JP2017530871A - 機械加工ツール用の切削インサート位置決めカートリッジ及びシステム、並びにこうした位置決めシステムを備える機械加工ツール - Google Patents
機械加工ツール用の切削インサート位置決めカートリッジ及びシステム、並びにこうした位置決めシステムを備える機械加工ツール Download PDFInfo
- Publication number
- JP2017530871A JP2017530871A JP2017519292A JP2017519292A JP2017530871A JP 2017530871 A JP2017530871 A JP 2017530871A JP 2017519292 A JP2017519292 A JP 2017519292A JP 2017519292 A JP2017519292 A JP 2017519292A JP 2017530871 A JP2017530871 A JP 2017530871A
- Authority
- JP
- Japan
- Prior art keywords
- cartridge
- cutting insert
- machining tool
- rear wall
- clamping
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/16—Milling-cutters characterised by physical features other than shape
- B23C5/20—Milling-cutters characterised by physical features other than shape with removable cutter bits or teeth or cutting inserts
- B23C5/22—Securing arrangements for bits or teeth or cutting inserts
- B23C5/24—Securing arrangements for bits or teeth or cutting inserts adjustable
- B23C5/2462—Securing arrangements for bits or teeth or cutting inserts adjustable the adjusting means being oblique surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/02—Milling-cutters characterised by the shape of the cutter
- B23C5/06—Face-milling cutters, i.e. having only or primarily a substantially flat cutting surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/16—Milling-cutters characterised by physical features other than shape
- B23C5/20—Milling-cutters characterised by physical features other than shape with removable cutter bits or teeth or cutting inserts
- B23C5/22—Securing arrangements for bits or teeth or cutting inserts
- B23C5/2204—Securing arrangements for bits or teeth or cutting inserts with cutting inserts clamped against the walls of the recess in the cutter body by a clamping member acting upon the wall of a hole in the insert
- B23C5/2226—Securing arrangements for bits or teeth or cutting inserts with cutting inserts clamped against the walls of the recess in the cutter body by a clamping member acting upon the wall of a hole in the insert for plate-like cutting inserts fitted on an intermediate carrier, e.g. shank fixed in the cutter body
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2210/00—Details of milling cutters
- B23C2210/16—Fixation of inserts or cutting bits in the tool
- B23C2210/168—Seats for cutting inserts, supports for replacable cutting bits
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2210/00—Details of milling cutters
- B23C2210/28—Arrangement of teeth
- B23C2210/287—Cutting edges arranged at different axial positions or having different lengths in the axial direction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2210/00—Details of milling cutters
- B23C2210/32—Details of teeth
- B23C2210/325—Different teeth, i.e. one tooth having a different configuration to a tooth on the opposite side of the flute
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2245/00—Details of adjusting inserts or bits in the milling cutter
- B23C2245/04—Adjustable wedge surfaces
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Milling Processes (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
Abstract
Description
− カートリッジを支持する端壁であって、前記端壁は、端壁を越えて長手方向中心軸に対して横方向に広がる第1の表面を規定する、端壁と、
− カートリッジを機械加工ツールに対して支持する後壁であって、後壁を越えて広がる第2の表面を規定する後壁と、
− 締付孔を有する前面締付壁であって、前記締付孔は締付方向に沿って延び、
カートリッジを機械加工ツール上に締め付けるための締付ネジを受容するように構成されている、前面締付壁と
を含み、締付方向は第1の表面及び第2の表面と交差する、カートリッジである。
− 上記のカートリッジと、
− カートリッジ上に締め付けられるように構成された切削インサートと、
− 長手方向中心軸に沿ってカートリッジを移動するためのウェッジであって、端壁でカートリッジと接触しているウェッジと
を備える切削インサート位置決めシステムを提供することである。
− カートリッジを機械加工ツールに締め付けるためにカートリッジの締付孔内に配置された締付ネジと、
− ウェッジ内に形成された位置決め孔と協働するように配設された第1のネジ部、及び
− 機械加工ツールのネジ孔と協働するように配設された第2のネジ部
を有する位置決めネジと
をさらに備え、カートリッジを支持するウェッジの壁は、端壁と相補的になるように、傾斜している。
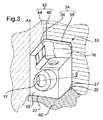
− 機械加工ツールの周縁に提供された窪みと、
− 窪み内に配置された上記の切削インサート位置決めシステムと
を備える、機械加工ツールを提供することである。
− 機械加工ツール内に形成されたネジ孔が、ウェッジ内に形成された位置決め孔と位置合わせされるようにして、機械加工ツールの窪み内にウェッジを配置するステップと、
− 第1のネジ部及び第2のネジ部が、それぞれ、ウェッジの位置決め孔及び機械加工ツールのネジ孔と協働するようにして、位置決めネジをウェッジ内にネジ止めするステップと、
− ウェッジがカートリッジの端壁と接触するようにして、カートリッジを窪み内に配置するステップと、
− 締付ネジをカートリッジの締付孔内に所定のトルクでネジ止めするステップと、
− 切削インサートを所定の位置に位置させるように、位置決めネジを長手方向中心軸に沿って両方向に回すことによって、カートリッジの位置を調整するステップと
を含む方法を提供することである。
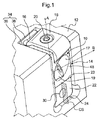
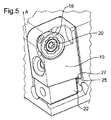
図1は、切削インサート18を機械加工ツール12上で位置決めするためのカートリッジ10を示す。カートリッジ10は、機械加工ツール12の窪み14内に受容されている。
Claims (14)
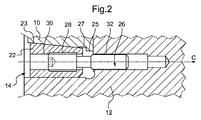
- 機械加工ツール(12、50)上で切削インサート(18)を位置決めするためのカートリッジ(10)であって、前記カートリッジ(10)は長手方向中心軸(A)を有し、前記切削インサート(18)は前記長手方向中心軸(A)に沿って位置決めされるように構成されており、前記カートリッジ(10)は、
− 前記カートリッジ(10)を支持する端壁(23)であって、前記端壁(23)は、前記端壁(23)を越えて前記長手方向中心軸に対して横方向に広がる第1の表面(40)を規定する、端壁と、
− 前記カートリッジ(10)を前記機械加工ツール(12、50)に対して支持する後壁(34)であって、前記後壁(34)を越えて広がる第2の表面(42)を規定する後壁(34)と、
− 締付孔(17)を有する前面締付壁(48)であって、前記締付孔(17)は締付方向(B)に沿って延び、前記カートリッジ(10)を前記機械加工ツール上に締め付けるための締付ネジ(19)を受容するように構成されている、前面締付壁(48)と
を含み、前記締付方向(B)は前記第1の表面(40)及び第2の表面(42)と交差するように配置されている、カートリッジ。 - 前記締付方向(B)は、前記後壁(34)と交差するように配置されている、請求項1に記載のカートリッジ(10)。
- 前記後壁(34)は、前記カートリッジ(10)を前記機械加工ツール(12、50)に対して支持するための、第1の後壁(36)及び第2の後壁(38)を備え、前記締付方向(B)は、前記第1の後壁(36)及び/または前記第2の後壁(38)と交差する、請求項1または2に記載のカートリッジ(10)。
- 前記第2の表面(42)は、それぞれ前記第1の後壁(36)及び前記第2の後壁(38)によって規定される第1の表面部分(44)及び第2の表面部分(46)を備え、前記締付方向(B)は、前記第1の後壁(36)及び前記第2の表面部分(46)と交差する、請求項3に記載のカートリッジ(10)。
- 前記端壁(23)は傾斜を有する、請求項1から4のいずれか一項に記載のカートリッジ(10)。
- 切削インサート(18)を前記カートリッジ(10)に締め付けるための、切削インサート軸に沿って延びる切削インサート孔を含み、前記切削インサート軸は、前記長手方向中心軸(A)にほぼ平行である、請求項1から5のいずれか一項に記載のカートリッジ(10)。
- 切削インサート(18)を前記カートリッジ(10)に締め付けるための、切削インサート軸に沿って延びる切削インサート孔を含み、前記切削インサート軸は、前記長手方向中心軸(A)にほぼ垂直である、請求項1から5のいずれか一項に記載のカートリッジ(10)。
- 前記前壁(48)と前記後壁(34)との間に少なくとも1つの当接箇所を形成するため、前記端壁(23)から突出する当接部(25)を、前記前壁(48)及び/または後壁(34)に備える、請求項1から7のいずれか一項に記載のカートリッジ(10)。
- − 請求項1から8のいずれか一項に記載のカートリッジ(10)と、
− 前記カートリッジ(10)上に締め付けられるように構成された切削インサート(18)と、
− 前記長手方向中心軸(A)に沿って前記カートリッジ(10)を移動するためのウェッジ(22)であって、前記端壁(23)で前記カートリッジ(10)と接触しているウェッジ(22)と
を備える切削インサート位置決めシステム。 - 請求項5に記載のカートリッジ(10)と組み合わされた請求項9の切削インサート位置決めシステムであって、
− 前記カートリッジ(10)を前記機械加工ツール(12、50)に締め付けるために前記カートリッジ(10)の前記締付孔(17)内に配置された締付ネジ(19)と、
− 前記ウェッジ(22)内に形成された位置決め孔(30)と協働するように配設された第1のネジ部(28)、及び
− 前記機械加工ツール(12、50)のネジ孔と協働するように配設された第2のネジ部(32)
− を有する位置決めネジ(26)と
をさらに備え、前記カートリッジ(10)を支持する前記ウェッジ(22)の前記壁は、前記端壁(23)と相補的になるように傾斜している、切削インサート位置決めシステム。 - − 前記機械加工ツール(12、50)の周縁に形成された窪み(14)と、
− 前記窪み(14)内に配置された請求項9または10に記載の切削インサート位置決めシステムと
を備える、機械加工ツール(12、50)。 - 前記機械加工ツール(12、50)上に締め付けられた少なくとも1つの固定切削インサート(18)をさらに備える、請求項11に記載の機械加工ツール(12、50)。
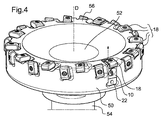
- 前記機械加工ツール(12、50)はフライス工具(50)であって、それぞれが請求項9または10に記載の切削インサート位置決めシステム上に締め付けられた複数の切削インサート(18)と、前記フライス工具(50)上に締め付けられた複数の固定切削インサート(18)とを備えるフライス工具(50)である、請求項11または12に記載の機械加工ツール(12、50)。
- 請求項11から13のいずれか一項に記載の機械加工ツール(12、50)上で切削インサート(18)を位置決めするための方法であって、
− 前記機械加工ツール(12、50)内に形成されたネジ孔が、ウェッジ(22)内に形成された位置決め孔(30)と位置合わせされるようにして、前記機械加工ツール(12、50)の窪み(14)内に前記ウェッジ(22)を配置するステップと、
− 第1のネジ部(28)及び第2のネジ部(32)が、それぞれ、前記ウェッジ(22)の前記位置決め孔(30)及び前記機械加工ツール(12、50)の前記ネジ孔と協働するようにして、位置決めネジ(26)を前記ウェッジ(22)内にネジ止めするステップと、
− 前記ウェッジ(22)がカートリッジ(10)の端壁(23)と接触するようにして、前記カートリッジ(10)を窪み(14)内に配置するステップと、
− 締付ネジ(19)を前記カートリッジ(10)の締付孔(17)内に所定のトルクでネジ止めするステップと、
− 前記切削インサート(18)を所定の位置に位置させるように、前記位置決めネジ(26)を前記長手方向中心軸(A)に沿って両方向に回すことによって、前記カートリッジ(10)の位置を調整するステップと
を含む、方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP14188658.0 | 2014-10-13 | ||
| EP14188658.0A EP3009216B1 (en) | 2014-10-13 | 2014-10-13 | Machining tool comprising a cutting insert positioning system |
| PCT/EP2015/071830 WO2016058798A1 (en) | 2014-10-13 | 2015-09-23 | Cutting insert positioning cartridge and system for a machining tool and a machining tool comprising such a positioning system |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017530871A true JP2017530871A (ja) | 2017-10-19 |
| JP6679586B2 JP6679586B2 (ja) | 2020-04-15 |
Family
ID=51687969
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017519292A Active JP6679586B2 (ja) | 2014-10-13 | 2015-09-23 | 機械加工ツール用の切削インサート位置決めカートリッジ及びシステム、並びにこうした位置決めシステムを備える機械加工ツール |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US10744577B2 (ja) |
| EP (1) | EP3009216B1 (ja) |
| JP (1) | JP6679586B2 (ja) |
| KR (1) | KR102360741B1 (ja) |
| CN (2) | CN114632963A (ja) |
| MX (1) | MX2017004800A (ja) |
| WO (1) | WO2016058798A1 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3375552B1 (en) | 2017-03-13 | 2022-12-21 | Sandvik Intellectual Property AB | Milling tool comprising a kit for the milling tool |
| JP7045460B2 (ja) * | 2018-08-01 | 2022-03-31 | 京セラ株式会社 | 切削工具及び切削加工物の製造方法 |
| DE102019112405A1 (de) * | 2019-05-13 | 2020-11-19 | Schaeffler Technologies AG & Co. KG | Fräswerkzeug und Verfahren zur Herstellung eines Wälzlagerkäfigs |
| EP4015122B1 (en) * | 2020-12-21 | 2023-08-02 | Seco Tools Ab | Face milling cutter |
| EP4397426A4 (en) * | 2021-09-01 | 2025-10-15 | Kyocera Corp | CUTTING TOOL AND METHOD FOR PRODUCING A CUT PART |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3042051A1 (de) * | 1980-11-07 | 1982-07-08 | Müller & Christner GmbH & Co KG, 7430 Metzingen | Vorrichtung zum einstellen eines schneidstueckes gegenueber seinem halter |
| JPS5912515U (ja) * | 1982-07-13 | 1984-01-26 | 東芝タンガロイ株式会社 | 正面フライス |
| JPS6386920U (ja) * | 1986-11-22 | 1988-06-06 | ||
| DE3918034A1 (de) * | 1989-06-02 | 1990-12-06 | Bosch Gmbh Robert | Schneidwerkzeug fuer die bearbeitung von innen- und aussenkonturen an werkstuecken |
| JPH0570824U (ja) * | 1991-02-22 | 1993-09-24 | 三菱マテリアル株式会社 | スローアウエイ式カッター |
| JPH08507725A (ja) * | 1993-03-18 | 1996-08-20 | サンドビック アクティエボラーグ | フライスカッタ |
| US5868529A (en) * | 1994-10-20 | 1999-02-09 | Widia Gmbh | Milling cutter |
| WO2008116762A1 (en) * | 2007-03-23 | 2008-10-02 | It.Te.Di. S.R.L. | Milling cartridge and means for adjusting and locking it in a face mill |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE335041B (ja) * | 1969-09-08 | 1971-05-10 | Fagersta Bruks Ab | |
| JPS5249593B2 (ja) | 1972-08-08 | 1977-12-17 | ||
| DE2806079C2 (de) * | 1978-02-14 | 1979-10-31 | Guenther 8500 Nuernberg Hertel | Fräswerkzeug mit einstellbar angeordneten Schneideinsätzen |
| DE3460816D1 (en) * | 1983-07-13 | 1986-10-30 | Krupp Gmbh | Peeling tool |
| DE3736246A1 (de) * | 1987-10-27 | 1989-05-11 | Horn P Hartmetall Werkzeugfab | Umlaufwerkzeug |
| US5209610A (en) * | 1991-02-14 | 1993-05-11 | Mitsubishi Materials Corporation | Throwaway milling cutter |
| JP2003236717A (ja) * | 2002-02-20 | 2003-08-26 | Sumitomo Electric Ind Ltd | 転削工具 |
| JP2004058253A (ja) * | 2002-07-31 | 2004-02-26 | Ngk Spark Plug Co Ltd | 回転切削工具及びカートリッジ |
| ATE428525T1 (de) * | 2002-08-13 | 2009-05-15 | Kennametal Widia Prod Gmbh | Scheibenförmiges oder leistenförmiges werkzeug |
| KR100754056B1 (ko) * | 2005-11-21 | 2007-08-31 | 대구텍 주식회사 | 절삭공구 |
| DE102006005379B4 (de) * | 2006-02-03 | 2015-02-12 | Kennametal Inc. | Kombinationswerkzeug und Verfahren zur spanenden Bearbeitung eines Bohrlochs und dessen Bohrungsoberfläche |
| JP2009095894A (ja) * | 2007-10-12 | 2009-05-07 | Sumitomo Electric Hardmetal Corp | 刃先調整機構及びそれを用いた切削工具 |
| DE202008006375U1 (de) * | 2008-05-08 | 2008-09-04 | Kennametal Inc. | Werkzeug zum Dreh-Dreh-Räumen oder Außenfräsen von Werkstücken |
| IL197205A0 (en) * | 2009-02-24 | 2009-12-24 | Iscar Ltd | Cutting tool having adjustment mechanism |
| DE102009030856A1 (de) * | 2009-06-26 | 2010-12-30 | Kennametal Inc. | Verfahren und Vorrichtung zur endmaßgenauen Bearbeitung von Kurbel- oder Nockenwellen |
| CN203636055U (zh) * | 2014-03-13 | 2014-06-11 | 森泰英格(成都)数控刀具有限公司 | 铣刀微调结构 |
-
2014
- 2014-10-13 EP EP14188658.0A patent/EP3009216B1/en active Active
-
2015
- 2015-09-23 MX MX2017004800A patent/MX2017004800A/es unknown
- 2015-09-23 CN CN202210275937.4A patent/CN114632963A/zh active Pending
- 2015-09-23 WO PCT/EP2015/071830 patent/WO2016058798A1/en not_active Ceased
- 2015-09-23 CN CN201580055304.0A patent/CN107073600A/zh active Pending
- 2015-09-23 KR KR1020177009981A patent/KR102360741B1/ko active Active
- 2015-09-23 US US15/518,528 patent/US10744577B2/en active Active
- 2015-09-23 JP JP2017519292A patent/JP6679586B2/ja active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3042051A1 (de) * | 1980-11-07 | 1982-07-08 | Müller & Christner GmbH & Co KG, 7430 Metzingen | Vorrichtung zum einstellen eines schneidstueckes gegenueber seinem halter |
| JPS5912515U (ja) * | 1982-07-13 | 1984-01-26 | 東芝タンガロイ株式会社 | 正面フライス |
| JPS6386920U (ja) * | 1986-11-22 | 1988-06-06 | ||
| DE3918034A1 (de) * | 1989-06-02 | 1990-12-06 | Bosch Gmbh Robert | Schneidwerkzeug fuer die bearbeitung von innen- und aussenkonturen an werkstuecken |
| JPH0570824U (ja) * | 1991-02-22 | 1993-09-24 | 三菱マテリアル株式会社 | スローアウエイ式カッター |
| JPH08507725A (ja) * | 1993-03-18 | 1996-08-20 | サンドビック アクティエボラーグ | フライスカッタ |
| US5868529A (en) * | 1994-10-20 | 1999-02-09 | Widia Gmbh | Milling cutter |
| WO2008116762A1 (en) * | 2007-03-23 | 2008-10-02 | It.Te.Di. S.R.L. | Milling cartridge and means for adjusting and locking it in a face mill |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6679586B2 (ja) | 2020-04-15 |
| CN107073600A (zh) | 2017-08-18 |
| EP3009216A1 (en) | 2016-04-20 |
| CN114632963A (zh) | 2022-06-17 |
| US10744577B2 (en) | 2020-08-18 |
| EP3009216B1 (en) | 2020-05-06 |
| KR102360741B1 (ko) | 2022-02-08 |
| WO2016058798A1 (en) | 2016-04-21 |
| KR20170069223A (ko) | 2017-06-20 |
| US20170232533A1 (en) | 2017-08-17 |
| MX2017004800A (es) | 2017-07-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101211893B1 (ko) | 절삭 공구 및 절삭공구용 카트리지 | |
| JP6679586B2 (ja) | 機械加工ツール用の切削インサート位置決めカートリッジ及びシステム、並びにこうした位置決めシステムを備える機械加工ツール | |
| EP2623240B1 (en) | Blade edge exchangeable cutting tool | |
| JP5611971B2 (ja) | インサートホルダをクランプするための工具ホルダ | |
| CA2727599A1 (en) | Cutting insert | |
| KR20110004866A (ko) | 공작물의 턴-턴 브로칭 또는 외부 밀링을 위한 공구 | |
| US10384279B2 (en) | Tool, adjustment mechanism, tool body and cutting tool | |
| RU2521535C2 (ru) | Режущий инструмент с механизмом регулирования в двух направлениях | |
| CN205074790U (zh) | 一种用于板材车削的加工工装 | |
| EP2736664B1 (en) | Adjustable cutting tool | |
| US5957628A (en) | Face milling cutter or angular milling cutter | |
| MX2008002604A (es) | Metodo y mecanismo de maquinado de muesca de precision. | |
| EP3069809B1 (en) | Insert attachment mechanism and cutting tool | |
| US11407072B2 (en) | Clamp for retaining a block of material on a machining table, clamping device comprising said clamp and method of clamping a block of material, onto a machining table | |
| KR20200018356A (ko) | 절삭 기계를 위한 절삭 공구 | |
| JP6349185B2 (ja) | 転造ダイスユニット、転造ダイスセット、転造ダイス、及びホルダ | |
| KR20150145235A (ko) | 베벨 기어 절삭용 스틱 블레이드가 양의 방향에 설치되어 있는 커터 | |
| KR101619190B1 (ko) | 브로치용 툴 홀더 | |
| KR20180038625A (ko) | 다이아몬드 버니싱공구 | |
| WO2016039131A1 (ja) | 工作機械の工具固定構造 | |
| KR200325886Y1 (ko) | 공작기계용 클램프 | |
| JP2020082272A (ja) | 穴加工工具用カートリッジおよび穴加工工具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180702 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190419 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190604 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190902 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200303 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200318 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6679586 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |