JP2018016334A - 包装材およびその製造方法、およびその包装材を用いた包装袋 - Google Patents
包装材およびその製造方法、およびその包装材を用いた包装袋 Download PDFInfo
- Publication number
- JP2018016334A JP2018016334A JP2016146175A JP2016146175A JP2018016334A JP 2018016334 A JP2018016334 A JP 2018016334A JP 2016146175 A JP2016146175 A JP 2016146175A JP 2016146175 A JP2016146175 A JP 2016146175A JP 2018016334 A JP2018016334 A JP 2018016334A
- Authority
- JP
- Japan
- Prior art keywords
- layer
- packaging material
- sealant
- resin
- packaging
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Landscapes
- Packages (AREA)
- Wrappers (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
Abstract
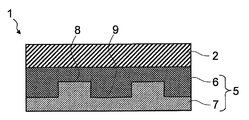
【課題】高価な材料を用いることなく、熱シール適性や耐熱性に優れ、しかも直線カット性を備えた包装材とその製造方法、および包装袋を提案するもの。【解決手段】基材層とシーラント層を有する包装材であって、シーラント層は、基材層側のA層と、シーラント面を形成するB層からなり、A層には、すじ状の凹部が形成されており、B層はA層のすじ状の凹部を埋めるように形成されており、A層を構成するA樹脂の融点は、B層を構成するB樹脂の融点より高いことを特徴とする包装材である。【選択図】図1
Description
本発明は、包装材およびその製造方法、およびその包装材を用いた包装袋に関し、特に直線カット性や熱シール適性に優れた包装材とその製造方法、並びにその包装材を用いた包装袋に関する。
食品等を収納する包装袋は、必ず使用する際、包装袋を開封する必要がある。しかし易開封加工の施されていない包装材は引き裂き難い。そのため、通常は引き裂き開始部にノッチ加工を施して開封のきっかけを作り、引き裂き易くしている。
しかし、包装袋に、引き裂き易いようにノッチ部を設けたとしても、裂け目の走る方向は、フィルムの配向等の影響を受けることから、安定して直線的に開封することは容易ではない。そのため、包装材に直線カット性の機能を付与するために、従来様々な工夫がなされてきた。
その一つとして、包装材の表面に、微細孔や微細な傷加工を施す方法が知られている。しかしこの方法では、加工を行う際に、フィルムの粉が包装材に付着するなどの衛生面での不安があるだけでなく、2次加工を行う必要があるため、コスト面でも不利である。
また、透明蒸着フィルムに対して傷加工を施すと、蒸着層に傷を付ける場合があり、バリア性が発揮されない恐れがある。
シーラントフィルムに直線カット性を付与する技術として、1軸延伸フィルムを使用する方法が知られている。直鎖状の分子構造を持った樹脂を用いて、成膜時に1方向に延伸することにより、フィルムに配向性を持たせ、直線カット性を付与することが可能であるが、この方法の問題点として、シール強度と直線カット性の両立が困難であり、また通常のシーラントフィルムと比較してコスト面においても不利である。
シーラントフィルムに直線カット性を付与する他の方法として、シーラントフィルムのいずれかの層に添加剤を加える方法がある。しかしこの方法の欠点として、添加剤の影響でシール強度が低下したり、シーラント単体では直線カット性を発揮するものの、包装袋に加工した段階では他の層の影響を受け、十分な直線カット性が得られない場合があるという問題がある。
さらにシーラントフィルムに直線カット性を付与する他の方法として、シーラント面に凹凸を付与する方法が提案されている。特許文献1に記載された易引き裂き性包装材は、最内層に熱接着性樹脂層を有する積層構造の包装材において、熱接着性樹脂層の表面に複数のハ字形状の凹部とそれ以外の凸部とからなる凹凸が形成され、凹部における熱接着性樹脂層の厚みが、凸部における熱接着性樹脂層の厚みの60%以下であることを特徴とする易引き裂き性包装材である。
この包装材は、シーラント表面に凹凸の形状が露出しているため、フィルムを巻き取った際に巻き圧によって凹凸がつぶれてしまったり、熱シールの際に凹凸がつぶれてしまったり、さらに包装袋が高温のレトルト処理に晒された際に、凹凸形状が変化してしまったりする可能性があった。
本発明の解決しようとする課題は、特別に高価な材料を用いることなく、熱シール適性や耐熱性に優れ、しかも直線カット性を備えた包装材とその製造方法、並びにその包装材を用いた包装袋を提案するものである。
上記の課題を解決するための手段として、請求項1に記載の発明は、基材層とシーラント層を有する包装材であって、シーラント層は、基材層側のA層と、シーラント面を形成するB層との2層からなり、A層のB層側には、すじ状の凹部が形成されており、B層は前記A層のすじ状の凹部を埋めるように形成されており、B層のシーラント面は、平坦であり、A層を構成するA樹脂の融点は、B層を構成するB樹脂の融点より高いことを特徴とする包装材である。
本発明に係る包装材は、AB2層からなるシーラント層を有し、層内にすじ状の凹凸を形成したので、直線カット性を発揮し、またシーラント面には融点の低い樹脂を配したので、シール適性にも優れている。
また、請求項2に記載の発明は、前記A層のすじ状の凹部の幅が、凸部の幅よりも狭く、凸部の幅は10μm以上500μm以下であり、凹凸の数は、1mm当たり2以上50以下であり、凹凸の高さの差は、シーラント層の総厚に対して1/5以上2/3以下であることを特徴とする請求項1に記載の包装材である。
また、請求項3に記載の発明は、前記A層を構成するA樹脂のメルトフローレートが、0.5以上7以下であり、B層を構成するB樹脂のメルトフローレートが、3.0以上20以下で、かつA樹脂のメルトフローレートより高いことを特徴とする請求項1または2に記載の包装材である。
また、請求項4に記載の発明は、A層に形成されたすじ状の凹凸が、包装材が包装袋に製袋された時に開封部となる部分のみに形成されていることを特徴とする請求項1〜3のいずれか1項に記載の包装材である。
また、請求項5に記載の発明は、A樹脂を、押出機を用いてTダイから押し出し、表面にすじ状の凹凸を形成した冷却ロールに押し当てて、表面にすじ状の凹凸を形成したA層を成膜し、次いでA層の凹凸面にB樹脂を、押出機を用いてTダイから押し出して、A層の凹凸を埋めるように成膜してシーラント層を作成したことを特徴とする請求項1〜4のいずれか1項に記載の包装材の製造方法である。
また、請求項6に記載の発明は、請求項1〜4のいずれか1項に記載の包装材のシーラント層同士が対向され、周縁部が熱シールされていることを特徴とする包装袋である。
本発明に係る包装材は、基材層とシーラント層を有する包装材であって、シーラント層が、基材層側のA層と、シーラント面を形成するB層との2層からなり、A層のB層側には、すじ状の凹部が形成されており、B層は前記A層のすじ状の凹部を埋めるように形成されており、B層のシーラント面は、平坦であることを特徴とする包装材である。
シーラント層の内部にすじ状の凹凸が形成されているため、包装材を引き裂いた時に、裂け目が、このすじ状の凹凸に沿って直線的に走る性質が得られ、包装材に直線カット性が付与される。また、シーラント層のシーラント面は平坦であるため、シール性を損なうことがなく、直線カット性とシール適性の両立が可能である。
また、A層を構成するA樹脂の融点をB層を構成するB樹脂の融点よりも高くしたことにより、A層を形成後にA層面にB層を形成する際に、溶融したB樹脂の熱によってA層の凹凸が変形することが防止でき、A層の成形性が良好となる。
請求項2に記載の発明のように、A層のすじ状の凹部の幅が、凸部の幅よりも狭く、凸部の幅が10μm以上500μm以下であり、凹凸の数は、1mm当たり2以上50以下であり、凹凸の高さの差は、シーラント層の総厚に対して1/5以上2/3以下とした場合には、直線カット性とシール適性のバランスが良好であり、シーラント層を成膜する工程も安定する。
また、請求項3に記載の発明のように、A層を構成するA樹脂のMFRが0.5以上7以下であり、B樹脂のMFRが、3.0以上20以下で、かつA樹脂のMFRより高くした場合には、直線カット性とシール適性のバランスがさらに良好であり、シーラント層を成膜する工程の安定性も高まる。
請求項4に記載の発明のように、A層に形成されたすじ状の凹凸が、包装材が包装袋に製袋された時に開封部となる部分のみに形成されるようにした場合には、必要な部分のみにすじ状の加工が施されることになり、製造工程が合理化されると共に、包装袋の外観も良好となる。
また、請求項5に記載されたような方法によると、本発明に係る包装材を、材料の無駄もなく、能率よく製造することができる。
以下図面を参照しながら、本発明に係る包装材、この包装材を用いた包装袋、および包装材の製造方法について、詳細に説明する。図1は、本発明に係る包装材1の断面構造を示した断面模式図である。図2は、本発明に係る包装材におけるシーラント層の構造を示した断面説明図である。図1〜4は、いずれもすじ状の凹部8のすじの方向に直交する方向の断面を示した模式図である。
本発明に係る包装材1は、基材層2とシーラント層5を少なくとも有する包装材であって、シーラント層5は、基材層側のA層6と、シーラント面を形成するB層7との2層からなる。A層6のB層側には、すじ状の凹部8が形成されており、B層7はA層6のすじ状の凹部8を埋めるように形成されており、B層7のシーラント面すなわち包装材の裏面は、平坦であることを特徴とする。
本発明に係る包装材1は、シーラント層5の内部にすじ状の凹凸を内在しているので、引き裂かれた時に、このすじ状の凹凸に沿って裂け目が走るという性質、すなわち直線カット性を発揮する。本発明に係る包装材1においては、シーラント層5が、凹凸面を有するA層6と、この凹凸を埋めるように形成されたB層7とを有し、B層7の外面すなわち包装材の裏面は、平坦となっているため、シール性が損なわれることがない。
A層6における凹凸の構造については、図2に示したように、A層6のすじ状の凹部の幅8Wは、凸部の幅9Wよりも狭く、凸部の幅8Wは10μm以上500μm以下であり、凹凸の数は、1mm当たり2以上50以下であり、凹凸の高さの差Dは、シーラント層の総厚Tに対して1/5以上2/3以下であることが望ましい。
凸部の幅8Wについては、10μm未満である場合には加工が困難であり、500μmより大きい場合には、直線カット性が損なわれる。
また凹凸の高さの差Dについては、シーラント層の総厚Tに対して1/5未満の場合には、直線カット性が十分に発揮されず、2/3よりも大きくなると製膜が困難になる。
A層6とB層7に用いる樹脂については、A層6を構成するA樹脂の融点は、B層7を構成するB樹脂の融点より高く、かつMFRが0.5以上7以下であり、B樹脂のMFRは、3.0以上20以下で、かつA樹脂のMFRより高いことが望ましい。
A樹脂のMFRがこの範囲であると、凹凸の形状が引き裂き時にも保持され、直線カット性がより発現しやすくなる。A樹脂のMFRが7よりも大きいと成形性が劣る。また融点をB樹脂の融点よりも高くすることで、製膜時、2層目を製膜する際に、A層6の凹凸が変形することが防止される。
B樹脂の融点は、A樹脂の融点より低くし、かつMFRを3.0以上20以下で、かつA樹脂のMFRより高くする。B樹脂のMFRが3未満の場合には、シール性が劣ることが分かっている。
シーラント層5の製膜方法としては、図7に示したような方法が可能である。押出機15として、図のようにTダイを2基備えたタンデム押出機が好適に用いられる。まずTダイA16からA樹脂13を押し出し、表面にすじ状の凹凸を形成したクーリングロールA18に押し当てて冷却固化させる。
次に製膜されたA層6の凹凸面にTダイB17からB樹脂14を押し出してA樹脂の凹凸面を埋め、表面が平滑なクーリングロールB19に押し当てて一体化させ、シーラントフィルム20を得ることができる。
図7では、すじ状の凹凸の方向がシーラントフィルム20の流れ方向に平行である場合を示したが、包装袋の取り都合によっては、直線カットの方向がフィルムの流れ方向に直交する方向である方が好ましい場合もある。このような場合には、図7の下方に示したような、円周方向ではなく、面長方向に平行な直線状の凹凸を形成したクーリングロールC
21を用いることで解決できる。
21を用いることで解決できる。
包装材1の基材層2としては、各種の合成樹脂フィルムや金属箔、あるいはこれらの複合体が使用可能であり、包装材の目的とする性能すなわち、強度、腰の強さ、ガスバリア性、価格等に応じて適宜選択される。
基材2として、ポリエチレンテレフタレート(PET)樹脂フィルム等の基材に、酸化アルミニウムや酸化ケイ素のような無機酸化物を蒸着した無機蒸着フィルムは、酸素や水蒸気の透過を防止するガスバリア性をもったフィルムとして、好適に用いられる。
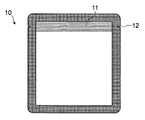
図5は、本発明に係る包装材1を用いた包装袋10の一例を示した平面模式図である。図5に示した包装袋では、シーラント層に内在するすじ状の凹凸の方向が水平方向であり、水平方向に開封するときには、直線カット性が良好である。左右のシール部には、開封のきっかけとなる開封ノッチ12が設けられている。
開封ノッチ12の形状としては、図のようなV字型の他、U字型、I字型等任意である。図6は、本発明の請求項4に記載した包装袋の一実施態様を示した平面模式図である。この例では、A層に形成されたすじ状の凹凸が、包装材1が包装袋10に製袋された時に開封部11となる部分のみに形成されていることを特徴とする。
このように、すじ状の凹凸を必要最低限の部分のみに設けた包装材を製造する方法としては、図7に示したクーリングロールD22のように、部分的に凹凸を設けたクーリングロールを準備するだけで、可能である。
押出機のクーリングロールに凹凸を設けると、クーリングロール表面からの樹脂の剥離性が低下し、製膜速度が上げられないという問題が生じることがあるが、すじ状の凹凸の存在する部分を最低限にすることにより、このような問題が軽減される。
また、包装袋10に仕上がった時点で、包装袋10の本体部分にすじ状の凹凸が含まれていると、包装材1の平面性が微妙に損なわれる結果、包装袋10の表面の印刷絵柄との兼ね合いによっては、外観的に好ましくない結果が生じることがあるが、この例のように、包装袋10の本体部分にすじ状の凹凸が含まれない仕様では、このような問題が生じる恐れがない。
以下実施例に基づいて、本発明に係る包装材について具体的に説明する。
<実施例1>
タンデムの押出機を用いて無延伸ポリプロピレン(CPP)フィルムからなるシーラントフィルムを作成した。A層としては、MFR=3.0、融点165℃のPP樹脂を選択し、凸部の幅200μm、凹部の幅70μm、高さ35μmとした。B層としては、MFR=7.0、融点135℃の、PP樹脂を選択し、総厚60μmとなるシーラントフィルムを製膜した。
タンデムの押出機を用いて無延伸ポリプロピレン(CPP)フィルムからなるシーラントフィルムを作成した。A層としては、MFR=3.0、融点165℃のPP樹脂を選択し、凸部の幅200μm、凹部の幅70μm、高さ35μmとした。B層としては、MFR=7.0、融点135℃の、PP樹脂を選択し、総厚60μmとなるシーラントフィルムを製膜した。
基材層として、厚さ12μmのPET樹脂フィルムに無機酸化物を蒸着した透明無機蒸着フィルム(凸版印刷社製 GLフィルム)を用い、この裏面に、作成したシーラントフィルムのA層側を接着剤を用いてドライラミネートした。なお接着剤としては、レトルト対応ウレタン系2液型接着剤(三井化学社製 主剤:A626、硬化剤:A50)を用いた。得られた包装材の断面模式図を図3に示す。
この包装材を用いて、幅130mm、高さ180mm、シール幅5mmの図5のような
形状の包装袋を作成し、純水を270ml充填して、121℃で30分間レトルト処理を行った。
形状の包装袋を作成し、純水を270ml充填して、121℃で30分間レトルト処理を行った。
<実施例2>
基材層として、実施例1に用いたと同様の透明無機蒸着フィルムを用いて、この裏面に、実施例1に用いたと同様の材料を用いて同様の条件でA層を押し出すと同時にラミネートし、次いで同様にB層を押し出してラミネートし、包装材とした。この包装材を用いて、実施例1と同様の包装袋を作成し、同様の処理を行った。
基材層として、実施例1に用いたと同様の透明無機蒸着フィルムを用いて、この裏面に、実施例1に用いたと同様の材料を用いて同様の条件でA層を押し出すと同時にラミネートし、次いで同様にB層を押し出してラミネートし、包装材とした。この包装材を用いて、実施例1と同様の包装袋を作成し、同様の処理を行った。
<実施例3>
基材層として、実施例1、2に用いたと同様の透明無機蒸着フィルムを用い、中間層として厚さ15μmの2軸延伸ナイロンフィルム(ユニチカ社製 エンブレムフィルム)を用い、シーラント層として、実施例1に用いたと同じシーラントフィルムを用いて、3層をドライラミネートし、図4に示したような層構成の包装材を作成した。この包装材を用いて、実施例1と同様の包装袋を作成し、同様の処理を行った。
基材層として、実施例1、2に用いたと同様の透明無機蒸着フィルムを用い、中間層として厚さ15μmの2軸延伸ナイロンフィルム(ユニチカ社製 エンブレムフィルム)を用い、シーラント層として、実施例1に用いたと同じシーラントフィルムを用いて、3層をドライラミネートし、図4に示したような層構成の包装材を作成した。この包装材を用いて、実施例1と同様の包装袋を作成し、同様の処理を行った。
<実施例4>
実施例1に用いたと同様の材料を用いて、総厚が実施例1と同様の60μmとなるシーラントフィルムを製膜した。但し、A層の凸部の幅を100μm、凹部の幅を30μm、高さを5μmとした。
実施例1に用いたと同様の材料を用いて、総厚が実施例1と同様の60μmとなるシーラントフィルムを製膜した。但し、A層の凸部の幅を100μm、凹部の幅を30μm、高さを5μmとした。
このシーラントフィルムを用いて、実施例1に用いたと同様の基材フィルムとドライラミネートし、包装材を得た。この包装材を用いて、実施例1と同様に包装袋を作成し、同様の処理を行った。
<比較例1>
実施例1に用いたと同様の材料を用いて、総厚が実施例1と同様の60μmとなるシーラントフィルムを製膜した。但し、実施例1と異なり、シーラント層の内面は、凹凸のない平坦なものとした。
実施例1に用いたと同様の材料を用いて、総厚が実施例1と同様の60μmとなるシーラントフィルムを製膜した。但し、実施例1と異なり、シーラント層の内面は、凹凸のない平坦なものとした。
<比較例2>
実施例1のA層に用いたと同様の材料を用いて、厚さ60μm、凸部の幅200μm、凹部の幅70μm、高さ35μmの凹凸面を有する単層のシーラントフィルムを製膜した。実施例1に用いたと同様の基材に、凹凸面がシーラント面となるようにドライラミネートして、包装材を得た。次いで実施例1と同様に製袋し、同様の処理を行った。
実施例1のA層に用いたと同様の材料を用いて、厚さ60μm、凸部の幅200μm、凹部の幅70μm、高さ35μmの凹凸面を有する単層のシーラントフィルムを製膜した。実施例1に用いたと同様の基材に、凹凸面がシーラント面となるようにドライラミネートして、包装材を得た。次いで実施例1と同様に製袋し、同様の処理を行った。
<比較例3>
実施例1に用いたのと同様の樹脂を用いて、シーラントフィルムを製膜した。但し、A層としてはB層に用いた樹脂を用い、B層としてはA層に用いた樹脂を用いた。凹凸の幅、高さは実施例1と同様とした。このように、A樹脂とB樹脂が逆になったシーラントフィルムを製膜し、実施例1と同様の基材とドライラミネートし、実施例1と同様に製袋し、同様に処理した。
実施例1に用いたのと同様の樹脂を用いて、シーラントフィルムを製膜した。但し、A層としてはB層に用いた樹脂を用い、B層としてはA層に用いた樹脂を用いた。凹凸の幅、高さは実施例1と同様とした。このように、A樹脂とB樹脂が逆になったシーラントフィルムを製膜し、実施例1と同様の基材とドライラミネートし、実施例1と同様に製袋し、同様に処理した。
以上で得られた7種類の包装体について、次の評価を行った。
<直線カット性>
レトルト処理を行ったパウチのノッチから真横方向に反対側のノッチまで引き裂き、その時の表裏のずれの最大値を測定した。
管理値:ズレ幅3mm以内
レトルト処理を行ったパウチのノッチから真横方向に反対側のノッチまで引き裂き、その時の表裏のずれの最大値を測定した。
管理値:ズレ幅3mm以内
<シール強度>
JIS−Z1707に準拠した方法で測定した(N=3)
管理値:レトルト処理前後ともシール強度50N/15mm以上
JIS−Z1707に準拠した方法で測定した(N=3)
管理値:レトルト処理前後ともシール強度50N/15mm以上
<成形性>
加工中もしくは、加工後に、A層の凹凸形状が維持されているかどうかを評価する。
評価方法:成膜したシーラントフィルムの断面を切り出し、顕微鏡で凹凸の形状を観察する。(オリンパス社製顕微鏡BX51を使用)
基準:目的とする凹凸の形状との誤差が5%未満ならば○と評価し、5%以上であれば×と評価する。
加工中もしくは、加工後に、A層の凹凸形状が維持されているかどうかを評価する。
評価方法:成膜したシーラントフィルムの断面を切り出し、顕微鏡で凹凸の形状を観察する。(オリンパス社製顕微鏡BX51を使用)
基準:目的とする凹凸の形状との誤差が5%未満ならば○と評価し、5%以上であれば×と評価する。
以上の結果を表1にまとめた。

表1の結果から分かるように、本発明に係る包装材を用いて作成した包装袋は、レトルト適性を有するとともに、シール強度、直線カット性、成形性の点において優れたものである。これに対して比較例1のように、A層における凹凸が存在しない場合には、直線カット性が不十分となる。また比較例2のように、シーラント層が1層でシーラント面に凹凸が露出している場合には、レトルト処理により凹凸の形状が変化するため直線カット性が損なわれる。また、比較例3のように樹脂の融点が逆の場合にも凹凸の形状が保持されず、直線カット性が発揮されなくなることが分かる。
1・・・包装材
2・・・基材層
3・・・中間層
4・・・接着層
5・・・シーラント層
6・・・A層
7・・・B層
8・・・凹部
8W・・・凹部の幅
9・・・凸部
9W・・・凸部の幅
D・・・凹凸の高さの差
T・・・シーラント層の厚さ
10・・・包装袋
11・・・開封部
12・・・開封ノッチ
13・・・A樹脂
14・・・B樹脂
15・・・押出機
16・・・TダイA
17・・・TダイB
18・・・クーリングロールA
19・・・クーリングロールB
20・・・シーラントフィルム
21・・・クーリングロールC
22・・・クーリングロールD
2・・・基材層
3・・・中間層
4・・・接着層
5・・・シーラント層
6・・・A層
7・・・B層
8・・・凹部
8W・・・凹部の幅
9・・・凸部
9W・・・凸部の幅
D・・・凹凸の高さの差
T・・・シーラント層の厚さ
10・・・包装袋
11・・・開封部
12・・・開封ノッチ
13・・・A樹脂
14・・・B樹脂
15・・・押出機
16・・・TダイA
17・・・TダイB
18・・・クーリングロールA
19・・・クーリングロールB
20・・・シーラントフィルム
21・・・クーリングロールC
22・・・クーリングロールD
Claims (6)
- 基材層とシーラント層を有する包装材であって、シーラント層は、基材層側のA層と、シーラント面を形成するB層との2層からなり、A層のB層側には、すじ状の凹部が形成されており、B層は前記A層のすじ状の凹部を埋めるように形成されており、B層のシーラント面は、平坦であり、A層を構成するA樹脂の融点は、B層を構成するB樹脂の融点より高いことを特徴とする包装材。
- 前記A層のすじ状の凹部の幅は、凸部の幅よりも狭く、凸部の幅は10μm以上500μm以下であり、凹凸の数は、1mm当たり2以上50以下であり、凹凸の高さの差は、シーラント層の総厚に対して1/5以上2/3以下であることを特徴とする請求項1に記載の包装材。
- 前記A層を構成するA樹脂のメルトフローレートは、0.5以上7以下であり、B層を構成するB樹脂のメルトフローレートは、3.0以上20以下で、かつA樹脂のメルトフローレートより高いことを特徴とする請求項1または2に記載の包装材。
- A層に形成されたすじ状の凹凸は、包装材が包装袋に製袋された時に開封部となる部分のみに形成されていることを特徴とする請求項1〜3のいずれか1項に記載の包装材。
- A樹脂を、押出機を用いてTダイから押し出し、表面にすじ状の凹凸を形成した冷却ロールに押し当てて、表面にすじ状の凹凸を形成したA層を成膜し、次いでA層の凹凸面にB樹脂を、押出機を用いてTダイから押し出して、A層の凹凸を埋めるように成膜してシーラント層を作成したことを特徴とする請求項1〜4のいずれか1項に記載の包装材の製造方法。
- 請求項1〜4のいずれか1項に記載の包装材のシーラント層同士が対向され、周縁部が熱シールされていることを特徴とする包装袋。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016146175A JP2018016334A (ja) | 2016-07-26 | 2016-07-26 | 包装材およびその製造方法、およびその包装材を用いた包装袋 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016146175A JP2018016334A (ja) | 2016-07-26 | 2016-07-26 | 包装材およびその製造方法、およびその包装材を用いた包装袋 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2018016334A true JP2018016334A (ja) | 2018-02-01 |
Family
ID=61076585
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016146175A Pending JP2018016334A (ja) | 2016-07-26 | 2016-07-26 | 包装材およびその製造方法、およびその包装材を用いた包装袋 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2018016334A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021066529A (ja) * | 2019-10-17 | 2021-04-30 | 大日本印刷株式会社 | 容器及び封止済み容器の製造方法 |
| JP2022542019A (ja) * | 2019-07-17 | 2022-09-29 | テトラ ラバル ホールディングス アンド ファイナンス エス エイ | 包装材料及びその製造プロセス |
-
2016
- 2016-07-26 JP JP2016146175A patent/JP2018016334A/ja active Pending
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022542019A (ja) * | 2019-07-17 | 2022-09-29 | テトラ ラバル ホールディングス アンド ファイナンス エス エイ | 包装材料及びその製造プロセス |
| JP7633990B2 (ja) | 2019-07-17 | 2025-02-20 | テトラ ラバル ホールディングス アンド ファイナンス エス エイ | 包装材料及びその製造プロセス |
| JP2021066529A (ja) * | 2019-10-17 | 2021-04-30 | 大日本印刷株式会社 | 容器及び封止済み容器の製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20120010060A1 (en) | Stand-up pouch having optimised tear-open behaviour, and method for the production thereof | |
| JP6791728B2 (ja) | ポリプロピレン系延伸シーラントフィルム及びこれを用いたフィルム積層体 | |
| JP4874742B2 (ja) | カットテープ付きチャックテープ、その製造方法、およびチャックテープ付き包装袋 | |
| CN101522538B (zh) | 易裂性卡扣带及其制造方法、带有易裂性卡扣带的包装袋及其制造装置以及制造方法 | |
| JP5262134B2 (ja) | 直線カット性を有するバリア性包装材料及び包装袋 | |
| US10351323B2 (en) | Package bag and method for producing same | |
| JP5787157B2 (ja) | 易引裂き性多層フィルム、その製造方法及び該フィルムを用いた包装材 | |
| JP5713190B2 (ja) | 易開封性多層フィルム及び該フィルムを用いた包装材 | |
| JP2005329150A (ja) | チャックテープ及びチャックテープ付き包装袋 | |
| JP5651850B1 (ja) | カットテープ付きチャックテープ、及びカットテープ付きチャックテープを具備した包装袋 | |
| JP2018135139A (ja) | 包装材用フィルム、包装材及び包装体 | |
| JP2012224071A (ja) | 多層フィルム及び該フィルムからなる包装材 | |
| JP7135311B2 (ja) | 包装用積層体 | |
| JP6176935B2 (ja) | 横方向性ヒートシールフィルム及びこれを用いた易開封包装体 | |
| JP5450956B2 (ja) | 包装袋、その製造装置、および包装袋の製造方法 | |
| JP2018016334A (ja) | 包装材およびその製造方法、およびその包装材を用いた包装袋 | |
| JP7315113B1 (ja) | 多層フィルムの製造方法 | |
| JP2015123987A (ja) | カットテープ付きチャックテープ、及びカットテープ付きチャックテープを具備した包装袋 | |
| JP2014055000A (ja) | 包装袋 | |
| JP6988190B2 (ja) | 包装材用フィルム、およびこれを用いた包装材、包装体 | |
| JP2018062541A (ja) | 滑性、耐ブロッキング性、ヒートシール性の良好なフィルム、及び、これを用いた包装材、包装体 | |
| JP2008044616A (ja) | 開口保形機能および開口補助機能を有するジッパ付き包装体 | |
| JP2009083926A (ja) | 易切開性多層容器 | |
| JP2013032186A (ja) | 開封性の優れたバリア性を有する包装袋 | |
| JP2018062542A (ja) | 滑性、耐ブロッキング性、ヒートシール性の良好なフィルム、及び、これを用いた包装材、包装体 |