JP2017518901A - 第1対象物を第2対象物に固定する方法 - Google Patents
第1対象物を第2対象物に固定する方法 Download PDFInfo
- Publication number
- JP2017518901A JP2017518901A JP2016569711A JP2016569711A JP2017518901A JP 2017518901 A JP2017518901 A JP 2017518901A JP 2016569711 A JP2016569711 A JP 2016569711A JP 2016569711 A JP2016569711 A JP 2016569711A JP 2017518901 A JP2017518901 A JP 2017518901A
- Authority
- JP
- Japan
- Prior art keywords
- clamping
- opening
- clamping force
- insert
- fixing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/72—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by combined operations or combined techniques, e.g. welding and stitching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/08—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using ultrasonic vibrations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
- B29C65/4805—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding characterised by the type of adhesives
- B29C65/481—Non-reactive adhesives, e.g. physically hardening adhesives
- B29C65/4815—Hot melt adhesives, e.g. thermoplastic adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
- B29C65/50—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding using adhesive tape, e.g. thermoplastic tape; using threads or the like
- B29C65/5057—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding using adhesive tape, e.g. thermoplastic tape; using threads or the like positioned between the surfaces to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/56—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using mechanical means or mechanical connections, e.g. form-fits
- B29C65/562—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using mechanical means or mechanical connections, e.g. form-fits using extra joining elements, i.e. which are not integral with the parts to be joined
- B29C65/564—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using mechanical means or mechanical connections, e.g. form-fits using extra joining elements, i.e. which are not integral with the parts to be joined hidden in the joint, e.g. dowels or Z-pins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/56—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using mechanical means or mechanical connections, e.g. form-fits
- B29C65/565—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using mechanical means or mechanical connections, e.g. form-fits involving interference fits, e.g. force-fits or press-fits
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/56—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using mechanical means or mechanical connections, e.g. form-fits
- B29C65/60—Riveting or staking
- B29C65/601—Riveting or staking using extra riveting elements, i.e. the rivets being non-integral with the parts to be joined
- B29C65/603—Riveting or staking using extra riveting elements, i.e. the rivets being non-integral with the parts to be joined the rivets being pushed in blind holes
- B29C65/604—Riveting or staking using extra riveting elements, i.e. the rivets being non-integral with the parts to be joined the rivets being pushed in blind holes in both parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/56—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using mechanical means or mechanical connections, e.g. form-fits
- B29C65/60—Riveting or staking
- B29C65/606—Riveting or staking the rivets being integral with one of the parts to be joined, i.e. staking
- B29C65/608—Riveting or staking the rivets being integral with one of the parts to be joined, i.e. staking the integral rivets being pushed in blind holes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/56—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using mechanical means or mechanical connections, e.g. form-fits
