JP2018024558A - 合わせガラス用成形袋 - Google Patents
合わせガラス用成形袋 Download PDFInfo
- Publication number
- JP2018024558A JP2018024558A JP2016157904A JP2016157904A JP2018024558A JP 2018024558 A JP2018024558 A JP 2018024558A JP 2016157904 A JP2016157904 A JP 2016157904A JP 2016157904 A JP2016157904 A JP 2016157904A JP 2018024558 A JP2018024558 A JP 2018024558A
- Authority
- JP
- Japan
- Prior art keywords
- bag
- string
- main body
- rope
- laminated glass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Landscapes
- Joining Of Glass To Other Materials (AREA)
Abstract
Description
前記袋本体2,3は、本体シート4の内面に合成樹脂製のフィルムシート5が重ねられているゴム製の前記本体シート4よりなり
前記袋底部1tは、前記袋本体2,3による本体底部23と、前記本体底部23をその外側から覆う折り返し形状の底カバー6と、前記底カバー6と前記本体底部23とで囲まれることにより前記底カバー6の内部に形成されている底空間部25と、を備えてなり、
前記底空間部25の長手方向に沿う底ロープ7Aと、前記本体底部23の両端部を貫通するサイド紐状体部7a,7bと、を有する紐状体7が前記底空間部25に設けられ、
前記吸引部9における前記袋内部1Sでの開口部9aが、前記底空間部25に臨む構成とされていることを特徴とする。
前記本体底部23には、前記紐状体7を貫通させるための挿通用孔27以外の空気孔26が設けられていることを特徴とする。
前記紐状体7は、前記袋内部1Sにおける前記袋底部1tに対する左右それぞれの縁に沿う一対の前記サイド紐状体部7a,7bを有する本体ロープ7Bと、前記底空間部25に配備される前記底ロープ7Aとを備えて構成され、
前記一対のサイド紐状体部7a,7bそれぞれの先端部が前記本体底部23に貫通されていることを特徴とする。
前記本体ロープ7Bは、前記袋内部1Sにおける前記袋底部1tと反対側の縁に沿うように配置されている頂紐状体部7cにより、前記一対のサイド紐状体部7a,7bそれぞれの基端部が一連一体に連続されてなる三方ロープに構成されていることを特徴とする。
前記開口部9aと前記紐状体7との間に殆ど隙間がない程度で近接配備されるように、前記吸引部9と前記紐状体7とが連係配置されていることを特徴とする。
その結果、さらなる鋭意研究及び工夫により、成形用袋の内部に設ける紐状体をどのように配置するのかを見出して、合理的な紐状体の配置状態が実現できたので、より素早く減圧できて生産性に優れる合わせガラス用成形袋を提供することができる。
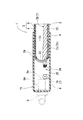
合わせガラス成形用袋(以下「成形用袋」と略称する)1は、図1,図2に示されるように、互いの根元側長辺部である袋底部1tのみが一体化された一対の袋本体2,3により構成されており、各袋本体2,3それぞれの先端側長辺部と両短辺部のほぼ全域が、即ち、三方が開閉可能に開口されている。
成形用袋1は、先端側長辺部となる先端開口部Ks、根元側の端部以外が開口されていて両短辺部となる一側及び他側開口部Ki,Ktを有している。つまり、成形用袋1は、四方のうち一方以上が開口された開口部K(Ki,Ks,Kt)を有し、開口部Kを開口した開き状態と密閉された閉じ状態とに切換え可能に構成されている。
図1において、19はループ状に張り出た布製の取っ手であり、20は各袋本体2,3の外面補強帯である。
第2開口縁11は、外側となる第2合わせ部11A、第2合わせ部11Aより高さが高くて内側となる第2重ね部11B、及び第2合わせ部11Aの内端と第2重ね部11Bの外端とを繋ぐ垂直壁でなる凹段差11Cを有して構成されている。
成形用袋1の閉じ状態(図1を参照)は、第1合わせ部10Aの上面である第1合わせ面10aと、第2合わせ部11Aの下面である第2合わせ面11aとが重ね合わされた状態によりなる。このとき、第1重ね部10Bと第2重ね部11B、及び凸段差10Cと凹段差11Cとの双方が重ね合わせられておれば好都合である。
巻き付け片12は、一方の袋本体2を第1開口縁10より外側に所定長さ延長することで形成されており、その先端部には、面ファスナ13を形成する一対のファスナ部材13A,13Bのうちの一方のファスナ部材13Aが帯状に装備されている。そして、他方の袋本体3における第2開口縁11のすぐ傍の外面側に、他方のファスナ部材13Bが帯状に装備されている。
即ち、図4(a)に示されるように、巻き付け片12を上方に持ち上げ、重ね合わされている第1開口縁10及び第2開口縁11を巻回して覆う状態となるように引っ張り、その引っ張った状態で一方のファスナ部材13Aを他方のファスナ部材13Bに重ねて面ファスナ13を機能させる。
すると、図4(b)に示されるように、閉じられた状態の開口部Kを包み覆う状態で巻き付け片12が係止固定される。
この減圧操作により、成形用袋1が、これに内装されている合わせガラスを加熱・加圧処理すべく大きく(例えば、真空近くまで)減圧されると、袋本体2,3に負圧による引っ張り力が作用し、第1及び第2合わせ部10A,11Aが各先端側から互いに引き剥がされんばかりに反り上がり変形(反っくり返り変形)する。
そのため、それら角部21における第1及び第2合わせ部10A,11Aの反り上がりが懸念される場合には、強力に弾性挟持可能なクリップ22(図1の仮想線を参照)を用いて第1開口縁10と第2開口縁11とを挟むようにしても良い。
この閉じ状態では、図4(b)に示されるように、第1重ね部10Bと第2重ね部11Bとも丁度面接触して第2のシール部となればより気密性が高められて好都合であるが、第1合わせ面10aと第2合わせ面11aとの面接触状態を確実に得るべく、閉じ状態においては、第1重ね部10Bと第2重ね部11Bとが僅かに離れる設定でも良い。
袋底部1tの反対側となる一方のみに開口部Kが配置される構造(三方閉塞型)の成形用袋1に本発明を適用しても良い。
成形用袋1の形状は、矩形のほか、円形や楕円形、或いは三角形など、種々の形状が可能である。
1t 袋底部
2,3 袋本体
4 本体シート
5 フィルムシート
6 底カバー
7 紐状体
7A 底ロープ
7B 本体ロープ
7a,7b サイド紐状体部
7c 頂紐状体部
9 吸引部
9a 開口部
23 本体底部
25 底空間部
26 空気孔
27 挿通用孔
K 開口部
Claims (5)
- 一対の袋本体の四方のうち一方以上が開口可能な開口部を有し、前記開口部は、これを開口した開き状態と密閉された閉じ状態とに切換え可能に構成されるとともに、一対の前記袋本体によりなる袋内部を減圧するための吸引部が袋底部に装備されている合わせガラス用成形袋であって、
前記袋本体は、本体シートの内面に合成樹脂製のフィルムシートが重ねられているゴム製の前記本体シートよりなり
前記袋底部は、前記袋本体による本体底部と、前記本体底部をその外側から覆う折り返し形状の底カバーと、前記底カバーと前記本体底部とで囲まれることにより前記底カバーの内部に形成されている底空間部とを備えてなり、
前記底空間部の長手方向に沿う底ロープと、前記本体底部の両端部を貫通するサイド紐状体部と、を有する紐状体が前記底空間部に設けられ、
前記吸引部における前記袋内部での開口部が、前記底空間部に臨む構成とされている合わせガラス用成形袋。 - 前記本体底部には、前記紐状体7を貫通させるための挿通用孔以外の空気孔が設けられている請求項1に記載の合わせガラス用成形袋。
- 前記紐状体は、前記袋内部における前記袋底部に対する左右それぞれの縁に沿う一対の前記サイド紐状体部を有する本体ロープと、前記底空間部に配備される前記底ロープとを備えて構成され、
前記一対のサイド紐状体部それぞれの先端部が前記本体底部に貫通されている請求項1又は2に記載の合わせガラス用成形袋。 - 前記本体ロープは、前記袋内部における前記袋底部と反対側の縁に沿うように配置されている頂紐状体部により、前記一対のサイド紐状体部それぞれの基端部が一連一体に連続されてなる三方ロープに構成されている請求項3に記載の合わせガラス用成形袋。
- 前記開口部と前記紐状体との間に殆ど隙間がない程度で近接配備されるように、前記吸引部と前記紐状体とが連係配置されている請求項1〜4の何れか一項に記載の合わせガラス用成形袋。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016157904A JP6799965B2 (ja) | 2016-08-10 | 2016-08-10 | 合わせガラス用成形袋 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016157904A JP6799965B2 (ja) | 2016-08-10 | 2016-08-10 | 合わせガラス用成形袋 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2018024558A true JP2018024558A (ja) | 2018-02-15 |
| JP2018024558A5 JP2018024558A5 (ja) | 2019-09-19 |
| JP6799965B2 JP6799965B2 (ja) | 2020-12-16 |
Family
ID=61195137
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016157904A Active JP6799965B2 (ja) | 2016-08-10 | 2016-08-10 | 合わせガラス用成形袋 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6799965B2 (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0338329U (ja) * | 1989-08-23 | 1991-04-12 | ||
| JPH04246620A (ja) * | 1991-01-31 | 1992-09-02 | Takiron Co Ltd | 調光液晶パネルの製造方法 |
