JP2017531104A - 高強度かつ高弾性率の炭素繊維 - Google Patents
高強度かつ高弾性率の炭素繊維 Download PDFInfo
- Publication number
- JP2017531104A JP2017531104A JP2017519549A JP2017519549A JP2017531104A JP 2017531104 A JP2017531104 A JP 2017531104A JP 2017519549 A JP2017519549 A JP 2017519549A JP 2017519549 A JP2017519549 A JP 2017519549A JP 2017531104 A JP2017531104 A JP 2017531104A
- Authority
- JP
- Japan
- Prior art keywords
- fiber
- fibers
- gpa
- precursor
- carbon
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F9/00—Artificial filaments or the like of other substances; Manufacture thereof; Apparatus specially adapted for the manufacture of carbon filaments
- D01F9/08—Artificial filaments or the like of other substances; Manufacture thereof; Apparatus specially adapted for the manufacture of carbon filaments of inorganic material
- D01F9/12—Carbon filaments; Apparatus specially adapted for the manufacture thereof
- D01F9/14—Carbon filaments; Apparatus specially adapted for the manufacture thereof by decomposition of organic filaments
- D01F9/20—Carbon filaments; Apparatus specially adapted for the manufacture thereof by decomposition of organic filaments from polyaddition, polycondensation or polymerisation products
- D01F9/21—Carbon filaments; Apparatus specially adapted for the manufacture thereof by decomposition of organic filaments from polyaddition, polycondensation or polymerisation products from macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds
- D01F9/22—Carbon filaments; Apparatus specially adapted for the manufacture thereof by decomposition of organic filaments from polyaddition, polycondensation or polymerisation products from macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds from polyacrylonitriles
- D01F9/225—Carbon filaments; Apparatus specially adapted for the manufacture thereof by decomposition of organic filaments from polyaddition, polycondensation or polymerisation products from macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds from polyacrylonitriles from stabilised polyacrylonitriles
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L33/00—Compositions of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides or nitriles thereof; Compositions of derivatives of such polymers
- C08L33/18—Homopolymers or copolymers of nitriles
- C08L33/20—Homopolymers or copolymers of acrylonitrile
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F1/00—General methods for the manufacture of artificial filaments or the like
- D01F1/02—Addition of substances to the spinning solution or to the melt
- D01F1/09—Addition of substances to the spinning solution or to the melt for making electroconductive or anti-static filaments
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F9/00—Artificial filaments or the like of other substances; Manufacture thereof; Apparatus specially adapted for the manufacture of carbon filaments
- D01F9/08—Artificial filaments or the like of other substances; Manufacture thereof; Apparatus specially adapted for the manufacture of carbon filaments of inorganic material
- D01F9/12—Carbon filaments; Apparatus specially adapted for the manufacture thereof
- D01F9/14—Carbon filaments; Apparatus specially adapted for the manufacture thereof by decomposition of organic filaments
- D01F9/20—Carbon filaments; Apparatus specially adapted for the manufacture thereof by decomposition of organic filaments from polyaddition, polycondensation or polymerisation products
- D01F9/21—Carbon filaments; Apparatus specially adapted for the manufacture thereof by decomposition of organic filaments from polyaddition, polycondensation or polymerisation products from macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds
- D01F9/22—Carbon filaments; Apparatus specially adapted for the manufacture thereof by decomposition of organic filaments from polyaddition, polycondensation or polymerisation products from macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds from polyacrylonitriles
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/02—Yarns or threads characterised by the material or by the materials from which they are made
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/02—Yarns or threads characterised by the material or by the materials from which they are made
- D02G3/16—Yarns or threads made from mineral substances
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2101/00—Inorganic fibres
- D10B2101/10—Inorganic fibres based on non-oxides other than metals
- D10B2101/12—Carbon; Pitch
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2401/00—Physical properties
- D10B2401/06—Load-responsive characteristics
- D10B2401/063—Load-responsive characteristics high strength
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Textile Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Inorganic Fibers (AREA)
- Artificial Filaments (AREA)
- Carbon And Carbon Compounds (AREA)
- Woven Fabrics (AREA)
- Nonwoven Fabrics (AREA)
Abstract
炭素繊維は、5.5GPa〜5.83GPaの範囲の繊維引張強度を有する。炭素繊維は、350GPa〜375GPaの範囲の繊維引張弾性率を有する。炭素繊維は、5.1μm〜5.2μmの範囲の有効直径もまた有する。炭素繊維を作製する方法(100)では、PAN(ポリ(アクリロニトリル−コ−メタクリル酸))が溶媒中に溶解してPAN溶液を形成する(110)。PAN溶液は、紡糸口金を通って押出され、それによって少なくとも1つの前駆体繊維を生成する(112)。前駆体繊維は、低温ゲル化媒質を通過し、それによって前駆体繊維をゲル化させる。前駆体繊維は、所定の延伸比へと延伸される(114)。前駆体繊維は、連続的に安定化されて安定化繊維を形成する(116)。安定化繊維は、連続的に炭化され、それによって炭素繊維を生成する(118)。炭素繊維は、スプールに巻きつけられる。
Description
関連出願の相互参照
本出願は、2014年10月8日に出願された、米国仮特許出願第62/061,327号の利益を主張し、該特許の全体はここで参照により本明細書に組み込まれる。
本出願は、2014年10月8日に出願された、米国仮特許出願第62/061,327号の利益を主張し、該特許の全体はここで参照により本明細書に組み込まれる。
政府の権利の陳述
本発明は、Army Research Officeによって授与された、合意第W91 lNF−10−1−0098号の下で、政府の支援を伴ってなされた。本発明はさらに、Air Force Office of Scientific Researchによって授与された、合意第FA9550−14−1−0194号の下で、政府の支援を伴ってなされた。政府は本発明において特定の権利を有する。
発明の背景
本発明は、Army Research Officeによって授与された、合意第W91 lNF−10−1−0098号の下で、政府の支援を伴ってなされた。本発明はさらに、Air Force Office of Scientific Researchによって授与された、合意第FA9550−14−1−0194号の下で、政府の支援を伴ってなされた。政府は本発明において特定の権利を有する。
発明の背景
本発明は、炭素繊維技術、及びより具体的には高い引張強度及び高い引張弾性率の両方を有する炭素繊維に関する。
ポリアクリロニトリル(PAN)ポリマーは、DuPont Companyによって1950年に商業化され、現在高強度炭素繊維が処理される唯一の前駆体材料である。これらのPAN系炭素繊維は、航空宇宙産業における重要な構造用途(例えばボーイング787において)、電力生成(風車ブレード)に現在使用されており、自動車においてますます使用されるようになっている。炭素フィラメントは初めは19世紀後半に電球において使用されたが、現代の炭素繊維における研究は1959年に日本で開始し、主要な処理の革新は英国で1964年に起こり、高強度の繊維をもたらした。これらの発展に続き、PAN系の商用T300炭素繊維が、2.5GPaの引張強度を伴い、日本の東レ株式会社によって1971年に導入された。材料及び処理の最適化によって、1980年までに、T300炭素繊維の引張強度は3.5GPaに改良された。現在、航空宇宙産業において広く使用されるPAN系炭素繊維である、IM7は、引張強度5.6GPa及び引張弾性率276GPaを有する。引張強度6.6GPa及び引張弾性率324GPaを有するPAN系炭素繊維(T1100G)が最近発表された。50年を超える発展を経て、高強度のPAN系炭素繊維の引張強度は、なお炭素−炭素結合の理論的強度の10%未満であり、理論的弾性率の約30%である。一方で、連続性ピッチ系炭素繊維は、965GPa(理論的弾性率の>90%)もの高い弾性率を伴って製造され得る。しかしながら、これらの高弾性率のピッチ系炭素繊維は、大きい黒鉛状粒界及び比較的低い面間せん断弾性率の結果として、比較的低い引張強度(3.1GPa)を有する。高温炭化によって、600GPa(黒鉛の理論的値の57%)に近似する引張弾性率を有するPAN系炭素繊維を処理することが可能であるものの、この高引張弾性率は引張強度を犠牲にして到達される。明らかに、炭素繊維の弾性率も上昇させながら、それらの強度を上昇させる余地及び必要性がある。
人工のポリマー繊維は、溶融または溶液紡糸によって処理される。PANが溶融紡糸され得る一方で、現在、全ての商用PAN繊維生産は溶液紡糸に基づく。ゲル紡糸は、高強度かつ高弾性率ポリマー繊維を作製するために使用され、同じ分子量の溶融及び従来の溶液紡糸繊維におけるものよりも、繊維におけるより少ないもつれをもたらし得る。ゲル紡糸によって、高分子量ポリマー溶液は、従来の溶液紡糸によって達成され得るものよりも、高い分子整列を伴って紡糸され得、炭化繊維のより高い弾性率をもたらす。しかしながら、ゲル紡糸PAN繊維の炭化の既存の方法は、バッチ処理として実行されてきており、連続性処理におけるゲル紡糸繊維炭化の報告はない。
高い引張強度及び高い引張弾性率の両方を有する炭素繊維の必要性がある。
したがって、ゲル紡糸PAN繊維の連続性炭化の方法の必要性もまたある。
先行技術の短所は、本発明によって克服され、本発明は、一態様では、5.5GPa〜5.83GPaの範囲の繊維引張強度を有する炭素繊維である。炭素繊維は、350GPa〜375GPaの範囲の繊維引張弾性率を有する。炭素繊維は、5.1μm〜5.2μmの範囲の有効直径もまた有する。
別の態様では、本発明は複数の炭素繊維を含むトウである。炭素繊維は、5.5GPa〜5.83GPaの範囲の平均繊維引張強度を有する。炭素繊維は、350GPa〜375GPaの範囲の平均繊維引張弾性率を有する。炭素繊維は、5.1μm〜5.2μmの範囲の平均有効直径もまた有する。
さらに別の態様では、本発明は炭素繊維を作製する方法であり、PAN(ポリ(アクリロニトリル−コ−メタクリル酸))が溶媒中に溶解してPAN溶液を形成する。PAN溶液は紡糸口金を通して押出され、それによって少なくとも1つの前駆体繊維を生成する。前駆体繊維は、低温ゲル化媒質を通過し、それによって前駆体繊維をゲル化させる。前駆体繊維は所定の延伸比に延伸される。前駆体繊維は、連続的に安定化されて安定化繊維を形成する。安定化繊維は、連続的に炭化され、それによって炭素繊維を生成する。炭素繊維は、スプールに巻きつけられる。
本発明のこれら及び他の態様は、以下の図面と合わせて、以下の好ましい実施形態の説明から明らかとなり得る。当業者に明白であり得るように、本発明の多くの変形及び修正が、本開示の新奇概念の趣旨及び範囲から逸脱することなく、遂げられ得る。
本発明の好ましい実施形態がこれから詳細に記載される。図面を参照して、同様の数字は図面を通して同様の部分を示す。続く開示において別途具体的に示されない限り、図面は必ずしも一定の縮尺で描写されない。本明細書及び特許請求項を通して使用される場合、文脈が明確に別途示さない限り、以下の用語は本明細書に明白に関連付けられた意味を取り、「1つの(a)」、「1つの(an)」、及び「その(the)」は、複数の指示物を含み、「内(in)」の意味は「内(in)」及び「上(on)」の意味を含む。
本発明のある代表的な実施形態は、5.5GPa〜5.83GPaの範囲の繊維引張強度、350GPa〜375GPaの範囲の繊維引張弾性率、5.1μm〜5.2μmの範囲の有効直径、及び少なくとも815℃の酸化熱劣化温度を有する、ゲル紡糸ポリアクリロニトリル(PAN)から誘導される炭素繊維を含む。かかる繊維は、100と少ない炭素繊維を有する繊維トウに配列され得る。繊維トウは、織物へと織られ得、またはポリマーマトリクス内に維持されて様々な用途における構成部品(例えば、航空宇宙構成部品及び構造要素)に強度を与え得る。
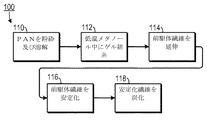
図1に示されるように、かかる炭素繊維を作製する方法100の一実施形態は、PANを溶媒へと粉砕及び溶解させる工程110と、溶液を紡糸して前駆体繊維を形成し、次いで前駆体繊維を低温メタノール中でゲル化する工程112と、前駆体繊維を所定の延伸比に延伸する工程114と、前駆体繊維を連続的に安定化窯内で安定化させて安定化繊維を形成する工程116と、安定化繊維を連続的に炭化させて炭化繊維を形成する工程118と、を含む。
ある実験的な実施形態では、図2に示されるように、使用されたPANポリマーはポリ(アクリロニトリル−コ−メタクリル酸)(PAN−co−MAA)コポリマーであり、コポリマーは、粘度平均分子量513,000g/モルを有する4.7重量%のMAA(日本、大阪、日本エクスラン工業株式会社から入手可能)である。ポリマーは、10.5g/dlの濃度で、90℃のN,N−ジメチルホルムアミド(DMF)中に溶解した。実験的な実施形態では、調製された/脱気したPAN溶液は、紡糸機械210の75℃に予熱した溶液タンク212に移送された。溶液は紡糸の前に2時間75℃のタンク212内に保存され、窒素ガスで200psiに加圧された。溶液タンク、定量ポンプブロック、及び紡糸パックジャケットの温度プロファイルは、それぞれ75℃、75℃、及び85℃だった。
調製された溶液は、100穴紡糸口金(200μmの穴直径)を備える紡糸パック216を通して溶液をポンプする、ポンプ214を使用して紡糸された。紡糸パックはフィルタスクリーン及び紡糸口金を含んだ。溶液フィルタスクリーンは、20μmステンレス鋼メッシュフィルターを用いた。紡糸口金は、穴直径200μm及びL/D6を有する、100の穴を含んだ。定量ポンプは3.2cc/回転の容量を有した。紡糸の初期段階では、定量ポンプは50rpmに設定された(流量は1.6cc/分/穴であった)。溶液の安定した噴出が得られると、定量ポンプは16.8rpmに設定された(流量は0.5cc/分/穴であった)。直線噴出速度は16m/分であった。
繊維218は、紡糸口金の表面とゲル化媒質との間の約2cm(例えば、ある実験では、19mmの空隙が使用された)の空隙を使用して、−50℃に維持された、メタノール浴220を含んだ、ゲル化媒質へと紡糸された。ゲル化媒質220は、−50℃で実質的に100%メタノールであった。ゲル化媒質は、27L/分の流量で循環した。
紡糸されたままの延伸比は3であり、結果として生じる繊維224の紡糸後の延伸比は8.2であった(合計延伸比は24.6であった)。繊維224は次いで巻取り機226に巻かれた。前駆体繊維224は48m/分で巻取られた。したがって、紡糸延伸比は3であった。
図3に示されるように、紡糸後の延伸は、180℃と高い延伸温度で、多工程延伸機械300を用いて実行された。最初に、保存された前駆体繊維は、延伸ラインの巻戻しスタンドに搭載された。巻戻しの間、繊維スプールの3分の1は冷却したメタノール(−30℃)308中に浸けられ、巻戻し速度は2m/分に設定された。巻戻した繊維トウは、巻戻し緊張を30gfに制御するために、浮動ローラ310及び誘導ローラ311を通過した。誘導ローラ311で、冷却したメタノール311の連続的な流れが繊維トウ上に滴下して、残留溶媒(DMF)を洗浄した。
繊維トウは、次いで、室温でローラを2m/分で稼働させるゴデット314で3回巻かれた。(巻戻し機とゴデット314との間には延伸はなかった)。次いで、繊維トウはゴデット315に移送され、繊維トウはそこで4回巻かれた。ゴデット315ローラは、室温で2.2m/分で稼働した(ゴデット314とゴデット315との間の延伸比1.1をもたらす)。次いで、繊維トウは、紡糸仕上げ適用浴316を通過した。
繊維トウは、次いで110℃で5.0m/分で稼働するローラを有するゴデット317で15回巻かれた(ゴデット315とゴデット317との間の延伸比2.27をもたらす)。繊維トウは次いで、180℃で16.2m/分で稼働するローラを有する、ゴデット318で4回巻かれた(ゴデット317とゴデット318との間の延伸比3.24をもたらす)。繊維トウは、次いで第2の紡糸仕上げのために、紡糸仕上げ適用浴320を通過した。繊維トウは、次いで16.3m/分で稼働する乾燥ローラ322で20回巻かれた(ゴデット318と乾燥ローラ322との間の延伸比1.01をもたらす)。乾燥ローラ322は、空気が110℃で制御される等温室内にあった。乾燥繊維トウは、スプール324に巻きつけられ、巻きつけ緊張は35gfで制御された。炭化繊維のスプールの隣の前駆体繊維のスプールは、図6に示される。
繊維トウは、次いで安定化及び炭化された。図4に示されるように、安定化及び炭化ユニット400において、延伸繊維は連続的安定化及び炭化ラインにて巻戻しスタンド410に搭載され、巻戻し繊維トウ412はローラの第1の組414に運搬された(ローラの各組は5つのローラで構成される)。巻戻し緊張は、前駆体繊維直径(11μm)に基づいて、10MPaで制御された。次いで、繊維トウは、4つの異なる緊張制御区域を有する、6つの異なる安定化窯416を通過した。詳細な処理条件は、以下の表に列記する。

次いで、安定化繊維トウは、3つの別個の温度制御区域を含む、低温炭化炉418を通過した。歪は、炉の前及び後のローラの組を使用して制御された。窒素ガスが、処理管の両端にパージされて、不活性環境を維持した。詳細な処理条件は以下に列記される通りである。区域1温度=500℃、区域2温度=600℃、区域3温度=675℃、歪(%)=20、及び滞留時間(分)=1〜10。
次いで、低温炭化繊維トウは高温炭化炉420を通過した。高温炭化炉は、4つの別個の温度制御区域を有する。歪は、炉の前及び後のローラの組を使用して制御された。窒素ガスが、処理管の両端及び処理管の中間でパージされて、不活性環境を維持した。詳細な処理条件は以下の通りである。区域1温度=1450℃、区域2温度=1450℃、区域3温度=1450℃、歪(%)=−2〜−4、及び滞留時間(分)=1〜10。炭化繊維トウは、次いで巻取り機422にて、一定の巻きつけ緊張25gfで、3インチ直径ポリプロピレン管に巻きつけられた。
この方法を使用することで、いかなる表面処理も有しず、いかなる大きさ調整も有しない、炭素繊維が生じる。
ある実験的な実施形態では、前駆体繊維の引張特性及び構造パラメータは、以下の表に列記される。ゲル紡糸PAN前駆体の引張弾性率は20.7GPaであることが留意される。この値は、典型的に7〜14GPaの範囲である、溶液紡糸PAN繊維において達成される弾性率の値よりも、著しく高い。ゲル紡糸繊維におけるより高い引張弾性率は、溶液紡糸においてよりも、ゲル紡糸において達成される著しく高い延伸比の結果である。
この方法を使用して、炭素繊維は、前駆体繊維の複数のゲル紡糸稼働、及び5.5〜5.8GPaの範囲の平均引張強度値及び354〜375GPaの範囲の引張弾性率を有する炭化において生産された。引張強度、弾性率、及び繊維直径のこの組み合わせを有する他の繊維は無い。例えば、弾性率377GPaを有する現在のPAN系商用繊維(M40JB)の引張強度は、ほんの4.4GPaである。しかしながら、IM7炭素繊維と比較して、本発明のゲル紡糸PAN系炭素繊維におけるより高い引張弾性率は、引張強度におけるいかなる損失も伴わない。
様々な炭素繊維の劣化温度は、図5のグラフにおいて示される。以下の表は、既存の炭素繊維の特徴を、本発明の炭素繊維のある実験的な実施形態のものと比較する。
*d002、L002、及びL10は、それぞれ、面間の黒鉛状間隔、(002)に垂直な結晶径、及び繊維軸に沿う黒鉛状面内の結晶径である。
*d002、L002、及びL10は、それぞれ、面間の黒鉛状間隔、(002)に垂直な結晶径、及び繊維軸に沿う黒鉛状面内の結晶径である。
上記に記載された実施形態は、出願の時点で発明者に既知の、本発明の好ましい実施形態及び最良の様態を含む一方で、ほんの例示的な実施例として与えられる。本発明の趣旨及び範囲から逸脱することなく、本明細書に開示される具体的な実施形態から多くの逸脱がなされ得ることが容易に理解され得る。したがって、本発明の範囲は、上記に具体的に記載される実施形態に限定されるのではなく、以下の特許請求項によって決定されるべきである。
Claims (20)
- 5.5GPa〜5.83GPaの範囲の繊維引張強度、350GPa〜375GPaの範囲の繊維引張弾性率、及び5.1μm〜5.2μmの範囲の有効直径を有すると特徴付けられる、炭素繊維。
- 少なくとも815℃の酸化熱劣化温度を有する、請求項1に記載の炭素繊維。
- 100以下の炭素繊維のトウに配列された、請求項1に記載の炭素繊維。
- 5.5GPa〜5.83GPaの範囲の平均繊維引張強度、350GPa〜375GPaの範囲の平均繊維引張弾性率、及び5.1μm〜5.2μmの範囲の平均有効直径を有する、複数の炭素繊維を含む、トウ。
- 前記炭素繊維が少なくとも815℃の平均酸化熱劣化温度を有する、請求項4に記載のトウ。
- 前記複数の炭素繊維が約100の炭素繊維を含む、請求項4に記載のトウ。
- 前記複数の炭素繊維が、いかなる表面処理も有しず、いかなる大きさ調整も有しない、請求項4に記載のトウ。
- 炭素繊維を作製する方法であって、
(a)PAN(ポリ(アクリロニトリル−コ−メタクリル酸))を溶媒中に溶解してPAN溶液を形成する工程と、
(b)紡糸口金を通して前記PAN溶液を押出し、それによって少なくとも1つの前駆体繊維を生成する工程と、
(c)前記前駆体繊維に低温ゲル化媒質を通過させ、それによって前記前駆体繊維をゲル化させる工程と、
(d)前記前駆体繊維を所定の延伸比に延伸する工程と、
(e)前記前駆体繊維を連続的に安定化させて安定化繊維を形成する工程と、
(f)前記安定化繊維を連続的に炭化させ、それによって前記炭素繊維を生成する工程と、
(g)前記炭素繊維をスプールに巻きつける工程と、を含む、前記方法。 - 請求項8に記載の方法に従って作製された、炭素繊維。
- 前記炭素繊維が、いかなる表面処理も有しず、いかなる大きさ調整も有しずに作製される、請求項8に記載の方法。
- 前記ゲル化媒質がメタノールを含む、請求項8に記載の方法。
- 前記ゲル化媒質が約−50℃の温度を有する、請求項8に記載の方法。
- 前記紡糸口金と前記ゲル化媒質の上面との間に約2cmの空隙がある、請求項8に記載の方法。
- 安定化させる工程が、前記前駆体繊維を、前記前駆体繊維を約180℃の温度に加熱する第1の安定化区域と、前記前駆体繊維を約250℃の温度に加熱する最終安定化区域と、を含む、複数の安定化区域に通過させることを含む、請求項8に記載の方法。
- 前記複数の安定化区域が、前記繊維を約180℃に加熱する第1の安定化区域と、前記前駆体繊維を約190℃に加熱する第2の安定化区域と、前記前駆体繊維を約200℃に加熱する第3の安定化区域と、前記繊維を約210℃に加熱する第4の安定化区域と、前記前駆体繊維を約230℃に加熱する第5の安定化区域と、前記前駆体繊維を約250℃に加熱する第6の安定化区域と、を含む、請求項14に記載の方法。
- 炭化させる工程が、前記前駆体繊維を、前記繊維を約1450℃の温度に加熱する複数の炭化区域に通過させることを含む、請求項8に記載の方法。
- 前記複数の炭化区域が、前記前駆体繊維を約500℃に加熱する加温区域と、前記前駆体繊維を約600℃に加熱する第1の炭化区域と、前記前駆体繊維を約675℃に加熱する第2の炭化区域と、前記前駆体繊維を約1450℃に加熱する第3の炭化区域と、を含む、請求項16に記載の方法。
- 前記炭素繊維が、5.5GPa〜5.83GPaの範囲の繊維引張強度、350GPa〜375GPaの範囲の繊維引張弾性率、及び5.1μm〜5.2μmの範囲の有効直径を有する、請求項8に記載の方法。
- 前記炭素繊維が少なくとも815℃の酸化熱劣化温度を有する、請求項8に記載の方法。
- 複数の炭素繊維を約100の炭素繊維のトウへと束ねる工程をさらに含む、請求項8に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201462061327P | 2014-10-08 | 2014-10-08 | |
| US62/061,327 | 2014-10-08 | ||
| PCT/US2015/054529 WO2016057696A1 (en) | 2014-10-08 | 2015-10-07 | High strength and high modulus carbon fibers |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017531104A true JP2017531104A (ja) | 2017-10-19 |
Family
ID=55653733
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017519549A Pending JP2017531104A (ja) | 2014-10-08 | 2015-10-07 | 高強度かつ高弾性率の炭素繊維 |
| JP2017519550A Pending JP2017536486A (ja) | 2014-10-08 | 2015-10-08 | ポリアクリロニトリル/炭素複合繊維の使用、安定化、及び炭化 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017519550A Pending JP2017536486A (ja) | 2014-10-08 | 2015-10-08 | ポリアクリロニトリル/炭素複合繊維の使用、安定化、及び炭化 |
Country Status (5)
| Country | Link |
|---|---|
| US (3) | US20170275786A1 (ja) |
| EP (2) | EP3204542A4 (ja) |
| JP (2) | JP2017531104A (ja) |
| KR (2) | KR20170093792A (ja) |
| WO (2) | WO2016057696A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020036356A1 (ko) * | 2018-08-13 | 2020-02-20 | 주식회사 유성텔레콤 | 염소화 폴리염화비닐로부터 형성된 탄소섬유 및 그 제조방법 |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102016015668A1 (de) | 2016-12-23 | 2018-06-28 | Technische Universität Dresden | Vorrichtung und Verfahren zur Herstellung von Kohlenstofffasern oder von textilen Gebilden, die mit Kohlenstofffasern gebildet sind |
| DE102017200494A1 (de) | 2017-01-13 | 2018-07-19 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Für die Herstellung von Kohlenstofffasern einsetzbares Modul sowie ein Verfahren zur Herstellung von Kohlenstofffasern |
| WO2020028611A1 (en) * | 2018-08-03 | 2020-02-06 | The Texas A&M University System | Architecture-, geometry-, and microstructure-controlled processing of carbon fibers and nanofibers via pyrolysis |
| US20230295842A1 (en) * | 2019-03-04 | 2023-09-21 | University Of Kentucky Research Foundation | Method of making polyacrylonitrile based carbon fibers and polyacrylonitrile based carbon fiber fabric |
| CN110229450B (zh) * | 2019-06-03 | 2021-09-28 | 南京邮电大学 | 一种聚乙烯醇-聚苯胺复合水凝胶及其制备方法和应用 |
| KR102075114B1 (ko) * | 2019-06-21 | 2020-02-07 | 국방과학연구소 | 라이오셀계 탄소섬유 제조를 위한 탄소 나노 튜브 코팅 및 열처리 |
| CN115537942A (zh) * | 2022-09-28 | 2022-12-30 | 吉林市佰丰科技有限公司 | 一种碳纤维原丝拉伸清洗设备 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0376823A (ja) * | 1989-05-24 | 1991-04-02 | Asahi Chem Ind Co Ltd | アクリロニトリル重合体系炭素繊維の製法 |
| JPH1025627A (ja) * | 1997-04-04 | 1998-01-27 | Mitsubishi Rayon Co Ltd | アクリル系炭素繊維 |
Family Cites Families (44)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3692577A (en) * | 1969-12-02 | 1972-09-19 | Heathcoat & Co Ltd | Carbon filaments |
| JPS5039426B2 (ja) * | 1972-07-04 | 1975-12-17 | ||
| JPS55122021A (en) * | 1979-03-08 | 1980-09-19 | Sumitomo Chem Co Ltd | Improved method of producing carbon fiber |
| US4753777A (en) * | 1983-04-18 | 1988-06-28 | Toho Beslon Co., Ltd. | Apparatus for continuous production of carbon fibers |
| US5098688A (en) | 1983-08-05 | 1992-03-24 | Hercules Incorporated | Carbon fibres |
| US4902452A (en) * | 1986-07-28 | 1990-02-20 | Mitsubishi Rayon Co., Ltd. | Process for producing an acrylic fiber having high fiber characteristics |
| JPS63145420A (ja) * | 1986-12-02 | 1988-06-17 | Kobe Steel Ltd | ピツチ系炭素繊維の熱処理方法 |
| AU2001284641A1 (en) | 2000-06-02 | 2001-12-11 | Ihc Rehabilitation Products | Method for consolidation for random carbon fiber orientation and for forming a carbon fiber preform |
| AU2001277432A1 (en) | 2000-07-26 | 2002-02-05 | Ballard Power Systems Inc. | Carbon-matrix composites compositions and methods related thereto |
| US7588699B2 (en) | 2001-11-02 | 2009-09-15 | The United States Of America As Represented By The Administrator Of The National Aeronautics And Space Administration | Electrically conductive, optically transparent polymer/carbon nanotube composites and process for preparation thereof |
| JP4138362B2 (ja) * | 2002-04-24 | 2008-08-27 | 東邦テナックス株式会社 | 炭素繊維の製造装置 |
| DE10226969B4 (de) | 2002-06-17 | 2006-05-18 | Sgl Carbon Ag | Aktivierte Kohlenstofffasern und Verfahren zu ihrer Herstellung |
| WO2004090204A2 (en) | 2003-04-09 | 2004-10-21 | Nanocyl S.A. | Continuous textile fibers and yarns made from a spinnable nanocomposite |
| US7354877B2 (en) | 2003-10-29 | 2008-04-08 | Lockheed Martin Corporation | Carbon nanotube fabrics |
| US8080487B2 (en) | 2004-09-20 | 2011-12-20 | Lockheed Martin Corporation | Ballistic fabrics with improved antiballistic properties |
| US7534854B1 (en) | 2005-03-29 | 2009-05-19 | Ut-Battelle, Llc | Apparatus and method for oxidation and stabilization of polymeric materials |
| US8137810B2 (en) | 2005-12-13 | 2012-03-20 | Toray Industries, Inc. | Carbon fiber, process for production of polyacrylonitrile-base precursor fiber for carbon fiber production, and process for production of carbon fiber |
| US7749479B2 (en) | 2006-11-22 | 2010-07-06 | Hexcel Corporation | Carbon fibers having improved strength and modulus and an associated method and apparatus for preparing same |
| WO2008112349A2 (en) | 2007-01-30 | 2008-09-18 | Georgia Tech Research Corporation | Carbon fibers and films and methods of making same |
| JP2010261108A (ja) | 2007-08-31 | 2010-11-18 | Hokkaido Univ | カーボンナノチューブを付着した合成繊維、合成繊維製糸または繊維構造体およびそれらの製造方法 |
| WO2009049174A1 (en) * | 2007-10-11 | 2009-04-16 | Georgia Tech Research Corporation | Carbon fibers and films and methods of making same |
| WO2009125832A1 (ja) | 2008-04-11 | 2009-10-15 | 東レ株式会社 | 炭素繊維前駆体繊維および炭素繊維とその製造方法 |
| US20100021682A1 (en) | 2008-07-25 | 2010-01-28 | Florida State University Research Foundation | Composite material and method for increasing z-axis thermal conductivity of composite sheet material |
| JP5697258B2 (ja) * | 2009-03-06 | 2015-04-08 | 東洋紡株式会社 | 高強度かつ高弾性率の炭素繊維を得るための前駆体繊維の製造方法 |
| US20100266827A1 (en) * | 2009-04-21 | 2010-10-21 | Toho Tenax Co., Ltd. | Carbon fiber and composite material using the same |
| WO2010143681A1 (ja) * | 2009-06-10 | 2010-12-16 | 三菱レイヨン株式会社 | 機械的性能発現に優れた炭素繊維束 |
| CN101998706B (zh) * | 2009-08-14 | 2015-07-01 | 清华大学 | 碳纳米管织物及应用该碳纳米管织物的发热体 |
| EP2955193B1 (en) | 2009-09-03 | 2018-10-10 | Fulcrum S.P. Materials Ltd | Multi-site modified sp1 polypeptides and uses thereof |
| AU2010294347B2 (en) * | 2009-09-11 | 2014-06-26 | Toho Tenax Europe Gmbh | Stabilizing polyacrylonitrile precursor yarns |
| CN104109946B (zh) * | 2010-01-21 | 2017-01-04 | 太克万株式会社 | 碳纤维制无纺布及其制造方法 |
| JP2011162898A (ja) * | 2010-02-06 | 2011-08-25 | Toho Tenax Co Ltd | 炭素繊維前駆体繊維及びそれを用いた炭素繊維の製造方法 |
| KR101308740B1 (ko) | 2010-07-08 | 2013-09-16 | 전남대학교산학협력단 | 금속간화합물 함유 탄소나노섬유의 제조방법 |
| WO2012021724A2 (en) | 2010-08-11 | 2012-02-16 | Board Of Regents, The University Of Texas System | Fabrication method of composite carbon nanotube fibers/yarns |
| US8608992B2 (en) | 2010-09-24 | 2013-12-17 | The Board Of Trustees Of The University Of Illinois | Carbon nanofibers derived from polymer nanofibers and method of producing the nanofibers |
| CN202117274U (zh) | 2011-04-18 | 2012-01-18 | 上海知汇建材系统集成有限公司 | 新型高分子电热地暖模块装置 |
| US20150118142A1 (en) * | 2011-10-06 | 2015-04-30 | Christopher Allen Dyke | Formation of carbon nanotube-enhanced fibers and carbon nanotube-enahnced hybrid structures |
| US20130253096A1 (en) * | 2011-11-16 | 2013-09-26 | Toray Carbon Fibers America, Inc. | Carbon fiber |
| KR101417217B1 (ko) * | 2011-11-22 | 2014-07-09 | 현대자동차주식회사 | 탄소섬유용 전구체 섬유의 제조방법 |
| EP2703530B1 (en) * | 2012-04-18 | 2016-09-14 | Tec One Co., Ltd. | Method for manufacturing carbon-fiber materi |
| CN102660768B (zh) | 2012-05-26 | 2016-05-04 | 保定顺天新材料股份有限公司 | 一种单晶硅炉用炭/炭复合材料坩埚的制备工艺 |
| US9327969B2 (en) * | 2012-10-04 | 2016-05-03 | Applied Nanostructured Solutions, Llc | Microwave transmission assemblies fabricated from carbon nanostructure polymer composites |
| US20140106167A1 (en) | 2012-10-17 | 2014-04-17 | The University Of Kentucky Research Foundation | Method for hybrid dry-jet gel spinning and fiber produced by that method |
| CN102926020A (zh) | 2012-11-14 | 2013-02-13 | 浙江大学 | 一种导电的高强度的聚合物接枝石墨烯层状纤维的制备方法 |
| KR101625739B1 (ko) * | 2013-06-21 | 2016-06-13 | 코오롱인더스트리 주식회사 | 탄소섬유용 폴리아크릴로니트릴계 전구체 섬유 및 그 제조방법 |
-
2015
- 2015-10-07 KR KR1020177012339A patent/KR20170093792A/ko not_active Withdrawn
- 2015-10-07 WO PCT/US2015/054529 patent/WO2016057696A1/en not_active Ceased
- 2015-10-07 US US15/514,300 patent/US20170275786A1/en not_active Abandoned
- 2015-10-07 JP JP2017519549A patent/JP2017531104A/ja active Pending
- 2015-10-07 EP EP15849703.2A patent/EP3204542A4/en not_active Withdrawn
- 2015-10-08 WO PCT/US2015/054688 patent/WO2016060929A2/en not_active Ceased
- 2015-10-08 KR KR1020177012284A patent/KR20170059006A/ko not_active Withdrawn
- 2015-10-08 EP EP15851431.5A patent/EP3204330A4/en not_active Withdrawn
- 2015-10-08 JP JP2017519550A patent/JP2017536486A/ja active Pending
-
2020
- 2020-08-04 US US16/984,273 patent/US11773514B2/en active Active
-
2023
- 2023-09-27 US US18/373,557 patent/US12312711B2/en active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0376823A (ja) * | 1989-05-24 | 1991-04-02 | Asahi Chem Ind Co Ltd | アクリロニトリル重合体系炭素繊維の製法 |
| JPH1025627A (ja) * | 1997-04-04 | 1998-01-27 | Mitsubishi Rayon Co Ltd | アクリル系炭素繊維 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020036356A1 (ko) * | 2018-08-13 | 2020-02-20 | 주식회사 유성텔레콤 | 염소화 폴리염화비닐로부터 형성된 탄소섬유 및 그 제조방법 |
| JP2021500488A (ja) * | 2018-08-13 | 2021-01-07 | ユソン テレコム カンパニー、リミテッド | 塩素化ポリ塩化ビニルから形成された炭素繊維及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US12312711B2 (en) | 2025-05-27 |
| WO2016060929A3 (en) | 2016-07-14 |
| WO2016057696A1 (en) | 2016-04-14 |
| US20170275786A1 (en) | 2017-09-28 |
| JP2017536486A (ja) | 2017-12-07 |
| EP3204330A2 (en) | 2017-08-16 |
| EP3204542A1 (en) | 2017-08-16 |
| US11773514B2 (en) | 2023-10-03 |
| EP3204542A4 (en) | 2018-04-11 |
| KR20170093792A (ko) | 2017-08-16 |
| EP3204330A4 (en) | 2018-07-18 |
| KR20170059006A (ko) | 2017-05-29 |
| US20200378035A1 (en) | 2020-12-03 |
| US20240026575A1 (en) | 2024-01-25 |
| WO2016060929A2 (en) | 2016-04-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US12312711B2 (en) | High strength and high modulus carbon fibers | |
| KR102456733B1 (ko) | 탄소 섬유를 생산하기 위한 연속 탄화 공정 및 시스템 | |
| JP2018145541A (ja) | 炭素繊維束及びその製造方法 | |
| JP2018145540A (ja) | 炭素繊維束の製造方法 | |
| CN104117289A (zh) | 一种增强复合支撑中空纤维膜及其制备方法 | |
| US20150274860A1 (en) | Flame-resistant fiber bundle, carbon fiber bundle, and processes for producing these | |
| US20150118142A1 (en) | Formation of carbon nanotube-enhanced fibers and carbon nanotube-enahnced hybrid structures | |
| KR20130060464A (ko) | 중공 탄소섬유의 제조방법 | |
| KR101909892B1 (ko) | 탄소섬유용 폴리아크릴로니트릴계 전구체 섬유의 제조방법 및 탄소섬유의 제조방법 | |
| US20160060793A1 (en) | Carbon fiber bundle and method for producing same | |
| JP2017137596A (ja) | 中空糸炭素膜の製造方法 | |
| JP5873358B2 (ja) | 耐炎化繊維ストランド、その製造方法、及び炭素繊維ストランドの製造方法 | |
| EP2744859A1 (en) | Dry-jet wet spun carbon fibers and processes for making them using a nucleophilic filler/pan precursor | |
| KR102178877B1 (ko) | 폴리아크릴로니트릴계 섬유의 제조방법 | |
| JP5899669B2 (ja) | 耐炎化繊維束の製造方法 | |
| KR20140074136A (ko) | 탄소섬유용 pan계 프리커서 제조장치 | |
| KR101364788B1 (ko) | 탄소섬유 제조를 위한 전구체 섬유의 유제 처리방법 | |
| CN109056119B (zh) | 一种通过高温加张制备性能提升的中间相沥青基石墨纤维的方法 | |
| JP5842343B2 (ja) | 炭素繊維前駆体アクリル繊維束の製造方法 | |
| JP2023163084A (ja) | ポリアクリロニトリル系繊維、及び炭素繊維の製造方法 | |
| JP7798147B2 (ja) | 炭素繊維束の製造方法及びsmcの製造方法 | |
| JPS6317929B2 (ja) | ||
| KR101429381B1 (ko) | 탄소섬유 전구체의 제조방법 | |
| JP2024138615A (ja) | 耐炎化繊維の製造方法及び炭素繊維の製造方法 | |
| JP2011231412A (ja) | ポリアクリロニトリル系繊維およびそれからなる炭素繊維 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180920 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20191016 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191023 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20200528 |