JP2018114657A - 立体物造形方法及び立体物造形装置 - Google Patents
立体物造形方法及び立体物造形装置 Download PDFInfo
- Publication number
- JP2018114657A JP2018114657A JP2017006172A JP2017006172A JP2018114657A JP 2018114657 A JP2018114657 A JP 2018114657A JP 2017006172 A JP2017006172 A JP 2017006172A JP 2017006172 A JP2017006172 A JP 2017006172A JP 2018114657 A JP2018114657 A JP 2018114657A
- Authority
- JP
- Japan
- Prior art keywords
- unit
- dots
- dimensional object
- layer
- scanning direction
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



















Abstract
【課題】複数の層を積層することによって立体物を造形する際における立体物の凹凸を低減すること。【解決手段】吐出ユニット12が移動しながらインク滴を吐出することによって単位層70を形成する単位層形成工程を複数回繰り返し、単位層70を積層することで立体物5を造形する立体物造形方法であって、3次元データ60に基づいて単位層70を形成する際の解像度を構成するドット80の間隔の2倍の間隔で、解像度を構成するドット80の数の1/2個の第1ドット81を形成して第1単位層71を形成する第1工程と、第1単位層71において形成された第1ドット81の間に相当する位置に、解像度を構成するドット80の間隔の2倍の間隔で、解像度を構成するドット80の数の1/2個の第2ドット82を形成して第2単位層72を形成する第2工程と、を有し、単位層形成工程は、第1工程と第2工程とにより、単位層70を2層積層する。【選択図】図6
Description
本発明は、立体物造形方法及び立体物造形装置に関する。
近年、3次元形状の立体物を造形する3次元プリンタが様々な用途に用いられつつあり、このような3次元プリンタでは、吐出したインクなどの造形材を積層していくことによって、立体物を造形することが可能になっている。例えば、特許文献1に記載された三次元的印刷方法では、三次元的印刷装置によって造形する三次元的モデルのファイルに基づいて、プリンティングヘッドに設けられる複数のノズルからインクを吐出し、吐出したインクを積層して積層体にすることにより、三次元的モデルの造形を行う。その際に、特許文献1では、積層体の各層で、同一ノズルが同一箇所でインクを吐出しないようにすることにより、ノズル詰まりが生じている場合における、詰まったノズルによる影響を低減している。
しかしながら、ノズル詰まりが生じている場合において、ヘッドが主走査方向に移動しながらパスを形成した場合には、各層における詰まっているノズルに対応する部分に、主走査方向に延びる溝が形成されてしまう。このように、インクを吐出することによって形成される層を積層することより立体物を造形する際に、各層に溝が形成された場合、この溝によって立体物に凹凸が発生する虞がある。
本発明は、上記に鑑みてなされたものであって、複数の層を積層することによって立体物を造形する際における立体物の凹凸を低減することのできる立体物造形方法及び立体物造形装置を提供することを目的とする。
上述した課題を解決し、目的を達成するために、本発明に係る立体物造形方法は、液滴を吐出する複数のノズルを有する吐出部が作業面に対して、主走査方向及び副走査方向の少なくとも一方に相対的に移動しながら前記ノズルから液滴を吐出することによって単位層を形成する単位層形成工程を複数回繰り返し、前記単位層を積層することで立体物を造形する立体物造形方法であって、前記主走査方向及び前記副走査方向の少なくとも一方において、前記立体物の形状を示す3次元データに基づいて前記単位層を形成する際の解像度を構成するドット間隔のn倍の間隔で前記ノズルから液滴を吐出することにより、前記解像度を構成するドットの数の1/n個の第1のドットを規則的に形成して第1の層を形成する第1工程と、前記第1の層において形成された前記第1のドットの間に相当する位置に、前記解像度を構成するドット間隔のn倍の間隔で前記ノズルから液滴を吐出することにより、前記解像度を構成するドットの数の1/n個の差異ドットを規則的に形成して差異層を形成する差異工程と、を有し、前記単位層形成工程は、前記第1工程と、n−1回行う前記差異工程とにより、前記単位層をn層積層することを特徴とする。
この発明では、第1工程で、立体物の形状を示す3次元データに基づいて単位層を形成する際の解像度を構成するドットの間隔のn倍の間隔で第1のドットを形成し、差異工程で、第1のドットの間を埋める差異ドットを形成するため、第1工程で形成された凹みを、差異工程で埋めることができる。この結果、積層された単位層の凹凸を効果的に減らすことができ、複数の層を積層することによって立体物を造形する際における立体物の凹凸を低減することができる。
上記立体物造形方法において、前記第1工程及び前記差異工程を連続して行い、前記単位層をn層積層した後、前記単位層に対して平坦化処理を行うことが好ましい。
この発明では、単位層をn層積層することによって、立体物の形状を示す3次元データにおけるドットに対応する位置を、第1のドットと差異ドットとにより埋めるため、積層後に平坦化処理を行うことにより、平坦化を行う際における液滴の除去量を減少させることができる。この結果、平坦化を行うための時間を短縮することができ、立体物の造形時間を短縮することができる。
上記立体物造形方法において、前記第1工程及び前記差異工程の少なくとも1つの工程の後に前記単位層に対して仮平坦化処理を行い、前記単位層をn層積層した後、前記単位層に対して前記仮平坦化処理よりも平坦化度の高い本平坦化処理を行うことが好ましい。
この発明では、1〜n−1層までの単位層に対しては仮平坦化処理を行い、n層積まれた後に本平坦化処理を行うことにより、より効率的に凹凸を減らしつつ、液滴の除去量を減らすことができる。この結果、立体物の造形時間の短縮をしつつ、造形精度も向上させることができる。
上記立体物造形方法において、前記ノズルから吐出する液滴は、所定の条件に応じて硬化する硬化性樹脂であり、前記仮平坦化処理は、前記硬化性樹脂を半硬化させた状態で行い、前記本平坦化処理を行った後、前記硬化性樹脂を本硬化させることが好ましい。
この発明では、仮平坦化処理は、硬化性樹脂を半硬化させた状態で行い、本平坦化処理を行った後、硬化性樹脂を本硬化させるため、効率よく平坦化処理を行うと共に、凹凸を減らした状態で硬化させることができる。この結果、より確実に立体物の凹凸を低減することができる。
上記立体物造形方法において、前記第1工程及び前記差異工程における、前記複数のノズルからの液滴の吐出デューティが100%であることが好ましい。
この発明では、液滴の吐出デューティを100%にすることにより、単位層の各ドットの大きさを確保することができ、単位層を積層する際における積層効率を高めることができる。この結果、立体物を造形する際における立体物の凹凸を、より確実に低減することができる。
上記立体物造形方法において、前記第1工程において前記第1のドットを形成する位置は、前記主走査方向、前記副走査方向、及び前記主走査方向と前記副走査方向との位置が異なる斜め方向の少なくとも1方向において、他の前記第1のドットと隣り合う位置に形成することが好ましい。
この発明では、第1のドット同士を隣り合わせることで、第1のドット同士を接触させることができ、平坦化を進めることができる。この結果、より効果的に立体物の凹凸を抑制することができる。
また、本発明に係る立体物造形装置は、立体物の形状を示す3次元データに基づいて、単位層を積層することで前記立体物を造形する立体物造形装置であって、前記立体物を造形するための液滴を吐出する複数のノズルを有し、作業面に対して液滴を吐出する吐出部と、前記吐出部と前記作業面とを主走査方向及び副走査方向の少なくとも一方に相対的に移動させる相対移動部と、前記吐出部と前記相体移動部の動作を制御する制御装置と、を備え、前記制御装置は、前記主走査方向及び前記副走査方向の少なくとも一方において、前記3次元データに基づいて前記単位層を形成する際の解像度を構成するドット間隔のn倍の間隔で前記ノズルから液滴を吐出させることにより、前記解像度を構成するドットの数の1/n個の第1のドットを規則的に形成して第1の層を形成し、前記第1の層において形成された前記第1のドットの間に相当する位置に、前記解像度を構成するドット間隔のn倍の間隔で前記ノズルから液滴を吐出させることにより、前記解像度を構成するドットの数の1/n個の差異ドットを規則的に形成して差異層を形成すると共に、前記差異層をn−1層形成することにより、前記単位層をn層積層することを特徴とする。
この発明では、立体物の形状を示す3次元データに基づいて単位層を形成する際の解像度を構成するドットの間隔のn倍の間隔で第1のドットを形成することにより第1の層を形成し、第1のドットの間を埋める差異ドットを形成することによって差異層を形成するため、第1の層で形成された凹みを、差異層で埋めることができる。この結果、積層された単位層の凹凸を効果的に減らすことができ、複数の層を積層することによって立体物を造形する際における立体物の凹凸を低減することができる。
本発明に係る立体物造形方法及び立体物造形装置は、複数の層を積層することによって立体物を造形する際における立体物の凹凸を低減することができる、という効果を奏する。
以下に、本発明に係る立体物造形方法及び立体物造形装置の実施形態を図面に基づいて詳細に説明する。なお、この実施形態によりこの発明が限定されるものではない。また、下記実施形態における構成要素には、当業者が置換可能、且つ、容易に想到できるもの、或いは実質的に同一のものが含まれる。
〔実施形態〕
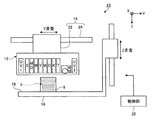
図1は、実施形態に係る立体物造形装置の模式図である。図2は、図1に示す立体物造形装置により造形される立体物の一例を示す斜視図である。図1に示す立体物造形装置10は、積層造形法により立体の立体物5を造形する装置である。この場合、積層造形法とは、例えば、複数の層を重ねて立体物5を造形する方法である。また、立体物5とは、例えば、3次元構造物のことである。また、立体物造形装置10において実行する立体物造形方法は、例えば、3次元構造物の形状情報とカラー画像情報とから、積層法によって3次元構造物を造形するカラー造形方法であってもよい。
図1は、実施形態に係る立体物造形装置の模式図である。図2は、図1に示す立体物造形装置により造形される立体物の一例を示す斜視図である。図1に示す立体物造形装置10は、積層造形法により立体の立体物5を造形する装置である。この場合、積層造形法とは、例えば、複数の層を重ねて立体物5を造形する方法である。また、立体物5とは、例えば、3次元構造物のことである。また、立体物造形装置10において実行する立体物造形方法は、例えば、3次元構造物の形状情報とカラー画像情報とから、積層法によって3次元構造物を造形するカラー造形方法であってもよい。
また、以下に説明する点を除き、立体物造形装置10は、公知の立体物造形装置と同一、または同様の構成を有してよい。また、立体物造形装置10は、例えば、公知の平面への印刷装置であるインクジェットプリンタの構成の一部を変更した装置であってよい。例えば、立体物造形装置10は、紫外線硬化型インク(UVインク)を用いるインクジェットプリンタの一部を変更した装置であってよい。
本実施形態に係る立体物造形装置10は、吐出ユニット12と、主走査駆動部14と、立体物5を載置する載置台である造形台16と、制御部20と、を備えている。吐出ユニット12は、立体物5の材料となる液滴を吐出する部分であり、所定の条件に応じて硬化する樹脂である硬化性樹脂の液滴等を吐出し、硬化させることにより、立体物5を構成する各層を形成する。より具体的には、吐出ユニット12は、例えば、制御部20の指示に応じて液滴を吐出することにより、硬化性樹脂の層を形成する層形成動作と、層形成動作で形成された硬化性樹脂の層を硬化させる硬化動作とを複数回繰り返して行う。吐出ユニット12は、これらの動作を繰り返し行うことにより、硬化した硬化性樹脂の層を複数層重ねて形成する。
この吐出ユニット12から吐出する硬化性樹脂としては、例えば、紫外線の照射により硬化する紫外線硬化型樹脂を用いる。この場合、吐出ユニット12は、立体物5の材料となる液滴として、例えば、紫外線硬化型インクのインク滴を吐出する。また、硬化動作では、紫外線光源により紫外線を照射することにより、硬化性樹脂の層を硬化させる。この場合、硬化性樹脂の層とは、紫外線硬化型インクのことである。
また、本実施形態に係る立体物造形装置10では、吐出ユニット12は、立体物5を造形するためのインクを、造形台16の上面に位置する作業面18に吐出する吐出部として設けられている。つまり、吐出ユニット12は、有色の紫外線硬化型インクのインク滴を吐出することにより、立体物5の表面、或いは内部に対して着色を行い、着色された立体物5を造形する。また、吐出ユニット12は、立体物5の造形時において、図2に示すように、立体物5の周囲にサポート6を形成する。サポート6は、造形中の立体物5を支えるための積層構造物(サポート層)であり、立体物5の造形完了後に、水等により溶解除去される。なお、吐出ユニット12のより具体的な構成及び動作については、後にさらに詳しく説明をする。
主走査駆動部14は、吐出ユニット12に主走査動作を行わせる駆動部であり、吐出ユニット12に主走査動作を行わせることにより、吐出ユニット12と作業面18とを相対的に移動させる相対移動部として設けられている。なお、本実施形態における、吐出ユニット12に主走査動作を行わせるとは、例えば、吐出ユニット12が有するインクジェットヘッドに主走査動作を行わせることである。また、主走査動作とは、例えば、予め設定された主走査方向(図中のY方向)へ移動しつつ、インク滴を吐出する動作である。
この主走査駆動部14は、キャリッジ22及びガイドレール24を有している。このうち、キャリッジ22は、造形台16の作業面18と対向させて吐出ユニット12を保持する保持部である。即ち、キャリッジ22は、吐出ユニット12から吐出するインク滴の吐出方向が作業面18へ向かう方向になるように、吐出ユニット12を保持している。主走査動作時において、キャリッジ22は、吐出ユニット12を保持した状態で、ガイドレール24に沿って移動する。ガイドレール24は、キャリッジ22の移動をガイドするレール部材であり、主走査動作時において、制御部20の指示に応じて、キャリッジ22を移動させる。
なお、主走査動作時における吐出ユニット12の移動は、立体物5に対する相対的な移動であってよい。そのため、立体物造形装置10の構成の変形例においては、例えば、吐出ユニット12の位置を固定して、造形台16を移動させることにより、立体物5側を移動させてもよい。
造形台16は、造形中の立体物5を上面の作業面18に載置する載置台である。この造形台16は、上面を上下方向(図中のZ方向)へ移動させる機能を有しており、制御部20の指示に応じて、立体物5の造形の進行に合わせて、上面を移動させる。これにより、造形途中の立体物5における被造形面と、吐出ユニット12との間の距離(ギャップ)を適宜調整することが可能になっている。なお、この場合における立体物5の被造形面とは、吐出ユニット12による次の層が形成される面のことである。また、吐出ユニット12に対して造形台16を上下動させるZ方向への走査は、吐出ユニット12側をZ方向へ移動させることで行ってもよい。
制御部20は、吐出ユニット12や主走査駆動部14の動作を制御する等の立体物造形装置10の各部を制御する制御装置になっており、各種処理を実行するコントローラとして機能するCPU(Central Processing Unit)や、各種情報を記憶するメモリとして機能するRAM(Random Access Memory)及びROM(Read Only Memory)等を有している。制御部20は、造形すべき立体物5の形状情報や、カラー画像情報等に基づいて立体物造形装置10の各部を制御することにより、立体物5を造形するための動作の制御を行う。
なお、立体物造形装置10は、立体物5の造形や着色等に必要な各種構成をさらに備えてよい。例えば、立体物造形装置10は、吐出ユニット12に副走査動作を行わせる副走査駆動部等を備えてもよい。この場合、副走査動作とは、例えば、造形中の立体物5に対して相対的に、主走査方向と直交する副走査方向(図中のX方向)へ、吐出ユニット12におけるインクジェットヘッドを移動させる動作である。即ち、相対移動部は、吐出ユニット12と作業面18とを副走査方向に相対的に移動させるように構成されていてもよい。この場合における相対移動部である副走査駆動部は、例えば、副走査方向における長さが吐出ユニット12におけるインクジェットヘッドの造形幅よりも長い立体物5を造形する場合等に、必要に応じて吐出ユニット12に副走査動作を行わせる。より具体的には、副走査駆動部は、造形台16を副走査方向へ移動させる駆動部であってもよく、または、吐出ユニット12を保持するキャリッジ22と共にガイドレール24を副走査方向へ移動させる駆動部であってもよい。これらのように、相対移動部は、吐出ユニット12と作業面18とを主走査方向及び副走査方向の少なくとも一方に相対的に移動させるように構成されていればよい。
図3は、吐出ユニットをインク滴の吐出面側から見た説明図である。吐出ユニット12は、複数の有色インク用ヘッド32y、32m、32c、32k(以下、複数の有色インク用ヘッド32y〜kと記載する)、白インク用ヘッド36、クリアインク用ヘッド38、造形材用ヘッド34、サポート材用ヘッド40、複数の紫外線光源44、及び平坦化ローラユニット50を有している。
有色インク用ヘッド32y〜k、白インク用ヘッド36、クリアインク用ヘッド38、及び造形材用ヘッド34は、インクジェット方式で硬化性樹脂の液滴を吐出する吐出手段である吐出ヘッドになっている。これらの有色インク用ヘッド32y〜k、白インク用ヘッド36、クリアインク用ヘッド38、及び造形材用ヘッド34は、紫外線硬化型インクのインク滴を吐出するインクジェットヘッドになっており、副走査方向(X方向)における位置を揃えて、主走査方向(Y方向)へ並んで配設されている。
有色インク用ヘッド32y〜kは、互いに異なる色の着色材として用いられる有色のインクのインク滴をそれぞれ吐出するインクジェットヘッドになっている。この有色インク用ヘッド32y〜kは、イエロー(Y)、マゼンタ(M)、シアン(C)、ブラック(K)の各色の紫外線硬化型インクのインク滴を吐出することが可能になっている。また、白インク用ヘッド36は、白色(W)の紫外線硬化型インクのインク滴を吐出するインクジェットヘッドになっている。着色材は、このように色の異なる複数の着色材料から構成されている。
また、クリアインク用ヘッド38は、紫外線硬化型の透明材であるクリアインクのインク滴を吐出するインクジェットヘッドになっている。このクリアインクとは、透明色(T)であるクリア色のインクであり、無色透明のインクになっている。このクリアインクは、紫外線硬化型の樹脂を含み、且つ、着色材を含まないインクになっている。
また、造形材用ヘッド34は、立体物5を形成するための流動性を有する造形材として用いる紫外線硬化型インクのインク滴を吐出するインクジェットヘッドになっている。この造形材用ヘッド34は、所定の色の造形用インク(MO)のインク滴を吐出することが可能になっている。造形用インクとしては、例えば、透明材であるクリアインクが用いられる。
また、サポート材用ヘッド40は、サポート6(図2参照)の材料(S)を含むインク滴を吐出するインクジェットヘッドになっている。この場合におけるサポート6の材料としては、立体物5の造形後に水で溶解可能な水溶性の材料を用いることが好ましい。なお、サポート6の材料としては、サポート6用の公知の材料を適宜用いてもよい。また、サポート材用ヘッド40は、有色インク用ヘッド32y〜k、白インク用ヘッド36、クリアインク用ヘッド38、及び造形材用ヘッド34に対し、副走査方向における位置を揃えて、主走査方向へ並んで配設される。
なお、有色インク用ヘッド32y〜k、白インク用ヘッド36、クリアインク用ヘッド38、造形材用ヘッド34、及びサポート材用ヘッド40としては、例えば、公知のインクジェットヘッドを好適に用いることができる。これらのインクジェットヘッドは、造形台16における作業面18(図1参照)と対向する面に、複数のノズルが副走査方向へ並ぶノズル列を有する。この場合、それぞれのインクジェットヘッドにおけるノズル列は、並び方向が同一で、且つ、互いに平行になる。また、主走査動作時において、ノズルが並ぶ方向と直交する主走査方向へ移動しつつ、Z方向へインク滴をそれぞれ吐出する。
複数の紫外線光源44は、紫外線硬化型インクを硬化させる紫外線の光源であり、紫外LED(Light Emitting Diode)、メタルハライドランプ、水銀ランプ等が用いられる。複数の紫外線光源44のそれぞれは、間に有色インク用ヘッド32y〜k、白インク用ヘッド36、クリアインク用ヘッド38、造形材用ヘッド34、及びサポート材用ヘッド40を挟むように、吐出ユニット12における主走査方向の一端側及び他端側のそれぞれに配設される。本実施形態に係る立体物造形装置10では、紫外線光源44としてUV1とUV2とが設けられており、UV1は、主走査方向(Y方向)における吐出ユニット12の一端側に配設されており、UV2は、主走査方向(Y方向)における吐出ユニット12の他端側に配設されている。
平坦化ローラユニット50は、立体物5の造形中に形成される紫外線硬化型インクの層を平坦化するための構成である。この平坦化ローラユニット50は、有色インク用ヘッド32y〜k、白インク用ヘッド36、クリアインク用ヘッド38、造形材用ヘッド34、及びサポート材用ヘッド40の並びと、吐出ユニット12の他端側に配設される紫外線光源44であるUV2との間に配設される。これにより、平坦化ローラユニット50は、有色インク用ヘッド32y〜k、白インク用ヘッド36、クリアインク用ヘッド38、造形材用ヘッド34、及びサポート材用ヘッド40の並びに対して、副走査方向の位置を揃えて、主走査方向へ並べて配設される。この平坦化ローラユニット50は、吐出ユニット12に対して上下方向に移動可能に吐出ユニット12に設けられている。
本実施形態に係る立体物造形装置10は、以上のような構成からなり、以下、その作用について説明する。図4は、立体物の造形に用いる3次元データの説明図である。立体物造形装置10によって立体物5を造形する際には、パーソナルコンピュータ等の外部装置(図示省略)から、立体物5を造形するためのデータである3次元データ60を制御部20で取得し、3次元データ60に基づいて制御部20によって吐出ユニット12を制御することにより、造形台16上で立体物5の造形を行う。この立体物5の造形に用いる3次元データ60は、立体物5の形状を特定するための形状データと、立体物5の表面の画像を示す表面画像データとを含んでいる。
また、3次元データ60は、目的とする立体物5をZ方向に多数に分割して多数の層として扱う際におけるデータも含んでいる。このため、3次元データ60は、各層ごとに主走査方向と副走査方向とにおいて、インク滴を吐出すべき位置をインク滴の種類ごとに定めたデータになっている。吐出ユニット12によって立体物5の造形を行う際には、吐出ユニット12が造形台16の作業面18に対して、主走査方向及び副走査方向の少なくとも一方に相対的に移動しながら、このデータに基づいて各インクジェットヘッドのノズルからインク滴を吐出する。これにより、Z方向に単位層70(図6等参照)を形成し、各層において吐出したインク滴を硬化させる前に、平坦化ローラユニット50によって各層の平坦化を行うことを繰り返しながら造形をする。即ち、単位層70を形成する単位層形成工程を複数回繰り返し、単位層70を積層することにより、立体物5を造形する。
立体物5を造形するために単位層70を形成する際には、具体的には、制御部20で主走査駆動部14を制御することにより、ガイドレール24に沿ってキャリッジ22を主走査方向(Y方向)に移動させ、吐出ユニット12を主走査方向に移動させながら、吐出ユニット12が有するノズルからインク滴を吐出する。ここで、吐出ユニット12が有する各インクジェットヘッドは、複数のノズルが副走査方向へ並ぶノズル列を有している。このため、吐出ユニット12を移動させながら、造形用のデータで定められている主走査方向の位置で、当該データで定められている副走査方向の位置に位置するノズルからインク滴を吐出することにより、吐出ユニット12は、主走査方向と副走査方向とにおいて、インク滴を吐出すべき位置にインク滴を吐出する。
吐出ユニット12が有するインクジェットヘッドとしては、有色インク用ヘッド32y〜k、白インク用ヘッド36、クリアインク用ヘッド38、造形材用ヘッド34、及びサポート材用ヘッド40が設けられているが、このうち、有色インク用ヘッド32y〜kは、立体物5の着色に用いる有色のインク滴を吐出する。造形用のデータには、立体物5の着色に関するデータも含まれており、有色インク用ヘッド32y〜kは、このデータに基づいて有色のインク滴を吐出する。
また、造形材用ヘッド34は、立体物5を形成するための基になる造形材として用いるインク滴を吐出する。造形材用ヘッド34は、造形用のデータに基づいて造形材として用いるインク滴を吐出することにより、各層ごとに、それぞれの層における立体物5の形状を形成する。その際に、有色インク用ヘッド32y〜kや、白インク用ヘッド36、クリアインク用ヘッド38から、各色のインク滴を吐出することにより、造形材によって形成される各層を、造形用のデータに基づいた色にして形成する。
また、サポート材用ヘッド40は、立体物5の形状に関わらず、立体物5を高い精度で形成するために、各層において、立体物5を形成する部分以外の部分に、サポート6(図2参照)の材料となるインク滴を吐出する。これにより、立体物5は、各層においてインクが硬化する前でも、このサポート6の材料となるインク滴によって形状が保持される。
制御部20は、吐出ユニット12を主走査方向に移動させながら、3次元データ60に基づいて、各層ごとにこれらのようにインク滴を吐出することにより、単位層70を形成する。このように1つの単位層70を形成したら、造形台16が吐出ユニット12から離れる方向に、1層の厚さ分、造形台16をZ方向に移動させ、直前に形成した単位層70に対してZ方向に重ねるようにして次の単位層70を形成する。また、これらのように形成する単位層70には、紫外線光源44によって紫外線を照射することにより、単位層形成工程において適宜インクを仮硬化させたり本硬化させたりする。立体物造形装置10は、これらを繰り返すことにより、立体の立体物5を造形する。
吐出ユニット12では、これらのようにインクジェットヘッドごとにインク滴を吐出しながら、吐出したインクによって各層を形成するが、インクジェットヘッドに設けられる各ノズルから吐出されるインク滴の量には、僅かな誤差が発生することがある。このため、吐出ユニット12では、各ノズルから吐出するインク滴の量を僅かに多めにして吐出し、本硬化させる前のインクを平坦化ローラユニット50で掻き取ることにより、1層の厚さを所望の厚さにする。
図5は、3次元データにおける解像度を構成するドットの説明図である。立体物5を造形する際には、これらのように作業面18に向けてインク滴を吐出することにより単位層70を形成し、この単位層70を積層することによって造形するが、本実施形態に係る立体物造形装置10では、3次元データ60に基づいて単位層70を形成する際の解像度を構成するドットを、複数の単位層70によって実現する。つまり、3次元データ60における単位層70を形成するためのデータである単位層データ75は、複数の画素76が格子状に連なるデータになっており、単位層70を形成する際には、この画素76に合わせてインク滴を吐出することにより、ドット80を形成し、単位層70を形成する。本実施形態に係る立体物造形装置10では、単位層70を形成する際に、複数の工程で複数の単位層70を積層することにより、積層した単位層70を積層方向に見た場合に、単位層データ75に対応するドット80を形成することができるように、複数の単位層70を形成する。
図6は、第1工程で形成する単位層でのドットを形成する場合の説明図である。単位層形成工程としては、積層する単位層70における第1の層である第1単位層71を形成する第1工程と、第1単位層71とは異なる単位層70である差異層を形成する差異工程と、を有している。このうち、第1工程では、主走査方向及び副走査方向の少なくとも一方において、3次元データ60に基づいて単位層70を形成する際の解像度を構成するドット80の間隔のn倍の間隔でノズルからインク滴を吐出する。これにより、解像度を構成するドット80の数の1/n個の第1のドットである第1ドット81を規則的に形成して、第1単位層71を形成する。また、本実施形態では、この場合におけるnは、2以上の整数になっている。
例えば、n=2とし、単位層データ75の解像度を構成するドット80の間隔のn倍の間隔でノズルからインク滴を吐出する方向を、主走査方向(Y方向)とする場合には、第1ドット81は、副走査方向(X方向)については、単位層データ75の解像度を構成するドット80の間隔xと同じ間隔xにする。これに対し、主走査方向(Y方向)については、第1ドット81は、単位層データ75の解像度を構成するドット80の間隔yの2倍の間隔2yにする。これにより、第1工程では、単位層データ75の解像度を構成するドット80の数の1/2個の第1ドット81を規則的に形成し、第1単位層71を形成する。
また、第1工程では、吐出ユニット12が有する複数のノズルからのインク滴の吐出デューティを、100%にして吐出する。即ち、単位時間当たりのインク滴の吐出量を、各ノズルの単位時間当たりの吐出量として設定されている値の最大値にしてインク滴を吐出することにより、第1ドット81を形成し、第1単位層71を形成する。
図7は、第2工程で形成する単位層でのドットを形成する場合の説明図である。差異工程では、第1単位層71において形成された第1ドット81の間に相当する位置に、解像度を構成するドット80の間隔のn倍の間隔でノズルからインク滴を吐出することにより、解像度を構成するドット80の数の1/n個の差異ドットを規則的に形成して、差異層を形成する。この差異工程は、n−1回行う。
例えば、n=2である場合には、差異工程は2−1=1回のみ行う。このため、n=2である場合には、差異工程としては、第2工程のみを行う。この第2工程では、差異層として第2単位層72を形成する。この場合における第2工程では、第1単位層71において形成された第1ドット81の間に相当する位置に、単位層データ75の解像度を構成するドット80の間隔の2倍の間隔でノズルからインク滴を吐出する。
即ち、第2工程では、差異ドットである第2ドット82の、主走査方向(Y方向)における間隔は、第1工程と同様に、単位層データ75の解像度を構成するドット80の間隔yの2倍の間隔2yにする。また、副走査方向(X方向)における第2ドット82同士の間隔についても第1工程と同様に、単位層データ75の解像度を構成するドット80の間隔xと同じ間隔xにする。これにより、第2工程では、単位層データ75の解像度を構成するドット80の数の1/2個の差異ドットである第2ドット82を規則的に形成して、第2単位層72を形成する。
また、第2工程においても第1工程と同様に、吐出ユニット12が有する複数のノズルからのインク滴の吐出デューティを、100%にして吐出する。これにより、第2単位層72も、単位時間当たりのインク滴の吐出量を、各ノズルの単位時間当たりの吐出量として設定されている値の最大値にして吐出したインク滴によって形成される第2ドット82によって形成する。
単位層70を形成する単位層形成工程では、制御部20によって吐出ユニット12と主走査駆動部14とを制御し、これらのように第1工程と第2工程とを行うことにより、単位層70として第1単位層71と第2単位層72とを形成し、この2層を積層する。これにより、第1単位層71と第2単位層72を積層方向に見た場合に、単位層データ75の解像度を構成するドット80に対応する位置には、第1単位層71の第1ドット81と、第2単位層72の第2ドット82とが形成された状態になる。
また、これらのように第1単位層71と第2単位層72とを形成する際には、平坦化ローラユニット50によって平坦化処理を行うが、この平坦化処理は、第1工程及び第2工程を連続して行い、単位層70を2層積層した後、積層した2層の単位層70に対して行う。具体的には、第1工程を行ったら、まず、紫外線光源44によって第1単位層71に紫外線を照射することにより、第1単位層71を半硬化させ、平坦化ローラユニット50で第1単位層71に対して仮平坦化処理を行う。つまり、第1単位層71を形成する硬化性樹脂を、完全には硬化させない状態で、平坦化ローラユニット50での硬化性樹脂の除去量を比較的少なくして、大きな凹凸のみ取り除く処理を行う。
第2工程は、第1単位層71を半硬化させて仮平坦化処理を行った後、第1単位層71上に第2ドット82を形成することにより、第2単位層72を形成して第1単位層71上に第2単位層72を積層する。第2単位層72を積層したら、紫外線光源44によって第2単位層72を半硬化させた状態で、仮平坦化処理よりも平坦化度の高い本平坦化処理を平坦化ローラユニット50によって行う。これにより、第2単位層72の凹凸を取り除く。第2単位層72に対して本平坦化処理を行ったら、紫外線光源44によって紫外線を照射することにより、第2単位層72と第1単位層71とを本硬化させる。これらにより、互いに異なる位置に形成される第1ドット81と第2ドット82からなる第1単位層71と第2単位層72とを積層し、平坦化させた状態で硬化させる。
立体物造形装置10によって3次元データ60に基づいて立体物5を造形する際には、これらのようにして積層される第1単位層71と第2単位層72とを1組とし、第1単位層71と第2単位層72とからなる組をさらに積層することによって、単位層70を積層し、立体物5を造形する。
以上の実施形態に係る立体物造形方法では、第1工程で、単位層データ75の解像度を構成するドット80の間隔yの2倍の間隔2yで第1ドット81を形成し、第2工程で、第1ドット81の間を埋める第2ドット82を形成するため、第1工程で形成された凹みを、第2工程で埋めることができる。この結果、積層された単位層70の凹凸を効果的に減らすことができ、複数の層を積層することによって立体物5を造形する際における立体物5の凹凸を低減することができる。
また、第1単位層71と第2単位層72とを積層することによって、単位層データ75の画素76に対応する位置を、第1ドット81と第2ドット82とにより埋めるため、2層の形成後のタイミングで平坦化処理を行うことにより、平坦化を行う際におけるインクの除去量を減少させることができる。この結果、平坦化を行うための時間を短縮することができ、立体物5の造形時間を短縮することができる。
また、第1単位層71に対しては仮平坦化処理を行い、第2単位層72が積層された後に本平坦化処理を行うことにより、より効率的に凹凸を減らしつつ、インクの除去量を減らすことができる。この結果、立体物5の造形時間の短縮をしつつ、造形精度も向上させることができる。
また、仮平坦化処理は、硬化性樹脂を半硬化させた状態で行い、本平坦化処理を行った後、硬化性樹脂を本硬化させるため、効率よく平坦化処理を行うと共に、凹凸を減らした状態で硬化させることができる。この結果、より確実に立体物5の凹凸を低減することができる。
また、第1工程及び第2工程で複数のノズルからインク滴を吐出する際に、吐出デューティを100%にするため、単位層70の各ドット80の大きさを確保することができ、単位層70を積層する際における積層効率を高めることができる。この結果、立体物5を造形する際における立体物5の凹凸を、より確実に低減することができる。
また、実施形態に係る立体物造形装置10では、単位層データ75の解像度を構成するドット80の間隔yの2倍の間隔2yで第1ドット81を形成することにより第1単位層71を形成し、第1ドット81の間を埋める第2ドット82を形成することにより第2単位層72を形成するため、第1単位層71で形成された凹みを、第2単位層72で埋めることができる。この結果、積層された単位層70の凹凸を効果的に減らすことができ、複数の層を積層することによって立体物5を造形する際における立体物5の凹凸を低減することができる。
〔変形例〕
なお、上述した実施形態における立体物造形方法では、第1工程や第2工程において、単位層データ75の解像度を構成するドット80の間隔のn倍の間隔でノズルからインク滴を吐出する方向を主走査方向(Y方向)としているが、この方向を副走査方向(X方向)としてもよい。図8は、実施形態に係る立体物造形方法の変形例であり、副走査方向に第1ドットの間隔をあける第1単位層の平面図である。単位層データ75の解像度を構成するドット80の間隔のn倍の間隔でノズルからインク滴を吐出する方向は、図8に示すように、副走査方向(X方向)としてもよい。この場合において、上述した実施形態と同様に、n=2とする際には、第1単位層71を形成する第1ドット81は、副走査方向(X方向)については、単位層データ75の解像度を構成するドット80の間隔xの2倍の間隔2xにする。また、主走査方向(Y方向)については、第1ドット81は、単位層データ75の解像度を構成するドット80の間隔yと同じ間隔yにする。これにより、第1工程では、第1ドット81同士を副走査方向(X方向)に離間させた状態で、単位層データ75の解像度を構成するドット80の数の1/2個の第1ドット81を規則的に形成し、第1単位層71を形成する。
なお、上述した実施形態における立体物造形方法では、第1工程や第2工程において、単位層データ75の解像度を構成するドット80の間隔のn倍の間隔でノズルからインク滴を吐出する方向を主走査方向(Y方向)としているが、この方向を副走査方向(X方向)としてもよい。図8は、実施形態に係る立体物造形方法の変形例であり、副走査方向に第1ドットの間隔をあける第1単位層の平面図である。単位層データ75の解像度を構成するドット80の間隔のn倍の間隔でノズルからインク滴を吐出する方向は、図8に示すように、副走査方向(X方向)としてもよい。この場合において、上述した実施形態と同様に、n=2とする際には、第1単位層71を形成する第1ドット81は、副走査方向(X方向)については、単位層データ75の解像度を構成するドット80の間隔xの2倍の間隔2xにする。また、主走査方向(Y方向)については、第1ドット81は、単位層データ75の解像度を構成するドット80の間隔yと同じ間隔yにする。これにより、第1工程では、第1ドット81同士を副走査方向(X方向)に離間させた状態で、単位層データ75の解像度を構成するドット80の数の1/2個の第1ドット81を規則的に形成し、第1単位層71を形成する。
図9は、実施形態に係る立体物造形方法の変形例であり、副走査方向に第2ドットの間隔をあける第2単位層の平面図である。第2単位層72を形成する第2ドット82についても同様に、主走査方向(Y方向)における間隔は、単位層データ75の解像度を構成するドット80の間隔yと同じ間隔yにし、副走査方向(X方向)における間隔を、単位層データ75の解像度を構成するドット80の間隔xの2倍の間隔2xにする。これにより、第2工程では、第2ドット82同士を副走査方向(X方向)に離間させた状態で、単位層データ75の解像度を構成するドット80の数の1/2個の第2ドット82を規則的に形成すると共に、第1単位層71において形成された第1ドット81の間に相当する位置に第2ドット82を形成し、第2単位層72を形成する。第1単位層71や第2単位層72の第1ドット81や第2ドット82を、これらのように副走査方向(X方向)に離間させて形成した場合でも、第1単位層71で形成された凹みを、第2単位層72で埋めることができるため、複数の層を積層することによって立体物5を造形する際における立体物5の凹凸を低減することができる。
また、上述した実施形態における立体物造形方法では、第1ドット81や第2ドット82は、副走査方向(X方向)において他の第1ドット81や第2ドット82と隣り合っており、上記変形例では、第1ドット81や第2ドット82は、主走査方向(Y方向)において他の第1ドット81や第2ドット82と隣り合っているが、他の第1ドット81や第2ドット82と隣り合う方向は、これ以外の方向でもよい。
図10は、実施形態に係る立体物造形方法の変形例であり、第1ドット同士が斜め方向で隣り合う位置となる第1単位層の平面図である。第1工程において第1ドット81を形成する位置は、図10に示すように、主走査方向(Y方向)と副走査方向(X方向)との位置が異なる斜め方向において、他の第1ドット81と隣り合う位置に形成してもよい。つまり、主走査方向(Y方向)と副走査方向(X方向)との位置が異なる斜め方向において、他の第1ドット81と隣り合うように第1ドット81を形成してもよい。換言すると、隣り合う第1ドット81同士の主走査方向(Y方向)の間隔yを、単位層データ75の解像度を構成するドット80の間隔yと同じ間隔にし、副走査方向(X方向)の間隔xを、単位層データ75の解像度を構成するドット80の間隔xと同じ間隔にすることにより、第1ドット81同士が斜め方向において隣り合うようにしてもよい。
図11は、実施形態に係る立体物造形方法の変形例であり、第2ドット同士が斜め方向で隣り合う位置となる第2単位層の平面図である。第2工程において第2ドット82を形成する位置も同様に、図11に示すように、主走査方向(Y方向)と副走査方向(X方向)との位置が異なる斜め方向において、他の第2ドット82と隣り合う位置に形成してもよい。つまり、隣り合う第2ドット82同士の主走査方向(Y方向)の間隔yを、単位層データ75の解像度を構成するドット80の間隔yと同じ間隔にし、副走査方向(X方向)の間隔xを、単位層データ75の解像度を構成するドット80の間隔xと同じ間隔にすることにより、第2ドット82同士が斜め方向において隣り合うようにしてもよい。第1ドット81や第2ドット82を、これらのように斜め方向において隣り合うようにした場合でも、第1単位層71で形成された凹みを、第2単位層72で埋めることができるため、複数の層を積層することによって立体物5を造形する際における立体物5の凹凸を低減することができる。
つまり、第1工程において第1ドット81を形成する位置は、主走査方向、副走査方向、及び主走査方向と副走査方向との位置が異なる斜め方向の少なくとも1方向において、他の第1ドット81と隣り合う位置に形成すればよい。同様に、第2工程において第2ドット82を形成する位置は、主走査方向、副走査方向、及び主走査方向と副走査方向との位置が異なる斜め方向の少なくとも1方向において、他の第2ドット82と隣り合う位置に形成すればよい。
また、第1工程や第2工程において、隣り合う第1ドット81同士や第2ドット82同士を離間させる際における、単位層データ75の解像度を構成するドット80の間隔に対する間隔は、2倍以外でもよい。つまり、第1工程と差異工程とを、n=2以外で行ってもよく、例えば、n=3として第1工程と差異工程とを行ってもよい。単位層形成工程は、第1工程と、n−1回行う差異工程とにより、単位層70をn層積層するため、n=3である場合には、差異工程は、第2工程と第3工程との2回の工程を行い、単位層70を3層積層する。
図12は、実施形態に係る立体物造形方法の変形例であり、主走査方向に隣り合う第1ドット同士の間隔を3倍にする際における第1単位層の平面図である。n=3とし、単位層データ75の解像度を構成するドット80の間隔の3倍の間隔でノズルからインク滴を吐出する際には、第1工程では、例えば、図12に示すように、第1単位層71を形成する第1ドット81は、主走査方向(Y方向)については、単位層データ75の解像度を構成するドット80の間隔yの3倍の間隔3yにする。また、副走査方向(X方向)については、第1ドット81は、単位層データ75の解像度を構成するドット80の間隔xと同じ間隔xにする。これにより、第1工程では、第1ドット81同士を主走査方向(Y方向)に離間させた状態で、単位層データ75の解像度を構成するドット80の数の1/3個の第1ドット81を規則的に形成し、第1単位層71を形成する。
図13は、実施形態に係る立体物造形方法の変形例であり、主走査方向に隣り合う第2ドット同士の間隔を3倍にする際における第2単位層の平面図である。第2工程において、第2単位層72を形成する第2ドット82についても同様に、主走査方向(Y方向)における間隔は、単位層データ75の解像度を構成するドット80の間隔yの3倍の間隔3yにし、副走査方向(X方向)における間隔を、単位層データ75の解像度を構成するドット80の間隔xと同じ間隔xにする。これにより、第2工程では、第2ドット82同士を主走査方向(Y方向)に離間させた状態で、単位層データ75の解像度を構成するドット80の数の1/3個の第2ドット82を規則的に形成すると共に、第1単位層71において形成された第1ドット81の間に相当する位置に第2ドット82を形成し、第2単位層72を形成する。
図14は、実施形態に係る立体物造形方法の変形例であり、主走査方向に隣り合う第3ドット同士の間隔を3倍にする際における第3単位層の平面図である。n=3とした場合には、さらに第3工程で第3ドット83(差異ドット)を形成することにより、第3単位層73(差異層)を形成し、積層されている第1単位層71と第2単位層72に対して第3単位層73を積層する。即ち、n=3とした場合には、平坦化ローラユニット50よる平坦化や、紫外線光源44による硬化を行いながら、第1単位層71と第2単位層72と第3単位層73とを積層する。
この第3工程においても、主走査方向(Y方向)における第3ドット83の間隔は、単位層データ75の解像度を構成するドット80の間隔yの3倍の間隔3yにし、副走査方向(X方向)における間隔を、単位層データ75の解像度を構成するドット80の間隔xと同じ間隔xにする。これにより、第3工程では、第3ドット83同士を主走査方向(Y方向)に離間させた状態で、単位層データ75の解像度を構成するドット80の数の1/3個の第3ドット83を規則的に形成すると共に、第1単位層71及び第2単位層72において形成された第1ドット81と第2ドット82との間に相当する位置に第3ドット83を形成し、第3単位層73を形成する。n=3とし、単位層70として第1単位層71と第2単位層72と第3単位層73とを形成する場合でも、第1単位層71で形成された凹みを、第2単位層72と第3単位層73とで埋めることができるため、複数の層を積層することによって立体物5を造形する際における立体物5の凹凸を低減することができる。
また、第1工程と第2工程と第3工程とによって単位層70を形成して積層する際には、各単位層70におけるドット80は、副走査方向(X方向)に離間させてもよい。図15は、実施形態に係る立体物造形方法の変形例であり、n=3において副走査方向に第1ドットの間隔をあける第1単位層の平面図である。図16は、実施形態に係る立体物造形方法の変形例であり、n=3において副走査方向に第2ドットの間隔をあける第2単位層の平面図である。図17は、実施形態に係る立体物造形方法の変形例であり、n=3において副走査方向に第3ドットの間隔をあける第3単位層の平面図である。第1単位層71と第2単位層72と第3単位層73とを積層する際には、図15〜図17に示すように、第1ドット81と第2ドット82と第3ドット83とは、それぞれ副走査方向(X方向)について、単位層データ75の解像度を構成するドット80の間隔xの3倍の間隔3xで、隣り合うドット80同士を離間させてもよい。この場合、主走査方向(Y方向)については、第1ドット81と第2ドット82と第3ドット83とのそれぞれにおいて、隣り合うドット80同士の間隔を、単位層データ75の解像度を構成するドット80の間隔yと同じ間隔yにする。n=3とし、第1単位層71と第2単位層72と第3単位層73とを積層する場合において、それぞれ副走査方向(X方向)において隣り合うドット80同士の間隔を、単位層データ75の解像度を構成するドット80の間隔xの3倍の間隔3xで離間させた場合でも、立体物5を造形する際における立体物5の凹凸を低減することができる。
また、第1工程と第2工程と第3工程とによって単位層70を形成して積層する際には、各単位層70において隣り合うドット80同士を、斜め方向で隣り合うようにしてもよい。図18は、実施形態に係る立体物造形方法の変形例であり、n=3において第1ドット同士が斜め方向で隣り合う位置となる第1単位層の平面図である。図19は、実施形態に係る立体物造形方法の変形例であり、n=3において第2ドット同士が斜め方向で隣り合う位置となる第2単位層の平面図である。図20は、実施形態に係る立体物造形方法の変形例であり、n=3において第3ドット同士が斜め方向で隣り合う位置となる第3単位層の平面図である。第1単位層71と第2単位層72と第3単位層73とを積層する際には、図18〜図20に示すように、第1ドット81と第2ドット82と第3ドット83とは、それぞれの単位層70において、主走査方向(Y方向)と副走査方向(X方向)との位置が異なる斜め方向においてドット80同士が隣り合うように形成してもよい。この場合、副走査方向(X方向)における位置が同じ位置で、主走査方向(Y方向)で離間するドット80同士の間隔は、単位層データ75の解像度を構成するドット80の間隔yの3倍の間隔3yにする。同様に、主走査方向(Y方向)における位置が同じ位置で、副走査方向(X方向)で離間するドット80同士の間隔は、単位層データ75の解像度を構成するドット80の間隔xの3倍の間隔3xにする。n=3とし、第1単位層71と第2単位層72と第3単位層73とを積層する場合において、主走査方向(Y方向)と副走査方向(X方向)との位置が異なる斜め方向においてドット80同士が隣り合うように形成した場合でも、立体物5を造形する際における立体物5の凹凸を低減することができる。
また、上述した実施形態に係る立体物造形方法では、第1工程の後に第1単位層71に対して仮平坦化処理を行い、第1単位層71と第2単位層72とを積層したら本平坦化処理を行っているが、仮平坦化処理は、第1工程の後以外のタイミングで行ってもよい。例えば、差異工程として第2工程と第3工程とを行う場合には、第1工程のみでなく、第2工程の後にも仮平坦化処理を行ってもよい。平坦化ローラユニット50によって行う平坦化処理は、第1工程及び差異工程の少なくとも1つの工程の後に単位層70に対して仮平坦化処理を行い、単位層70をn層積層した後、単位層70に対して仮平坦化処理よりも平坦化度の高い本平坦化処理を行うことにより、立体物5の造形時間の短縮をしつつ、造形精度も向上させることができる。
また、上述した実施形態に係る立体物造形方法、及びその変形例では、n=2またはn=3とし、単位層70は2層または3層を積層しているが、単位層70は、これ以外の数で形成してもよい。即ち、各単位層70では、単位層データ75の解像度を構成するドット80の間隔の2倍、または3倍以外の間隔でインク滴を吐出することにより、解像度を構成するドット80の数の1/2個または1/3個以外のドット80を規則的に形成してもよい。単位層70は、第1工程と差異工程とで形成する1組の単位層70を積層して積層方向に見た場合に、単位層データ75に対応するドット80を形成することができるように、各単位層70でドット80が形成されていれば、積層する1組の単位層70の層数は、2層や3層以外でもよい。
また、上述した実施形態に係る立体物造形方法、及びその変形例では、単位層データ75に基づいて、積層する各単位層70を異なるドットパターンで形成しているが、これ以外の手法によって、積層する単位層70のドット80同士が、単位層70を積層方向に見たときに異なる位置になるようにしてもよい。例えば、積層する各単位層70のドットパターンは同じものにして、インク滴を吐出することによりドット80を形成して単位層70を形成する場合における原点を単位層70ごとに異ならせることにより、積層する単位層70のドット80同士をずらしてもよい。つまり、積層する複数の単位層70のドットパターンは同じものにして、インク滴を吐出する際の原点を、主走査方向、または副走査方向、または主走査方向と副走査方向とにずらした斜め方向にずらし、単位層70のドットパターン全体の位置を、積層する単位層70ごとに異ならせてもよい。積層する単位層70のドット80同士が、単位層70を積層方向に見たときに異なる位置になっていれば、その手法に関わらず、積層された単位層70の凹凸を減らすことができ、立体物5の凹凸を低減することができる。
5 立体物
10 立体物造形装置
12 吐出ユニット(吐出部)
14 主走査駆動部(相対移動部)
16 造形台
18 作業面
20 制御部(制御装置)
22 キャリッジ
24 ガイドレール
44 紫外線光源
50 平坦化ローラユニット
60 3次元データ
70 単位層
71 第1単位層
72 第2単位層(差異層)
73 第3単位層(差異層)
75 単位層データ
76 画素
80 ドット
81 第1ドット
82 第2ドット(差異ドット)
83 第3ドット(差異ドット)
10 立体物造形装置
12 吐出ユニット(吐出部)
14 主走査駆動部(相対移動部)
16 造形台
18 作業面
20 制御部(制御装置)
22 キャリッジ
24 ガイドレール
44 紫外線光源
50 平坦化ローラユニット
60 3次元データ
70 単位層
71 第1単位層
72 第2単位層(差異層)
73 第3単位層(差異層)
75 単位層データ
76 画素
80 ドット
81 第1ドット
82 第2ドット(差異ドット)
83 第3ドット(差異ドット)
Claims (7)
- 液滴を吐出する複数のノズルを有する吐出部が作業面に対して、主走査方向及び副走査方向の少なくとも一方に相対的に移動しながら前記ノズルから液滴を吐出することによって単位層を形成する単位層形成工程を複数回繰り返し、前記単位層を積層することで立体物を造形する立体物造形方法であって、
前記主走査方向及び前記副走査方向の少なくとも一方において、前記立体物の形状を示す3次元データに基づいて前記単位層を形成する際の解像度を構成するドット間隔のn倍の間隔で前記ノズルから液滴を吐出することにより、前記解像度を構成するドットの数の1/n個の第1のドットを規則的に形成して第1の層を形成する第1工程と、
前記第1の層において形成された前記第1のドットの間に相当する位置に、前記解像度を構成するドット間隔のn倍の間隔で前記ノズルから液滴を吐出することにより、前記解像度を構成するドットの数の1/n個の差異ドットを規則的に形成して差異層を形成する差異工程と、
を有し、
前記単位層形成工程は、前記第1工程と、n−1回行う前記差異工程とにより、前記単位層をn層積層することを特徴とする立体物造形方法。 - 前記第1工程及び前記差異工程を連続して行い、前記単位層をn層積層した後、前記単位層に対して平坦化処理を行う請求項1に記載の立体物造形方法。
- 前記第1工程及び前記差異工程の少なくとも1つの工程の後に前記単位層に対して仮平坦化処理を行い、前記単位層をn層積層した後、前記単位層に対して前記仮平坦化処理よりも平坦化度の高い本平坦化処理を行う請求項1または2に記載の立体物造形方法。
- 前記ノズルから吐出する液滴は、所定の条件に応じて硬化する硬化性樹脂であり、
前記仮平坦化処理は、前記硬化性樹脂を半硬化させた状態で行い、
前記本平坦化処理を行った後、前記硬化性樹脂を本硬化させる請求項3に記載の立体物造形方法。 - 前記第1工程及び前記差異工程における、前記複数のノズルからの液滴の吐出デューティが100%である請求項1〜4のいずれか1項に記載の立体物造形方法。
- 前記第1工程において前記第1のドットを形成する位置は、前記主走査方向、前記副走査方向、及び前記主走査方向と前記副走査方向との位置が異なる斜め方向の少なくとも1方向において、他の前記第1のドットと隣り合う位置に形成する請求項1〜5のいずれか1項に記載の立体物造形方法。
- 立体物の形状を示す3次元データに基づいて、単位層を積層することで前記立体物を造形する立体物造形装置であって、
前記立体物を造形するための液滴を吐出する複数のノズルを有し、作業面に対して液滴を吐出する吐出部と、
前記吐出部と前記作業面とを主走査方向及び副走査方向の少なくとも一方に相対的に移動させる相対移動部と、
前記吐出部と前記相体移動部の動作を制御する制御装置と、
を備え、
前記制御装置は、
前記主走査方向及び前記副走査方向の少なくとも一方において、前記3次元データに基づいて前記単位層を形成する際の解像度を構成するドット間隔のn倍の間隔で前記ノズルから液滴を吐出させることにより、前記解像度を構成するドットの数の1/n個の第1のドットを規則的に形成して第1の層を形成し、
前記第1の層において形成された前記第1のドットの間に相当する位置に、前記解像度を構成するドット間隔のn倍の間隔で前記ノズルから液滴を吐出させることにより、前記解像度を構成するドットの数の1/n個の差異ドットを規則的に形成して差異層を形成すると共に、前記差異層をn−1層形成することにより、前記単位層をn層積層することを特徴とする立体物造形装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017006172A JP2018114657A (ja) | 2017-01-17 | 2017-01-17 | 立体物造形方法及び立体物造形装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017006172A JP2018114657A (ja) | 2017-01-17 | 2017-01-17 | 立体物造形方法及び立体物造形装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2018114657A true JP2018114657A (ja) | 2018-07-26 |
Family
ID=62984575
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017006172A Pending JP2018114657A (ja) | 2017-01-17 | 2017-01-17 | 立体物造形方法及び立体物造形装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2018114657A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20220163065A (ko) * | 2021-06-02 | 2022-12-09 | 삼영기계 (주) | 분사식 3d 프린팅 시스템 제어방법 |
| WO2023166669A1 (ja) | 2022-03-03 | 2023-09-07 | 株式会社Fuji | 造形方法及び造形装置 |
-
2017
- 2017-01-17 JP JP2017006172A patent/JP2018114657A/ja active Pending
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20220163065A (ko) * | 2021-06-02 | 2022-12-09 | 삼영기계 (주) | 분사식 3d 프린팅 시스템 제어방법 |
| KR102522030B1 (ko) * | 2021-06-02 | 2023-04-17 | 삼영기계(주) | 분사식 3d 프린팅 시스템 제어방법 |
| WO2023166669A1 (ja) | 2022-03-03 | 2023-09-07 | 株式会社Fuji | 造形方法及び造形装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6590473B2 (ja) | 立体物造形装置及び立体物造形方法 | |
| JP6532286B2 (ja) | 立体物造形装置及び立体物造形方法 | |
| JP6396723B2 (ja) | 液滴吐出装置及び液滴吐出方法 | |
| JP6472308B2 (ja) | 立体物造形方法及び3次元プリンタ | |
| JP6434727B2 (ja) | 立体物造形方法及び立体物造形装置 | |
| JP6426022B2 (ja) | 液体吐出装置及び液体吐出方法 | |
| JP6651584B2 (ja) | 造形装置及び造形方法 | |
| JP2016064539A (ja) | 立体物造形装置及び立体物造形方法 | |
| JP6550280B2 (ja) | 造形装置及び造形方法 | |
| JP2018012278A (ja) | 立体物造形方法及び立体物造形装置 | |
| JP6861053B2 (ja) | 造形装置及び造形方法 | |
| US10391754B2 (en) | Forming apparatus and forming method | |
| JP2018043408A (ja) | 造形装置及び造形方法 | |
| JP6786310B2 (ja) | 造形装置及び造形方法 | |
| JP2017071211A (ja) | 造形装置及び造形方法 | |
| JP5730255B2 (ja) | 紫外線照射装置及びインク硬化制御装置 | |
| JP2018114657A (ja) | 立体物造形方法及び立体物造形装置 | |
| JP2013119244A (ja) | デジタル制御式uvインクジェットで立体パターンを印刷する方法 | |
| WO2017002926A1 (ja) | 造形装置及び造形方法 | |
| JP6550281B2 (ja) | 造形装置及び造形方法 | |
| JP2016037007A (ja) | 3次元プリンタ、及び、3次元造形物製造方法 | |
| US12064954B2 (en) | 3-D inkjet printing method with layer warpage control and ink set | |
| JP2016030435A (ja) | 物体造形装置 | |
| JP2020131626A (ja) | 造形装置及び造形方法 | |
| JP2018114656A (ja) | 立体物造形方法及び立体物造形装置 |