| JP2004018293A (ja) * | 2002-06-13 | 2004-01-22 | Toyo Tire & Rubber Co Ltd | 合わせガラス製造用ゴム袋吸気装置 |
| WO2010073966A1 (ja) * | 2008-12-24 | 2010-07-01 | 旭硝子株式会社 | 予備圧着用の袋部材及び合わせガラス製造用の保持器具並びに合わせガラスの製造装置とその製造方法 |
-
2016
- 2016-08-10 JP JP2016157904A patent/JP6799965B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0338329U (ja) * | 1989-08-23 | 1991-04-12 | ||
| JPH04246620A (ja) * | 1991-01-31 | 1992-09-02 | Takiron Co Ltd | 調光液晶パネルの製造方法 |
| JP2004018293A (ja) * | 2002-06-13 | 2004-01-22 | Toyo Tire & Rubber Co Ltd | 合わせガラス製造用ゴム袋吸気装置 |
| WO2010073966A1 (ja) * | 2008-12-24 | 2010-07-01 | 旭硝子株式会社 | 予備圧着用の袋部材及び合わせガラス製造用の保持器具並びに合わせガラスの製造装置とその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6799965B2 (ja) | 2020-12-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2005531471A (ja) | 第2の閉止部材を有する開閉自在な保存用袋体 | |
| CN101844646B (zh) | 连续充气式空气密封体及其制造方法 | |
| JP6158945B2 (ja) | 断熱パネル | |
| WO2005066031A1 (ja) | 圧縮袋の製造方法及び圧縮袋 | |
| CN105408059A (zh) | 固有刚性的可伸缩的保护盖 | |
| JP2016216835A (ja) | マスク及びマスクの製造方法 | |
| JP5433873B2 (ja) | 逆止弁と密封袋及びこれらの製造方法 | |
| JP2018024558A (ja) | 合わせガラス用成形袋 | |
| JP4761408B1 (ja) | 逆止弁及びこれを備えた収納体 | |
| JP6020894B2 (ja) | 逆止弁を備えた包装体と、その製造装置並びにその製造方法 | |
| JP2018203595A (ja) | 合わせガラス用成形袋の開口部製造方法 | |
| JP2018024557A (ja) | 合わせガラス用成形袋 | |
| JP6789179B2 (ja) | 合わせガラス用成形袋の開口部構造 | |
| US20170349345A1 (en) | Reusable Food Wrap and Bag | |
| WO2017170206A1 (ja) | 強化繊維基材の成形方法 | |
| JP6959100B2 (ja) | 成形袋用引布の製造方法 | |
| JP2018203593A (ja) | 合わせガラス用成形袋 | |
| JP2009286006A (ja) | バキューム成形装置 | |
| CN115092523A (zh) | 带有封端组件的夹链条与夹链袋 | |
| JP3250128U (ja) | 密封袋 | |
| JP2024093462A (ja) | 積層体の製造方法 | |
| JP2526498Y2 (ja) | 合わせガラス製造用袋 | |
| KR200490618Y1 (ko) | 접이가 용이한 포장봉투 | |
| JP4616621B2 (ja) | 合わせガラス製造用加熱加圧バッグ | |
| WO2008075416A1 (ja) | 脱気袋 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190808 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190808 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200522 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200707 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200817 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20201110 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20201124 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6799965 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |