JP2018065721A - ガラス基板の製造方法 - Google Patents
ガラス基板の製造方法 Download PDFInfo
- Publication number
- JP2018065721A JP2018065721A JP2016205140A JP2016205140A JP2018065721A JP 2018065721 A JP2018065721 A JP 2018065721A JP 2016205140 A JP2016205140 A JP 2016205140A JP 2016205140 A JP2016205140 A JP 2016205140A JP 2018065721 A JP2018065721 A JP 2018065721A
- Authority
- JP
- Japan
- Prior art keywords
- glass substrate
- drying
- glass
- coating
- irradiation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
- B05D3/04—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by exposure to gases
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
- B05D3/06—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by exposure to radiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D5/00—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures
- B05D5/12—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures to obtain a coating with specific electrical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B11/00—Cleaning flexible or delicate articles by methods or apparatus specially adapted thereto
- B08B11/04—Cleaning flexible or delicate articles by methods or apparatus specially adapted thereto specially adapted for plate glass, e.g. prior to manufacture of windshields
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C23/00—Other surface treatment of glass not in the form of fibres or filaments
Landscapes
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- General Chemical & Material Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Organic Chemistry (AREA)
- Wood Science & Technology (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Cleaning In General (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Ink Jet (AREA)
- Surface Treatment Of Glass (AREA)
Abstract
【課題】静電吸引方式の塗布装置によりパターン形成を行う場合に、パターン周辺にインクが飛散することを防止する。【解決手段】ガラス基板の製造方法は、無アルカリガラスよりなるガラス基板Gの表面に帯電防止剤Wを塗布する塗布工程S31と、塗布工程S31後に、ガラス基板Gを常温乾燥させる乾燥工程S33と、乾燥工程S33後に、ガラス基板Gの表面にプラズマ照射処理又は紫外線照射処理を施す照射処理工程S34と、を備える。【選択図】図4
Description
本発明は、ガラス基板の製造方法に関し、特に、静電吸引式の塗布装置を使用したパターン形成を行うためのガラス基板を製造する方法に関する。
周知のように、液晶ディスプレイ、有機ELディスプレイ等のフラットパネルディスプレイには、ガラス基板が使用される。近年、スマートフォンやタブレット型端末の登場により、フラットパネルディスプレイの薄型化及び軽量化と共に、高精細化が進んでおり、これに伴い、ガラス基板の薄板化も推進されている。ガラス基板の材質としては、変形や重力たわみが小さく、高温プロセスでの寸法安定性に優れる無アルカリガラスが好適に使用される。
例えばフラットパネルディスプレイの製造工程において、ガラス基板の表面に薄膜電気回路(パターン)が形成される。そのパターン形成の方法としては、従来、フォトリソグラフィ−エッチング方式やインクジェット方式によるものが実施されている。
インクジェット方式としては、ピエゾ方式、サーマル方式の他、静電吸引方式のものが公知である。特許文献1には、ノズルと基板との間に電源から駆動電圧を印加して、ノズル内に供給された吐出材料に電荷を供給し、この吐出材料をノズル孔から基板に吐出させる静電吸引方式の塗布装置(流体吐出装置)が開示されている。この塗布装置は、ノズルの孔径を0.01μm〜25μmとするとともに、正負両極性に反転する両極性パルスであり、周波数が1Hz以上の駆動電圧を印加することで、ノズルの微細化と駆動電圧の低電圧化とを両立させている。
静電吸引方式の塗布装置を使用してガラス基板に塗膜パターンを形成する場合、所定位置への塗膜形成が好適に為されず、インクがパターンの周辺に飛散する場合がある。このインクの飛散は、無アルカリガラスからなるガラス基板を用いる場合に特に顕著である。
本発明は、上記の事情に鑑みて為されたものであり、静電吸引方式の塗布装置によりパターンの形成を行う場合に、パターンの周辺にインクが飛散することを防止することを技術的課題とする。
本発明に係るガラス基板の製造方法は、上記の課題を解決するためのものであり、無アルカリガラスよりなるガラス基板の表面に帯電防止剤を塗布する塗布工程と、前記塗布工程後に、前記ガラス基板を常温乾燥させる乾燥工程と、前記乾燥工程後に、前記ガラス基板の前記表面にプラズマ照射処理又は紫外線照射処理を施す照射処理工程と、を備えることを特徴とする。
本発明では、上記のように、塗布工程において、ガラス基板に帯電防止剤を塗布することで、静電吸引式の塗布装置によるパターン形成において、パターンの周辺へのインクの飛散を好適に防止できる。ガラス基板は、塗布工程後に乾燥工程を経るが、無アルカリガラスは、高温に加熱されると帯電し易い性質を有する。このため、乾燥工程では高温加熱に因らずに、常温乾燥を行うことで、ガラス基板の帯電を防止する。さらに、乾燥工程後の照射処理工程において、ガラス基板の表面にプラズマ照射処理又は紫外線照射処理を施し、その表面改質を行う。この照射処理工程後に、ガラス基板の表面に静電吸引方式により所定のパターンを形成するパターニング工程を実施すれば、パターンの周辺に、インクが飛散することなく所定のパターンを好適に塗布することが可能になる。
本発明に係るガラス基板の製造方法は、前記塗布工程の前に、前記ガラス基板にプラズマ照射処理又は紫外線照射処理を施す清浄化工程を備えることが望ましい。このように、帯電防止剤を塗布する前に、ガラス基板の表面にプラズマ照射処理又は紫外線照射処理を施し、その表面の改質を行うことで、後の塗布工程において、ガラス基板の表面に対して帯電防止剤を均等に塗布することが可能になる。
また、前記清浄化工程は、前記プラズマ照射処理又は前記紫外線照射処理を施した後に、前記ガラス基板の前記表面に対して洗剤による擦り洗浄を行うことが望ましい。これにより、塗布工程において、ガラス基板の表面に付着する異物を除去することができ、後の塗布工程において、ガラス基板の表面に対して帯電防止剤を均等に付着させることができる。
また、本発明に係るガラス基板の製造方法では、前記乾燥工程における常温乾燥は、10℃以上35℃以下の環境下にて行われることが望ましい。これにより、乾燥処理の際にガラス基板が帯電することを防止できる。
本発明に係るガラス基板の製造方法において、前記帯電防止剤は、界面活性剤を含むことが望ましい。ガラス基板の表面に界面活性剤を塗布することにより、この表面における親水性を確保し、基板表面の帯電を効果的に防止できる。
本発明に係る塗膜付ガラス基板の製造方法では、上記のガラス基板の表面に静電吸引式の塗布装置により所定のパターンを形成するパターニング工程を備えることを特徴とする。
本発明によれば、静電吸引方式の塗布装置を使用してパターン形成を行う場合に、パターン周辺にインクが飛散することを防止できる。
以下、本発明を実施するための形態について図面を参照しながら説明する。図1乃至図7は、本発明に係るガラス基板の製造方法の一実施形態を示す。
図1に示すように、本製造方法は、基板形成工程S1と、清浄化工程S2と、帯電防止工程S3とを備える。
基板形成工程S1では、例えばオーバーフローダウンドロー法によって成形される枚葉状のガラス板を所定の寸法に切断し、その端面に研削、研磨処理を施すことにより、ガラス基板Gを形成する。オーバーフローダウンドロー法は、断面が略くさび形の成形体の上部に設けられたオーバーフロー溝に溶融ガラスを流し込み、このオーバーフロー溝から両側に溢れ出た溶融ガラスを成形体の両側の側壁部に沿って流下させながら、成形体の下端部で融合一体化し、一枚の板ガラスを連続成形するというものである。基板形成工程S1は、オーバーフローダウンドロー法に限定されず、他の方法、例えば、スロットダウンドロー法、ロールアウト法又はフロート法、アップドロー法、リドロー法等により、ガラス基板Gを形成し得る。
基板形成工程S1により形成されるガラス基板Gは、無アルカリガラスからなる。ここで、無アルカリガラスとは、アルカリ成分(アルカリ金属酸化物)が実質的に含まれていないガラスのことであって、アルカリ成分が3000ppm以下のガラスのことである。アルカリ成分の含有量は、好ましくは1000ppm以下であり、より好ましくは500ppm以下であり、最も好ましくは300ppm以下である。ガラス基板Gとして、例えば日本電気硝子株式会社製の無アルカリガラス(製品名:OA−11、30〜380℃における熱膨張係数:38×10−7/℃、歪点685℃、徐冷点740℃)が好適に使用される。
清浄化工程S2は、図2に示すように、照射洗浄工程S21と、洗浄工程S22と、すすぎ工程S23とを有する。
照射洗浄工程S21では、図3(a)(b)に示すように、ガラス基板Gの表面を改質する装置、すなわちプラズマ照射装置1又は紫外線照射装置2により、プラズマ又は紫外線をガラス基板Gの一方の面(パターニングが施される面)に照射する。
図3(a)に示すプラズマ照射装置1は、いわゆるリモート式である。プラズマ照射装置1は、処理ヘッド3と、電源4と、処理ガス供給源5と、搬送装置6とを主に備える。処理ヘッド3は、処理ガス供給源5から供給される処理ガスを通過させる流路7と、この流路7に隣接して設けられる電極8とを備える。流路7の下端部には、プラズマ化した処理ガスをガラス基板Gに向かって照射するスリット状の吹出口7aが形成されている。処理ガス供給源5は、処理ヘッド3に接続されており、プラズマ発生のために、例えば窒素、酸素等を含む処理ガスを処理ヘッド3に供給する。搬送装置6は、例えばローラコンベアにて構成されており、ガラス基板Gを一方向に搬送するとともに、処理ヘッド3の下方を横切るように通過させる。
プラズマ照射装置1は、電源4を介して電極8に所定の電圧を印加し、電極8間にプラズマ電界を生じさせる。プラズマ照射装置1は、このプラズマ電界により、処理ガス供給源5から流路7に供給された処理ガスをプラズマ化する。プラズマは、吹出口7aを通じて、搬送装置6により搬送されるガラス基板Gに照射される。これにより、ガラス基板Gの表面が改質される。なお、吹出口7aとガラス基板Gとの距離は、1mm以上10mm未満とされることが望ましい。
図3(b)に示すように、紫外線照射装置2は、例えばXeエキシマランプ、低圧水銀ランプ等の発光源9を有する。本実施形態では、発光源9は、200nm未満の波長の紫外線光を放出できる。紫外線照射装置2は、発光源9から放射される紫外線光をガラス基板Gに一定時間照射する。紫外線光の照射時間は10分以上とされることが望ましい。紫外線照射装置2は、上記のように紫外線光をガラス基板Gに照射することで、オゾンを発生させるとともに、その酸化作用にてガラス基板G上の有機物を除去できる。
洗浄工程S22では、図3(c)に示すように、プラズマ照射処理または紫外線照射処理を施したガラス基板Gの表面を洗剤Dにて洗浄する。洗剤Dとしては、中性洗剤、アルカリ洗剤その他の各種洗剤を使用できるが、アルカリ洗剤を使用することが望ましい。また、洗剤Dには、界面活性剤、キレート剤が含まれていてもよい。本実施形態では、洗剤Dをガラス基板Gに吐出し、スポンジ等の洗浄具10aにて手作業によりガラス基板Gの表面を洗浄する。これに限定されず、洗浄具10aを備える装置により自動的に洗浄作業を行ってもよい。
すすぎ工程S23は、洗剤Dによる洗浄後、図3(d)に示すように、ハンドシャワーにより純水PWを注ぎながら、スポンジ等の洗浄具10bを使用して、手作業によりガラス基板Gの表面を擦るように行うことが望ましい。すすぎ工程S23は、これに限定されず、洗浄具10bを備える装置により自動的にすすぎ作業を行ってもよい。これにより、ガラス基板Gの表面に付着していた汚れ等の異物を除去できる。
図4に示すように、帯電防止工程S3は、塗布工程S31と、すすぎ工程S32と、乾燥工程S33と、照射処理工程S34とを備える。
図5(a)に示すように、塗布工程S31では、容器11内に収容された帯電防止剤Wを含む溶液にガラス基板Gを浸漬する。帯電防止剤Wとしては、洗剤、界面活性剤、キレート剤等を使用できる。帯電防止剤Wとしての洗剤は、例えばアルカリ洗剤を使用することが望ましい。アルカリ洗剤としては、例えば水酸化ナトリウム、水酸化カリウム、炭酸ナトリウム、炭酸カリウム、アンモニア、テトラメチルアンモニウムハイドロオキサイドなどを水溶液として使用することが好ましい。また、界面活性剤としては、カチオン系のものや非イオン系のものを好適に使用できる。塗布工程S31において、帯電防止剤Wを含む溶液にガラス基板Gを浸漬する時間は、5分以上とされることが好ましい。なお、帯電防止剤Wを含む溶液に使用される溶媒としては、水、エタノール等のアルコールが好ましい。
すすぎ工程S32では、図5(b)に示すように、ハンドシャワーにより純水PWを注ぎながら、スポンジ等の洗浄具10cを使用して、手作業によりガラス基板Gの表面を擦るようにすることが望ましい。またこの際、洗浄具10cをガラス基板Gの中心部から外縁部に向かって移動させることが好ましい。すすぎ工程S32は、これに限定されず、洗浄具10cを備える装置により自動的にすすぎ作業を行ってもよい。このすすぎ工程S32では、帯電防止剤Wがガラス基板Gに適度に残存するように、余分な帯電防止剤Wをガラス基板Gから洗い落とす。したがって、このすすぎ工程S32では、帯電防止剤Wが完全に除去されることなく、ガラス基板Gは、好適な厚さの帯電防止剤Wの膜によりコーティングされることになる。
乾燥工程S33では、図5(c)に示すように、ガラス基板Gを乾燥室12に設置する。乾燥室12は、一定の温度及び湿度に維持されている。例えば乾燥室12内の温度は、10℃以上35℃以下の範囲に維持管理されることが望ましい。室温が10℃未満であると、ガラス基板Gが乾燥し難く、乾燥時間が長期化するため、好ましくない。室温が35℃を超えると、帯電防止剤Wを塗布した状態であっても、後のパターニング工程においてインクがガラス基板Gの表面において飛散するおそれがあり、好ましくない。乾燥室12内には、送風機13が配置されており、ガラス基板Gに送風しながら乾燥を行うことが望ましい。
照射処理工程S34では、図5(d)に示すように、プラズマ照射装置1により、ガラス基板Gの表面にプラズマ照射を行う。プラズマ照射装置1は、図3(a)に示した装置を使用する。なお、プラズマ照射に替えて、紫外線照射装置2(図3(b)参照)によりガラス基板Gの表面に紫外線を照射してもよい。
清浄化工程S2の照射洗浄工程S21において、ガラス基板Gにプラズマ照射処理を施した場合には、この照射処理工程S34においてもガラス基板Gにプラズマ照射処理を施すことが望ましい。同様に、清浄化工程S2の照射洗浄工程21においてガラス基板Gに紫外線照射処理を施した場合には、この照射処理工程S34においてもガラス基板Gに紫外線照射処理を施すことが望ましい。これに限定されず、照射洗浄工程S21においてプラズマ照射処理を実行した後に、この照射処理工程S34において紫外線照射処理を実行してもよく、その逆も可能である。
以上の帯電防止工程S3を経ることにより、後のパターニング工程の際にインクの飛散を防止することが可能なガラス基板Gが製造される。具体的には、図6に示すように、ガラス基板Gの表面が帯電防止剤Wにより被覆されてなるガラス基板Gが完成する。
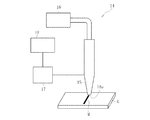
パターニング工程では、図7に示す静電吸引式の塗布装置14を使用して、塗布材料(インク)をガラス基板Gの表面に塗布する(静電塗装)。塗布材料としては、金、銀、銅、白金、パラジウム、タングステン、タンタル、ビスマス、鉛、錫、インジウム、亜鉛、チタン、ニッケル、鉄、コバルト、アルミニウム等の金属が挙げられるが、これに限定されるものではない。
塗布装置14は、ノズル(インクジェットヘッド)15と、圧力調整器16と、電圧発生装置17と、制御装置18とを主に備える。
ノズル15は、例えばガラス製のキャピラリチューブからなり、先細り形状を有する。ノズル15は、先端部に超微細の吐出口15aを有する。この吐出口15aの開口径は0.01μm〜10μmとされている。ノズル15の内部には、金属線が電極として挿入されており、電極は電圧発生装置17に接続されている。
塗布装置14は、制御装置18の制御信号に基づき、電圧発生装置17により所定の波形を有する電圧を発生させ、この電圧を高電圧アンプ(図示せず)によって増幅して電極に印加する。これにより、ノズル15内部の塗布材料に電荷が付与される。塗布装置14は、圧力調整器16によってノズル15の吐出圧力を調整しつつ、インクをノズル15の吐出口15aから帯電した微小流体としてガラス基板Gに向けて噴射し、ノズル15の先端部における電界の集中効果と、ガラス基板Gに誘起される鏡像力により、インクをガラス基板Gに付着させる。これにより、直線状で所定幅の塗膜Mを有する塗膜付ガラス基板が完成する。
以上により、インクが飛散することなく所期のパターンが形成されてなる塗膜付ガラス基板が製造される。塗膜付ガラス基板は、フラットパネルディスプレイ用として好適に使用される他、例えば、熱収縮率を測定するための検査用その他の種々の用途に使用され得る。
以上説明した本実施形態に係るガラス基板Gの製造方法によれば、帯電防止工程S3において、塗布工程S31によりガラス基板Gの表面に帯電防止剤Wを塗布した後、乾燥工程S33によりガラス基板Gを常温にて乾燥させ、その後に当該ガラス基板Gにプラズマ照射又は紫外線照射処理を施すこと(照射処理工程S34)により、後のパターニング工程の際にインクがパターン周辺に飛散することを確実に防止できる。
無アルカリガラスは、高温環境下においてガラス表面に吸着している水分子が蒸発することにより、強く帯電する性質を有するため、上記の乾燥工程S33において、乾燥室12内の温度を一定の常温範囲内(10℃以上35℃以下)に維持することにより、ガラス基板Gの帯電化を防止することができる。
また、清浄化工程S2において、予めガラス基板Gの表面にプラズマ照射処理又は紫外線照射処理を施し(照射洗浄工程S21)、この表面を改質することにより、後の塗布工程S31において、帯電防止剤Wをこの表面に均等に付着させることが可能になる。
本発明者は、本発明に係るガラス基板の製造方法の効果を確認するための試験を行った。以下、試験の内容について説明する。
ガラス基板として、実施例1、実施例2を作製し、これらを、別途製作した比較例1〜3と対比した。各例ともに、無アルカリガラスからなるガラス基板(日本電気硝子株式会社製 OA−11)を用いた。
以下、実施例1について説明する。清浄化工程において、プラズマ照射装置として、株式会社積水化学工業製の常圧プラズマ表面処理装置を用い、ガラス基板の一方の面にプラズマ照射処理(ガラス基板と処理ヘッド3の距離10mm以下、搬送速度0.5m/min)を施した。その後、株式会社パーカーコーポレーション製のアルカリ洗剤(製品名PK−LCG217、希釈倍率20倍)により、ガラス基板の表面に対して擦り洗浄を行った。その後、純水によりガラス基板の表面をすすいだ。
その後、容器に収容した帯電防止剤を含む溶液にこのガラス基板を浸漬した。帯電防止剤には、株式会社パーカーコーポレーション製のアルカリ洗剤(製品名PK−LCG217)を用い、純水を用いて20倍に希釈した。ガラス基板を浸漬した時間は5分である。その後、ガラス基板を容器11から取出し、純水によるすすぎを行った。
その後、ガラス基板を乾燥室にて乾燥させた。乾燥室内の温度は24℃とし、送風を行いながらガラス基板を乾燥させた。ガラス基板を乾燥させた後、上記の常圧プラズマ表面処理装置により、ガラス基板の表面にプラズマ照射処理を施した。
その後、株式会社SIJテクノロジ製の超微細インクジェット装置(吐出口の口径3μm、ノズルとガラス基板との距離60μm、ノズルの移動速度0.5m/s)を使用して、ガラス基板の表面に銅インクを直線状(線幅10μm〜30μm)に塗布した。以上により実施例1に係る塗膜付ガラス基板を作製した。
以下、実施例2について説明する。実施例2では、清浄化工程における照射洗浄工程の処理を行わず、洗剤、純水による洗浄、すすぎのみを行った。また、帯電防止工程として、実施例1と同様に、容器に収容した帯電防止剤(アルカリ洗剤)を含む溶液に浸漬した後、純水によるすすぎを行った。この実施例2では、帯電防止工程における照射処理工程として、Xeエキシマライトによる紫外線の照射処理をガラス基板の表面に施した。紫外線の照射時間は10分である。その後、実施例1と同じ条件で、ガラス基板にインクを塗布し、塗膜付ガラス基板を作製した。
以下、比較例1について説明する。比較例1では、清浄化工程における照射洗浄工程の処理を行わず、ガラス基板の表面に対してアルカリ洗剤による擦り洗浄、純水による洗浄、すすぎのみを行った。また、比較例1については、帯電防止工程における塗布工程を行わなかった。帯電防止工程における乾燥工程は、実施例1とは異なり、75〜95℃の温度条件にてガラス基板を乾燥させた。その後の照射処理工程、パターニング工程は、実施例1と同様な条件で実施し、塗膜付ガラス基板を作製した。
比較例2については、実施例1と同様に、清浄化工程による処理をガラス基板に施した後、比較例1と同様に、帯電防止工程の乾燥工程を75〜95℃の温度条件で実施した。その他の条件は実施例1と同じである。比較例3については、帯電防止工程における照射処理工程を実行せず、他の工程を実施例1と同じように実行して、塗膜付ガラス基板を作製した。
上記のように実施例1,2、比較例1〜3に係る塗膜付ガラス基板を作製した後、電子顕微鏡を用いて、その表面に形成された銅インクによる塗膜の拡大画像データを取得した。この画像データに基づいてインクの飛散の有無や程度について観察し、良否の判定を行った。各例の作製の条件及び良否判定の結果を表1に示す。

実施例1については、直線状に形成された塗膜の周りにインクの飛散は一切認められなかったため、良否の判定を「◎」(最良)とした。実施例2については、直線状の塗膜の近傍に若干の微小インクの飛散を確認できたものの、ガラス基板の性能に大きく影響を及ぼすことはないと考えられるため、判定を「○」(良)とした。各比較例1〜3については、ガラス基板に塗布された塗膜の近傍に、無数の微小インクの飛散を確認したため、判定を「×」(不良)とした。
実施例1の判定結果から、清浄化工程、帯電防止工程を実行して形成された塗膜付ガラス基板は、パターニング工程におけるインクの飛散を確実に防止できることが判る。実施例2のように、清浄化工程における照射洗浄工程を省略しても、帯電防止工程を実行することにより、パターニング工程におけるインクの飛散を抑制させることが可能である。また、比較例1〜3の判定結果により、帯電防止工程の塗布工程を省略した場合、帯電防止工程における乾燥工程を高温で実行した場合、帯電防止工程の照射処理工程を省略した場合には、パターニング工程においてインクの飛散が生じることが判る。
なお、本発明は、上記実施形態の構成に限定されるものではなく、上記した作用効果に限定されるものでもない。本発明は、本発明の要旨を逸脱しない範囲で種々の変更が可能である。
上記の実施形態では、帯電防止工程S3における塗布工程S31において、容器11に収容した帯電防止剤Wを含む溶液にガラス基板Gを浸漬させる例を示したが、これに限定されず、例えば噴霧、スピンコートその他の手段により、ガラス基板Gの表面に帯電防止剤Wを塗布するようにしてもよい。
14 塗布装置
G ガラス基板
S2 清浄化工程
S21 照射洗浄工程
S31 塗布洗浄工程
S33 乾燥工程
S34 照射処理工程
W 帯電防止剤
G ガラス基板
S2 清浄化工程
S21 照射洗浄工程
S31 塗布洗浄工程
S33 乾燥工程
S34 照射処理工程
W 帯電防止剤
Claims (6)
- 無アルカリガラスよりなるガラス基板の表面に帯電防止剤を塗布する塗布工程と、
前記塗布工程後に、前記ガラス基板を常温乾燥させる乾燥工程と、
前記乾燥工程後に、前記ガラス基板の前記表面にプラズマ照射処理又は紫外線照射処理を施す照射処理工程と、を備えることを特徴とする、ガラス基板の製造方法。 - 前記塗布工程前に、前記ガラス基板の前記表面にプラズマ照射処理又は紫外線照射処理を施す清浄化工程を備える、請求項1に記載のガラス基板の製造方法。
- 前記清浄化工程は、前記プラズマ照射処理又は前記紫外線照射処理を施した後に、前記ガラス基板の前記表面に対して洗剤による擦り洗浄を行う、請求項2に記載のガラス基板の製造方法。
- 前記乾燥工程における常温乾燥は、10℃以上35℃以下の環境下にて行われる、請求項1から3のいずれか1項に記載のガラス基板の製造方法。
- 前記帯電防止剤は、界面活性剤を含む、請求項1から4のいずれか1項に記載のガラス基板の製造方法。
- 請求項1から5のいずれか1項に記載のガラス基板の前記表面に静電吸引式の塗布装置により所定のパターンを形成するパターニング工程を備えることを特徴とする、塗膜付ガラス基板の製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016205140A JP2018065721A (ja) | 2016-10-19 | 2016-10-19 | ガラス基板の製造方法 |
| PCT/JP2017/034652 WO2018074154A1 (ja) | 2016-10-19 | 2017-09-26 | ガラス基板の製造方法 |
| TW106133858A TW201815718A (zh) | 2016-10-19 | 2017-09-30 | 玻璃基板之製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016205140A JP2018065721A (ja) | 2016-10-19 | 2016-10-19 | ガラス基板の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2018065721A true JP2018065721A (ja) | 2018-04-26 |
Family
ID=62019277
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016205140A Pending JP2018065721A (ja) | 2016-10-19 | 2016-10-19 | ガラス基板の製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP2018065721A (ja) |
| TW (1) | TW201815718A (ja) |
| WO (1) | WO2018074154A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021089154A (ja) * | 2019-12-02 | 2021-06-10 | 日本電気硝子株式会社 | ガラス板の熱収縮率測定方法 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2022107584A1 (ja) * | 2020-11-20 | 2022-05-27 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0753948A (ja) * | 1993-08-19 | 1995-02-28 | Kao Corp | 帯電防止材料およびこれを含む光記録媒体 |
| JP2001294849A (ja) * | 2000-04-10 | 2001-10-23 | Sogo Giken:Kk | 親水性部材、その製造方法、及び親水性コーティング組成物 |
| WO2005014289A1 (ja) * | 2003-08-08 | 2005-02-17 | Konica Minolta Holdings, Inc. | 液体吐出装置、液体吐出方法及び回路基板の配線パターン形成方法 |
| JP4759955B2 (ja) * | 2003-08-28 | 2011-08-31 | 住友化学株式会社 | 防眩性を有する帯電防止板の製造方法及びこれにより得られる帯電防止板 |
-
2016
- 2016-10-19 JP JP2016205140A patent/JP2018065721A/ja active Pending
-
2017
- 2017-09-26 WO PCT/JP2017/034652 patent/WO2018074154A1/ja not_active Ceased
- 2017-09-30 TW TW106133858A patent/TW201815718A/zh unknown
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021089154A (ja) * | 2019-12-02 | 2021-06-10 | 日本電気硝子株式会社 | ガラス板の熱収縮率測定方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2018074154A1 (ja) | 2018-04-26 |
| TW201815718A (zh) | 2018-05-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6424232B2 (ja) | 非水性流体を用いたエレクトロクロミックフィルムからの粒子除去 | |
| US7921859B2 (en) | Method and apparatus for an in-situ ultraviolet cleaning tool | |
| TWI343874B (ja) | ||
| CN108701609A (zh) | 基板处理方法及基板处理装置 | |
| TW200916210A (en) | Two-fluid jet nozzle for cleaning substrate | |
| US20120279519A1 (en) | Integrated Substrate Cleaning System and Method | |
| WO2018074154A1 (ja) | ガラス基板の製造方法 | |
| CN104834118B (zh) | 液晶显示装置的制造方法和制造装置 | |
| JP2009071037A (ja) | 導電膜パターンの形成方法 | |
| US20080203058A1 (en) | Substrate developing method and developing apparatus | |
| JP2017166003A (ja) | めっき品の製造方法 | |
| JPH05182945A (ja) | 洗浄装置 | |
| CN116438324B (zh) | 蒸镀用金属掩模以及蒸镀用金属掩模的制造方法 | |
| JP2008249854A (ja) | フォトマスクの洗浄方法 | |
| JP2009291735A (ja) | 液状材料塗布方法と、液状材料塗布機構およびそれを用いた欠陥修正装置 | |
| JP2019108255A (ja) | ガラス基板製造方法 | |
| KR102245912B1 (ko) | 아크 코팅공정에서의 파티클 감소방법 및 이에 의한 코팅층을 갖는 반도체 제조공정의 스퍼터링 장치 | |
| TWI421916B (zh) | A pattern correction method and a pattern correction device | |
| JP2019044234A (ja) | 金属皮膜形成品の製造方法 | |
| KR20110102197A (ko) | 플로트 유리 표면의 잔류물 제거 방법 | |
| JP2006231319A (ja) | 基板処理方法および基板処理装置 | |
| JP2008161739A (ja) | 基板の洗浄方法 | |
| JP6674809B2 (ja) | 位相シフトマスクブランクスの洗浄装置、位相シフトマスクブランクスの製造方法 | |
| US20150054188A1 (en) | Mold cleaning apparatus and mold cleaning method | |
| TW201936952A (zh) | 微粒子分散方法、以及使用有其之成膜方法及成膜裝置 |