JP2018024178A - 樹脂チューブの型入れ装置及び当該型入れ装置を用いた樹脂チューブの型入れ方法 - Google Patents
樹脂チューブの型入れ装置及び当該型入れ装置を用いた樹脂チューブの型入れ方法 Download PDFInfo
- Publication number
- JP2018024178A JP2018024178A JP2016157773A JP2016157773A JP2018024178A JP 2018024178 A JP2018024178 A JP 2018024178A JP 2016157773 A JP2016157773 A JP 2016157773A JP 2016157773 A JP2016157773 A JP 2016157773A JP 2018024178 A JP2018024178 A JP 2018024178A
- Authority
- JP
- Japan
- Prior art keywords
- resin tube
- mold
- molding
- roller
- hand
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


























Landscapes
- Manipulator (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
Abstract
Description
<樹脂チューブの曲げ加工>
図1に示すように、樹脂チューブ21の曲げ加工の工程は、樹脂材料の例えば押出成形等により形成された直管状の樹脂チューブ21を予熱する予熱工程S11、予熱された直管状の樹脂チューブ21を曲げ形状が施された成形用曲げ型としてのツール9に型入れする型入れ工程S12、ツール9に型入れされた樹脂チューブ21を加熱して成形する成形工程S13、加熱成形された樹脂チューブ21を冷却する冷却工程S14、及び冷却された樹脂チューブ21をツール9から脱型して曲げ加工が施された樹脂チューブ21を得る脱型工程S15を含む。なお、本実施形態における曲げ加工装置1は、後述するように、上記工程S11〜S15のうち、特に型入れ工程S12において用いられるものである。
次に、本実施形態における曲げ加工装置1によりツール9に型入れされる樹脂チューブ21について説明する。なお、以下の樹脂チューブ21の構成及び製造方法は、特に限定されるものではなく、また、本実施形態における曲げ加工装置1、型入れ装置2、及び型入れ方法は、種々の樹脂製のチューブ、ホース等に対して適用することができる。
樹脂チューブ21は、図2及び図3に示すように、内径及び外径が一端側から他端側まで略一定である円管であって、径方向に積層された複数の樹脂層で形成された樹脂チューブ本体22と、その樹脂チューブ本体22の外表面を被覆するプロテクタ29とを備える。
なお、図2及び図3に示すように、樹脂チューブ21の長手方向中心の線を中心線21Aとする。すなわち、図2に示すように、中心線21Aを示す点は、内層24の内側の円及び外層27の外周の円のほぼ中心となっている。また、図3に示すように、樹脂チューブ21の長手方向の断面では、内層24、中間層25、接着層26、外層27の断面は中心線21Aに対して対称に存在する。
内層24や中間層25を構成する樹脂材料は、例えば、耐燃料性等に優れたフッ素系樹脂等である。フッ素系樹脂は、具体的には例えば、テトラフルオロエチレン/パーフルオロアルキルエーテル共重合体(PFA)、ポリフッ化ビニリデン(PVDF)、ポリテトラフルオロエチレン(PTFE)、エチレン/テトラフルオロエチレン共重合体(ETFE)、エチレン/テトラフルオロエチレン系共重合体(EFEP)、ポリフッ化ビニル(PVF)、ポリクロロトリフルオロエチレン(PCTFE)、テトラフルオロエチレン/ヘキサフルオロプロピレン共重合体(FEP)、エチレン/クロロトリフルオロエチレン共重合体(ECTFE)、フッ化ビニリデン/クロロトリフルオロエチレン共重合体、クロロトリフルオロエチレン/テトラフルオロエチレン共重合体、テトラフルオロエチレン/パーフルオロアルキルビニルエーテル共重合体、テトラフルオロエチレン/パーフルオロアルキルビニルエーテル/クロロジフルオロエチレン共重合体、テトラフルオロエチレン/パーフルオロアルキルビニルエーテル/ヘキサフルオロプロピレン共重合体、ビニリデンフルオライド/テトラフルオロエチレン/ヘキサフルオロプロピレン共重合体、エチレン/テトラフルオロエチレン/ヘキサフルオロプロピレン共重合体、フッ化ビニリデン/テトラフルオロエチレン共重合体、フッ化ビニリデン/ヘキサフルオロプロピレン共重合体、フッ化ビニリデン/ペンタフルオロプロピレン共重合体、テトラフルオロエチレン/ヘキサフルオロプロピレン/フッ化ビニリデン共重合体(THV)、フッ化ビニリデン/ペンタフルオロプロピレン/テトラフルオロエチレン共重合体、フッ化ビニリデン/パーフルオロアルキルビニルエーテル/テトラフルオロエチレン共重合体等である。なお、これらのフッ素系樹脂のうち、優れた成形加工性を有するとの観点から、エチレン/テトラフルオロエチレン共重合体(ETFE)を使用することが好ましい。これらの樹脂は単独又は2種以上を混合して使用され得る。
樹脂チューブ本体22は、例えば、押出成形装置を使用して押出成形により製造される。押出成形装置は、樹脂チューブ本体22の層の数に対応する数(本実施形態では4つ)の押出成形機とダイスと冷却装置と引取機と切断機とを備える。
本実施形態に係る樹脂チューブの型入れ装置を備えた曲げ加工装置1は、樹脂チューブ21を成形用曲げ型に型入れするための装置である。図4及び図5に示すように、作業台8と、作業台8上に載置された型入れ装置2と、ツール9(成形用曲げ型)と、ホルダ10とを備えている。なお、図4及び図5では、ツール9の溝部91に樹脂チューブ21が型入れされた状態となっている。以下、各構成について説明する。
作業台8は、型入れ装置2によるツール9への樹脂チューブ21の型入れを精度よく行う観点から、型入れ装置2、ツール9、及びホルダ10を確実に支持するためのものである。作業台8上に、型入れ装置2、ツール9、及びホルダ10を配置することで、ツール9に対する樹脂チューブ21の均一且つ再現性のよい型入れが可能となる。
ホルダ10は、曲げ加工前の直管状の樹脂チューブ21を保持しておき、型入れ装置2による樹脂チューブの把持を容易にするためのものである。ホルダ10は、図4、図5に示すように、型入れ装置2から見てツール9の左側に配置されている。ホルダ10は、直管状の樹脂チューブ21をその形状を保持したまま載置することができる溝が形成された受具である。また、型入れ装置2の後述する型入れハンド4による樹脂チューブ21の把捉、すなわちチャック部5による樹脂チューブ21の把持及びガイドローラ6による樹脂チューブ21の保持を容易にする観点から、2個所の切れ目が形成されている。ホルダ10の形状及び材質等の構成、配置等は特に限定されるものではなく、樹脂チューブ21の把持及び保持を精度よく容易に行うことができれば、いかなる構成を採用してもよい。
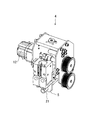
ツール9は、図6に示すように、成形型としてのツール本体93と、ツール本体93を前記作業台8上に固定支持するための支柱94及びベースプレート95とを備える。
図5及び図8に示すように、樹脂チューブ21の型入れはツール9の型入れの開始位置9A(型入れ開始位置)から始まり、型入れの終了位置9B(型入れ終了位置)にて終了する。すなわち、図8に示すように、型入れ装置2の後述する型入れハンド4が樹脂チューブ21を保持して開始位置9Aまで移動して型入れ作業を開始し、終了位置9Bまで型入れ作業を行ったところで型入れハンド4による樹脂チューブ21の保持が解除され、型入れは終了する。
型入れ装置2は、樹脂チューブ21を保持しつつツール9上に案内するとともに樹脂チューブ21に押圧を加え、ツール9の溝部91に樹脂チューブ21を型入れするためのものである。型入れ装置2は、図4に示すように、多関節ロボットアームとしてのロボットアーム3と、ハンド部としての型入れハンド4と、制御部としての図示しない制御装置Zとを備えている。
ロボットアーム3は、図4に示すように、型入れハンド4が取り付けられた先端側と反対側の基端が作業台8上にボルト締めで固定接続されている。ロボットアーム3は、型入れハンド4の位置及び角度を細かく調整するためのものであり、6軸の多関節ロボットアームである。ロボットアーム3は、特に限定されるものではなく、市販のものを用いることができ、ここではその詳細な説明を省略する。なお、多関節ロボットアームは、型入れハンド4の位置及び角度を精度よく調整する観点から、6軸以上のものを用いることが好ましい。なお、ロボットアーム3は、その各軸毎にエンコーダを備えており、当該エンコーダにより各軸の現在位置等が把握される。
型入れハンド4は、図4及び図5に示すように、ロボットアーム3の先端に取り付けられている。型入れハンド4は、均一な押圧で樹脂チューブ21の型入れを可能とするために、樹脂チューブ21を把捉、すなわち樹脂チューブ21を把持するとともにツール9上の適切な位置に樹脂チューブ21を保持・案内し、そして樹脂チューブ21に押圧を加えて型入れを行うものである。
チャック部5は、樹脂チューブ21を把捉する手段の1つであり、樹脂チューブ21を把持、すなわちチャックして、樹脂チューブ21を安定して保持するためのものである。図10に示すチャック部5は、初期状態では第1チャック片5Aと第2チャック片5Bとが両側に開いた状態となっている。そして、型入れハンド4がホルダ10の樹脂チューブ21の保持可能位置に移動したところで、両側に開いていた第1チャック片5Aと第2チャック片5Bとが閉じ、これら第1チャック片5Aと第2チャック片5Bとの間に樹脂チューブ21を挟んでチャックする。樹脂チューブ21をチャックした状態を図12〜図14に示す。本構成によれば、チャック部5により樹脂チューブ21をチャックするとともに、ガイドローラ6により樹脂チューブ21を保持することで、確実に樹脂チューブ21の姿勢を保持することができる。
ガイドローラ6は、樹脂チューブ21を把捉する手段の1つであり、樹脂チューブ21を保持しつつ案内するためのものである。
押込ローラ7は、ガイドローラ6により案内される樹脂チューブ21に対し押圧を加えてツール9の溝部91に開口部92を通じて樹脂チューブ21を挿入するためのものである。
トルクモータ12は、トルクを発生させて押込ローラ7を回転させるためのものである。トルクモータ12により押込ローラ7には負荷トルクが発生し、樹脂チューブ21との接触面において、樹脂チューブ21に加えられる押圧となる。トルクモータ12は、特に限定されるものではなく、市販のトルクモータを使用することができる。例えば、直流モータを使用する場合、後述する制御装置Z中のパワーコントローラZ2によりトルクモータ12の電流量が閾値を超えないように制御されることで、押込ローラ7に生じる負荷トルクが所定値を超えないように、すなわち所定値以下となるように制御される。このように、トルクモータ12を使用し、所定値を超える負荷トルクが樹脂チューブ21に負荷しないようにすることで、樹脂チューブ21の均一な型入れが可能となる。なお、トルクモータ12の構成についての詳細な説明は省略する。
抑え部11は、型入れ作業中の樹脂チューブ21のうちツール9の溝部91に型入れされる前の型入れハンド4に保持されていない部分が、型入れ作業中の遠心力により振れて、それにより樹脂チューブ21が型入れハンド4に保持されていない個所で折れ曲がることを防止するためのものである。抑え部11は、より長い樹脂チューブ21の型入れ作業を行う場合には、備えておくことが効果的であるが、備えない構成とすることもできる。
制御装置Z(制御部)は、図示はしないが、ロボットアーム3の動きを制御するロボットコントローラZ1と、トルクモータ12の回転及びトルクを制御するパワーコントローラZ2と、これらロボットコントローラZ1及びパワーコントローラZ2その他の構成の動作等をプログラム制御するPLCZ3とを備える。
以下、本実施形態における曲げ加工装置1を用いて、樹脂チューブ21をツール9に型入れする方法について説明する。
ティーチング工程STは、製品である樹脂チューブ21の型入れを行う前、すなわち樹脂チューブ21の把持工程よりも前に、製品である樹脂チューブ21と同一形状・材質のティーチング用樹脂チューブを用いて、上記工程S1〜S5、特に好ましくは挿入工程S4と同一の工程を行う工程である。
まず、ロボットアーム3及び型入れハンド4は、原点位置に配置されている。
そして、保持工程S2では、下ローラ66を準備位置66Aから保持位置66Bへ移動させて樹脂チューブ21を持ち上げて樹脂チューブ21を保持する。
次に、搬送工程S3では、ロボットアーム3により、型入れハンド4を型入れの開始位置9Aまで移動させる。そうして、ガイドローラ6に保持された樹脂チューブ21を開始位置9Aまで搬送する。
そして、挿入工程S4では、チャック部5によるチャックを解除して、ガイドローラ6に保持された樹脂チューブ21を押込ローラ7によりツール9の溝部91に挿入しつつ、型入れハンド4をツール9の開始位置9Aから終了位置9Bまでツール9の溝部91の軸線91Aに追従して移動させる。
そして、解除工程S5では、型入れハンド4が終了位置9Bに到達し、樹脂チューブ21のツール9への挿入が終了したときに、下ローラ66を保持位置66Bから準備位置66Aへ移動させてガイドローラ6による樹脂チューブ21の保持を解除する。その後、型入れハンド4を原点位置に復帰させる。
以下、本発明に係る他の実施形態について詳述する。なお、これらの実施形態の説明において、第1実施形態と同じ部分については同じ符号を付して詳細な説明を省略する。
図21〜図27に、第2実施形態に係る型入れハンド4を示す。なお、図21、図23〜図27は樹脂チューブ21を備えた図である。
上記実施形態において、押込ローラ7の駆動源であるトルクモータ12の制御は、負荷トルクが所定値を超えないように制限する制御であったが、一定の負荷トルクがかかるように制御してもよい。
2 型入れ装置
21 樹脂チューブ
21A 中心線
3 ロボットアーム(多関節ロボットアーム)
4 型入れハンド(ハンド部)
5 チャック部(把持部)
6 ガイドローラ(ガイド部)
61 第1ローラ(横ローラ)
62 第2ローラ(横ローラ)
65 上ローラ(縦ローラ)
66 下ローラ(縦ローラ)
66A 準備位置
66B 保持位置
7 押込ローラ(押込部)
8 作業台
9 ツール(成形用曲げ型)
91 溝部
91A 軸線
92 開口部
9A 開始位置(型入れ開始位置)
9B 終了位置(型入れ終了位置)
12 トルクモータ
S1 把持工程(把捉工程)
S2 保持工程(把捉工程)
S3 搬送工程
S4 挿入工程
Z 制御装置(制御部)
Claims (7)
- 長手方向の軸線に垂直な断面が樹脂チューブの外径以上の内径を有する断面湾曲状の溝部と、当該溝部に前記樹脂チューブを挿入するために前記溝部の長手方向に沿って形成された開口部と、を備えた成形用曲げ型に、前記樹脂チューブを型入れするための樹脂チューブの型入れ装置であって、
多関節ロボットアームと、
前記多関節ロボットアームの先端に取り付けられたハンド部と、
前記多関節ロボットアームの動きを制御する制御部と、を備え、
前記ハンド部は、
前記樹脂チューブを保持しつつ案内するためのガイド部と、
前記ガイド部により案内される前記樹脂チューブに対し押圧を加えて前記成形用曲げ型の前記溝部に前記開口部を通じて前記樹脂チューブを挿入するための押込部と、
を備えており、
前記制御部は、前記多関節ロボットアームの動きを制御することにより、前記押込部により前記樹脂チューブに加えられる前記押圧の方向が前記樹脂チューブの長手方向の中心線及び前記成形用曲げ型の前記溝部の軸線を通る方向と同一となるように前記ハンド部の位置及び角度を調整しながら、前記ハンド部を前記成形用曲げ型の型入れ開始位置から型入れ終了位置まで前記成形用曲げ型の前記溝部の前記軸線に追従して移動させる
ことを特徴とする樹脂チューブの型入れ装置。 - 請求項1において、
前記押込部は、トルクモータにより駆動される押込ローラであり、
前記押込部により前記樹脂チューブに加えられる押圧の一部又は全部は、前記トルクモータにより前記押込ローラに発生する負荷トルクであり、
前記制御部は、前記押込ローラにより前記樹脂チューブに加えられる前記負荷トルクが所定値以下となるように、前記トルクモータを制御する
ことを特徴とする樹脂チューブの型入れ装置。 - 請求項1又は請求項2において、
前記ガイド部は、前記樹脂チューブを保持したときに、前記樹脂チューブの中心線に垂直な方向であって、前記樹脂チューブをその側面両側から挟むように保持する左右一対の横ローラを備えたことを特徴とする樹脂チューブの型入れ装置。 - 請求項3において、
前記ガイド部は、前記樹脂チューブを保持したときに、前記樹脂チューブの中心線及び前記左右一対の横ローラの両中心点を結ぶ直線に垂直な方向であって、前記樹脂チューブをその上下両側から挟むように配置された上下一対の縦ローラをさらに備えたことを特徴とする樹脂チューブの型入れ装置。 - 請求項4において、
前記上下一対の縦ローラの下ローラは、前記樹脂チューブを保持する前の準備位置から前記縦ローラの上ローラに向かって前記樹脂チューブの保持位置まで移動することにより、前記上下一対の縦ローラ間及び前記左右一対の横ローラ間に前記樹脂チューブを保持することを特徴とする樹脂チューブの型入れ装置。 - 請求項1〜5のいずれか1項において、
前記ハンド部は、前記樹脂チューブを把持する把持部を備えたことを特徴とする樹脂チューブの型入れ装置。 - 請求項1〜6のいずれか1項に記載の樹脂チューブの型入れ装置を用いて前記樹脂チューブを前記成形用曲げ型に型入れする方法であって、
前記ハンド部により前記樹脂チューブを把捉する把捉工程と、
前記多関節ロボットアームにより、前記ハンド部に把捉された前記樹脂チューブを前記成形用曲げ型の前記型入れ開始位置まで搬送する搬送工程と、
前記ハンド部に把捉された前記樹脂チューブを前記押込部により前記成形用曲げ型の前記溝部に挿入しつつ、前記ハンド部を前記成形用曲げ型の前記型入れ開始位置から前記型入れ終了位置まで移動させる挿入工程とを備えた
ことを特徴とする樹脂チューブの型入れ方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016157773A JP6809841B2 (ja) | 2016-08-10 | 2016-08-10 | 樹脂チューブの型入れ装置及び当該型入れ装置を用いた樹脂チューブの型入れ方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016157773A JP6809841B2 (ja) | 2016-08-10 | 2016-08-10 | 樹脂チューブの型入れ装置及び当該型入れ装置を用いた樹脂チューブの型入れ方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018024178A true JP2018024178A (ja) | 2018-02-15 |
| JP6809841B2 JP6809841B2 (ja) | 2021-01-06 |
Family
ID=61194814
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016157773A Active JP6809841B2 (ja) | 2016-08-10 | 2016-08-10 | 樹脂チューブの型入れ装置及び当該型入れ装置を用いた樹脂チューブの型入れ方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6809841B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021024229A (ja) * | 2019-08-08 | 2021-02-22 | 三桜工業株式会社 | 熱可塑性樹脂チューブの曲げ加工方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0834071A (ja) * | 1994-07-25 | 1996-02-06 | Tokai Rubber Ind Ltd | 自動曲管ホース成形方法及び自動曲管ホース成形装置 |
| JP2004306213A (ja) * | 2003-04-09 | 2004-11-04 | Shinsei Koki Kk | ワーク投入及び取出装置 |
| JP2005028812A (ja) * | 2003-07-10 | 2005-02-03 | Denso Corp | 樹脂ボビンの溝形成方法および溝形成装置 |
| JP2007223043A (ja) * | 2004-10-20 | 2007-09-06 | Hayakawa Seisakusho:Kk | 樹脂チューブの高速曲げ方法とこの方法に用いる3次元曲げ型 |
-
2016
- 2016-08-10 JP JP2016157773A patent/JP6809841B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0834071A (ja) * | 1994-07-25 | 1996-02-06 | Tokai Rubber Ind Ltd | 自動曲管ホース成形方法及び自動曲管ホース成形装置 |
| JP2004306213A (ja) * | 2003-04-09 | 2004-11-04 | Shinsei Koki Kk | ワーク投入及び取出装置 |
| JP2005028812A (ja) * | 2003-07-10 | 2005-02-03 | Denso Corp | 樹脂ボビンの溝形成方法および溝形成装置 |
| JP2007223043A (ja) * | 2004-10-20 | 2007-09-06 | Hayakawa Seisakusho:Kk | 樹脂チューブの高速曲げ方法とこの方法に用いる3次元曲げ型 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021024229A (ja) * | 2019-08-08 | 2021-02-22 | 三桜工業株式会社 | 熱可塑性樹脂チューブの曲げ加工方法 |
| JP7273652B2 (ja) | 2019-08-08 | 2023-05-15 | 三桜工業株式会社 | 熱可塑性樹脂チューブの曲げ加工方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6809841B2 (ja) | 2021-01-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI276531B (en) | Apparatus and method for producing a thermoplastic resin continuous laminated sheet | |
| US10899076B2 (en) | Three-dimensional printing method, three-dimensional printing apparatus, and three-dimensional modeled object | |
| CN203449611U (zh) | 一种用于3d打印机喷头的带弹簧结构的丝料挤出装置 | |
| WO2020210055A1 (en) | Method for fabricating multi-material structure for 3d integrated composite structures | |
| EP3953148A1 (en) | Methods for deposition and fabrication of 3d integrated composite structures | |
| JP6809841B2 (ja) | 樹脂チューブの型入れ装置及び当該型入れ装置を用いた樹脂チューブの型入れ方法 | |
| JP2019509913A (ja) | 1層以上の材料からの積層品の製造方法および製造システム | |
| CN214773976U (zh) | 一种聚酯薄膜双向拉伸生产装置 | |
| CN2825276Y (zh) | 用于制造塑料袋的装置 | |
| JP5860328B2 (ja) | 多層樹脂管の製造方法 | |
| JP6306152B2 (ja) | タイヤ用ビードフィラーの巻き回方法及び巻き回装置 | |
| JP2009504409A5 (ja) | ||
| JP5594993B2 (ja) | 射出成形体の製造方法および製造装置 | |
| JP6438962B2 (ja) | ビードコア成形装置 | |
| JP6114970B2 (ja) | スキンパック包装体製造装置 | |
| JP5966755B2 (ja) | コンベヤベルトの接合方法 | |
| JP6604322B2 (ja) | 繊維強化樹脂成形体の製造方法 | |
| JP2013538146A (ja) | 接着方法およびそれによって形成される物品 | |
| JP2018020485A (ja) | 樹脂チューブの曲げ加工方法 | |
| JP6288303B2 (ja) | 中空糸膜シート状物の製造方法及び中空糸膜シート状物の製造装置 | |
| JP2007290372A (ja) | 樹脂複合ホースの製造方法及び樹脂複合ホース | |
| WO2013096728A1 (en) | Method of making a golf ball with a thin biaxial film outer layer | |
| JP2006231919A5 (ja) | ||
| JP2010052374A (ja) | 曲がりホースの製造方法 | |
| JP5057454B2 (ja) | 長尺材の切断装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190603 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200422 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200609 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200804 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20201201 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20201210 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6809841 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |