JP2019010697A - スリット形成用のカット刃及び当該カット刃を用いてスリットが形成された医療用ゴム製弁 - Google Patents
スリット形成用のカット刃及び当該カット刃を用いてスリットが形成された医療用ゴム製弁 Download PDFInfo
- Publication number
- JP2019010697A JP2019010697A JP2017127823A JP2017127823A JP2019010697A JP 2019010697 A JP2019010697 A JP 2019010697A JP 2017127823 A JP2017127823 A JP 2017127823A JP 2017127823 A JP2017127823 A JP 2017127823A JP 2019010697 A JP2019010697 A JP 2019010697A
- Authority
- JP
- Japan
- Prior art keywords
- blade
- slit
- cutting blade
- cutting
- rubber valve
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Landscapes
- Nonmetal Cutting Devices (AREA)
- Infusion, Injection, And Reservoir Apparatuses (AREA)
Abstract
Description
このため、スリットの長さcを長くするためには、カット刃10の刃径(半径)aを大きくすればよいのであるが、カット刃10の刃径(半径)aを大きくすると、カット刃10が筒体部3の穴4と干渉し、穴4が損傷する虞がある。
この発明は、また、耐久性に優れたスリット形成用のカット刃を提供することを他の目的とする。
第1の発明は、ゴム製の弁の天面部に三叉のスリットを形成するためのカット刃であって、前記カット刃は、軸芯に対して3等配の角度位置に設けられた3つのカット刃を含み、各カット刃は、その刃径(半径)aが、0.9mm≦a≦1.1mmで、かつ、先端部の角度が15〜25°であり、カット刃同士で形成される刃先の角度が80〜180°であることを特徴とするスリット形成用のカット刃である。
第3の発明は、第1または第2の発明に係るカット刃を用いてスリットが形成された医療用ゴム製弁であって、形成された三叉スリットの一辺の長さcとスリット形成に用いられた前記カット刃の刃径(半径)aとの関係が、0.6≦c/a≦0.9であることを特徴とする医療用ゴム製弁である。
よって、この発明のカット刃を用いてスリットが形成された医療用ゴム製弁は、性能や使用勝手の良いゴム製弁となる。
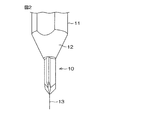
図2は、この発明の一実施形態に係る三叉状のカット刃10を示す斜視図である。カット刃10は、ボディ軸11の先端が縮径するテーパ12に加工され、テーパ12の先端から軸芯13方向に直線状に突出している。カット刃10は、ボディ軸11との一体成形品である。カット刃10は、図3(B)の正面図に示すように。軸芯13の回りに、120°の角度をあけて三叉状に3等配された3つのカット刃10a、10b及び10cを含んでいる。各カット刃10a、10b、10cは、相互に等しい形態であり、図3(B)に示すように、刃径(半径)はa、図3(A)に示すように、刃先端部角度はe、各カット刃とカット刃とのなす刃先角度はdとされている。
(1) 刃先角度dを、d=80〜180°と相対的に広角にしたこと
(2) 刃先端部角度eを、e=18〜24°と相対的に鋭角にしたこと
(3) 刃の材質を超硬合金、超微粒子超硬合金、超々微粒子超硬合金等とし、刃を相対的に硬くしたこと
である。
そして、上記の構成の三叉状カット刃にしたことにより、ゴム製の弁に三叉のスリットを形成するに際し、相対的に長さの長いスリットを形成することができ、かつ、耐久性も向上したものとなった。
実施例1として、ハイス鋼で、カッター刃径(半径)aがa=1.0mm、刃先角度dがd=90°、刃先端部角度eがe=22°の三叉状カット刃を作った。
実施例2として、ハイス鋼で、カッター刃径(半径)aがa=1.0mm、刃先角度dがd=90°、刃先端部角度eがe=18°の三叉状カット刃を作った。
実施例3として、超微粒子超硬合金で、カッター刃(径半)aがa=1.0mm、刃先角度dがd=90°、刃先端部角度eがe=24°の三叉状カット刃を作った。
実施例5として、超微粒子超硬合金で、カッター刃径(半径)aがa=1.0mm、刃先角度dがd=160°、刃先端部角度eがe=22°の三叉状カット刃を作った。
実施例6として、超微粒子超硬合金で、カッター刃径(半径)aがa=1.0mm、刃先角度dがd=160°、刃先端部角度eがe=18°の三叉状カット刃を作った。
また、実施例と比較する比較例の三叉状カット刃は、すべて、ハイス鋼で作成した。
比較例2は、カッター刃径(半径)aがa=1.0mm、刃先角度dがd=200°、刃先端部角度eがe=24°とした。
比較例3は、カッター刃径(半径)aがa=1.0mm、刃先角度dがd=90°、刃先端部角度eがe=26°とした。
比較例5は、カッター刃径(半径)aがa=0.8mm、刃先角度dがd=90°、刃先端部角度eがe=24°とした。
比較例6は、カッター刃径(半径)aがa=1.2mm、刃先角度dがd=90°、刃先端部角度eがe=24°とした。
(1)実施例1〜6及び比較例1〜6の各カット刃で、図1に示すゴム製弁1の弁体部2に、天面5から中央部を貫通させるようにスリットを形成した。
そして、形成されたスリットの長さをマイクロスコープ(株式会社キーエンス製 型式:VHX−900、測定倍率:100倍)にて測定した。
測定値は、ゴム製弁10個を測定した際の平均値を記載した。
なお、スリットを見やすくするために、スリットにインクを染み込ませてから測定を行った。
(2)カット初期(スリット形成初期)のスリットの長さ(c)に対して、25万カット後のスリットの長さ(c ’)との比率(c/c’ )を算出し、c/c’ が0.95以上が耐久性◎、0.90〜0.95が耐久性○、0.90未満を耐久性Δと判定した。
(3)カット刃の干渉によって、ゴム製弁の穴部が損傷したサンプルが見つかった場合、外観検査をΔと判定した。
実施例1〜6及び比較例1〜6の構成とその評価結果を下記表1に示す。

そして、この発明の実施例1〜6に係るカット刃を用いてスリットが形成された医療用ゴム製弁は、同じカッターの刃径(半径)aに対して、スリットの長さcをより長くすることができた。具体的には、0.6≦c/a≦0.9とすることができた。
2 弁体部
3 筒体部
4 穴
5 天面
6 受け板
10 カット刃
11 ボディ軸
13 軸芯
Claims (3)
- ゴム製の弁の天面部に三叉のスリットを形成するためのカット刃であって、
前記カット刃は、軸芯に対して3等配の角度位置に設けられた3つのカット刃を含み、
各カット刃は、その刃径(半径)aが、0.9mm≦a≦1.1mmで、かつ、先端部の角度が15〜25°であり、カット刃同士で形成される刃先の角度が80〜180°であることを特徴とする、スリット形成用のカット刃。 - 前記カット刃は、刃の材質がコバルトを6〜14%含有する超硬合金、超微粒子超硬合金または超々微粒子超硬合金のいずれかであることを特徴とする、請求項1に記載のスリット形成用のカット刃。
- 請求項1または2に記載のカット刃を用いてスリットが形成された医療用ゴム製弁であって、
形成された三叉スリットの一辺の長さcとスリット形成に用いられた前記カット刃の刃径(半径)aとの関係が、0.6≦c/a≦0.9であることを特徴とする、医療用ゴム製弁。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017127823A JP6905668B2 (ja) | 2017-06-29 | 2017-06-29 | スリット形成用のカット刃及び当該カット刃を用いたスリット付医療用ゴム製弁の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017127823A JP6905668B2 (ja) | 2017-06-29 | 2017-06-29 | スリット形成用のカット刃及び当該カット刃を用いたスリット付医療用ゴム製弁の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019010697A true JP2019010697A (ja) | 2019-01-24 |
| JP6905668B2 JP6905668B2 (ja) | 2021-07-21 |
Family
ID=65227223
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017127823A Expired - Fee Related JP6905668B2 (ja) | 2017-06-29 | 2017-06-29 | スリット形成用のカット刃及び当該カット刃を用いたスリット付医療用ゴム製弁の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6905668B2 (ja) |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63100045U (ja) * | 1986-12-19 | 1988-06-29 | ||
| JPH01139077A (ja) * | 1987-09-21 | 1989-05-31 | Cordis Corp | 医療器具バルブ |
| JPH0187746U (ja) * | 1987-12-02 | 1989-06-09 | ||
| JPH0413156U (ja) * | 1990-05-26 | 1992-02-03 | ||
| JPH10179757A (ja) * | 1996-12-26 | 1998-07-07 | Sumitomo Bakelite Co Ltd | カテーテルイントロデューサー用止血弁 |
| JP2002263197A (ja) * | 2001-03-12 | 2002-09-17 | Medikit Kk | 留置用カテーテル |
| JP2004291137A (ja) * | 2003-03-26 | 2004-10-21 | Kyocera Corp | 切断刃 |
| JP2015077327A (ja) * | 2013-10-18 | 2015-04-23 | 信越ポリマー株式会社 | ニードルレスコネクタ用弁部材及びニードルレスコネクタ |
-
2017
- 2017-06-29 JP JP2017127823A patent/JP6905668B2/ja not_active Expired - Fee Related
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63100045U (ja) * | 1986-12-19 | 1988-06-29 | ||
| JPH01139077A (ja) * | 1987-09-21 | 1989-05-31 | Cordis Corp | 医療器具バルブ |
| JPH0187746U (ja) * | 1987-12-02 | 1989-06-09 | ||
| JPH0413156U (ja) * | 1990-05-26 | 1992-02-03 | ||
| JPH10179757A (ja) * | 1996-12-26 | 1998-07-07 | Sumitomo Bakelite Co Ltd | カテーテルイントロデューサー用止血弁 |
| JP2002263197A (ja) * | 2001-03-12 | 2002-09-17 | Medikit Kk | 留置用カテーテル |
| JP2004291137A (ja) * | 2003-03-26 | 2004-10-21 | Kyocera Corp | 切断刃 |
| JP2015077327A (ja) * | 2013-10-18 | 2015-04-23 | 信越ポリマー株式会社 | ニードルレスコネクタ用弁部材及びニードルレスコネクタ |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6905668B2 (ja) | 2021-07-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN105473262B (zh) | 钻头 | |
| CN111936080B (zh) | 牙科用锉 | |
| JP2016074061A (ja) | ラジアスエンドミル | |
| CN104755210A (zh) | 小直径钻头 | |
| WO2016017500A1 (ja) | ドリルおよびそれを用いた切削加工物の製造方法 | |
| JP2017124475A (ja) | ドリル | |
| CN108513549A (zh) | 切削工具及其制造方法 | |
| CN103962929A (zh) | 一种基于硬质合金的刀具刃口钝化方法 | |
| CN203356678U (zh) | 具有主切削刃分段、刃口高度不对称的麻花钻 | |
| CN202779974U (zh) | 一种硬质合金倒角铣刀 | |
| US20210177543A1 (en) | Dental file | |
| JP2019010697A (ja) | スリット形成用のカット刃及び当該カット刃を用いてスリットが形成された医療用ゴム製弁 | |
| CN204353552U (zh) | 抛光四齿钨钢铣刀 | |
| JP2017113361A (ja) | 歯科用根管切削具 | |
| JP2016032863A (ja) | 回転切削工具および被加工物の製造方法 | |
| CN208319340U (zh) | 一种平头钨钢高速车针 | |
| CN203004871U (zh) | 多刀片铅笔刀 | |
| JP5126205B2 (ja) | ボールエンドミル | |
| CN205551499U (zh) | 圆弧孔内去毛刺专用成型刀 | |
| JP2015009285A (ja) | エンドミル | |
| KR101628220B1 (ko) | 비대칭 드릴 | |
| CN202684219U (zh) | 数控铣床加工快速成型样件专用弧形铲刀 | |
| CN100496909C (zh) | 打孔刀 | |
| CN207414505U (zh) | 一种顶针位去除毛刺的刀具 | |
| CN204353553U (zh) | 四齿钨钢铣刀 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200420 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210304 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210325 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210511 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210527 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210609 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6905668 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |