回数の整数Tとの間に特定の算術関係を有することが必要であることを表す。この条件を満たさない場合、ワーキング・バイプライは、ストリップが存在しないことに起因する隙間を含むゾーン、及び、ストリップの部分の交差、したがって重複によって生じる過剰厚さを含むゾーンを含むことになる。
3つの条件の組合せにより、周方向に対して所与の角度Aを形成するストリップを周方向にジグザグに巻き付けることによってワーキング・バイプライを作成することが可能になる。すなわち、耐摩耗性などのタイヤ性能を最適化する観点で、ワーキング・バイプライの機械的剛性に対する制御を保つことが可能になる。
本発明によれば、ワーキング・バイプライを構成するのに必要な円筒配置面の円周2πRの整数Tと周期的曲線の周期Pの整数Nとの間の比T/Nは、少なくとも1.8に等しく、かつ最大2.2に等しい。従来の周方向回転巻付けの場合、ストリップが円周方向と形成する角度Aは、0°に近い。周期的曲線の周期Pが円筒配置面の円周2πRに等しい、すなわち比T/Nが1に等しい従来の周方向ジグザグ巻付けの場合、角度Aは10°に近い。比T/Nが2に近い周方向ジグザグ巻付けにより、約5°に等しい角度Aを得ることが可能になり、これは航空機用タイヤでしばしば求められるタイヤの低コーナリング剛性をもたらす。
ストリップの幅Wが、少なくとも2mmに等しく、好ましくは少なくとも6mmに等しいこともまた有利である。ストリップは、ストリップの技術的実現可能性及びストリップの配置ステップの最小生産性の両方に関して、最小幅値を有する必要がある。
ストリップの幅Wが、最大20mmに等しく、好ましくは最大14mmに等しいこともさらに有利である。最大ストリップ幅値は、ワーキング・バイプライを作成するために必要とされる円筒配置面上のストリップの巻付け回数を減らすことを可能にし、これによりワーキング・バイプライを作成するために必要な時間が削減され、したがって生産性が高まる。
ストリップは一般に、脂肪族ポリアミドで作られることが好ましい、テキスタイル材料で作られた補強材を含む。詳細には、特にナイロンなどの脂肪族ポリアミドで作られたテキスタイル補強材は、金属補強材と比べて比較的低い質量を有するので、タイヤの質量を著しく節減することを可能にし、したがって航空機のペイロードを増やすことを可能にする。
あるいは、ストリップは、芳香族ポリアミドで作られた補強材を含む。アラミドなどの芳香族ポリアミドで作られた補強材は、実際、機械的強度と質量との間で良好な妥協を得ることを可能にする。
別の実施形態によれば、ストリップは、脂肪族ポリアミド及び芳香族ポリアミドの組合せで構成された補強材を含む。かかる補強材は一般に、ハイブリッド補強材と呼ばれ、ナイロンの技術的利点とアラミドの技術的利点の両方、すなわち機械的強度、張力下の変形性、及び軽量性を提供する。
本発明はまた、ワーキング補強材を製造するステップを含む、航空機用タイヤを製造する方法に関し、ワーキング・バイプライは、幅Wのストリップを、その回転軸としてタイヤの回転軸線を有する半径Rの円筒配置面上に周期的曲線で周方向にジグザグに巻き付けることにより得られ、周期的曲線は、周期Pを有し、タイヤの赤道面内でタイヤの周方向に対して角度Aを形成し、ストリップの周方向ジグザグ巻付けは、数Tの円筒配置面の円周2πRにわたる周期的曲線のN周期Pを含み、周期的曲線の周期Pの数Nは、以下の条件:
(a)N*(W/sinA)=2πR、
(b)N*P=2πR*T、ここでTは整数である、
(c)N*Tは、N及びTの最小公倍数である、
を満たす整数であり、ワーキング・バイプライを構成するために必要とされる円筒配置面の円周2πRの整数Tと周期的曲線の周期Pの整数Nとの間の比T/Nは、少なくとも1.8に等しく、かつ最大2.2に等しい。
(a)N*(W/sinA)=2πR、
(b)N*P=2πR*T、ここでTは整数である、
(c)N*Tは、N及びTの最小公倍数である、
を満たす整数であり、ワーキング・バイプライを構成するために必要とされる円筒配置面の円周2πRの整数Tと周期的曲線の周期Pの整数Nとの間の比T/Nは、少なくとも1.8に等しく、かつ最大2.2に等しい。
本発明の特徴及び他の利点は、以下の、縮尺通りに描かれていない図面の補助により、より良く理解されるであろう。
図1は、トレッド3の半径方向内側かつカーカス補強体4の半径方向外側にワーキング補強体2を含む航空機用タイヤ1の、タイヤの回転軸線(YY’)を通る半径方向面(YZ)上の断面の半分を示す。ワーキング補強体2は、その回転軸としてタイヤの回転軸線(YY’)を有する半径Rの円筒配置面上に幅Wのストリップを周方向ジグザグ巻付けすることにより得られる、少なくとも部分的に半径方向に重なる2つのワーキング層(211、212)で構成されたワーキング・バイプライ21を含む。半径方向面(YZ)内で、各ワーキング層(211、212)は、幅W/cosAのストリップ5の部分の軸線方向並置部で構成され、ここでWは、ストリップ5の中心線に対して垂直に測定されたストリップ5の幅(図示せず)であり、Aは、赤道面(XZ)内で周方向(XX’)に対してストリップ5の中心線が形成する角度(図示せず)である。
図2は、タイヤの回転軸線(YY’)の周りの回転面である半径Rの円筒配置面6上に周期的曲線7で周方向にジグザグに巻き付けられた、本発明によるタイヤのワーキング・バイプライを構成するストリップ5の斜視図である。
図3は、周期的曲線7で周方向にジグザグに巻き付けられた、1周期配置された後の、本発明によるタイヤのワーキング・バイプライを構成するストリップ5の展開図である。ストリップ5は、展開形態で描かれた円周2πRの円筒面6上に配置される。ストリップ5の中心線は、周期的曲線7に従い、周方向(XX’)に対して角度Aを形成する。周期的曲線7は、2πR+Bに等しい周期Pを有し、ここでBは円周2πRを超える周期Pの部分であり、かつ、振幅Cを有し、この振幅Cに、ストリップ5の半幅W/2を2つ分、すなわちストリップ5の幅Wを加えて、ワーキング・バイプライの幅L=C+Wを定める。したがって、方向(XX’)に投影したストリップ5の幅は、W/sinAに等しい。
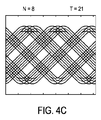
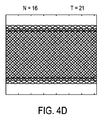
図4A乃至図4Dは、周期的曲線で周方向にジグザグに巻き付けられた、本発明のタイヤのワーキング・バイプライを構成するストリップの展開図を、それぞれ、N=A周期配置後(図4A)、N=4周期配置後(図4B)、N=8周期配置後(図4C)及びN=16周期の配置後(図4D)の、種々の配置ステップにおいて示す。図示した例は、ストリップの周方向ジグザグ巻付けによるワーキング・バイプライの作成に対応し、巻付けは、数T=21の半径Rの円筒配置面の円周2πRにわたる周期的曲線のN=16周期Pを含む。図4Dは、隙間のない一様な外観を呈する、完全に形成されたワーキング・バイプライの展開図を示す。
本発明者らは、サイズ1400×530R23の航空機用タイヤに対して本発明を実施し、そのワーキング補強体は、それぞれ半径方向内部、中間及び外部である3つの重なったバイプライを含み、その幾何学的特性及び配置特性を下記の表1に示す。

研究対象のタイヤにおいて、本発明者らは、内側から外側に向かって半径方向に重なったそれぞれ実質的に370mm、350mm及び320mmに等しい軸線方向幅を有する、周方向に対して約5°の角度を形成するハイブリッドテキスタイル補強材を含む3つのワーキング・バイプライを得るべく、このワーキング・バイプライを、幅11.4mmのストリップを周方向にジグザグに巻き付けることにより作成し、ここで各ワーキング・バイプライを構成するために必要な円筒配置面の円周2πRの数T又は巻き付けの回数と周期的曲線の周期Pの整数Nとの比は、2.03に等しく、したがって1.8と2.2との間に含まれる。このようにして得られるワーキング・バイプライは、一様な厚さの基準、したがって一様な機械的強度の基準を満たす。
本発明は、航空機用タイヤの技術分野に限定されず、ストリップのジグザグ巻き付けにより得られる少なくとも1つのバイプライを有するクラウン補強体を含むいかなるタイヤにも、例えば非網羅的に地下鉄のタイヤにも適用することができる。これは、ストリップのジグザグ巻付けにより得られるバイプライを含む保護補強体にも適用することができる。
1:航空機用タイヤ
2:ワーキング補強体
3:トレッド
4:カーカス補強体
5:ストリップ
6:円筒配置面
7:周期的曲線
21:ワーキング・バイプライ
211、212:ワーキング層
2:ワーキング補強体
3:トレッド
4:カーカス補強体
5:ストリップ
6:円筒配置面
7:周期的曲線
21:ワーキング・バイプライ
211、212:ワーキング層
Claims (7)
- 航空機用のタイヤ(1)であって、
−トレッド(3)の半径方向内側かつカーカス補強体(4)の半径方向外側にワーキング補強体(2)を含み、
−前記ワーキング補強体(2)は、半径方向に重なった2つのワーキング層(211、212)から成る少なくとも1つのワーキング・バイプライ(21)を含み、
−ワーキング・バイプライ(21)は、その回転軸として前記タイヤの回転軸線(YY’)を有する半径Rの円筒配置面(6)上に周期的曲線(7)で周方向にジグザグに巻き付けられた幅Wのストリップ(5)から成り、
−前記周期的曲線(7)は、周期Pを有し、前記タイヤの赤道面(XZ)内で前記タイヤの周方向(XX’)に対して角度Aを形成し、
−前記ストリップ(5)の周方向ジグザグ巻付けは、数Tの前記円筒配置面(6)の円周2πRにわたる前記周期的曲線(7)のN周期Pを含み、
前記周期的曲線(7)の前記周期Pの前記数Nが、
以下の条件:
(a)N*(W/sinA)=2πR、
(b)N*P=2πR*T、ここでTは整数である、
(c)N*Tは、N及びTの最小公倍数である、
を満たす整数であること、及び
前記ワーキング・バイプライ(21)を構成するために必要とされる前記円筒配置面(6)の円周2πRの前記整数Tと前記周期的曲線(7)の周期Pの前記整数Nとの間の比T/Nが、1.8以上、かつ2.2以下であること、
を特徴とする、航空機用タイヤ(1)。 - 前記ストリップ(5)の前記幅Wが、2mm以上、好ましくは6mm以上であることを特徴とする、請求項1に記載の航空機用タイヤ(1)。
- 前記ストリップ(5)の前記幅Wが、20mm以下、好ましくは14mm以下であることを特徴とする、請求項1〜請求項2のいずれかに記載の航空機用タイヤ(1)。
- 前記ストリップ(5)は、エラストマー・コンパウンド内に被覆された補強材で構成され、前記ストリップ(5)が、脂肪族ポリアミドで作られることが好ましい、テキスタイルで作られた補強材を含むことを特徴とする、請求項1〜請求項3のいずれかに記載の航空機用タイヤ(1)。
- 前記ストリップ(5)は、エラストマー・コンパウンド内に被覆された補強材で構成され、前記ストリップ(5)が、芳香族ポリアミド製の補強材を含むことを特徴とする、請求項1〜請求項3のいずれかに記載の航空機用タイヤ(1)。
- 前記ストリップ(5)は、エラストマー・コンパウンド内に被覆された補強材で構成され、前記ストリップ(5)が、脂肪族ポリアミド及び芳香族ポリアミドの組合せで構成された補強材を含むことを特徴とする、請求項1〜請求項3のいずれかに記載の航空機用タイヤ(1)。
- 前記ワーキング・バイプライ(21)を製造するステップを含む、請求項1〜請求項6のいずれかに記載の航空機用タイヤ(1)を製造する方法であって、前記ワーキング・バイプライ(21)は、幅Wのストリップ(5)を、その回転軸として前記タイヤの回転軸線(YY’)を有する半径Rの円筒配置面(6)上に周期的曲線(7)で周方向にジグザグに巻き付けることにより得られ、前記周期的曲線(7)は、周期Pを有し、前記タイヤの赤道面(XZ)内で前記タイヤの周方向(XX’)に対して角度Aを形成し、前記ストリップ(5)の周方向ジグザグ巻付けは、数Tの前記円筒配置面(6)の円周2πRにわたる前記周期的曲線(7)のN周期Pを含み、前記周期的曲線(7)の前記周期Pの前記数Nは、
以下の条件:
(a)N*(W/sinA)=2πR、
(b)N*P=2πR*T、ここでTは整数である、
(c)N*Tは、N及びTの最小公倍数である、
を満たす整数であり、前記ワーキング・バイプライ(21)を構成するために必要とされる前記円筒配置面(6)の円周2πRの前記整数Tと前記周期的曲線(7)の周期Pの前記整数Nとの間の比T/Nは、1.8以上、かつ2.2以下であることを特徴とする、方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR1451429 | 2014-02-24 | ||
| FR1451429A FR3017822B1 (fr) | 2014-02-24 | 2014-02-24 | Armature de sommet de pneumatique pour avion |
| PCT/EP2015/053690 WO2015124758A1 (fr) | 2014-02-24 | 2015-02-23 | Armature de sommet de pneumatique pour avion |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017506191A true JP2017506191A (ja) | 2017-03-02 |
Family
ID=50473660
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016552886A Abandoned JP2017506191A (ja) | 2014-02-24 | 2015-02-23 | 航空機タイヤ用クラウン補強体 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20170066287A1 (ja) |
| EP (1) | EP3110618B1 (ja) |
| JP (1) | JP2017506191A (ja) |
| CN (1) | CN106029353B (ja) |
| FR (1) | FR3017822B1 (ja) |
| WO (1) | WO2015124758A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019209948A (ja) * | 2018-06-08 | 2019-12-12 | 住友ゴム工業株式会社 | タイヤ |
| JP2020104546A (ja) * | 2018-12-26 | 2020-07-09 | Toyo Tire株式会社 | 空気入りタイヤ |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020115409A2 (fr) | 2018-12-05 | 2020-06-11 | Compagnie Generale Des Etablissements Michelin | Pneumatique pour vehicule de genie civil, comprenant une armature de sommet a renforts metalliques trancannee |
| FR3089454A3 (fr) | 2018-12-05 | 2020-06-12 | Michelin & Cie | Pneumatique pour véhicule de Génie Civil, comprenant une armature de sommet à renforts métalliques trancannée |
| JP7129900B2 (ja) * | 2018-12-21 | 2022-09-02 | 株式会社ブリヂストン | 航空機用空気入りタイヤ |
| FR3136401B1 (fr) | 2022-06-09 | 2024-06-28 | Michelin & Cie | Pneumatique comprenant une armature de sommet a renforts metalliques trancannee |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NL88195C (ja) * | 1954-03-05 | |||
| FR1268334A (fr) * | 1960-09-27 | 1961-07-28 | Pirelli | Perfectionnements à la fabrication des ceintures pour pneumatiques de roues de véhicules |
| US3589426A (en) * | 1969-04-02 | 1971-06-29 | Deering Milliken Res Corp | Method for producing endless reinforcements for pneumatic tires |
| JPH11180110A (ja) * | 1997-12-24 | 1999-07-06 | Yokohama Rubber Co Ltd:The | 空気入りタイヤ |
| JP2000198317A (ja) * | 1999-01-06 | 2000-07-18 | Toyo Tire & Rubber Co Ltd | 空気入りタイヤ |
| JP2000280710A (ja) * | 1999-03-31 | 2000-10-10 | Toyo Tire & Rubber Co Ltd | 空気入りラジアルタイヤ |
| WO2003061991A1 (en) * | 2002-01-24 | 2003-07-31 | Bridgestone Corporation | Pneumatic radial tire, and method of producing the same |
| JP4346436B2 (ja) * | 2003-12-25 | 2009-10-21 | 横浜ゴム株式会社 | 空気入りタイヤ及びその製造方法 |
| JP4829773B2 (ja) * | 2006-12-28 | 2011-12-07 | 住友ゴム工業株式会社 | 生タイヤ |
| US20100154965A1 (en) * | 2008-12-19 | 2010-06-24 | Roland Willibrord Krier | Offset zigzag belt structure for a pneumatic tire |
| US20100154964A1 (en) * | 2008-12-19 | 2010-06-24 | Francois Pierre Charles Gerard Georges | Pneumatic tire |
| US20100154974A1 (en) * | 2008-12-19 | 2010-06-24 | Francois Pierre Charles Gerard Georges | Method of making a pneumatic tire |
-
2014
- 2014-02-24 FR FR1451429A patent/FR3017822B1/fr not_active Expired - Fee Related
-
2015
- 2015-02-23 EP EP15706772.9A patent/EP3110618B1/fr active Active
- 2015-02-23 US US15/120,856 patent/US20170066287A1/en not_active Abandoned
- 2015-02-23 CN CN201580008954.XA patent/CN106029353B/zh active Active
- 2015-02-23 WO PCT/EP2015/053690 patent/WO2015124758A1/fr not_active Ceased
- 2015-02-23 JP JP2016552886A patent/JP2017506191A/ja not_active Abandoned
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019209948A (ja) * | 2018-06-08 | 2019-12-12 | 住友ゴム工業株式会社 | タイヤ |
| JP7151189B2 (ja) | 2018-06-08 | 2022-10-12 | 住友ゴム工業株式会社 | タイヤ |
| JP2020104546A (ja) * | 2018-12-26 | 2020-07-09 | Toyo Tire株式会社 | 空気入りタイヤ |
| JP7153554B2 (ja) | 2018-12-26 | 2022-10-14 | Toyo Tire株式会社 | 空気入りタイヤ |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3110618B1 (fr) | 2017-12-06 |
| WO2015124758A1 (fr) | 2015-08-27 |
| CN106029353B (zh) | 2017-11-14 |
| FR3017822B1 (fr) | 2017-06-09 |
| CN106029353A (zh) | 2016-10-12 |
| FR3017822A1 (fr) | 2015-08-28 |
| EP3110618A1 (fr) | 2017-01-04 |
| US20170066287A1 (en) | 2017-03-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2017506191A (ja) | 航空機タイヤ用クラウン補強体 | |
| JP2016540679A (ja) | 航空機用タイヤのためのクラウン補強材 | |
| JP2013227013A (ja) | 空気入りタイヤ | |
| JP2016534928A (ja) | 航空機用タイヤのクラウン補強材 | |
| JP2010095057A (ja) | 空気入りタイヤ及びその製造方法 | |
| KR100339947B1 (ko) | 크라운 보강부를 구비한 바이어스 타이어 | |
| JP6053586B2 (ja) | 航空機用空気入りタイヤ | |
| JP2019098854A (ja) | 空気入りタイヤ | |
| JP2012091778A (ja) | 軽量化された航空機用タイヤ | |
| JP2012091781A (ja) | 軽量化航空機タイヤ | |
| CN106163829B (zh) | 飞机轮胎的胎冠增强件 | |
| CN106232388B (zh) | 用于飞机轮胎的胎冠增强件 | |
| US20220016934A1 (en) | Tire For a Civil Engineering Vehicle, Comprising a Level-Wound Crown Reinforcement with Metal Reinforcements | |
| JP6754188B2 (ja) | 航空機用タイヤ | |
| JP2016533946A (ja) | 航空機用タイヤのクラウン補強材 | |
| JP2005350021A (ja) | 空気入りタイヤ | |
| JP6343398B2 (ja) | 航空機用タイヤ | |
| JP2014180896A (ja) | 航空機用ラジアルタイヤ | |
| JP3744651B2 (ja) | 空気入りタイヤ | |
| JP2014040183A (ja) | 重荷重用空気入りタイヤ | |
| JP2016113149A (ja) | 異なるモジュラスのプライを有する航空機用タイヤ | |
| JP2009286269A (ja) | 空気入りタイヤ | |
| CN106232385B (zh) | 用于飞机轮胎的胎冠增强件 | |
| JP2015081039A (ja) | 空気入りタイヤ及びその製造方法 | |
| JP2020185843A (ja) | 空気入りタイヤ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20170425 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20171122 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20171206 |
|
| A762 | Written abandonment of application |
Free format text: JAPANESE INTERMEDIATE CODE: A762 Effective date: 20181024 |