- B29C65/64—Joining a non-plastics element to a plastics element, e.g. by force
- B29C65/645—Joining a non-plastics element to a plastics element, e.g. by force using friction or ultrasonic vibrations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/78—Means for handling the parts to be joined, e.g. for making containers or hollow articles, e.g. means for handling sheets, plates, web-like materials, tubular articles, hollow articles or elements to be joined therewith; Means for discharging the joined articles from the joining apparatus
- B29C65/7841—Holding or clamping means for handling purposes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/006—Preventing damaging, e.g. of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/02—Preparation of the material, in the area to be joined, prior to joining or welding
- B29C66/022—Mechanical pre-treatments, e.g. reshaping
- B29C66/0224—Mechanical pre-treatments, e.g. reshaping with removal of material
- B29C66/02241—Cutting, e.g. by using waterjets, or sawing
- B29C66/02242—Perforating or boring
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/112—Single lapped joints
- B29C66/1122—Single lap to lap joints, i.e. overlap joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/114—Single butt joints
- B29C66/1142—Single butt to butt joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/12—Joint cross-sections combining only two joint-segments; Tongue and groove joints; Tenon and mortise joints; Stepped joint cross-sections
- B29C66/126—Tenon and mortise joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/302—Particular design of joint configurations the area to be joined comprising melt initiators
- B29C66/3022—Particular design of joint configurations the area to be joined comprising melt initiators said melt initiators being integral with at least one of the parts to be joined
- B29C66/30221—Particular design of joint configurations the area to be joined comprising melt initiators said melt initiators being integral with at least one of the parts to be joined said melt initiators being point-like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/302—Particular design of joint configurations the area to be joined comprising melt initiators
- B29C66/3022—Particular design of joint configurations the area to be joined comprising melt initiators said melt initiators being integral with at least one of the parts to be joined
- B29C66/30223—Particular design of joint configurations the area to be joined comprising melt initiators said melt initiators being integral with at least one of the parts to be joined said melt initiators being rib-like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/303—Particular design of joint configurations the joint involving an anchoring effect
- B29C66/3032—Particular design of joint configurations the joint involving an anchoring effect making use of protrusions or cavities belonging to at least one of the parts to be joined
- B29C66/30321—Particular design of joint configurations the joint involving an anchoring effect making use of protrusions or cavities belonging to at least one of the parts to be joined making use of protrusions belonging to at least one of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/303—Particular design of joint configurations the joint involving an anchoring effect
- B29C66/3032—Particular design of joint configurations the joint involving an anchoring effect making use of protrusions or cavities belonging to at least one of the parts to be joined
- B29C66/30325—Particular design of joint configurations the joint involving an anchoring effect making use of protrusions or cavities belonging to at least one of the parts to be joined making use of cavities belonging to at least one of the parts to be joined
- B29C66/30326—Particular design of joint configurations the joint involving an anchoring effect making use of protrusions or cavities belonging to at least one of the parts to be joined making use of cavities belonging to at least one of the parts to be joined in the form of porosity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/41—Joining substantially flat articles ; Making flat seams in tubular or hollow articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/41—Joining substantially flat articles ; Making flat seams in tubular or hollow articles
- B29C66/43—Joining a relatively small portion of the surface of said articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/47—Joining single elements to sheets, plates or other substantially flat surfaces
- B29C66/474—Joining single elements to sheets, plates or other substantially flat surfaces said single elements being substantially non-flat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/721—Fibre-reinforced materials
- B29C66/7212—Fibre-reinforced materials characterised by the composition of the fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/727—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being porous, e.g. foam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/729—Textile or other fibrous material made from plastics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/739—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/7392—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of at least one of the parts being a thermoplastic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/74—Joining plastics material to non-plastics material
- B29C66/748—Joining plastics material to non-plastics material to natural products or their composites, not provided for in groups B29C66/742 - B29C66/746
- B29C66/7487—Wood
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/814—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps
- B29C66/8141—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined
- B29C66/81411—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined characterised by its cross-section, e.g. transversal or longitudinal, being non-flat
- B29C66/81415—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined characterised by its cross-section, e.g. transversal or longitudinal, being non-flat being bevelled
- B29C66/81417—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined characterised by its cross-section, e.g. transversal or longitudinal, being non-flat being bevelled being V-shaped
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/814—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps
- B29C66/8141—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined
- B29C66/81427—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined comprising a single ridge, e.g. for making a weakening line; comprising a single tooth
- B29C66/81429—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined comprising a single ridge, e.g. for making a weakening line; comprising a single tooth comprising a single tooth
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/83—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools
- B29C66/832—Reciprocating joining or pressing tools
- B29C66/8322—Joining or pressing tools reciprocating along one axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/90—Measuring or controlling the joining process
- B29C66/95—Measuring or controlling the joining process by measuring or controlling specific variables not covered by groups B29C66/91 - B29C66/94
- B29C66/959—Measuring or controlling the joining process by measuring or controlling specific variables not covered by groups B29C66/91 - B29C66/94 characterised by specific values or ranges of said specific variables
- B29C66/9592—Measuring or controlling the joining process by measuring or controlling specific variables not covered by groups B29C66/91 - B29C66/94 characterised by specific values or ranges of said specific variables in explicit relation to another variable, e.g. X-Y diagrams
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B5/00—Joining sheets or plates, e.g. panels, to one another or to strips or bars parallel to them
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/06—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using friction, e.g. spin welding
- B29C65/0609—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using friction, e.g. spin welding characterised by the movement of the parts to be joined
- B29C65/0618—Linear
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/71—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/74—Joining plastics material to non-plastics material
- B29C66/748—Joining plastics material to non-plastics material to natural products or their composites, not provided for in groups B29C66/742 - B29C66/746
- B29C66/7486—Paper, e.g. cardboard
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2309/00—Use of inorganic materials not provided for in groups B29K2303/00 - B29K2307/00, as reinforcement
- B29K2309/08—Glass
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2677/00—Use of PA, i.e. polyamides, e.g. polyesteramides or derivatives thereof, for preformed parts, e.g. for inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/0046—Elastic
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B3/00—Key-type connections; Keys
- F16B3/005—Key-type connections; Keys the key being formed by solidification of injected material
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Textile Engineering (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
- Connection Of Plates (AREA)
- Standing Axle, Rod, Or Tube Structures Coupled By Welding, Adhesion, Or Deposition (AREA)
- Joining Of Building Structures In Genera (AREA)
- Insertion Pins And Rivets (AREA)
Abstract
Description
本発明は、機械工学および製造の分野に属し、2つの対象物を連結する方法に関する。2つの対象物のうち、第1対象物は、挿入部を含み、他方の対象物は、開口を含む。2つの対象物を連結するために、挿入部は、開口内に固定される。固定領域において、一方の対象物は、熱可塑性固体材料を含み、他の対象物は、液化された熱可塑性材料によって浸透可能な固体材料を含む。第2対象物の浸透性材料は、例えば、繊維状または多孔性であり、特に木材、チップボードなどの木質材料である。第2対象物は、板材であってもよく、開口は、板材の狭い側面に設けられた開口であってもよい。
例えば、WO96/01377(Createc社)、WO98/042988(Woodwelding社)、WO2006/002569(Woodwelding社)、またはWO2008/080239から知られているように、第1手法は、熱可塑性材料を含む挿入体を繊維状または多孔性材料、例えばチップボードまたは木材に固定する。このような固定を行うために、開口に対して挿入体を配置した後、機械振動、特に超音波振動、および挿入体を開口に押し付けるための力を挿入体に同時に適用する。挿入体を配置するステップにおいて、関連する力が適用されず、すなわち、振動エネルギーを適用する時に、配置された挿入体は、自由に振動する、または挿入体を繊維状または多孔性材料に押し付ける力によって後者にエネルギーを伝達する。振動および力を適用するステップにおいて、熱可塑性材料は、少なくとも繊維状または多孔性材料と接触する箇所で摩擦熱により液化され、開口壁の繊維状または多孔性材料に浸透し、再凝固すると、繊維状または多孔性材料とポジティブフィット連結を形成する。
本発明の目的は、上述した第1手法または第2手法に基づき、2つの対象物を連結し、挿入部がわずかに大きめの断面を有する場合に、挿入部を開口に挿入することによって第2対象物に損傷を引き起こす危険性を最小限に抑える方法を提供することである。
第1材料を含む第1対象物を準備し、第2材料を含む第2対象物を準備するステップを含み、第1材料は、固体であり、熱可塑性を有し、第2材料は、固体であり、液化状態の第1材料によって浸透可能であり、第2対象物は、端面を有し、第2対象物は、端面に開口をさらに備え、開口は、開口軸を有し、第1対象物は、挿入部をさらに備え、
開口と挿入部は、挿入部が開口内に配置されるように互いに構成され、第1材料および第2材料は、互いに対して押し付けられ得る挿入部および開口の対向面領域の少なくとも一部を構成し、
挿入部が少なくとも部分的に開口に挿入されている間に、第2対象物に締め付け力を適用するステップを含み、
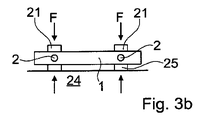
締め付け力は、締め付け要素の間に作用し、締め付け力を適用するときに、開口が締め付け要素の作用を受ける対向面の間に位置するように配置され、締め付け力は、開口軸に非平行な方向に作用し、
第1材料の少なくとも部分的な液化に適するエネルギーを、対向面領域の近傍に位置する第1材料の液化および第1材料と第2材料の相互浸透に十分な量および時間で、対向面領域の近傍に供給することによって、第1対象物の挿入部を開口内に固定するステップ、
固定するステップ中に液化された第1材料が再凝固するのに十分な時間で、エネルギーの供給を停止するステップを含む。
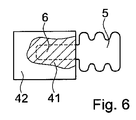
図1は、本発明に係る方法における第2対象物として、チップボードからなる板材1を示す。この板材は、2つの対向する幅広い表面3と、ブラインド開口2を有する幅狭い側面4とを有する。ヘッド部8と挿入部6とを有する取付要素5が、本方法の第1対象物として機能する。図示された実施形態における取付要素5は、熱可塑性材料、例えばポリアミドを含む。一実施形態によれば、取付要素5は、完全にまたはほぼ完全に熱可塑性材料から作られる。代替の実施形態において、取付要素5は、非熱可塑性材料からなるコアと、熱可塑性材料からなる被覆とを含む。
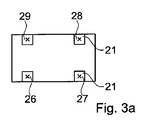
図11は、可変で調整可能な距離Dを有する締め付け要素21を備える製造機械を提供する実現例を概略的に示している。これにより、機械は、平行な取付要素5を異なる距離Dで挿入することができ、適応性が非常に高くなると共に、締め付け要素21によって、関連する位置で、すなわち取付要素5の現在位置で、締め付けを達成することができる。
Claims (31)
- 第1対象物を第2対象物に固定する方法であって、
第1材料を含む前記第1対象物(5)を準備し、第2材料を含む前記第2対象物(1)を準備するステップを含み、
前記第1材料は、固体であり、熱可塑性を有し、前記第2材料は、固体であり、液化状態の前記第1材料によって浸透可能であり、前記第2対象物は、端面を有し、
前記第2対象物は、前記端面に口を有する開口(2)をさらに備え、前記開口は、開口軸および深さを有し、前記第1対象物は、長さを有する挿入部(6)をさらに備え、
前記開口(2)と前記挿入部(6)は、前記挿入部(6)が前記開口(2)内に配置されるように互いに構成され、前記第1材料および前記第2材料は、互いに対して押し付けられ得る挿入部(6)および開口(2)の対向面領域(18,19)の少なくとも一部を構成し、
前記挿入部が少なくとも部分的に前記開口に挿入されている間に、前記第2対象物に締め付け力を適用するステップを含み、
前記締め付け力は、対向面(3)に作用する締め付け要素(21,22,25)の間に作用し、前記締め付け力を適用するときに、前記開口が前記対向面の間に位置するように配置され、前記締め付け力は、前記開口軸に非平行な方向に作用し、
前記第1材料の少なくとも部分的な液化に適するエネルギーを、前記対向面領域の近傍に位置する前記第1材料の液化および前記第1材料と前記第2材料の相互浸透に十分な量および時間で、前記対向面領域の近傍に供給することによって、前記第1対象物の前記挿入部(6)を前記開口(2)内に固定するステップと、
前記固定するステップの間に液化された前記第1材料が再凝固するのに十分な時間で、エネルギーの供給を停止するステップとを含む、方法。 - 前記締め付け力を適用するステップは、少なくとも前記固定するステップの初期段階中に行われる、請求項1に記載の方法。
- 前記開口(2)と前記挿入部(6)は、前記挿入部(6)が締り嵌めによって前記開口(2)内に配置されるように互いに構成され、
前記挿入部(6)と前記開口(2)の対向面領域は、締り嵌めで互いに対して押し付けられる、請求項1または2に記載の方法。 - 前記挿入部(6)を前記開口(2)内に配置し、前記固定するステップの前に干渉力を適用することによって、前記締り嵌めを形成するステップをさらに含む、請求項3に記載の方法。
- 前記締め付け力を適用するステップは、少なくとも前記締まり嵌めを形成するステップの初期段階中に行われる、請求項4に記載の方法。
- 前記締め付け力を適用するステップは、前記締まり嵌めを形成するステップの間に連続的に行われ、少なくとも前記固定するステップの初期段階中にも連続的に行われる、請求項5に記載の方法。
- 前記第2対象物(1)は、2つの幅広い表面(3)と前記幅広い表面の間の幅狭い側面(4)とを規定する板状部を有し、
前記端面は、前記板状部の前記幅狭い側面である、請求項1〜6のいずれか1項に記載の方法。 - 前記締め付け力の方向は、前記開口軸に垂直である、請求項1〜7のいずれか1項に記載の方法。
- 前記締め付け力は、前記締め付け要素(21)に圧力を与えるガスまたは流体の圧力を制御することによって、制御される、請求項1〜8のいずれか1項に記載の方法。
- 締め付け圧力が0.4N/mm2を超える、請求項1〜9のいずれか1項に記載の方法。
- 前記固定するステップにおいて、供給された前記エネルギーは、機械振動エネルギーである、請求項1〜10のいずれか1項に記載の方法。
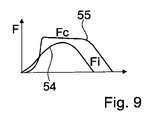
- 前記締め付け力は、一定であり、または制御された時間依存性のプロファイルに従い、
好ましくは、前記締め付け力(Fc)は、干渉力(Fi)が低減された後に解除されるように制御される、請求項1に記載の方法。 - 前記締め付け力は、前記締め付け要素(21,22)を相対的な定位置に保持することによって適用される、請求項1〜11のいずれか1項に記載の方法。
- 第1レバーアーム(61.1)と第2レバーアーム(61.2)とを含み、前記締め付け要素(21)の少なくとも一方に連結される屈曲レバーを制御することによって、前記締め付け要素(21,22)を相対的な定位置に保持するステップを含む、請求項13に記載の方法。
- 前記締め付け要素(21,25)の少なくとも一方に対して、締め付けの間に前記締め付け要素と前記締め付け要素に押し付けられている前記第2対象物の表面との間の境界面の面積である締め付け面(42)の面積が、押し付けられている前記表面(3)よりも少なくとも5倍、好ましくは少なくとも10倍小さい、請求項1〜14のいずれか1項に記載の方法。
- 前記締め付け要素(21,25)の少なくとも一方に対して、締め付け面(42)の面積が、前記締め付け力の方向に垂直な平面上の投影で見る場合、最大で前記挿入部の面積の20倍、好ましくは15倍であり、前記締め付け力の方向に垂直な平面上の投影で見る場合、好ましくは最小で前記挿入部の前記面積の1.5倍または2.5倍である、請求項1〜15のいずれか1項に記載の方法。
- 前記第2対象物は、複数の開口(2)を有し、
前記第1対象物(5)を準備するステップは、対応する数の第1対象物(5)を準備するステップを含み、
前記締め付け力を適用するステップは、前記締め付け力を前記開口(2)に個別に、同時にまたは順番に適用するステップを含む、請求項1〜16のいずれか1項に記載の方法。 - 前記固定するステップの前に、前記挿入部(6)を少なくとも部分的に前記開口(2)内に挿入するステップを含み、
前記固定するステップの間に、前記第2対象物(1)は、前記挿入するステップの間にと実質的に同一の位置にある、請求項1〜17のいずれか1項に記載の方法。 - 前記挿入部(6)を少なくとも部分的に前記開口(2)内に挿入するステップと、
前記挿入するステップの後且つ前記固定するステップの前に、前記第2対象物を挿入台から固定台に移動させるステップとをさらに含む、請求項1〜17のいずれか1項に記載の方法。 - 前記挿入部(6)を少なくとも部分的に前記開口(2)内に挿入するステップの間に前記締め付け力を適用するステップと、
少なくとも前記固定ステップが開始するまで、好ましくは前記固定するステップの少なくとも一部の間に、適用された前記締め付け力を維持するステップとを含む、請求項19に記載の方法。 - 前記締め付け力を適用するステップにおいて、前記締め付け力の2つの締め付け要素(21,22,25)は、前記開口が前記締め付け要素の間に位置するように、対向して配置される、請求項1〜20のいずれか1項に記載の方法。
- 前記第2材料は、繊維状材料、多孔性材料、浸透可能な表面構造を含む材料、および圧力を適用したときに浸透に抵抗しない材料のうち1つである、請求項1〜21のいずれか1項に記載の方法。
- 前記第2材料は、チップボード、木材、繊維板、合板および段ボールのうち1つである、請求項1〜22のいずれか1項に記載の方法。
- 前記第1材料は、少なくとも0.5GPaの弾性係数を有する熱可塑性ポリマを含む、請求項1〜23のいずれか1項に記載の方法。
- 請求項1〜24のいずれか1項に記載の方法を実施するための機械であって、
前記挿入部(6)を少なくとも部分的に前記開口(2)内に挿入することができる挿入機構と、
固定するステップのために、前記第1材料の液化に適するエネルギーを前記第1対象物(5)または前記第2対象物(1)もしくは両者に供給することができる固定ツール(11)と、
挿入する間または固定する間もしくは両方の間に、前記締め付け力を前記第2対象物(1)に適用することができる締め付け機構(21,22,25)とを備える、機械。 - 前記機械は、別々に設けられた挿入台(81)と固定台(82)とを備え、
前記締め付け機構は、少なくとも前記固定台に前記締め付け力を適用することができる、請求項25に記載の機械。 - 前記機械は、同一の台に挿入するテップおよび固定するステップを行うように構成されている、請求項26に記載の機械。
- 前記機械は、前記第1対象物(5)を挿入に適する位置に保持するように構成された把持装置(71)をさらに備え、
前記固定ツール(11)は、前記第1対象物(5)を隣接する前記把持装置(71)に接触させ、且つ前記挿入部(6)を前記開口(2)に挿入するように構成される、請求項27に記載の機械。 - 前記機械は、対応する締め付け部位の数を規定する複数の締め付け要素を備え、
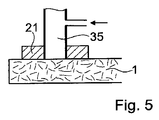
前記締め付け部位間の距離が調整可能である、請求項25〜28のいずれか1項に記載の機械。 - 前記締め付け要素(21)の少なくとも一方は、前記締め付け力を解除した後、前記第2対象物(1)から前記締め付け要素(21)の取り外しを容易にするように構成された非粘着性構造(32,35)を備え、
前記非粘着性構造は、好ましくは、例えば低摩擦材料で作られた非粘着性パッド(32)、および/または、前記締め付け要素(21)と前記第2対象物(1)との間の位置に解除ガスを供給するためのガス供給源(35)を含む、請求項25〜29のいずれか1項に記載の機械。 - 前記機械は、前記締め付け要素(21)を減衰させるために、加圧ガスシリンダ(16)または油圧シリンダなどの加圧流体シリンダをさらに備える、請求項25〜30のいずれか1項に記載の機械。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH8242014 | 2014-05-28 | ||
| CH00824/14 | 2014-05-28 | ||
| PCT/EP2015/061855 WO2015181301A1 (en) | 2014-05-28 | 2015-05-28 | Method of anchoring a first object in a second object |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017518901A true JP2017518901A (ja) | 2017-07-13 |
| JP6639419B2 JP6639419B2 (ja) | 2020-02-05 |
Family
ID=50979472
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016569711A Active JP6639419B2 (ja) | 2014-05-28 | 2015-05-28 | 第1対象物を第2対象物に固定する方法 |
| JP2016569597A Active JP6580075B2 (ja) | 2014-05-28 | 2015-05-28 | 2つの物体を接合する方法 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016569597A Active JP6580075B2 (ja) | 2014-05-28 | 2015-05-28 | 2つの物体を接合する方法 |
Country Status (18)
| Country | Link |
|---|---|
| US (5) | US10919231B2 (ja) |
| EP (2) | EP3149346B1 (ja) |
| JP (2) | JP6639419B2 (ja) |
| KR (1) | KR102354548B1 (ja) |
| CN (2) | CN106573417B (ja) |
| AU (2) | AU2015265919B2 (ja) |
| BR (2) | BR112016027753B1 (ja) |
| CA (2) | CA2950457C (ja) |
| DK (1) | DK3149346T3 (ja) |
| EA (1) | EA032335B1 (ja) |
| ES (1) | ES2863050T3 (ja) |
| LT (2) | LT3149346T (ja) |
| MX (1) | MX383882B (ja) |
| MY (1) | MY178658A (ja) |
| PL (2) | PL3149346T3 (ja) |
| PT (2) | PT3149346T (ja) |
| RU (1) | RU2682773C2 (ja) |
| WO (2) | WO2015181300A1 (ja) |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3204213B1 (en) | 2014-10-09 | 2024-12-04 | WoodWelding AG | Method of anchoring a first object in a second object |
| EP3204214B1 (en) | 2014-10-09 | 2024-12-18 | WoodWelding AG | Anchoring a joining element in an object |
| SE540554C2 (en) | 2015-12-16 | 2018-10-02 | Ikea Supply Ag | Attachment arrangement and piece of furniture |
| SE539729C2 (en) | 2016-03-15 | 2017-11-14 | Method and device for anchoring an insert in a structure by using a vibration device | |
| EP3433500B1 (en) * | 2016-03-21 | 2023-12-13 | Multimaterial-Welding AG | Securing a second object to a first object |
| TWM537021U (zh) * | 2016-10-21 | 2017-02-21 | 伍鐌科技股份有限公司 | 複合物件結構 |
| EA201991432A1 (ru) | 2017-01-19 | 2020-01-23 | Икея Сапплай Аг | Способ крепления соединительного элемента, машина для осуществления способа и набор для крепления соединительного элемента |
| DE102017103288A1 (de) * | 2017-02-17 | 2018-08-23 | Faist Chemtec Gmbh | Vorrichtung, System und Verfahren zum automatisierten Ablösen eines Klebeelements von einem Trägerelement |
| US11529765B2 (en) * | 2017-03-20 | 2022-12-20 | Multimaterial-Welding Ag | Bonding objects together |
| US10337543B2 (en) * | 2017-04-04 | 2019-07-02 | Multimaterial-Welding Ag | Securing a second object to a first object |
| CN107119855B (zh) * | 2017-05-27 | 2022-08-26 | 东南大学 | 提高复材筋锚固性能的结构及其挤压成型方法 |
| DE102017008170A1 (de) | 2017-08-31 | 2019-02-28 | Webasto SE | Kunststoffbauteil mit daran verankertem Anbauteil |
| US20210146635A1 (en) * | 2017-09-27 | 2021-05-20 | Woodwelding Ag | Securing a second object to a first object |
| CN108547841B (zh) * | 2018-04-24 | 2020-04-14 | 湖北沛函建设有限公司 | 墙面装饰板快速施工装置 |
| CN112351873B (zh) * | 2018-06-25 | 2022-10-28 | 3M创新有限公司 | 共挤出聚合物制品及其制备方法 |
| US12560190B2 (en) | 2020-07-16 | 2026-02-24 | Woodwelding Ag | Joining two objects |
| JP7382116B2 (ja) * | 2020-07-22 | 2023-11-16 | 佐藤 拓也 | 接合方法 |
| US20240151254A1 (en) * | 2021-03-05 | 2024-05-09 | Woodwelding Ag | Anchoring a dowel in an object |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004316901A (ja) * | 2003-04-19 | 2004-11-11 | Degussa Ag | プラスチック管を他のプラスチック部材と超音波溶接により結合する方法 |
| JP2010514590A (ja) * | 2006-12-28 | 2010-05-06 | ウッドウェルディング・アクチェンゲゼルシャフト | 物体に接合要素を固着するための方法、およびその方法で使用される接合要素 |
| JP2010514704A (ja) * | 2006-12-28 | 2010-05-06 | ウッドウェルディング・アクチェンゲゼルシャフト | 人工要素を、象牙質、エナメル質、骨または対応の置換材料の表面に固定するための方法、およびその方法を実行するためのセット |
| JP2012513552A (ja) * | 2008-12-23 | 2012-06-14 | ウッドウェルディング・アクチェンゲゼルシャフト | コネクタを固定する方法およびコネクタ |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4252587A (en) * | 1979-05-29 | 1981-02-24 | Piedmont Wire Corporation | Friction welding machine and method for assembling polystyrene spool |
| FR2472351A1 (fr) * | 1979-11-26 | 1981-07-03 | Papazian Richard | Procede de fixation d'un element tel qu'un bouton sur un tissu, bouton et appareil de fixation pour la mise en oeuvre de ce procede |
| US4613320A (en) * | 1983-10-20 | 1986-09-23 | Automated Packaging Systems, Inc. | Container forming apparatus |
| US4784591A (en) * | 1986-07-28 | 1988-11-15 | Ackermann Walter T | Die set and apparatus for in-situ molding of a separable fastener component |
| US5879115A (en) * | 1992-05-22 | 1999-03-09 | Unimation, Inc. | Method and insert for connecting components to plastic members |
| CH692091A5 (de) | 1994-07-01 | 2002-01-31 | Woodwelding Ag | Verfahren zum Zusammenfügen von Teilen aus Holz oder aus holzähnlichen Materialien. |
| AU4904896A (en) * | 1995-01-27 | 1996-08-14 | Andersen Corporation | Vibratory welded window and door joints, method and apparatus for manufacturing the same |
| JP3400276B2 (ja) * | 1996-02-23 | 2003-04-28 | 株式会社日立製作所 | 2つの部材をねじにより締結する方法 |
| CA2283889C (en) * | 1997-03-21 | 2008-09-16 | Creaholic S.A. | Method for anchoring joining elements in a material having pores or cavities, as well as joining elements for anchoring |
| EP1614525A1 (en) * | 2004-07-07 | 2006-01-11 | Woodwelding AG | Method for joining two objects and corresponding joining element |
| US20090104399A1 (en) * | 2006-05-15 | 2009-04-23 | Stephen Field | Vibration welded joint structures, methods, and apparatus for thermoplastic members |
| PL2064453T3 (pl) | 2006-09-20 | 2011-09-30 | Woodwelding Ag | Kotwienie w materiale budowlanym |
| JP4870535B2 (ja) * | 2006-11-30 | 2012-02-08 | メイラ株式会社 | インサート用部品、樹脂成形体並びに樹脂成形体の製造方法 |
| ES2360048T3 (es) * | 2008-12-23 | 2011-05-31 | Woodwelding Ag | Método de anclar un conector , y conector. |
| EP2450239B1 (en) * | 2010-11-04 | 2014-03-19 | Inalfa Roof Systems Group B.V. | Method for connecting two objects and panel using said method |
| ES2828654T3 (es) | 2012-01-13 | 2021-05-27 | Inter Ikea Sys Bv | Junta de mueble |
| EP2920471B1 (en) * | 2012-11-13 | 2020-05-13 | WoodWelding AG | Method for connecting parts relative to one another |
| EP3204214B1 (en) | 2014-10-09 | 2024-12-18 | WoodWelding AG | Anchoring a joining element in an object |
-
2015
- 2015-05-28 DK DK15725034.1T patent/DK3149346T3/en active
- 2015-05-28 BR BR112016027753-8A patent/BR112016027753B1/pt active IP Right Grant
- 2015-05-28 PT PT15725034T patent/PT3149346T/pt unknown
- 2015-05-28 BR BR112016027798-8A patent/BR112016027798B1/pt active IP Right Grant
- 2015-05-28 MY MYPI2016704318A patent/MY178658A/en unknown
- 2015-05-28 WO PCT/EP2015/061853 patent/WO2015181300A1/en not_active Ceased
- 2015-05-28 EA EA201692380A patent/EA032335B1/ru unknown
- 2015-05-28 JP JP2016569711A patent/JP6639419B2/ja active Active
- 2015-05-28 CA CA2950457A patent/CA2950457C/en active Active
- 2015-05-28 LT LTEP15725034.1T patent/LT3149346T/lt unknown
- 2015-05-28 AU AU2015265919A patent/AU2015265919B2/en active Active
- 2015-05-28 WO PCT/EP2015/061855 patent/WO2015181301A1/en not_active Ceased
- 2015-05-28 AU AU2015265918A patent/AU2015265918B2/en active Active
- 2015-05-28 LT LTEP15725033.3T patent/LT3149345T/lt unknown
- 2015-05-28 MX MX2016015506A patent/MX383882B/es unknown
- 2015-05-28 PT PT157250333T patent/PT3149345T/pt unknown
- 2015-05-28 KR KR1020167036161A patent/KR102354548B1/ko active Active
- 2015-05-28 CA CA2950472A patent/CA2950472C/en active Active
- 2015-05-28 RU RU2016149367A patent/RU2682773C2/ru active
- 2015-05-28 US US15/313,267 patent/US10919231B2/en active Active
- 2015-05-28 CN CN201580035187.1A patent/CN106573417B/zh active Active
- 2015-05-28 PL PL15725034T patent/PL3149346T3/pl unknown
- 2015-05-28 EP EP15725034.1A patent/EP3149346B1/en active Active
- 2015-05-28 CN CN201580036962.5A patent/CN106488840B/zh active Active
- 2015-05-28 ES ES15725033T patent/ES2863050T3/es active Active
- 2015-05-28 PL PL15725033T patent/PL3149345T3/pl unknown
- 2015-05-28 US US15/313,245 patent/US10780644B2/en active Active
- 2015-05-28 EP EP15725033.3A patent/EP3149345B1/en active Active
- 2015-05-28 JP JP2016569597A patent/JP6580075B2/ja active Active
-
2020
- 2020-08-27 US US17/004,314 patent/US11472125B2/en active Active
-
2021
- 2021-01-14 US US17/148,807 patent/US11642856B2/en active Active
-
2023
- 2023-03-30 US US18/193,128 patent/US12030257B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004316901A (ja) * | 2003-04-19 | 2004-11-11 | Degussa Ag | プラスチック管を他のプラスチック部材と超音波溶接により結合する方法 |
| JP2010514590A (ja) * | 2006-12-28 | 2010-05-06 | ウッドウェルディング・アクチェンゲゼルシャフト | 物体に接合要素を固着するための方法、およびその方法で使用される接合要素 |
| JP2010514704A (ja) * | 2006-12-28 | 2010-05-06 | ウッドウェルディング・アクチェンゲゼルシャフト | 人工要素を、象牙質、エナメル質、骨または対応の置換材料の表面に固定するための方法、およびその方法を実行するためのセット |
| JP2012513552A (ja) * | 2008-12-23 | 2012-06-14 | ウッドウェルディング・アクチェンゲゼルシャフト | コネクタを固定する方法およびコネクタ |
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2017518901A (ja) | 第1対象物を第2対象物に固定する方法 | |
| JP6799547B2 (ja) | 軽量の建築要素における固定 | |
| JP5496900B2 (ja) | 機械的振動を用いてダボを固定する方法および装置 | |
| KR102666157B1 (ko) | 커넥터 요소를 고정하는 방법, 그 방법을 수행하는 기계, 및 커넥터 요소 고정 키트 | |
| TW201808588A (zh) | 接合方法 | |
| CN106794635B (zh) | 在第二物体中锚固第一物体的方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180412 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190702 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191001 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20191203 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20191224 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6639419 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |