以下に、ドライバー型ゴルフクラブの文脈において、ゴルフクラブヘッドの実施形態を説明するが、記載された原理、方法、及び設計は、全体的又は部分的に、フェアウェイウッド、(ハイブリッドクラブとしても既知の)ユーティリティクラブ等に適用可能である。
少なくとも部分的に複合材料で構成される1つ以上の構成要素を含むゴルフクラブは、ゴルファーに有益な特性を提供することができる。例えば、2つ以上の材料(例えば、金属材料及び複合材料)で構成されるゴルフクラブヘッドは、ゴルファーに有益な特性(例えば、重量特性、音特性、サイズ特性、及び重心特性)を提供することができる。場合によっては、複合クラブヘッドは、金属本体と、複合材料を含む1つ又は2つ以上のインサートと、を含み得る。例えば、複合材料インサートは、クラブヘッドのクラウンの一部を画定してもよく、かつ/又は、複合材料は、クラブヘッドのソールの一部を画定してもよい。複合インサートは、複合材料の軽量及び高強度特性により、クラブヘッドの機械的特性(例えば、強度及び衝撃性能特質)を犠牲にすることなく、所定のクラブヘッド形状の重量を軽くするために役立ち得る。
いくつかの例では、ゴルフクラブヘッドがゴルフボールを打つ際に生じる音は、ゴルフクラブの消費者の精神的特性における因子であり得る。例えば、消費者は、心地よく聞こえる音を特定のゴルフクラブブランド又はゴルフクラブラインとポジティブに関連付け得る。また、消費者は、不快に聞こえる(又はあまり心地よく聞こえない)音を特定のゴルフクラブブランド又はゴルフクラブラインとネガティブに関連付け得る。このポジティブ又はネガティブな関連付けは、特定のゴルフクラブ又はゴルフクラブヘッドを購入する(か、又は購入しない)ための消費者の決定に影響を及ぼし得る。いくつかの実施形態では、ゴルフクラブヘッドの可聴特性は、クラブヘッドを構成するために利用される複合層に金属繊維を組み込むことによって、所望の音を提供することにより適合させることができる。いくつかの実施形態では、金属繊維は、金属材料から製造された繊維であり得る。いくつかの実施形態では、金属繊維は、金属材料によりコーティングされた非金属材料コアを含んでもよい。いくつかの実施形態では、金属繊維は、金属材料によりコーティングされた金属材料コアを含んでもよい。
繊維の(複数種の)金属材料は、複合層の減衰特性に影響を及ぼし得るため、ゴルフクラブヘッドがゴルフボールを打つ際に生じる音に影響を及ぼし得る。金属コーティングを含む実施形態では、金属コーティングは、電気メッキ金属コーティングでもよい。いくつかの実施形態では、金属繊維は、ゴルフクラブヘッドの音響に影響を及ぼすために、ゴルフクラブヘッド用のクラウンインサートに組み込まれ得る。いくつかの実施形態では、金属繊維は、ゴルフクラブヘッドの音響に影響を及ぼすために、ゴルフクラブヘッド用のソールインサートに組み込まれ得る。
構造特性(例えば、重量特性、音特性、サイズ特性、及び重心特性)に加えて、ゴルフクラブにおける視覚的特徴の構成が関心事であり得る。ゴルフクラブの視覚的特徴(例えば、位置合わせ機構、ロゴ、ブランド名、製品名、及び美的パターン)は、消費者の注目を集め、ブランド認知を容易にするための重要なツールであり得る。消費者の注目がゴルフクラブの視覚的特徴に引き寄せられ得るため、これらの特徴の美的アピール及び詳細は、ゴルフクラブ又はゴルフクラブの構成要素を購入する(又は購入しない)ための消費者の決定に影響を及ぼす役割を果たし得る。更に、経時的に色あせたり又は劣化したりしない視覚的特徴を提供することが所望され得る。特に、経時的に色あせたり又は劣化したりしないゴルフクラブ用の位置合せ機構(例えば、クラブヘッドをゴルフボールと視覚的に位置合わせすることによりゴルファーを支援する位置合せ機構)を提供することが所望され得る。色あせ又は劣化した位置合せ機構は、ゴルフボールに対してクラブヘッド及び/又はゴルファー自身を正確に位置合わせするためのゴルファーの能力に影響を及ぼし得、同位置合せは、ゴルファーのパフォーマンスに影響を及ぼし得る。
いくつかの実施形態では、繊維の色と異なる色を有する材料を有する複合層を表わす着色コーティング繊維は、ゴルフクラブにおいて見た目に魅力的な視覚的特徴を構成するために利用され得る。このような実施形態では、繊維複合層/プライの性質のために、繊維上の着色コーティングは、複合材のマトリクス材料によるダメージから保護されることとなる。いくつかの実施形態では、繊維上の着色コーティングは、金属材料であり得る。このような実施形態では、金属着色コーティングは、ゴルフクラブについての、見た目に魅力的な視覚的特徴を提供すること並びに所望の音響特性を提供することの二重の目的を果たし得る。
いくつかの実施形態では、着色コーティング繊維は、上述された利益のうちの1つ以上を提供するために、ゴルフクラブヘッド用のクラウンインサートに組み込まれ得る。いくつかの実施形態では、着色コーティング繊維は、上述された利益のうちの1つ以上を提供するために、ゴルフクラブヘッド用のソールインサートに組み込まれ得る。いくつかの実施形態では、着色コーティング繊維は、上述された利益のうちの1つ以上を提供するために、ゴルフクラブシャフトに組み込まれ得る。いくつかの実施形態では、着色コーティング繊維は、上述された利益のうちの1つ以上を提供するために、ゴルフクラブヘッド用のフェースインサートに組み込まれ得る。
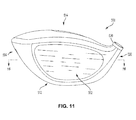
いくつかの実施形態によるゴルフクラブヘッド10を、図1〜図8に示す。ゴルフクラブヘッド10は、本体11と、本体11に連結されたフェース部分42とを含む。更に、ゴルフクラブヘッド10は、トウ領域14及びトウ領域14の反対側のヒール領域16を画定する。ゴルフクラブヘッド10の本体11は、前方領域12と、前方領域12の反対側の後方領域18とを含む。フェース部分42は、本体11の前方領域12において、本体11に連結されている。いくつかの実施形態では、フェース部分42は、フェースインサート(例えば、フェースインサート4510)を含んでもよい。ゴルフクラブヘッド10の本体11は、付加的に、ゴルフクラブヘッド10の底部を画定するソール部分17と、ソール部分17の反対側であり、ゴルフクラブヘッド10の上部を画定するクラウン部分19とを含む。また、ゴルフクラブヘッド10の本体11は、ゴルフクラブヘッド10の本体11がクラウン部分19とソール部分17との間を移行する移行領域を画定するスカート部分21を含む。したがって、スカート部分21は、クラウン部分19とソール部分17との間に位置する。
ゴルフクラブヘッド10はまた、ゴルフクラブヘッド10のヒール領域16から延在するホーゼル20も含む。図9に示されたように、ゴルフクラブ100のシャフト102は、ホーゼル20に直接取り付けられてもよく、あるいは、ホーゼル20に、例えば、ホーゼル20と連結された飛行制御技術(FCT)構成要素(例えば、調節可能なライ/ロフトアセンブリであり得るホーゼルインサート22)を介して間接的に取り付けられてもよい(例えば、図2参照)。ゴルフクラブ100はまた、シャフト102の遠位端又は自由端の周囲に嵌め込まれたグリップ104も含む。ゴルフクラブ100のグリップ104は、ゴルフスイング中にユーザによるゴルフクラブ100の取扱いを容易にするために役立つ。ゴルフクラブヘッド10は、ホーゼル軸91を含み、ホーゼル軸91は、シャフト102と同軸であり、ホーゼル20の中心軸を画定する。
いくつかの実施形態では、例えば、図1〜図8に示されるように、ゴルフクラブヘッド10の本体11は、本体11の1つ以上のインサートが連結されたフレーム24を含む。例えば、本体11のクラウン部分19は、フレーム24のトウ側に連結されたクラウンインサート26を含む。同様に、本体11のソール部分17は、フレーム24の底部側に連結されたソールインサート28を含む。いくつかの実施形態では、ゴルフクラブヘッド10は、2つ以上のクラウンインサート26及び/又は2つ以上のソールインサート28を含んでもよい。いくつかの実施形態では、(複数の)クラウンインサート26及び/又は(複数の)ソールインサート28は、本明細書で検討されたような層構造(例えば、層構造2200及び2300)を含んでもよい。
ゴルフクラブヘッド10のいくつかの例では、本体11は、インサートを含まなくてもよい(例えば、本体11は、1ピースモノリシック構造を形成する)が、ゴルフクラブヘッド10の特定の例によれば、本体11は、フレーム24にしっかり固定された1つ以上のインサートを含む。例えば、本体11のフレーム24は、ソールインサート28の全部若しくは一部を受容するようなサイズでありかつ受容するように構成されているソール開口60及び/又はクラウンインサート26の全部若しくは一部を受容するようなサイズでありかつ受容するように構成されているクラウン開口62のうちの少なくとも1つを有し得る。より具体的には、ソール開口60は、ソールインサート28の全部又は一部を受容してもよく、かつ、ソールインサート28をしっかり固定してもよい。ソールインサート28は、(以下に記載するような)後部ウェイトトラック30が接合されていてもよい。同様に、クラウン開口62は、クラウンインサート26の全部又は一部を受容してもよく、かつ、クラウンインサート26をしっかり固定してもよい。ソール開口及びクラウン開口60、62はそれぞれ、ソールインサート28及びクラウンインサート26を据えるための周縁部又は凹部を有するように形成され、ソールインサート及びクラウンインサート28、26は、円滑でシームレスな外側表面を提供するようにフレーム24と同一平面上であるか、あるいは、わずかに窪んだ外側表面若しくはわずかに飛び出した外側表面かのいずれか一方である。本明細書で使用するとき、「同一平面上の」という用語は、表面プロファイルにおいて、2つの表面間に+/−0.15mm超の高さ変化なしに、同じ表面プロファイルに従う縁を有する2つの表面を指す。高さ変化を判定する目的で、第1の表面の縁は、高さゼロを有すると考え、第2の表面の高さは、第1の表面に対して測定される。第1及び第2の表面の高さは、これらの表面の縁における表面プロファイルに直交して測定される。例えば、クラウンインサート26とフレーム24との間の中間面における同一平面は、フレーム24及びクラウンインサート26の材料層及び/又は塗装層として見た目に魅力的にはなり得ない接着剤の位置を隠すのに役立ち得る。わずかに窪んだ外側表面又はわずかに飛び出した外側表面を画定するソールインサート又はクラウンインサートは、フレーム24に対して+/−0.15mm超の高さ変化を有することとなる。
いくつかの実施形態では、フレーム24は、ゴルフクラブヘッド10のフェース部分42を受容し、しっかり固定するために、本体11の前方領域12において、フェース開口を有し得る。フェース部分42は、フレーム24のフェース開口に、溶接、ブレイジング、ハンダ付け、ねじ止め、又は他の連結手段によりしっかり固定され得る。フェース部分42は、様々な材料、例えば、金属、金属合金、繊維強化ポリマー等のいずれかで製造され得る。いくつかの実装では、フェース部分は一体的に形成されてもよい。
本体11のフレーム24は、多様な異なる種類の材料で製造されてもよい。一例によれば、フレーム24は、金属材料、例えば、チタン又はチタン合金(6−4チタン、3−2.5、6−4、SP700、15−3−3−3、10−2−3又は他のアルファ/ニアアルファ、アルファ−ベータ、及びベータ/ニアベータチタン合金が挙げられるが、これらに限定されない)、アルミニウム及びアルミニウム合金(3000シリーズ合金、5000シリーズ合金、6000シリーズ合金、例えば、6061−T6、及び7000シリーズ合金、例えば、7075が挙げられるが、これらに限定されない)等で製造されてもよい。フレーム24は、従来の鋳造、金属プレス加工、又は他の公知の製造プロセスにより形成されてもよい。特定の例では、フレーム24は、非金属材料で製造されてもよい。大略的に、フレーム24は、フェース部分42によるゴルフボールのインパクトにより生じる高応力の領域において、ゴルフクラブヘッド10を強化するためのゴルフクラブヘッド10の枠又は骨格を提供する。このような領域は、ゴルフクラブヘッド10が本体11のフェース部分42からクラウン部分19、ソール部分17、及びスカート部分21に移行する移行領域を含む。
いくつかの実施形態では、ソールインサート28及び/又はクラウンインサート26は、ポリマー又は繊維強化ポリマー(例えば、複合材料)で製造されてもよい。ポリマーは、様々なポリマー、例えば、熱可塑性又は熱硬化性材料のいずれかであり得る。繊維強化ポリマー又は複合材料の繊維は、様々な繊維、例えば、炭素繊維又はガラス繊維のいずれかであり得る。ソールインサート28及び/又はクラウンインサート26が製造され得る1つの例示的な材料は、PPS(ポリフェニレンスルフィド)マトリックス又はベース中に長く整列した炭素繊維を有する熱可塑性の連続炭素繊維複合積層材料である。
ソールインサート28及び/又はクラウンインサート26が製造され得る繊維強化ポリマーの市販例は、Lanxess(登録商標)により製造されるTEPEX(登録商標)DYNALITE 207である。TEPEX(登録商標)DYNALITE 207は、高強度で軽量な材料であり、シート状に整列され、繊維を埋め込むためのPPS熱可塑性マトリクス又はポリマー中に連続炭素繊維強化材の複数の層を有する。材料は、54%の繊維体積を有し得るが、他の繊維体積であってもよい。例えば、いくつかの実施形態では、繊維体積は、70%、65%、60%、57%、54%、42%、又はこれらの値の任意の2つを終点として有する任意の範囲内であり得る。一例によれば、材料は、重量が200g/m2である。
ソールインサート28及び/又はクラウンインサート26が製造される繊維強化ポリマーの別の市販例は、TEPEX(登録商標)DYNALITE 208である。この材料もまた、42〜70%の範囲の炭素繊維体積を有する。例えば、いくつかの実施形態では、繊維体積は、70%、65%、60%、57%、45%、42%、又はこれらの値の任意の2つを終点として有する任意の範囲内であり得る。いくつかの実施形態では、炭素繊維は、45%の体積と200g/m2の重量とを有し得る。DYNALITE 208は、ポリフェニレンスルフィド(PPS)マトリクスではなく、TPU(熱可塑性ポリウレタン)マトリクス又はベースを有する点で、DYNALITE 207と異なる。
一例として、TEPEX(登録商標)DYNALITE 207シート(又は他の繊維強化ポリマー材料、例えば、DYNALITE 208)の各シートの繊維は、同じ方向に配向されおり、これらのシートは、互いに異なる方向に配向され、これらのシートは、2ピース(オス/メス)マッチドダイに置かれ、溶融温度を超えて加熱され、ダイが閉じられた際に形成される。このプロセスは、熱成形と呼ばれる場合があり、ソールインサート28及びクラウンインサート26を成形するために特によく適している。クラウンインサート26及びソールインサート28が、熱成形プロセスにより(いくつかの実装において別々に)成形された後に、それぞれ冷却され、マッチドダイから取り出される。いくつかの実装では、クラウンインサート26及び/又はソールインサート28は、均一な厚さを有してもよく、これにより、熱成形プロセスの使用を容易にし、製造を容易にする。ただし、他の実装では、クラウンインサート26及び/又はソールインサート28は、各インサートの耐久性、音響特性、又は他の特性を向上させるために、インサートの選択位置領域を強化するための可変厚さを、例えば、選択領域に更なるプライを加えることにより有してもよい。
図2に示されたように、クラウンインサート26及びソールインサート28はそれぞれ、ゴルフクラブヘッド10のクラウン部分19及びソール部分17の所望の形状及び曲率に概ね対応する、複雑な三次元形状及び曲率を有し得る。様々な種類のクラブヘッド、例えば、ドライバー型クラブヘッド、フェアウェイウッド型クラブヘッド、アイアン型クラブヘッド、又はパター型クラブヘッドは、本明細書で記載された1つ以上の原理、方法、及び材料を使用して製造されてもよいことが理解されるであろう。
代替的な実施形態では、ソールインサート28及び/又はクラウンインサート26は、熱成形以外のプロセス、例えば、射出成形又は熱硬化により製造され得る。熱硬化性プロセスでは、ソールインサート28及び/又はクラウンインサート26は、加熱されたときに活性化する、樹脂及び硬膜剤処方で予備含浸される、織布又は一方向性の複合繊維布(例えば、炭素繊維複合布)の「プリプレグ」プライで製造され得る。プリプレグプライは、熱硬化性プロセスに好適な成形型、例えば、気泡型又は圧縮型に置かれ、異なる方向に配向された炭素繊維又は他の繊維と共にスタック/配向される。プライは、化学反応を活性化させ、ソールインサート28及び/又はクラウンインサート26を形成するように加熱される。各インサートは冷却され、その各成形型から取り出される。いくつかの実施形態では、ソールインサート28及び/又はクラウンインサート26は、熱成形又は熱硬化性プロセスと射出成形プロセスとを含むハイブリッドプロセスにより製造されてもよい。
熱硬化製造プロセスにより製造されるソールインサート28及び/又はクラウンインサート26用の炭素繊維強化材料は、Grafil,Inc.(Sacramento,California)から入手可能な「34−700」繊維として知られる炭素繊維であってもよく、この炭素繊維は、234Gpa(34Msi)の引張り弾性率と、4500Mpa(650Ksi)の引張り強度を有する。また、Grafil,Inc.から入手可能な別の好適な繊維は、「TR50S」繊維として知られる炭素繊維である。この炭素繊維は、240Gpa(35Msi)の引張り弾性率と、4900Mpa(710Ksi)の引張り強度を有する。熱硬化性クラウン及びソールインサートを形成するために使用されるプリプレグプライ用の例示的なエポキシ樹脂としては、Newport 301及び350が挙げられ、Newport Adhesives & Composites,Inc.(Irvine,California)から入手可能である。
一例では、プリプレグシートは、約20g/m2〜約200g/m2、好ましくは、約70g/m2の目付を有し、エポキシ樹脂(例えば、Newport301)で含浸され、約40%の樹脂含量(R/C)をもたらす、34−700繊維の準等方性繊維強化材を有する。引用上の便宜のために、プリプレグシートの主な組成は、70FAW34−700などの繊維目付、繊維の種類を特定することによる省略形態で特定され得る。この省略形態は、例えば、70FAW34−700/301、R/C 40%など、樹脂系及び樹脂含量を更に特定し得る。
前述を踏まえて、本開示のゴルフクラブヘッド10の本体11は、繊維強化ポリマーで少なくとも部分的に製造されたクラウン部分19、繊維強化ポリマーで少なくとも部分的に製造されたソール部分17、又は金属若しくは金属合金で全体が製造されたクラウン部分19及びソール部分17のうちの少なくとも1つを有する。例えば、特定の実施形態では、ゴルフクラブヘッド10の本体11は、繊維強化ポリマーで少なくとも部分的に製造されたクラウン部分19及びソール部分17の両方を有し、他の実施形態では、ゴルフクラブヘッド10の本体11は、繊維強化ポリマーで少なくとも部分的に製造されたクラウン部分19及び金属若しくは金属合金で全体が製造されたソール部分17を有し、更に他の実施形態では、ゴルフクラブヘッド10の本体11は、金属若しくは金属合金で全体が製造されたクラウン部分19及びソール部分17の両方を有する。ただし、以下でより詳細に説明されることとなるように、本開示のゴルフクラブヘッド10のクラウン部分19及びソール部分17の組成の可変性に関わらず、同じ種類のプロファイルのクラウン部分19は、ゴルフクラブヘッド10の特定の性能特性を協同的に促進するために、クラウン部分19及びソール部分17の組成と共に、ゴルフクラブヘッド10の様々な実施形態の中で共通し得る。
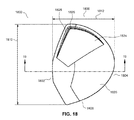
図18及び図19は、いくつかの実施形態によるクラウンインサート1800を図示する。クラウンインサート1800は、ゴルフクラブヘッド10、ゴルフクラブヘッド500、又はゴルフクラブヘッド4500などのゴルフクラブヘッドの構造に利用され得る。クラウンインサート1800は、前方サイド1802、後方サイド1804、ヒールサイド1806、及びトウサイド1808を含む。クラウンインサート1800は、本明細書で検討された層構造を含む複合材料で製造されてもよい。
前方サイド1802から後方サイド1804までの測定されたクラウンインサート1800の深さ1812は、80ミリメートル(mm)〜110mmの範囲であり得る。いくつかの実施形態では、深さ1812は、90mm〜100mmの範囲であり得る。いくつかの実施形態では、深さ1812は、94mm+/−1.0mmであり得る。いくつかの実施形態では、深さ1812は、94.61mmであり得る。ヒールサイド1806からトウサイド1808までの 測定されたクラウンインサート1800の幅1810は、110mm〜140mmの範囲であり得る。いくつかの実施形態では、幅1810は、120mm〜130mmの範囲であり得る。いくつかの実施形態では、幅1810は、123mm+/−1.0mmであり得る。いくつかの実施形態では、幅1810は、123.40mmであり得る。クラウンインサート1800の外側表面1820から内側表面1822までの測定されたクラウンインサート1800の厚さ1814は、0.50mm〜0.70mmの範囲であり得る。いくつかの実施形態では、厚さ1814は、0.58mm+/−0.05mmであり得る。
いくつかの実施形態では、クラウンインサート1800は、外側表面1820に形成された表面要素1824を含んでもよい。いくつかの実施形態では、表面要素1824は、外側表面1820に形成された突出部でもよい。いくつかの実施形態では、表面要素1824は、外側表面1820に形成された凹部でもよい。外側表面1820と交差する壁1826は、表面要素1824の周縁部1828を画定し得る。いくつかの実施形態では、壁1826は、表面要素1824を完全に囲む周縁部1828を画定し得る。いくつかの実施形態では、壁1826は、表面要素1824を部分的に囲む周縁部1828を画定し得る。例えば、壁1826は、表面要素1826の前方部分において周縁部1828を画定することができ、表面要素1824の後方部分は、壁1824により画定されてもよいし、画定されなくてもよい。このような実施形態では、表面要素1824の深さ/高さは、表面要素1824の前方部分から表面要素1824の後方部分に向かって動く場合、ゼロの値に向かって減少し得る。特定の実施形態では、壁1826は、表面要素1824の全周の20%未満、30%未満、40%未満、50%未満、70%未満、80%未満、又は90%未満を画定する周縁部1828を画定し得る。
いくつかの実施形態では、縁部1828の曲率半径は、0.5mm〜1.5mm又は0.5mm〜3.0mm又は0.5mm〜5.0mm又は0.5mm〜15.0mmの範囲であり得る。いくつかの実施形態では、縁部1828の曲率半径は、1.0mmであり得る。凹部1824は、クラウンインサート1800の1つ以上の構造特性(例えば、重量特性、音特性、サイズ特性、及び重心特性)、及び、ひいては、クラウンインサート1800が取付けられるクラブヘッドに適合するようなサイズ及び形状を有し得る。
図20及び図21は、いくつかの実施形態によるソールインサートセット2000を図示する。ソールインサートセット2000は、第1のソールインサート2010及び第2のソールインサート2050を含む。ソールインサート2010及び2050は、ゴルフクラブヘッド、例えば、ゴルフクラブヘッド10、ゴルフクラブヘッド500、又はゴルフクラブヘッド4500の構造に利用され得る。ソールインサート2010及び2050は、本明細書で検討された層構造を含む複合材料で製造されてもよい。
第1のソールインサート2010は、前方サイド2012、後方サイド2014、ヒールサイド2016、及びトウサイド2018を含む。前方サイド2012から後方サイド2014までの測定された第1のソールインサート2010の深さ2020は、50mm〜80mmの範囲であり得る。いくつかの実施形態では、深さ2020は、60mm〜70mmの範囲であり得る。いくつかの実施形態では、深さ2020は、62.5mm+/−1.0mmであり得る。いくつかの実施形態では、深さ2020は、62.8mmであり得る。ヒールサイド2016からトウサイド2018までの測定された第1のソールインサート2010の幅2022は、45mm〜75mmの範囲であり得る。いくつかの実施形態では、幅2022は、55mm〜65mmの範囲であり得る。いくつかの実施形態では、幅2022は、60mm+/−1mmであり得る。いくつかの実施形態では、幅2022は、59.9mmであり得る。第1のソールインサート2010の外側表面2030から内側表面2032までの測定された第1のソールインサート2010の厚さ2024は、0.50mm〜0.70mmの範囲であり得る。いくつかの実施形態では、厚さ2024は、0.58mm+/−0.10mmであり得る。
第1のソールインサート2010と同様に、第2のソールインサート2050は、前方サイド2052、後方サイド2054、ヒールサイド2056、及びトウサイド2058を含む。前方サイド2052から後方サイド2054までの測定された第2のソールインサート2050の深さ2060は、35mm〜65mmの範囲であり得る。いくつかの実施形態では、深さ2060は、45mm〜55mmの範囲であり得る。いくつかの実施形態では、深さ2060は、51.5mm+/−1.0mmであり得る。いくつかの実施形態では、深さ2060は、51.6mmであり得る。ヒールサイド2056からトウサイド2058までの測定された第2のソールインサート2050の幅2062は、25mm〜55mmの範囲であり得る。いくつかの実施形態では、幅2062は、35mm〜45mmの範囲であり得る。いくつかの実施形態では、幅2062は、40mm+/−1.0mmであり得る。いくつかの実施形態では、幅2062は、39.8mmであり得る。第2のソールインサート2050の外側表面2070から内側表面2072までの測定された第2のソールインサート2050の厚さ2064は、0.50mm〜0.70mmの範囲であり得る。いくつかの実施形態では、厚さ2064は、0.58mm+/−0.10mmであり得る。
いくつかの実施形態では、クラウンインサート1800、第1のソールインサート2010、及び/又は第2のソールインサート2050は、マトリクス材料に埋め込まれた金属コーティング繊維を含む、1つ以上の層/プライを含む複合材料から構成され得る。いくつかの実施形態では、クラウンインサート1800、第1のソールインサート2010、及び/又は第2のソールインサート2050は、マトリクス材料に埋め込まれた着色コーティング繊維を含む、1つ以上の層/プライを含む複合材料から構成され得る。いくつかの実施形態では、繊維上の着色コーティングは、金属着色コーティングであり得る。本開示の目的で、「着色/金属コーティング」及び「着色/金属コーティング」という用語は、以下の種類のコーティングである、着色コーティング、金属コーティング、及び着色金属コーティングを含む。
いくつかの実施形態では、繊維は、炭素繊維、ガラス繊維、金属繊維、若しくはポリマー繊維(例えば、Kevlar(登録商標)繊維又はMylar(登録商標)繊維)又はこれらの組み合わせでもよい。ポリマー繊維を含む実施形態では、繊維は、着色コーティングに加えて、又は、着色コーティングの代替として染色されてもよい。金属繊維を含む実施形態では、好適な金属材料としては、鋼、ニッケル、アルミニウム、チタン、タングステン、銅、クロム、亜鉛、金、銀、コバルト、マグネシウム、プラチナ、パラジウム、鉄、スズ、タングステン、又はこれらの材料の1つ以上の合金が挙げられるが、これらに限定されない。着色コーティング繊維を含む実施形態では、着色コーティングは、繊維自体の色とは異なる色であり得る。いくつかの実施形態では、着色/金属コーティング繊維は、マトリクス材料に埋め込まれた一方向性繊維であり得る。いくつかの実施形態では、着色/金属コーティング繊維は、パターン状に織られた繊維であってもよく、マトリクス材料に埋め込まれていてもよい。いくつかの実施形態では、パターン状に織られた着色/金属繊維は、マトリクス材料に埋め込まれていなくてもよく、層構造における他の層に結合し(例えば、接着され)ていてもよい。例えば、パターン状に織られた着色/金属繊維は、クラブヘッドの金属層、複合層、又は他の硬い表面、クラウンインサート、ソールインサート、又はフェースインサートに結合していてもよい。
着色/金属コーティングは、好適なコーティング法を使用して繊維に塗布されてもよい。同方法としては、電気メッキ、物理蒸着(PVD)、化学蒸着(CVD)、及び陽極酸化が挙げられるが、これらに限定されない。金属コーティングを含む実施形態では、コーティングの金属材料は、ニッケル(Ni)、銅(Cu)、クロム(Cr)、亜鉛(Zn)、金(Au)、銀(Ag)、アルミニウム(Al)、コバルト(Co)、マグネシウム(Mg)、プラチナ(Pt)、パラジウム(Pd)、鉄(Fe)、チタン(Ti)、スズ(Sn)、タングステン(W)、及びこれらの材料のうちの1つ以上を含む合金であり得るが、これらに限定されない。
いくつかの実施形態では、本明細書で記載されたクラウンインサート1800、第1のソールインサート2010、第2のソールインサート2050、及び/又はフェースインサート4510は、着色/金属コーティング繊維を有する1つ以上の層/プライを含む層構造から構成され得る。いくつかの実施形態では、層構造は、ゴルフクラブヘッドの外側表面(例えば、ゴルフクラブヘッド10の外側表面90)の少なくとも一部を画定してもよい。このような実施形態では、ゴルフクラブヘッドの外側表面は、ゴルフクラブヘッドの周囲の環境に曝されるゴルフクラブヘッドの最外側表面であり得る。いくつかの実施形態では、層構造は、クラウンインサート1800、第1のソールインサート2010、第2のソールインサート2050、及び/又はフェースインサート4510それぞれの外側表面1820、2030、2070、及び/又は4512を画定してもよい。いくつかの実施形態では、外側表面1820、2030、2070、及び/又は4512は、ゴルフクラブヘッドの外側表面の一部を画定してもよい。
いくつかの実施形態では、クラウンインサート1800、第1のソールインサート2010、第2のソールインサート2050、及び/又はフェースインサート4510の着色/金属コーティング繊維は、インサートの中心からインサートの周縁部まで延在してもよい。いくつかの実施形態では、着色/金属コーティング繊維は、インサートの外側表面積の95%以上、90%以上、85%以上、80%以上、70%以上、60%以上、50%以上、40%以上、30%以上、20%以上、10%以上、又は5%以上において見えてもよい。いくつかの実施形態では、着色/金属コーティング繊維は、インサートの外側表面積の50%以下において見えてもよい。例えば、着色/金属コーティング繊維は、インサートの外側表面積の50%、40%、30%、20%、10%、5%、若しくは1%又はこれらの値の任意の2つを終点として有する範囲内において見えてもよい。いくつかの実施形態では、インサートの着色/金属コーティング繊維は、インサートの外側表面の周縁部において見えてもよい。
いくつかの実施形態では、クラウンインサート1800、第1のソールインサート2010、第2のソールインサート2050、及び/又はフェースインサート4510は、クラブヘッドフレームとインサートとの間の一貫し、均一な結合間隙(ジャンクション)に対するクラウン凹部領域、ソール凹部領域、及びフェース凹部領域内に嵌るように製造され得る。このような実施形態では、インサートとフレームとの間の一貫し、均一な結合間隙は、結合間隙をマスクし又は覆うことにより、結合間隙の不完全性を隠すための塗装層の必要性を最少化し得る。いくつかの実施形態では、インサートは、結合間隙(ジャンクション)の寸法が、全体が参照により組み込まれている。2016年12月6日に出願された米国特許出願第15/370,530号で検討された寸法を満たすように機械加工されてもよい。
いくつかの実施形態では、層構造は、着色/金属コーティング繊維を含む織物複合層を含んでもよい。図22に、いくつかの実施形態による、着色/金属繊維を有する織物複合層2220を含む層構造2200を示す。層構造2200は、複数の一方向性繊維複合プライ2212を含む、不織複合層2210(すなわち、不織複合積層材)を含んでもよい。いくつかの実施形態では、層構造2200は、複数の織物複合層2220及び/又は複数の不織複合層2210を含んでもよい。いくつかの実施形態では、層構造2200は、織物複合層2220を含んでもよい。例えば、いくつかの実施形態では、フェースインサート(例えば、フェースインサート4510)は、織物複合層2220を含まない層構造2200により構成されてもよい。いくつかの実施形態では、不織複合層2210は、細長ストリップの1つ以上の「クラスター」、例えば、図49〜図52に関連して記載されたような細長ストリップ4626のクラスター4624a〜4624gを含んでもよい。細長ストリップのクラスターがフェースインサート4510に関連して記載されているが、細長ストリップの1つ以上のクラスターは、本明細書で記載されたクラウンインサート又はソールインサート用の層構造に組み込まれてもよい。細長ストリップのクラスターは、本明細書で検討されたインサートに対して所望の表面外形及び/又は表面特性を付与するために利用されてもよい。不織複合層2210は、例えば、2つのプライ、3つのプライ、4つのプライ、5つのプライ、6つのプライ、又は7つのプライなどの任意の好適な数の一方向性繊維複合プライ2212を含んでもよい。図24及び以下の表1に、一方向性繊維複合プライ2212についての可能な積層の例を提供する。いくつかの実施形態では、不織複合層2210は、単一の一方向性繊維複合プライ2212でもよい。このような実施形態では、単一のプライ2212は、0.60mm+/−0.05mmの厚さを有してもよい。
いずれにしても、不織複合層2210の一方向性繊維複合プライ2212は、最内側一方向性繊維複合プライ2212i及び最外側一方向性繊維複合プライ2212oを含む。最外側一方向性繊維複合プライ2212oは、不織複合層2210の外側表面2216を画定する。最内側一方向性繊維複合プライ2212iは、不織複合層2210の内側表面2214を画定する。同内側表面2214は、層構造2200の内側表面であり得る。いくつかの実施形態では、スクリム層(例えば、スクリム層2460)は、最内側一方向性繊維複合プライ2212i上に配設されてもよく、層構造2200の内側表面を画定し得る。本明細書で使用するとき、「一方向性繊維複合プライ」という用語は、マトリクス材料の中に埋め込まれた繊維を有するプライ(ここで、繊維はすべて、マトリクス材料内で実質的に同じ方向に配向される)を意味する。
不織複合層2210は、内側表面2214から外側表面2216まで測定された、0.55mm〜1.0mmの範囲(部分範囲を含む)の厚さ2218を有し得る。例えば、厚さ2218は、0.55mm、0.60mm、0.65mm、0.70mm、0.75mm、0.80mm、0.85mm、0.90mm、0.95mm、若しくは1.0mm又はこれらの値の任意の2つを終点として有する範囲であり得る。
いくつかの実施形態では、一方向性繊維複合プライ2212の1つ以上は、着色/金属コーティング繊維を含んでもよい。いくつかの実施形態では、少なくとも最外側一方向性繊維複合プライ2212oは、着色/金属コーティング繊維を含んでもよい。このような実施形態では、少なくとも最外側一方向性繊維複合プライ2212oの着色/金属コーティング繊維は、層構造2200の織物複合層2220の着色/金属コーティング繊維間の任意の視覚的に知覚できる間隙を隠すのに役立ち得る。このような間隙は、色の意図しない変化を導入することにより、織物複合層2220により生じる視覚的要素において、視覚的に不快な不具合を生じさせる場合がある。織物複合層2220の着色/金属コーティング繊維間の視覚的に知覚できる間隙は、比較的急な曲率半径(例えば、5.0mm以下の曲率半径)を有する層構造2200を含む構成要素の領域において最も生じ安い可能性がある。例えば、クラウンインサート1800の凹部1824の縁部1828は、複合織物層2220の着色/金属コーティング繊維間の視覚的に知覚できる間隙が形成されやすい領域を生じ得る。視覚的に知覚できる間隙は、0.50mm超の間隙であり得る。いくつかの実施形態では、最外側一方向性繊維複合プライ2212o及び第2の最外側一方向性繊維複合プレイ2212(すなわち、最外側一方向性繊維複合プライ2212oに直接隣接する繊維複合プライ2212)は、着色/金属コーティング繊維を含んでもよい。いくつかの実施形態では、不織複合層2210におけるすべての一方向性繊維複合プライ2212は、着色/金属コーティング繊維を含んでもよい。
織物複合層2220は、最外側一方向性繊維複合プライ2212o上に配設されてもよい。いくつかの実施形態では、織物複合層2220の内側表面2224は、不織複合層2210の外側表面2216と直接接触していてもよい。いくつかの実施形態では、織物複合層2220の着色/金属コーティング繊維は、マトリクス材料に埋め込まれていてもよい。いくつかの実施形態では、マトリックス材料は、光透過性であってもよい。いくつかの実施形態では、マトリックス材料は無色でもよい。着色コーティング(金属でもよいし又は金属でなくてもよい)を有する繊維を含む実施形態では、着色コーティングの色は、レッド、クリムゾン、マロン、マゼンタ、ピンク、オレンジ、イエロー、ゴールド、シャルトルーズ、グリーン、ブルー、ネイビー、アクア、ティール、セルリアン、インジゴ、バイオレット、パープル、ブラウン、ブラック、グレイ、ホワイト、ベージュ、シルバー、トープ、及びこれらの色の様々な濃淡であり得るが、これらに限定されない。いくつかの実施形態では、繊維コーティングの色は、シルバー金属色、例えば、メタリックレッド、メタリックピンク、メタリックオレンジ、メタリックイエロー、メタリックゴールド、メタリックグリーン、メタリックブルー、メタリックティール、メタリックパープル、メタリックブラウン、メタリックブラック、メタリックグレイ、メタリックホワイト、メタリックシルバー、及びこれらの色の様々な濃淡であり得るが、これらに限定されない。いくつかの実施形態では、着色コーティングは、輝く着色コーティングでもよい。
本明細書で使用するとき、「光透過性」は、400nm〜700nmの波長範囲において、1.0mm厚の材料片を通る70%以上の平均透過率を意味する。いくつかの実施形態では、光透過性材料は、400nm〜700nmの波長範囲において、1.0mm厚の材料片を通る75%以上、80%以上、85%以上、又は90%以上の平均透過率を有し得る。400nm〜700nmの波長範囲における平均透過率は、400nm〜700nmのすべての波長の透過率を測定し、この測定値を平均化することにより算出される。
コーティング又は層の色は、L*a*b*色値又はL*C*h色値を使用するCIELab色空間に関して記載されているが、他の色の説明を使用することもできる。本明細書で使用するとき、L*は明るさと称され、a*及びb*は色度座標と称され、C*は彩度と称され、hは色相と称される。CIELab色空間では、+a*は赤方向、−a*は緑方向、+b*は黄色方向、−b*は青方向である。L*は、完全白色拡散体に対して値100を有する。彩度及び色相は、a*及びb*に関連付けられた極座標であり、彩度(C*)は、a*=b*=0に沿った軸からの距離であり、色相は+a*軸から反時計回りに測定された角度である。
いくつかの実施形態では、黄色は、以下の範囲内のL、a、及びb値を有し得る。L=80〜95、a=−20〜5、及びb=45〜110。いくつかの実施形態では、橙色は、以下の範囲内のL、a、及びb値を有し得る。L=50〜90、a=5〜65、及びb=40〜95。いくつかの実施形態では、赤色は、以下の範囲内のL、a、及びb値を有し得る。L=35〜85、a=25〜80、及びb=50〜55。いくつかの実施形態では、紫色は、以下の範囲内のL、a、及びb値を有し得る。L=15〜80、a=20〜80、及びb=−65〜0。いくつかの実施形態では、青色は、以下の範囲内のL、a、及びb値を有し得る。L=10〜90、a=−55〜55、及びb=−75〜−10。いくつかの実施形態では、緑色は、以下の範囲内のL、a、及びb値を有し得る。L=25〜90、a=−85〜−15、及びb=−15〜85。
織物複合層2220は、織物複合層2220の内側表面2224から外側表面2226まで測定された、0.05mm〜0.15mmの範囲(部分範囲を含む)の厚さ2222を有し得る。例えば、厚さ2222は、0.05mm、0.06mm、0.07mm、0.08mm、0.09mm、0.10mm、0.11mm、0.12mm、0.13mm、0.14mm、若しくは0.15mm又はこれらの値の任意の2つを終点として有する範囲であり得る。
織物複合層2220は、任意の好適な織りパターンに織られた繊維を含み得る。本明細書で使用するとき、「織りパターン」という用語は、互いに重なり合い、(例えば、交互に重なった構成で)互いに織り混ぜられている、異なる方向に配向された2つ以上のセットの繊維又は繊維トウを有する織りパターンを意味する。織りパターンは、パターンにわたって繊維又は繊維トウのセットの規則正しい配置を含む。織りパターンは、かなりの量のランダムに配向された繊維又は繊維トウを含まない。いくつかの実施形態では、織りパターンは、織りパターンにわたって重なり、織り交ぜられた繊維又は繊維トウの一貫したパターンを有してもよい。いくつかの実施形態では、織りパターンは、異なる織りパターン種を有する異なる領域を含んでもよい。例えば、織りパターンの第1の部分は、第1の織りパターン種(例えば、平織り)を有してもよく、織りパターンの第2の部分は、第2の織りパターン種(例えば、綾織り)を有してもよい。
複合層2220に好適な織りパターンとしては、下記パターンが挙げられるが、これらに限定されない。例えば、図27Aに示された1×1平織りパターン2700又は図34に示された1K×3K平織りパターン3400などの平編み織りパターン。例えば、図28に示された2×2綾織りパターン2800又は図32に示された4×4綾織りパターン3200などの綾織りパターン。例えば、図29に示された4ハーネス−サテン織りパターン2900、図30に示された5ハーネス−サテン織りパターン3000、及び図31に示された8ハーネス−サテン織りパターン3100などのサテン織りパターン又はハーネス−サテン織りパターン。例えば、図33に示された3軸バランス織りパターン3300などの3軸織りパターン。例えば、図35に示されたAジャガード織りパターン3500又は図36に示されたDジャガード織りパターン3600などのジャガード織りパターン。例えば、図37に示されたアクアリウム織りパターン3700などのアクアリウム織りパターン。例えば、図38に示されたコンステレーション織りパターン3800などのコンステレーション織りパターン。例えば、図39に示されたギャラクシー織りパターン3900などのギャラクシー織りパターン。例えば、図40に示されたロック織りパターン4000などのロック織りパターン。例えば、図41に示されたアトミック織りパターン4100などのアトミック織りパターン。例えば、図42に示されたハチの巣織りパターン4200などのハチの巣織りパターン。例えば、図43に示されたロズウェル織りパターン4300などのロズウェル織りパターン。例えば、図44に示されたラビリンス織りパターン4400などのラビリンス織りパターン。バスケット織りパターン。ドビー織りパターン。ピケ織りパターン。momie織りパターン。絡み織りパターン。スワイベル織りパターン。二重織りパターン。パイル織りパターン。弛張織りパターン。タペストリー織りパターン。スプレッドトウ織りパターン。うね織りパターン。及びオックスフォード織りパターン。特注の織りパターン、例えば、上記列記されたパターンのうちの2つ以上を含む織りパターンもまた使用されてもよい。いくつかの実施形態では、織物複合層2220は、好適な編みパターンに編まれた繊維を含む編物複合層であってもよい。
いくつかの実施形態では、織物複合層2220又は本明細書で検討された任意の他の織物複合層の織りパターンは、織物複合層を含めたゴルフクラブの構成要素(例えば、クラウンインサート、ソールインサート、又はクラブシャフト)を形成する際に、織物複合層の繊維及び/又は繊維トウ間の分離又は移動を防止する最小織り密度を有してもよい。繊維及び/又は繊維トウ間の不要な分離又は移動により、織物複合層を使用して製造された構成要素に視覚的に不快なスポットがもたらされる場合がある。例えば、織物複合層のための繊維/繊維トウの織りパターンがシート形態にコーティングされた繊維/繊維トウ着色のシートから切断されると、繊維/繊維トウの分離及び/又は移動により、着色織りパターンにおいて、繊維/繊維トウの非着色部分が見えるようになる場合がある。十分に高い織り密度により、織りパターンにおける繊維/繊維トウ間の不要な分離及び/又は移動を防止することができ、これによって、視覚的に不快なスポットの形成を防止するために役立ち得る。
いくつかの実施形態では、織物複合層2220の織りパターンは、織りパターン1平方メートル当たり50〜650グラム(g/m2)の範囲(部分範囲を含む)の最小織り密度(「繊維目付」(FAW)とも呼ばれる)を有してもよい。例えば、織り密度は、1平方メートル当たり50グラム、1平方メートル当たり100グラム、1平方メートル当たり150グラム、1平方メートル当たり200グラム、1平方メートル当たり220グラム、1平方メートル当たり240グラム、1平方メートル当たり250グラム、1平方メートル当たり260グラム、1平方メートル当たり280グラム、1平方メートル当たり300グラム、1平方メートル当たり320グラム、1平方メートル当たり340グラム、1平方メートル当たり350グラム、1平方メートル当たり360グラム、1平方メートル当たり380グラム、1平方メートル当たり400グラム、1平方メートル当たり450グラム、1平方メートル当たり500グラム、1平方メートル当たり550グラム、1平方メートル当たり600グラム、1平方メートル当たり650グラム、又はこれらの値の任意の2つを終点として有する範囲であり得る。いくつかの実施形態では、織り密度は、1平方メートル当たり240グラム以上であり得る。いくつかの実施形態では、織り密度は、1平方メートル当たり650グラム超でもよい。織り密度は、織りパターンの単位面積当たりの織物材料の重量である。なお、所与の材料に関して、単位面積当たりより多くの織物材料が存在することとなるので、より密な織りパターンが、より高い織り密度をもたらすこととなる。
いくつかの実施形態では、織物複合層用の着色/金属コーティング材料は、織りパターンの1平方メートル当たり0.5〜4.0グラムの密度で存在してもよい。いくつかの実施形態では、着色/金属コーティング材料は、織りパターンの1平方メートル当たり1.0〜4.0グラムの密度で存在してもよい。いくつかの実施形態では、着色/金属コーティング材料は、織りパターンの1平方メートル当たり1.0〜3.0グラムの密度で存在してもよい。いくつかの実施形態では、着色/金属コーティング材料は、織りパターンの1平方メートル当たり1.0〜2.0グラムの密度で存在してもよい。個々の繊維、個々の繊維トウ、又は織物繊維のシート上にコーティングされた着色/金属コーティング材料の厚さは、着色された材料の所望の密度を達成するために適合されてもよい。特に断らない限り、織りパターンの密度及び着色/金属コーティング材料の密度は、マトリクス材料の不存在下で(例えば、織物材料がマトリクス材料に埋め込まれる前に)測定される。いくつかの実施形態では、織りパターンの密度は、織物材料をマトリクス材料の中に埋め込んだ後に、埋め込まれた織物材料の密度を測定し、マトリクス材料の密度を因数分解することにより測定されてもよい。
いくつかの実施形態では、光透過性コーティング2230は、織物複合層2220の上に配設されてもよい。このような実施形態では、光透過性コーティング2230の外側表面2236は、ゴルフクラブヘッドの外側表面(例えば、ゴルフクラブヘッド10の外側表面90)の最も小さい一部を画定してもよい。このような実施形態では、ゴルフクラブヘッドの外側表面は、ゴルフクラブヘッドの周囲の環境に曝されるゴルフクラブヘッドの最外側表面であり得る。いくつかの実施形態では、外側表面2236は、クラウン又はソールインサートの外側表面(例えば、クラウンインサート1800、第1のソールインサート2010、及び第2のソールインサート2050それぞれの外側表面1820、2030、及び2070)を画定し得る。いくつかの実施形態では、光透過性コーティング2230の内側表面2234は、織物複合層2220の外側表面2226と直接接触していてもよい。
光透過性コーティング2230は、内側表面2234から外側表面2236まで測定された、0.01mm〜0.06mmの範囲(部分範囲を含む)の厚さ2232を有し得る。例えば、厚さ2232は、0.01mm、0.015mm、0.02mm、0.025mm、0.03mm、0.035mm、0.04mm、0.045mm、0.05mm、0.055mm、若しくは0.06mm又はこれらの値の任意の2つを終点として有する範囲であり得る。いくつかの実施形態では、光透過性コーティング2230は、光透過性ポリマー材料、例えば、ポリカーボネート又はポリウレタン(であるが、これらに限定されない)から構成されてもよい。いくつかの実施形態では、光透過性コーティング2230は無色でもよい。
いくつかの実施形態では、層構造2200は、0.10mm〜1.20mmの範囲(部分範囲を含む)の、全体厚さ2202を有し得る。例えば、厚さ2202は、0.10mm、0.15mm、0.20mm、0.25mm、0.30mm、0.35mm、0.40mm、0.45mm、0.50mm、0.55mm、0.60mm、0.65mm、0.70mm、0.75mm、0.80mm、0.85mm、0.90mm、0.95mm、1.0mm、1.05mm、1.10mm、1.15mm、若しくは1.20mm又はこれらの値の任意の2つを終点として有する範囲であり得る。いくつかの実施形態では、層2200は、0.50〜1.0mmの範囲の全体厚さ2202を有し得る。いくつかの実施形態では、層構造2200は、0.25mm〜0.8mmの範囲の全体厚さ2202を有し得る。
いくつかの実施形態では、クラウンインサート1800、第1のソールインサート2010、第2のソールインサート2050、及び/又はフェースインサート4510用の層構造は、染料クリア層を含んでもよい。いくつかの実施形態では、層構造2200は、染料クリア層(例えば、染料クリア層2340)を含んでもよい。このような実施形態では、染料クリア層は、層構造の金属/着色繊維の色及び/又は明るさを向上させるのに役立ち得る。いくつかの実施形態では、少なくとも最外側一方向性プライ2212oは、薄く着色した繊維(例えば、ガラス繊維又はKevlar(登録商標)繊維)を含んでもよく、染料クリア部は、繊維色の明るさを向上させることができる。いくつかの実施形態では、本明細書で検討された層構造は、様々な度合いの輝きを有する染料クリア層を含んでもよい。例えば、本明細書で検討された層構造は、層構造の第1の部分の上に配設された比較的ツヤのある染料クリア層と、層構造の第2の部分の上に配設された比較的鈍い染料クリア層とを含んでもよい。異なる染料クリア層についての異なる度合いの輝きにより、異なる視覚的外観を有する異なる領域を有する層構造を生成することができる。例えば、比較的鈍い染料クリア層は、下の着色繊維の色を視覚的に暗くすることができ、一方、比較的ツヤのある染料クリア層は、下の着色繊維の色を視覚的に明るくすることができる。いくつかの実施形態では、比較的ツヤのある染料クリア層は、光沢のある染料クリア層と呼ぶことができ、比較的鈍い染料クリア層は、ツヤ消し染料クリア層と呼ぶことができる。染料クリア層のこれらの異なる部分は、連続層の一部であってもよく、又は、共に染料クリア層を画定する別々の層であってもよい。
図23は、いくつかの実施形態による染料クリア層を含む層構造2300を示す。層構造2300は、複数の一方向性繊維複合プライ2312を含む、不織複合層2310(すなわち、不織複合積層材)を含んでもよい。不織複合層2310は、例えば、2つのプライ、3つのプライ、4つのプライ、5つのプライ、6つのプライ、又は7つのプライなどの任意の好適な数の一方向性繊維複合プライ2312を含んでもよい。図24及び以下の表1に、一方向性繊維複合プライ2312についての可能な積層材の例を提供する。いくつかの実施形態では、不織複合層2310は、単一の一方向性繊維複合プライ2312でもよい。このような実施形態では、単一のプライ2312は、0.60mm+/−0.05mmの厚さを有してもよい。
いくつかの実施形態では、層構造2300は、複数の織物複合層2320及び/又は複数の不織複合層2310を含んでもよい。いくつかの実施形態では、層構造2300は、織物複合層2320を含まなくてもよい。例えば、いくつかの実施形態では、フェースインサート(例えば、フェースインサート4510)は、織物複合層2320を含まない層構造2300により構成されてもよい。いくつかの実施形態では、不織複合層2310は、細長ストリップの1つ以上の「クラスター」、例えば、図49〜図52を参照して記載されたような細長ストリップ4626のクラスター4624a〜4624gを含んでもよい。いくつかの実施形態では、不織複合層2310における一方向性繊維複合プライ2312の全部又は一部は、着色/金属コーティング繊維を含んでもよい。
不織複合層2210と同様に、不織複合層2310は、不織複合層2310の内側表面2314から外側表面2316まで測定された、0.55mm〜1.0mmの範囲(部分範囲を含む)の厚さ2318を有し得る。例えば、厚さ2318は、0.55mm、0.60mm、0.65mm、0.70mm、0.75mm、0.80mm、0.85mm、0.90mm、0.95mm、若しくは1.0mm又はこれらの値の任意の2つを終点として有する範囲であり得る。
織物複合層2320は、不織複合層2310の外側表面2316の上に配設されてもよい。いくつかの実施形態では、織物複合層2320の内側表面2324は、不織複合層2310の外側表面2316と直接接触していてもよい。いくつかの実施形態では、織物複合層2320の繊維は、マトリクス材料に埋め込まれていてもよい。いくつかの実施形態では、マトリックス材料は、光透過性であってもよい。いくつかの実施形態では、マトリックス材料は無色でもよい。いくつかの実施形態では、織物複合層2320の繊維は、着色/金属コーティング繊維でもよい。
織物複合層2220と同様に、織物複合層2320は、織物複合層2320の内側表面2324から外側表面2326まで測定された、0.05mm〜0.15mmの範囲(部分範囲を含む)の厚さ2322を有し得る。例えば、厚さ2322は、0.05mm、0.06mm、0.07mm、0.08mm、0.09mm、0.10mm、0.11mm、0.12mm、0.13mm、0.14mm、若しくは0.15mm又はこれらの値の任意の2つを終点として有する範囲であり得る。織物複合層2320は、織物複合層2220について上記で検討されたパターンが挙げられるが、これらに限定されない任意の好適な織りパターンに織られた繊維を含んでもよい。いくつかの実施形態では、織物複合層2320は、好適な編みパターンに編まれた繊維を含む編物複合層でもよい。
いくつかの実施形態では、層構造2300は、織物複合層2320の上に配設された塗装プライマー層2330を含んでもよい。いくつかの実施形態では、塗装プライマー層2330の内側表面2334は、織物複合層2320の外側表面2326と直接接触していてもよい。いくつかの実施形態では、塗装プライマー層2330は、光透過性であってもよい。いくつかの実施形態では、塗装プライマー層2330は無色でもよい。塗装プライマー層2330は、塗装プライマー層2330の内側表面2334から外側表面2336まで測定された、0.003mm〜0.01mmの範囲(部分範囲を含む)の厚さ2332を有し得る。例えば、厚さ2332は、0.003mm、0.004mm、0.005mm、0.006mm、0.007mm、0.008mm、0.009mm、若しくは0.01mm又はこれらの値の任意の2つを終点として有する範囲であり得る。
染料クリア層2340は、塗装プライマー層2330の上に配設されてもよい。いくつかの実施形態では、染料クリア層2340の内側表面2344は、塗装プライマー層2330の外側表面2336と直接接触していてもよい。染料クリア層2340は、有色透明なポリマー層でもよい。染料クリア層2340に好適なベース材料は、ポリウレタンであるが、これに限定されない。
染料クリア層2340は、染料により着色されていてもよい。染料クリア層2340の色は、レッド、クリムゾン、マロン、マゼンタ、ピンク、オレンジ、イエロー、ゴールド、シャルトルーズ、グリーン、ブルー、ネイビー、アクア、ティール、セルリアン、インジゴ、バイオレット、パープル、ブラウン、ブラック、グレイ、ホワイト、ベージュ、シルバー、トープ、及びこれらの色の様々な濃淡であり得るが、これらに限定されない。いくつかの実施形態では、染料クリア層2340の色は、シルバー金属色、例えば、メタリックレッド、メタリックピンク、メタリックオレンジ、メタリックイエロー、メタリックゴールド、メタリックグリーン、メタリックブルー、メタリックティール、メタリックパープル、メタリックブラウン、メタリックブラック、メタリックグレイ、メタリックホワイト、メタリックシルバー、及びこれらの色の様々な濃淡であり得るが、これらに限定されない。
染料クリア層2340は、染料クリア層2340の内側表面2344から外側表面2346まで測定された、0.01mm〜0.10mmの範囲(部分範囲を含む)の厚さ2342を有し得る。例えば、厚さ2342は、0.01mm、0.02mm、0.03mm、0.04mm、0.05mm、0.06mm、0.07mm、0.08mm、0.09mm、若しくは0.10mm又はこれらの値の任意の2つを終点として有する範囲であり得る。いくつかの実施形態では、1つ以上の要素が、染料クリア層2340の内側表面2344及び/又は外側表面2346上にパッド印刷されてもよい。このような要素としては、位置合せ機構、ロゴ、ブランド名、製品名、及び美的なパターンが挙げられるが、これらに限定されない。
いくつかの実施形態では、染料クリア層2340は、淡色層であり得る。いくつかの実施形態では、染料クリア層2340は、光る外観として提供するための反射性顔料を含んでもよい。反射性顔料は、ニッケル(Ni)、銅(Cu)、クロム(Cr)、亜鉛(Zn)、金(Au)、銀(Ag)、アルミニウム(Al)、コバルト(Co)、マグネシウム(Mg)、プラチナ(Pt)、パラジウム(Pd)、鉄(Fe)、チタン(Ti)、スズ(Sn)、タングステン(W)等の金属、又はこれらの金属のうちの1つ以上の合金であるが、これらに限定されない金属で製造された金属フレークであり得るが、これらに限定されない。
いくつかの実施形態では、染料クリア層2340は、異なる色、色合い、及び/又は顔料を有する異なる部分を含んでもよい。染料クリア層2340のこれらの異なる部分は、連続層の一部であってもよく、又は、共に染料クリア層2340を共に画定する別々の層であってもよい。例えば、染料クリア層2340は、第1の色、顔料、及び/又は色合いを有する第1の部分と、第2の色、顔料、及び/又は色合いを有する(又は、色、顔料、及び/若しくは色合いを有さない)第2の部分とを含んでもよい。染料クリア層2340の異なる部分についての異なる色、顔料、及び/又は色合いにより、異なる視覚的外観を有する異なる領域を有する層構造2300を生成することができる。例えば、いくつかの実施形態では、染料クリア層2340は、着色染料を含む第1の部分と、着色染料を含まない第2の部分とを有してもよい。このような実施形態では、着色染料は、下の着色繊維の色を視覚的に暗くすることができ、一方、染料クリア層2340の非染色部分は、下の着色繊維の外観を実質的に変化させないままとすることができる。別の例として、いくつかの実施形態では、染料クリア層2340は、第1の着色染料を含む第1の部分と、第1の着色染料とは異なる第2の着色染料を含む第2の部分とを有してもよい。いくつかの実施形態では、異なる色、色合い、及び/又は顔料を有する染料クリア層2340の部分は、同じ度合いの光沢を有してもよい。いくつかの実施形態では、異なる色、色合い、及び/又は顔料を有する染料クリア層2340の部分は、異なる度合いの光沢を有してもよい。例えば、いくつかの実施形態では、染料クリア層2340は、第1の着色染料を含む第1の光沢のある部分と、第2の着色染料を含む第2のツヤ消し部分とを有してもよい。
いくつかの実施形態では、層構造2300は、染料クリア層2340の上に配設された光透過性コーティング2350を含んでもよい。このような実施形態では、光透過性コーティング2350の外側表面2356は、ゴルフクラブヘッドの外側表面(例えば、ゴルフクラブヘッド10の外側表面90)の最も小さい一部を画定してもよい。このような実施形態では、ゴルフクラブヘッドの外側表面は、ゴルフクラブヘッドの周囲の環境に曝されるゴルフクラブヘッドの最外側表面であり得る。いくつかの実施形態では、外側表面2356は、クラウン又はソールインサートの外側表面(例えば、クラウンインサート1800、第1のソールインサート2010、及び第2のソールインサート2050それぞれの外側表面1820、2030、及び2070)を画定し得る。いくつかの実施形態では、光透過性コーティング2350の内側表面2354は、染料クリア層2340の外側表面2346と直接接触していてもよい。
光透過性コーティング2350は、光透過性コーティング2350の内側表面2354から外側表面2356まで測定された、0.01mm〜0.06mmの範囲(部分範囲を含む)の厚さ2352を有し得る。例えば、厚さ2352は、0.01mm、0.015mm、0.02mm、0.025mm、0.03mm、0.035mm、0.04mm、0.045mm、0.05mm、0.055mm、若しくは0.06mm又はこれらの値の任意の2つを終点として有する範囲であり得る。いくつかの実施形態では、光透過性コーティング2350は無色でもよい。
いくつかの実施形態では、層構造2300は、不織複合層2310と織物複合層2320との間の不織複合層2310の上に配設された染料クリア層2360を含んでもよい。いくつかの実施形態では、染料クリア層2360の内側表面2364は、不織複合層2310の外側表面2316と直接接触していてもよい。いくつかの実施形態では、染料クリア層2360の外側表面2366は、織物複合層2320の内側表面2324と直接接触していてもよい。染料クリア層2360を含む実施形態では、染料クリア層2360は、織物複合層2320の繊維間の任意の視覚的に知覚できる間隙を隠すのに役立ち得る。
染料クリア層2360は、内側表面2364から外側表面2366まで測定された、0.01mm〜0.10mmの範囲(部分範囲を含む)の厚さ2362を有し得る。例えば、厚さ2362は、0.01mm、0.02mm、0.03mm、0.04mm、0.05mm、0.06mm、0.07mm、0.08mm、0.09mm、若しくは0.10mm又はこれらの値の任意の2つを終点として有する範囲であり得る。染料クリア層2360は、染料クリア層2340と同じ(複数の)材料及び(複数の)染料から構成されてもよい。
いくつかの実施形態では、層構造2300は、0.10mm〜1.40mmの範囲(部分範囲を含む)の全体厚さ2302を有し得る。例えば、厚さ2302は、0.10mm、0.15mm、0.20mm、0.25mm、0.30mm、0.35mm、0.40mm、0.45mm、0.50mm、0.55mm、0.60mm、0.65mm、0.70mm、0.75mm、0.80mm、0.85mm、0.90mm、0.95mm、1.0mm、1.05mm、1.10mm、1.15mm、1.20mm、1.25mm、1.30mm、1.35mm、若しくは1.40mm又はこれらの値の任意の2つを終点として有する範囲であり得る。
いくつかの実施形態では、ゴルフクラブシャフトは、層構造2200又は層構造2300を含む材料により全体的又は部分的に画定された外側表面(クラブシャフト102の外側表面103)を含んでもよい。いくつかの実施形態では、ゴルフクラブシャフトの外側表面は、ゴルフクラブシャフトの周囲の環境に曝されるゴルフクラブシャフトの最外側表面であり得る。
図24に、いくつかの実施形態による層構造2400の分解図を示す。層構造2400は、マトリクス材料2414に埋め込まれた織布繊維2412を含む織物複合層2410を含んでもよい。繊維2412は、織物複合層2220について上記で検討されたパターンが挙げられるが、これらに限定されない任意の好適な織りパターンに織られてもよい。いくつかの実施形態では、マトリクス2414の材料は、光透過性あってもよい。いくつかの実施形態では、マトリクス2414の材料は無色でもよい。
層構造2400はまた、4つの一方向性繊維複合プライ2420、2430、2440、及び2450を含む。一方向性繊維複合プライ2420、2430、2440、及び2450は、所望の方向に配向された繊維を含んでもよい。例えば、図24に示されたように、第1の一方向性繊維複合プライ2450は、マトリクス材料2454に埋め込まれ、0度の角度で配向された繊維2452を含んでもよく、第2の一方向性繊維複合プライ2440は、マトリクス材料2444に埋め込まれ、90度の角度で配向された繊維2442を含んでもよく、第3の一方向性繊維複合プライ2430は、マトリクス材料2434に埋め込まれ、+45度の角度で配向された繊維2432を含んでもよく、第4の一方向性繊維複合プライ2420は、マトリクス材料2424に埋め込まれ、−45度の角度で配向された繊維2422を含んでもよい。
プライ2420、2430、2440、及び2450の順序、これらのプライ内の繊維の配向、並びにマトリクス2424、2434、2444、及び2454の材料は、層構造2400に所望の構造特性(例えば、弾性率、ポアソン比、及びせん断弾性係数値)を提供するように適合されてもよい。いくつかの実施形態では、マトリクス2424、2434、2444、及び2454の材料は、光透過性であってもよい。いくつかの実施形態では、マトリクス2424、2434、2444、及び2454の材料は無色でもよい。
いくつかの実施形態では、層構造2400は、スクリム層2460を含んでもよい。いくつかの実施形態では、スクリム層2460は、繊維鎖が連続しており、互いに90度に2つの方向に横たわっているガラス繊維強化材の構造形態であり得る。スクリム層2460のガラス繊維は、マトリクス材料に埋め込まれてもよい。スクリム層2460は、層構造2400のための構造的強化又は結合強度についての粗さを改善するためのブラスティング中の保護を提供することができる。
図25及び図26は、いくつかの実施形態によるコーティング繊維2500を示す。コーティング繊維2500は、繊維コア2510及び繊維コア2510上にコーティングされたコーティング層2520を含む着色/金属コーティング繊維であり得る。コーティング層2520は、繊維コア2510の周囲、例えば、繊維コア2510の外側表面全体の周囲にコーティングされてもよい。いくつかの実施形態では、繊維コア2510は、非金属繊維コア、例えば、Kevlar(登録商標)(アラミド繊維)コアでもよい。いくつかの実施形態では、繊維コア2510は、炭素繊維でもよい。いくつかの実施形態では、繊維コア2510は、ガラス繊維でもよい。いくつかの実施形態では、繊維コア2510は、ポリマー系繊維(例えば、例えば、Kevlar(登録商標)繊維などのアラミド繊維、又は例えば、Mylar(登録商標)繊維)などのポリエステル繊維でもよい。いくつかの実施形態では、繊維コア2510は、鋼、ニッケル、アルミニウム、チタン、タングステン、銅、クロム、亜鉛、金、銀、コバルト、マグネシウム、プラチナ、パラジウム、鉄、スズ、タングステン等又はこれらの材料のうちの1つ以上の合金であるが、これらに限定されない金属材料で製造された金属コアであってもよい。繊維コア2510は、5マイクロメートル〜15マイクロメートルの範囲の直径2512を有してもよい。いくつかの実施形態では、直径2512は、5マイクロメートル〜10マイクロメートルの範囲であり得る。
いくつかの実施形態では、コーティング層2520は、金属コーティング層でもよい。コーティング層2520に好適な金属材料としては、ニッケル(Ni)、銅(Cu)、クロム(Cr)、亜鉛(Zn)、金(Au)、銀(Ag)、アルミニウム(Al)、コバルト(Co)、マグネシウム(Mg)、プラチナ(Pt)、パラジウム(Pd)、鉄(Fe)、チタン(Ti)、スズ(Sn)、タングステン(W)、及びこれらの材料のうちの1つ以上を含む合金が挙げられるが、これらに限定されない。いくつかの実施形態では、コーティング層2520は、ポリマーコーティング層でもよい。いくつかの実施形態では、コーティング層2520は、着色コーティング層でもよい。このような実施形態では、着色コーティング層2520は、繊維コア2510と色が異なってもよい。
いくつかの実施形態では、コーティング層2520は、コーティングされる繊維コアの直径の1%〜5%に相当する厚さ2522を有してもよい。いくつかの実施形態では、コーティング層2520の厚さ2522は、コーティングされる繊維コアの直径の1%〜3%に相当し得る。いくつかの実施形態では、コーティング層2520の厚さ2522は、コーティングされる繊維コアの直径の0.2%〜3%に相当し得る。いくつかの実施形態では、コーティング層2520の厚さ2522は、コーティングされる繊維コアの直径の0.2%〜1%に相当し得る。いくつかの実施形態では、厚さ2522は、0.0.02マイクロメートル〜1.0マイクロメートルの範囲(部分範囲を含む)にあり得る。例えば、厚さ2522は、0.02マイクロメートル、0.03マイクロメートル、0.04マイクロメートル、0.05マイクロメートル、0.06マイクロメートル、0.07マイクロメートル、0.08マイクロメートル、0.09マイクロメートル、0.10マイクロメートル、0.20マイクロメートル、0.30マイクロメートル、0.40マイクロメートル、0.50マイクロメートル、0.60マイクロメートル、0.70マイクロメートル、0.80マイクロメートル、0.90マイクロメートル、若しくは1.0マイクロメートル又はこれらの値の任意の2つを終点として含む範囲であり得る。これらの厚さはまた、織物繊維シートの表面に適用された繊維トウ又はコーティング層の周囲にコーティングされたコーティング層にも適用し得る。例えば、図27Bに示された着色/金属コーティング2720の厚さ2722は、厚さ2522について上述された値若しくは範囲のいずれかに等しい値、又は、上述された値若しくは範囲のいずれかの範囲内の値を有し得る。
図27Bには、平織りパターン2700の上面にコーティングされたコーティング2720が示されているが、コーティング2720は、代替的に又は付加的に、平織りパターン2700の下面にコーティングされてもよい。また、図27Aの平織りパターン2700は、織りパターンの表面上に配設されたコーティングを例示するために使用されているが、コーティングは、任意の織りパターン、例えば、本明細書で検討された織りパターンの表面上に類似する様式で配設されてもよい。
いくつかの実施形態では、コーティング繊維2500は、コーティング層2520上にコーティングされたサイジング層2530を含んでもよい。サイジング層2530は、コーティング繊維2500とコーティング繊維2500が埋め込まれているマトリクス材料との間の接着を容易にするように構成され得る。サイジング層2530はまた、コーティング層2520における任意の視覚的不具合(例えば、孔)を隠す際にも役立ち得る。サイジング層2530は、1つ又は複数のポリマー成分、カップリング剤、滑材、及び一定範囲の添加剤(界面活性剤、可塑剤、帯電防止剤、接着促進剤、消泡剤、レオロジー改質剤)を含んでもよい。この混合物は、典型的には、5%〜15%の固形分を含む幾分希釈された水性形態で繊維に塗布される。サイジング層2530に好適なポリマー材料としては、エポキシ、ポリウレタン、ポリアミド、Gabriel Performance Products製のポリ(ヒドロキシエーテル)/フェノキシ(商標)、及びK−90ポリ(ビニルピロリドン)が挙げられるが、これらに限定されない。
いくつかの実施形態では、サイジング層2530は、コーティングされる繊維コアの直径の1%〜1.5%に相当する厚さ2532を有してもよい。いくつかの実施形態では、サイジング層の厚さ2532は、0.10マイクロメートル〜0.50マイクロメートルの範囲であり得る。繊維表面周囲が均一にコーティングされていると仮定すると、サイジング層の厚さは、下記等式を使用して算出され得る。
式中、t
sはサイジング厚さであり、R
fは繊維半径であり、ρ
fは繊維密度であり、ρ
sはサイジング密度であり、w
sは繊維表面に存在する重量分率サイジングである。
繊維、例えば、コーティング繊維2500を織る際、繊維は、複数の繊維を含むトウ(例えば、1K又は3Kトウ)に配置されてもよく、トウは、本明細書で検討された織りパターンに織られてもよい。繊維トウは、位置合せ機構、ロゴ、ブランド名、製品名、及び美的パターンが挙げられるが、これらに限定されない、ゴルフクラブの所望の視覚的特徴を生成するパターンに織られてもよい。いくつかの実施形態では、異なる色を有する着色コーティング繊維から構成されたトウは、所望の視覚的特徴を生成するために利用され得る。いくつかの実施形態では、非コーティング繊維のトウ及び着色コーティング繊維のトウは、所望の視覚的特徴を生成するために利用され得る。
いくつかの実施形態では、上述されたように、織物複合層(例えば、織物複合層2220及び2320)の金属繊維は、織物複合層の音響特性、及びそれ故に、ゴルフクラブヘッドなどのゴルフクラブの構成要素の音響特性に影響を及ぼす場合がある。このような実施形態では、金属繊維は、金属繊維トウであってもよい。金属繊維トウは、金属繊維から全体的に構成されるトウ又は金属繊維から部分的に構成されるトウであり得る。いくつかの実施形態では、金属繊維は、金属材料によりコーティングされた非金属コアを含んでもよい。このような実施形態では、コア繊維上の金属コーティングの厚さは、織物複合層についての音響特性に影響を及ぼす場合がある。一般的には、金属コーティングの厚さが大きいほど、織物複合層の減衰比は、金属材料により類似することとなる。したがって、十分に厚い(着色されていてもよい)金属コーティング層を有するコーティング非金属繊維は、織物複合層の音響特性に影響を及ぼす場合がある。いくつかの実施形態では、金属繊維は、個々の金属繊維であり得る。いくつかの実施形態では、金属繊維は、金属テープであり得る。いくつかの実施形態では、金属繊維は、コア繊維(フィラメント)の周囲に巻かれた金属テープであり得る。本明細書で使用するとき、「金属テープ」は、その幅より実質的に大きい長さを有し、その長さに対して垂直な断面領域がその高さより少なくとも1.5倍大きい幅を有する金属材料を意味する。いくつかの実施形態では、金属テープは、(着色されていてもよい)金属コーティングによりコーティングされたテープであり得る。
いくつかの実施形態では、金属コーティングの厚さの制御は、炭素鋼、ステンレス鋼(例えば、17−4PHステンレス鋼)、合金鋼、ニッケル系合金鉄、鋳鉄、アルミニウム合金、マグネシウム合金、銅合金、チタン合金、及びタングステン合金に正規化された、2〜10、2〜20、2〜50、2〜100、2〜200、3〜10、3〜20、3〜50、3〜100、3〜200、10〜20、10〜50、10〜100、又は10〜200の範囲の減衰比を達成するために選択されてもよい。
いくつかの実施形態では、織物複合層の音響特性に影響を与えるのに利用される金属コーティング層の厚さは、1.0マイクロメートル〜10マイクロメートルの範囲(部分範囲を含む)にあり得る。例えば、このような金属コーティング層の厚さは、1.0マイクロメートル、2.0マイクロメートル、3.0マイクロメートル、4.0マイクロメートル、5.0マイクロメートル、6.0マイクロメートル、7.0マイクロメートル、8.0マイクロメートル、9.0マイクロメートル、若しくは10マイクロメートル又はこれらの値の任意の2つを終点として含む範囲であり得る。
いくつかの実施形態では、全体又は一部が金属繊維から構成されるトウは、織物複合層の音響特性に影響を及ぼすために利用され得る。いくつかの実施形態では、これらのトウは、織物複合層のベース繊維のトウと織り交ぜられてもよい。いくつかの実施形態では、ベース繊維のトウは、非金属繊維のトウであってもよい。いくつかの実施形態では、ベース繊維のトウは、(着色されていてもよいし又は着色されていなくてもよい)金属コーティング層によりコーティングされた非金属コアを含む繊維トウであり得る。非限定的な例として、織物複合層は、着色コーティング炭素繊維と、着色コーティング炭素繊維と織り交ぜられた金属繊維とを含んでもよい。
図27Aに、いくつかの実施形態による、ベース繊維トウ2712と織り交ぜられた金属繊維トウ2710を含む平織りパターン2700を図示する。金属繊維トウ2710は、全体又は一部が金属繊維から構成されるトウである。例えば、金属繊維トウ2710は、全体又は一部が金属繊維から構成される1K又は3K繊維トウであり得る。ベース繊維トウ2712は、ベース繊維から構成されるトウである。例えば、ベース繊維トウ2712は、ベース繊維から構成される1K又は3K繊維トウであり得る。いくつかの実施形態では、ベース繊維トウ2712と織り交ぜられた金属繊維トウ2710は、全体が1つ以上の金属材料で製造された繊維から構成される繊維トウであり得る。いくつかの実施形態では、金属繊維トウ2710の金属繊維は、非着色金属繊維であり得る。いくつかの実施形態では、金属繊維トウ2710の金属繊維は、金属材料内にコーティングされた非金属繊維コアを含んでもよい。いくつかの実施形態では、金属繊維トウ2710の金属繊維は、金属材料によりコーティングされた金属繊維コアを含んでもよい。いくつかの実施形態では、金属繊維トウ2710の金属繊維は、非金属コーティング、例えば、ポリマーコーティングでコーティングされた金属繊維コアを含んでもよい。
織り交ぜられた金属繊維トウ2710を含む実施形態では、金属繊維トウ2710は、織物繊維複合層における繊維の総重量の、5wt%〜95wt%の範囲(部分範囲を含む)の重量%で存在してもよい。例えば、金属繊維トウ2710は、5wt%、10wt%、15wt%、20wt%、25wt%、30wt%、35wt%、40wt%、45wt%、50wt%、55wt%、60wt%、65wt%、70wt%、75wt%、80wt%、85wt%、90wt%、若しくは95wt%又はこれらの値の任意の2つを終点として有する範囲の重量%で存在してもよい。金属繊維トウ2710のwt%は、織物複合層に対して所望の減衰比及び音響特性を達成するために選択され得る。いくつかの実施形態では、金属繊維トウの重量%は、2500Hz超、3000Hz超、又は3300Hz超の自然周波数を有するように、インパクトによるゴルフクラブヘッドの音響周波数を大きくするために利用され得る。一般的には、金属繊維トウの重量%が大きいほど、織物複合層の減衰比は、金属材料により類似するであろう。
いくつかの実施形態では、金属繊維トウ2710の金属繊維の直径は、5マイクロメートル〜15マイクロメートルの範囲であり得る。いくつかの実施形態では、金属繊維トウ2710の金属繊維の直径は、5マイクロメートル〜10マイクロメートルの範囲であり得る。金属繊維トウ2710の金属繊維の直径は、織物複合層に対して所望の減衰割当量及び音響特性を達成するために選択され得る。いくつかの実施形態では、金属繊維の直径及び/又は(複数の)材料は、2500Hz超、3000Hz超、又は3300Hz超の自然周波数を有するように、インパクトによるゴルフクラブヘッドの音響周波数を大きくするために利用され得る。
図27Aの平織りパターン2700は、金属繊維トウの織りパターンへの組込みを例示するために使用されているが、金属繊維トウは、任意の織りパターン、例えば、本明細書で検討された織りパターンに、織りパターン2700に関して検討されたような類似する様式で組み込まれてもよい。
いくつかの実施形態では、織物複合層(例えば、層2220又は2320)は、部分的に着色された織物複合層でもよい。このような実施形態では、織物複合層の1つ以上の部分が、着色織りパターンにより画定されてもよく、織物複合層の1つ以上の部分が、非着色織りパターンにより画定されてもよい。この説明の目的で、着色織りパターンは、少なくとも1つのセットの着色織布繊維/繊維トウを含む織りパターンである。着色織りパターンは、100%着色された繊維/繊維トウを含むことを必要としない。例えば、着色織りパターンは、非着色セットの繊維/繊維トウと織り交ぜられた着色セットの繊維/繊維トウを含んでもよい。例えば、図27Aにおける垂直配向繊維トウ2710は非着色でもよく、図27Aにおける水平配向繊維トウ2710は着色されていてよく、あるいはその逆でもよい。
図53及び図54A〜図54Dに、織物複合層5311の上面5312の一部を画定する着色部分5320と、織物複合層5311の上面5312の一部を画定する非着色部分5330とを有する織物複合層5311を有するクラウンインサート5310を有するゴルフクラブヘッド5300を示す。例示の目的で、図54A〜図54Dの断面図に、クラウンインサート5310の織物複合層5311のみを示す。ただし、クラウンインサート5310は、本明細書で記載されたような他の層を含んでもよい。更に、図53及び図54A〜図54Dに、着色及び非着色部分を有するクラウンインサートを示す。本明細書で検討された他のゴルフクラブの構成要素(例えば、ソールインサート及びフェースインサート)は、図53及び図54A〜図54Dを参照して記載された着色及び非着色部分を含んでもよい。
着色部分5320は、図53において矩形ストリップとして図示されている。ただし、着色部分5320は、任意の所望の形状及びサイズを有し得る。更に、図53には、単一の着色部分5320が示されているが、織物複合層5311は、任意の好適な数の着色部分5320を含んでもよい。いくつかの実施形態では、(複数の)着色部分5320は、織物複合層5311の上面5312の5%以上、10%以上、20%以上、30%以上、40%以上、50%以上、60%以上、70%以上、80%以上、85%以上、90%以上、又は95%以上を画定し得る。いくつかの実施形態では、(複数の)着色部分5320は、織物複合層5311の上面5312の50%以下、例えば、織物複合層5311の上面5312の50%、40%、30%、20%、10%、5%、若しくは1%又はこれらの値の任意の2つを終点として有する範囲で規定し得る。いくつかの実施形態では、(複数の)着色部分5320は、上面5312において、クラウンインサート5310の周縁部の少なくとも一部を画定し得る。いくつかの実施形態では、着色部分5320の織りパターン及び非着色部分5330の織りパターンは同じでもよい。いくつかの実施形態では、着色部分5320の織りパターン及び非着色部分5330の織りパターンは(例えば、織り種、織り密度、織り材料等の1つ以上において)異なってもよい。
いくつかの実施形態では、着色部分5320は、非着色部分5330と直接織り交ぜられてもよい。このような実施形態では、織物複合層5311は、着色繊維/繊維トウを使用して着色部分5320を織り、非着色繊維/繊維トウを使用して非着色部分5330を織るように織られている。このような実施形態では、着色部分5320及び非着色部分5330は、部分5320と部分5330との間の画定された縁部を有さない単一の織物複合層を画定する。図54Aは、非着色部分5330と直接織り交ぜられた着色部分5320を有する織物複合層5311の断面図である。いくつかの実施形態では、上面5312及び5314は、図54Aにおける着色部分5320及び非着色部分5330により画定された平滑でシームレスな表面であり得る。
いくつかの実施形態では、着色部分5320は、非着色部分5330を画定する1つ以上の非着色織物層に結合している別々の織物層でもよい。このような実施形態では、織物複合層5311は、プリプレグ着色織物層とプリプレグ非着色織物層とを積層し、プリプレグ層を共に結合することにより製造されてもよい。
いくつかの実施形態では、プリプレグ着色層は、1つ以上の非着色織物層に隣接して積層される。図54Bに、非着色部分5330を画定する非着色織物層に隣接して配設された着色部分5320を画定する着色織物層を含む、織物複合層5311の断面図を示す。このような実施形態では、着色部分5320の縁部5322は、非着色部分5330の縁部5332に結合していてもよい。いくつかの実施形態では、上面5312及び5314は、図54Bにおける着色部分5320及び非着色部分5330により画定される平滑面であり得る。
図54Cに、非着色部分5330を画定する非着色織物層の上部に配設された着色部分5320を画定する着色織物層を含めた、織物複合層5311の断面図を示す。いくつかの実施形態では、図54Cに示されたように、着色部分5320の縁部5322は、着色部分5320と非着色部分5330との結合中に(例えば、成型/形成プロセス中に)非着色部分5330内に押し込まれてもよい。このような実施形態では、上面5312は、着色部分5320及び非着色部分5330により画定される平滑面であり得る。また、下面5314は、着色部分5320に対応する位置に突出部を有してもよい。いくつかの実施形態では、着色部分5320は、上面5312に突出部を画定し、下面5314が平滑であり得る(すなわち、図54Cの反対)ように非着色部分5330の上部に位置してもよい。図54Cの実施形態では、クラウンインサート5310を成形するために使用される成形型キャビティは、対向する平滑面を形成するために、下面5314又は上面5312上の突出部に対応する凹部を含んでもよい。
図54Dに、非着色部分5330を画定する非着色織物層の上部に配設され、非着色織物層と重なる着色部分5320を画定する着色織物層を含む、織物複合層5311の断面図を示す。いくつかの実施形態では、図54Dに示されたように、着色部分5320の縁部5322は、着色部分5320と非着色部分5330との結合中に(例えば、成型/形成プロセス中に)非着色部分5330内に押し込まれてもよい。このような実施形態では、上面5312は、着色部分5320及び非着色部分5330により画定された平滑面であり得る。また、下面5314は、不織部分5330の縁部5332により画定された突出部を含んでもよい。図54Dの実施形態では、クラウンインサート5310を成形するために使用される成形型キャビティは、平滑な上面5312を形成するために、図54Dの下面5314の形状に対応する表面を含んでもよい。このような実施形態では、上面5312は、上面5312と接触する成形型キャビティの形状をとってもよい。また、成形型の下面を外すことにより、樹脂の不要なはみ出しを防止することができ、これにより、成形されたインサートが着色部分と非着色部分との間で重なった位置で乾燥することを防止することができる。すなわち、このような成形型キャビティは、成形中にインサートにわたる等しい圧力を維持することにより、成形されたインサートにわたる樹脂及び繊維の比を容易に一貫させ/所望どおりにすることができる。
いくつかの実施形態では、本明細書に記載されているゴルフクラブヘッドは、ロフト角、ライ角、若しくはフェース角を互いに組み合わせて又は互いとは無関係にのいずれかで、調節することが可能な、1つ又は2つ以上の調節可能なロフト角、ライ角、又はフェース角システムを含んでもよい。例えば、ホーゼルインサート22の一部及びゴルフクラブシャフト(例えば、クラブシャフト102)は、組み立てられたゴルフクラブのホーゼル軸91(例えば、図2を参照のこと)を集合的に画定する。ホーゼルインサート22の一部は、クラブシャフトをアセンブリの長手方向軸線に沿って支持するために効果的であり得、同長手方向軸線は、オフセット角だけ、ホーゼル軸91からオフセットされている。ホーゼルインサート22は、0.25度の増分で0度〜4度であり得る、単一のオフセット角を提供し得る。例えば、オフセット角は、1.0度、1.25度、1.5度、1.75度、2.0度、2.25度、2.5度、2.75度、又は3.0度であり得る。いくつかの実施形態では、ホーゼルインサート22は、ホーゼル部分20及び/又はクラブシャフト102に取り外し可能に結合され得る。いくつかの実施形態では、ホーゼルインサート22は、ゴルフクラブヘッド10のロフト角、ライ角、又はフェース角を調節するように配置されることが可能であってよい。いくつかの実施形態では、ホーゼルインサート22は、全体が参照により本明細書に援用されている、2012年11月6日に特許を受けた米国特許第8,303,431号に記載されている、ロフト角、ライ角、又はフェース角のうちの少なくとも1つの調節を可能にするように構成され得る。
いくつかの実施形態では、ゴルフクラブヘッド10は、ゴルフクラブヘッド10の本体11のソール部分17に位置する後部ウェイトトラック30(又は後方ウェイトトラック30又は前後部ウェイトトラック30)を含んでもよい。後部ウェイトトラック30は、ウェイト32(又はウェイトアセンブリ32)が摺動可能に搭載されるトラックを画定する。いくつかの実装では、ウェイト32は、後部ウェイトトラック30に締結手段、例えば、ねじ34により摺動可能に搭載される。いくつかの実装では、ウェイト32は、マルチピース設計を有する。例えば、ウェイト32は、ウェイト32を形成するために共に結合している第1及び第2のウェイト構成要素32a、32bを有してもよい。いくつかの実装では、ウェイト32は、締結手段が張力下、すなわち、張力系に置かれるように、トラックの一部、例えば、少なくとも1つのレッジをクランプすることにより後部ウェイトトラック30に固定され得る。付加的に又は代替的に、ウェイト32は、締結手段が圧縮下、すなわち、圧力系に置かれるように、トラックの一部に対して圧縮することにより後部ウェイトトラック30に固定され得る。ただし、ウェイト32は、例えば、シングルピース設計などの図示以外の形態をとることができ、図示された以外の方法で後部ウェイトトラック30に移動可能に搭載されることができる。後部ウェイトトラック30により、ウェイト32が、ウェイトトラックに沿って前方及び後方に摺動可能な調節のために選択的に緩められ、締められることが可能となり、前方−後方方向におけるゴルフクラブヘッド10の有効な重心(CG)を調節することができる。ゴルフクラブヘッド10のCGを前方又は後方に調節することにより、ゴルフクラブヘッド10のパフォーマンス特性が調節される。同調節により、ゴルフクラブヘッド10により打たれたゴルフボールの飛行特性、例えば、ゴルフボールのトップスピン及びバックスピン特性に対する調節が促進される。
以下でより詳細に検討されるように、後部ウェイトトラック30は、ユーザに更なる調節性を提供する。打面のより近くにウェイトを移動させることにより、より低く、より前方のCGとなることに起因して、より低いスピンボールを生じ得る。これにより、ユーザは、一般的には、より高いロフトのクラブは、打つのが「より容易」になると考えられる、クラブヘッドのロフトを上げることも可能であると考えられる。クラブの後方に向かって後方にウェイトを移動させることにより、慣性モーメント(MOI)を大きくし、より高いスピンボールが可能となる。より高いMOIを有するクラブは、一般的には、打つのが「より容易」であると考えられる。したがって、後部ウェイトトラック30により、スピン及びMOI調節の少なくとも両方が可能となる。
示されたように、後部ウェイトトラック30は、後部ウェイトトラック30に沿う様々な位置、例えば、前方又は後方のいずれかにおいて、少なくとも1つのウェイトアセンブリを含んでもよい。2つ以上のウェイトが様々な位置の任意の一ヵ所に使用されてもよく、かつ/又は、クラブヘッド本体に戦略的に配置された複数のウェイトポートが存在してもよい。例えば、ゴルフクラブヘッド10は、トウウェイトポート及びヒールウェイトポートを含んでもよい。その後、ユーザは、ドロー又はフェードバイアスのいずれか一方を促進するために、トウ又はヒールのいずれか一方に、より多くのウェイトを移動させることができると考えられる。加えて、前方位置と後方位置との間で任意のウェイトを分割することにより、より高いMOIクラブとなる一方、すべてのウェイトをクラブの前方部分に移動させることにより、低い前方CGを有するゴルフクラブとなる。したがって、ユーザは、「寛大」でより高いMOIクラブ又はより低いスピンボールを生じさせるクラブの間で選択することができると考えられる。
例えば、図3を参照して、本体11のフレーム24は、前方領域12において、本体11のソール部分17に沿って、フレーム24と一体的に形成された前方又は側方ウェイトトラック36(又は前方若しくは側方チャネル36)を含んでもよい。側方ウェイトトラック36は、ゴルフクラブヘッド10のフェース部分42に対して概ね平行に延在するが、フェース部分42からオフセットされ、ウェイトトラック30に対して概ね垂直である。側方ウェイトトラック36は、少なくとも1つのウェイトが摺動可能に搭載され得るトラック又はポートを画定する。一例において、図2に示されたように、ウェイトは、2つのピース38a、38bを有する第1のウェイト38(又はウェイトアセンブリ38)と、2つのピース39a、39bを有する第2のウェイト39(又はウェイトアセンブリ39)とを含む。第1及び第2のウェイト38、39はそれぞれ、締結手段、例えば、各ねじ40a、40bにより、側方ウェイトトラック36に締結されている。いくつかの実装では、第1及び第2のウェイト38、39は、後部ウェイトトラック30に、締結手段が張力下に置かれる、すなわち、張力系であるように、このトラックの一部、例えば、少なくとも1つのリッジをクランプすることにより固定され得る。付加的に又は代替的に、第1及び第2のウェイト38、39は、後部ウェイトトラック30に、締結手段が圧力下に置かれる、すなわち、圧力系であるように、このトラックの一部に対して圧力を加えることにより固定され得る。第1及び第2のウェイト38、39は、示された以外の他の形状をとることができ、他の方法で搭載されることができ、シングルピースデザイン又はマルチピースデザイン(例えば、3つ以上のピース)をとることができる。
別の例によれば、例えば、図1及び図3に示されたように、1つのウェイト41(又はウェイトアセンブリ41)のみが、側方ウェイトトラック36に摺動可能に搭載されてもよい。ウェイト41は、1つのウェイト構成要素のみ、2つのウェイト構成要素(例えば、ねじ40cにより互いに締結された2つの積層ウェイト構成要素41a、41b)、又は3つ以上のウェイト構成要素を含んでもよい。
側方ウェイトトラック36により、1つ以上のウェイトがヒール−トウ方向におけるゴルフクラブヘッド10の有効なCGを調節するため、ヒール−トウ方向において側方に摺動可能な調節のために選択的に緩められ、締められることが可能となる。ゴルフクラブヘッド10のCGを側方に調節することにより、ゴルフクラブヘッド10のパフォーマンス特性が調節される。同調節により、ゴルフクラブヘッド10により打たれたゴルフボールの飛行特性、例えば、ゴルフボールのサイドスピン特性に対する調節が促進される。特に、互いに独立して調節可能な2つのウェイト(例えば、第1及び第2のウェイト38、39)の使用により、ウェイト間の調節及び相互作用が可能となる。例えば、両ウェイトは、トウ領域14に完全に、ヒール領域16に完全に、互いに最長距離で離れて、一方のウェイトがトウ領域14に完全に、他方のウェイトがヒール領域16に完全に位置し、両方が側方ウェイトトラック36の中心若しくは中間位置に又は他のウェイト位置パターンに位置し得る。付加的に又は代替的に、第1及び第2のウェイト38、39は、後部ウェイトトラック30に位置する2つ以上のウェイトが存在するように、後部ウェイトトラック30に固定され得る。付加的に又は代替的に、第1及び第2のウェイト38、39はそれぞれ、ウェイト32と互換的であってもよい。
いくつかの実施形態では、側方ウェイトトラック又は前方チャネル36は、フェース部分42から、約5mm〜約50mm、例えば、約5mm〜約35mm、例えば、約5mm〜約30mm、例えば、約5mm〜約20mm、又は例えば、約5mm〜約15mmの、前方チャネルオフセット距離(同距離は、フェース部分42の打面43の中心を通過する第1の垂直面と打面43の中心と同じx軸座標における前方チャネル36との間の最短距離である)によりオフセットされる。同様に、後方トラック30は、フェース部分42から、約5mm〜約50mm、例えば、約5mm〜約40mm、例えば、約5mm〜約30mm、又は例えば、約10mm〜約30mmの、後方トラックオフセット距離(同距離は、打面43の中心を通過する第1の垂直面と打面43の中心と同じx軸座標における後方トラック30との間の最短距離である)によりオフセットされる。
特定の実施形態では、前方チャネル36及び後方トラック30は両方とも、特定のチャネル/トラック幅を有する。チャネル/トラック幅は、第1のチャネル壁と第2のチャネル壁との間の水平距離として測定され得る。前方チャネル36及び後方トラック30の両方について、これらの幅は、約5mm〜約20mm、例えば、約10mm〜約18mm、又は例えば、約12mm〜約16mmであり得る。いくつかの実施形態によれば、チャネル又はトラックの深さ(すなわち、底部チャネル壁とチャネルの前及び後縁部に隣接するソールの領域を含む仮想面との間の垂直距離)は、約6mm〜約20mm、例えば、約8mm〜約18mm、又は例えば、約10mm〜約16mmであり得る。
加えて、前方チャネル36及び後方トラック30は両方とも、特定のチャネル/トラック長を有する。チャネル/トラック長は、第3のチャネル壁と第4のチャネル壁との間の水平距離として測定され得る。前方チャネル36及び後方トラック30の両方について、それらの長さは、約30mm〜約120mm、例えば、約50mm〜約100mm、又は例えば、約60mm〜約90mmであり得る。付加的に又は代替的に、前方チャネル36の長さは、打面長の割合として表わされてもよい。例えば、前方チャネル36は、打面長の約30%〜約100%、例えば、打面長の約50%〜約90%又は例えば、約60%〜約80%であり得る。
いくつかの例では、前方チャネル36は、摺動性ウェイトを保持してもよく、又は、フェースにわたる反発係数(COR)を改善及び/又は向上させる機構であってもよい。COR機構に関して、チャネルは、以下でより詳細に記載されるであろうように、様々な形態、例えば、チャネル又はスルースロットをとり得る。
本明細書で開示されたゴルフクラブヘッドはそれぞれ、クラブヘッド本体の容積測定置換に等しい容積を有し得る。すなわち、1つ以上のウェイトポートをヘッド内に有するゴルフクラブヘッドについて、ウェイトポートは、存在しないか、又は、規則正しい仮想面により「覆われる」かのいずれかであると推定される。これにより、クラブヘッド容積は、ポートの存在又は不存在により影響を受けない。本願のゴルフクラブヘッドは、約110cm3〜約600cm3のヘッド容積を有するように構成され得る。より特定の実施形態では、ヘッド容積は、約250cm3〜約500cm3であり得る。更により具体的な実施形態では、ヘッド容積は、約300cm3〜約500cm3、約300cm3〜約360cm3、約300cm3〜約420cm3、又は約420cm3〜約500cm3であり得る。
ドライバーの場合には、ゴルフクラブヘッドは、約300cm3〜約460cm3の容積と、約145g〜約245gの総重量とを有してもよい。ウェアフェイウッドの場合には、ゴルフクラブヘッドは、約100cm3〜約250cm3の容積と、約145g〜約260gの総重量とを有してもよい。ユーティリティ又はハイブリッドクラブの場合には、ゴルフクラブヘッド10は、約60cm3〜約150cm3の容積と、約145g〜約280gの総重量を有してもよい。
一実施形態によれば、ソールインサート28より多くの三次元機構を有するより複雑な形状を有し得るウェイトトラック30は、後部ウェイトトラック30が後部ウェイトトラック30及びソールインサート28同士を結合するためにソールインサート28上に射出成型され、オーバーモールドされ、又はインサート成形され得るように、ソールインサート28と同じ、類似する、又は少なくとも適合可能な材料で製造され得る。一例において、クラウンインサート26、ソールインサート28、及び後部ウェイトトラック30は、互いに十分に結合可能な適合材料、例えば、共通のマトリクス若しくはベース又は少なくとも補完的なマトリクスを有するポリマー材料で製造される。例えば、クラウンインサート26及び/又はソールインサート28は、熱成形に十分適した連続繊維複合材料で製造されることができ、一方、ウェイトトラック30は、射出成型(インサート成形及びオーバーモールドを含む)に十分適した短い繊維複合材料(それぞれ共通のマトリクスを有する)で製造されることができる。射出成形に好適な材料の一例は、ポリウレタンスルフィド(PPS)ベース又はマトリクス中にショートチョップ繊維を有する熱可塑性炭素繊維複合材料である。例えば、後部ウェイトトラック30の材料は、PPSマトリクスを強化する、約1/10インチの長さを有する30体積%の短い炭素繊維を含んでもよい。後部ウェイトトラック30に使用され得る市販材料の別の例は、RTP Companyにより製造されるRTP1385UPである。他の例としては、ナイロン、RTP285、RTP4087UP、及びRTP1382UPが挙げられる。
一例において、ソールインサート28及び後部ウェイトトラック30同士は、ソールインサート28を成形型に置き、ソールインサート28上にトラック30を射出成形することにより結合される。射出成形プロセスにより、ソールインサート28と後部ウェイトトラック30との間に、その材料適合性による強力な融合様結合が形成される。
ソールインサート28が熱硬化性材料を使用して形成され得る代替的な例で、ソールインサート28及び後部ウェイトトラック30は、適合性材料ではなく、処理しないままでは十分に結合しないであろう。したがって、射出成形、インサート成形、又はオーバーモールド工程の前に、ソールインサート28は、好ましくは、熱活性化接着剤、例えば、Akron Coating & Adhesive,Inc.により製造されるACA30−114等によりコーティングされ得る。ACA30−114は、エポキシ樹脂誘導体と非極性粘着剤から設計された粘着促進剤と共に飽和ポリウレタンを有する熱活性化水性接着剤である。他の種類の熱活性化接着剤も使用され得ることが理解されるであろう。コーティング工程後に、ついで、ソールインサート28が、成形型に置かれ、後部ウェイトトラック30の材料が、上記されたようにソールインサート28上にオーバーモールドされ(又は射出成形され)得る。射出成形工程中に、熱により、ソールインサート28上の接着剤コーティングが活性され、ソールインサート28と後部ウェイトトラック30との間の結合が促進される。
ソールインサート28及び後部ウェイトトラック30同士が接着され、クラウンインサート26が形成された後に、それらは、市販のゴルフクラブに期待される通常の圧力、付加、並びに摩耗及び引裂きに堪えるように採用された強力な一体化構造を形成する様式で、フレーム24に結合される。例えば、ソールインサート28及びクラウンインサート26はそれぞれ、フレーム24にエポキシ接着剤を使用して結合され得る。ここで、クラウンインサート26は、クラウン開口62に固定されかつクラウン開口62を覆い、ソールインサート28は、ソール開口60に固定されかつソール開口60を覆う。代替的な取付け方法としては、ボルト、リベット、スナップフィット、接着剤、及び他の公知の結合方法が挙げられ、又は、これらの任意の組み合わせが、クラウンインサート26及びソールインサート28をフレーム24と結合するために使用され得る。
図4に、クラウンインサート26が取り外されたヘッドを示し、上部からのヘッドの中空内部の視野を提供する。加えて、図4に、後部ウェイトトラック30がどのようにして、内部リブ、支持体、及びソールインサート28上にオーバーモールドされた他の機構を含むのかを図示する。例えば、後部ウェイトトラック30は、ソールインサートの中心リッジ28aの上に巻いている様々な支持体、リッジ28aの上部に沿う前後支持リブ、及び中心リッジ28aから外向きに延在する側方リブを含んでもよい。オーバーモールドプロセスにより、ウェイトトラック並びに他の複雑な機構及びディテールを、ゴルフクラブヘッド10の設計に組み込むことが可能となることが分かる。例えば、ウェイトトラック30により提供される性能上の利益に加えて、図4に示された様々なリブ及び機構は、ゴルフクラブヘッド10のための構造的支持及び更なる剛性を提供することができ、ゴルフクラブヘッド10の音響特性も修飾し、更に微調整することができる。ボールを打った際にゴルフクラブヘッド10により発せられる音及び音階周波数は、ゴルファーの感覚的経験に非常に重要であり、ボールのインパクトが打面43上で生じる箇所(及びボールが十分に打たれるかどうかについての機能的なフィードバックを提供する。
図5に、後部ウェイトトラック30がオーバーモールドされる前の、その中心リブ又はリッジ28aを含むソールインサート28を示す。リッジ28aは、ソールインサート上の中心に位置してもよく、更なる構造支持をゴルフクラブヘッドのソールに提供するために、概ね前から後ろに延在している。リッジ28aは、前後ウェイトトラック30が固定されたその外側表面上に細長いウェイト凹部又はポートも提供する。ソールインサートは、射出成形工程中に射出成形溶融物のための流動経路を提供し、ソールインサート28とオーバーモールドされたウェイトトラック30との間の機械的なインターロックを形成することにより、ソールインサートユニットを形成するために、様々な位置に複数のスルーホール50を含んでもよい。
図6に、ソールインサート28に結合したオーバーモールドされた後部ウェイトトラック30を有するソールインサート28をより詳細に示す。後部ウェイトトラック30が、ソールインサート28の両側(内部及び外部)の周囲を覆っていることが、(特に他の図面に関して)分かる。ソールインサート28の外側表面にオーバーモールドされたウェイト取付けチャネル48及び周縁リッジ(又はレール)46に加えて、後部ウェイトトラック30は、好ましくは、1つ以上のリブ及び他の機構もソールインサートの内部表面に含む。例えば、図6に、リッジ28aの対向端上に覆われた強化支持体30a、30b、リッジ28aの上部に沿って辿る平行な前後延在リブ30c、30d、リブ30c、30dを繋ぐクロスリブ30e、並びに様々な側方及び他のリブ30f、30g、30h、30i、30j、30k、30l、30m、30n、30o、30p、及び30qを示す。これらはすべて、ソールインサート28及びゴルフクラブヘッド10を強化するために、支持リブ及び支持体の強化ネットワーク又マトリクスを形成するように相互接続されている。いくつかの実施形態では、少なくとも1つのウェイト部材の後部ウェイトトラック30内での移動により、少なくとも1つのウェイト部材の調節範囲全体を通して、約0.5mm〜約2.0mm未満(例えば、約1.0mm)のゴルフクラブヘッドの重心のヘッドを原点とするz軸座標における変化が生じる。
リブが射出成形されるため、それらは、ゴルフクラブヘッドの音響特性を調節し、微調整するために、広い各種の形状、サイズ、配向、及びソールインサート上での位置を有し得る。図6において、リブネットワークにより、側方及び長手方向の両方に剛性が加えられていることにより、ゴルフクラブヘッドに戦略的に配置された剛性が付与されていることが分かる。これに関して、いくつかのリブ、例えば、リブ30j、30k、30l、30m、30o、30p、及び30qは、フレーム24上に構造的な構成要素を嵌合することにより、ソールインサート28をフレーム24に取り付けるために位置合わせし、かつ、ソールインサート28ユニットとフレーム24との間の強力な機械的結合を提供するためのフォーク状端部を有する。
図7を参照して、フレーム24は、好ましくは、クラウンインサート26を固定するための、クラウン開口62周囲に延在する窪んだシート又はリッジ52aを含む。同様に、フレーム24は、ソールインサート28を受容するための、ソール開口60周囲にシート又はリッジ52bを含む。ウェイト32のウェイト構成要素32a、32bは、その各チャネルに据えられ、レール46により分離されて示されている。ウェイト構成要素32a、32bは、ねじ34を受容するように位置合わせされた孔を有して示されている(例えば、図1及び2を参照のこと)。ウェイト構成要素32aの孔は、ねじ34を緩めることにより、ウェイトトラック30内で前方及び後方に摺動運動可能なようにウェイト構成要素を分離する一方、ねじ34を締めることにより、ゴルフコースでのプレイ中での摺動運動を防止するように、ウェイトが共にレール46との係止係合状態になるようにねじ状であり得る。
図8に示されたように、後部ウェイトトラック30及び(ウェイト構成要素32a、32bを有する)2ピースウェイト32は、ウェイトトラック36及び(ウェイト構成要素41a、41bを含む)2ピースウェイト41に類似する。
上記で言及されたのと同様に、いくつかの実施形態では、チャネル又は摺動ウェイトトラックの幅(すなわち、第1のリッジ及び第2のリッジの位置に隣接する第1のチャネル壁と第2のチャネル壁との間の距離)は、約8mm〜約20mm、例えば、約10mm〜約18mm、又は例えば、約12mm〜約16mmであり得る。また、上記言及されたものに則して、特定の実施形態では、チャネルの深さ(すなわち、底部チャネル壁とチャネルのリッジに隣接するソールの領域を含む仮想面との間の垂直距離)は、約6mm〜約20mm、例えば、約8mm〜約18mm、又は例えば、約10mm〜約16mmであり得る。上記言及されたものに加えて、いくつかの実施形態によれば、チャネルの長さ(すなわち、チャネルの第1の端部とチャネルの第2の端部との間の水平距離)は、約30mm〜約120mm、例えば、約50mm〜約100mm、又は例えば、約60mm〜約90mmであり得る。
いくつかの実施形態によれば、ゴルフクラブヘッド(例えば、図1〜図8に示されたゴルフクラブヘッド10)の調節可能なウェイトシステムを使用するために、ユーザは、ツール(例えば、トルクレンチ)の係合端を使用して、ウェイトアセンブリの締結ボルトを緩めることとなる。締結ボルトが緩められと、ウェイトアセンブリは、ウェイトアセンブリをチャネルにおいて摺動させることによるか、又は、ウェイトアセンブリをクラブヘッド上の異なる位置に再位置付けすることによるかのいずれか一方により調節され得る。ウェイトアセンブリが所望の位置にあると、締結ボルトは、ウェイトアセンブリがクラブヘッドに固定されるまで締められ得る。摺動性ウェイトの場合には、ウェイト締結ボルトは、ウェイトトラック又はチャネルの前方リッジ及び/又は後方リッジ上でのウェイトシステムのワッシャーとマス部材との間のクランプ力がウェイトアセンブリを適所に保持するために十分になるまで締められ得る。いくつかの実施形態では、ゴルフクラブヘッドは、前方リッジ及び/又は後方リッジ上に位置する係止突起部と、ワッシャーとマス部材とにより提供される係止力を大きくするために協同するワッシャー上に位置する係止ノッチとを含んでもよい。他の実施形態では、ゴルフクラブヘッドは、前方リッジ及び/又は後方リッジ上に位置する位置合せ突起部と、ワッシャー上に位置する位置合せノッチとを含んでもよい。位置合せ突起部又はバンプは、外側ウェイト部材又はワッシャーにおけるノッチ又は凹部の幅より小さい幅を有するようにサイズ決めされ、これにより、外側ウェイト部材は、バンプの一方の上に置かれた際に、移動量が制限され得る。この様式では、突起部又はバンプは、ウェイトアセンブリの位置をチャネルに沿って位置合わせするために役立つが、有意な係止機能を行わないマーカー又は指標として機能する。代わりに、ウェイトアセンブリは、ボルトを締めることにより、チャネルに沿う選択された位置に係止され得る。
示された実施形態では、ウェイトアセンブリは、3つの構成要素、すなわち、内側部材、外側部材、及び締結ボルトを含む。外側部材は、内部チャネルの体積の外側部分の中に位置し、リッジの外向きに面する表面と係合し得る。内側部材は、内部チャネルの体積の内側部分の中に位置し、リッジの内向きに面する表面と係合し得る。締結ボルトは、外側部材の中央開口を通って延在し、マス部材の中央開口に位置する噛合するねじと係合する、ねじ状シャフトを有する。これは、ウェイトアセンブリを固定するための張力系である。代替的に、ワッシャーは、中央開口に噛合するねじ山を有することができ、締結ボルトは、マス部材の中央開口を通って進み、ボルトの露出した外側表面でドライバーにより締結されることができると考えられる。この実施形態では、ボルトのヘッドは、締結中にヘッドを適所に保持しているマス部材の内側表面に捕捉されると考えられる。
いくつかの実施形態では、ワッシャーは、マス部材より重くてもよく、その逆でもよい。あるいは、ワッシャー及びマス部材は、類似する重量を有してもよい。マス部材より重いワッシャーを製造する利点は、更に低いCGである。ワッシャー及び/又はマス部材は、1g〜50gの範囲の重量を有し得る。
本明細書における様々な実施形態に開示された複合ソール及びウェイトトラックは、チタン又は他の金属ウェイトトラックを有する従来のクラブヘッドに関連する製造上の課題を克服し、比較的重いウェイトトラックを軽量な複合材料により置き換える(ゴルフクラブヘッド内のどこかに戦略的に割り当てられ得る任意の重量を解放する)。例えば、更なるリブは、ゴルフクラブヘッドの中空内部に戦略的に加えられることにより、ヘッドの音響特性を改善し得る。リブは、ヘッド内部における選択位置を強化し、同位置に剛性を加えるために、戦略的に配置され得る。(摺動性ウェイト機構により任意の更なるCG調節が可能になるのとは別に)有効なCGを前後、トウ向き、若しくはヒール向き又は両方に移動させるために、リブ又は他の機構の形態における任意の重量もまた内部に戦略的に配置され得る。加えて、複合ソールインサート及びクラウンインサート28、26は、構造的支持及び剛性をゴルフクラブヘッド10に提供し、かつ、ゴルフクラブヘッド10のどこかに割り当てられ得る任意の重量を解放する。
いくつかの実施形態によれば、本開示のゴルフクラブヘッド10は、ゴルフクラブヘッド10の本体11のソール部分に位置する、少なくとも1つの反発係数(COR)機構を含む。ゴルフクラブヘッド10のCORは、ゴルフボールがゴルフクラブヘッド10により打たれた際の、ゴルフクラブヘッド10とゴルフボールとの間でのエネルギー損失又は保持の測定値である。望ましくは、ゴルフクラブヘッド10のCORは、ボールとのインパクト中に、ゴルフクラブヘッド10からボールへのエネルギーの効率的な移動を促進するために高くなる。したがって、ゴルフクラブヘッド10のCOR機構により、ゴルフクラブヘッド10のCORの増大が促進される。
ゴルフクラブヘッド10のいくつかの実装では、COR機構は、チャネル、スロット、又はゴルフクラブヘッド10のCORを増大させるように構成されているいくつかの他の部材のうちの1つ以上である。一般的には、例えば、チャネル又はスロットなどのCOR機構は、ゴルフクラブヘッド10の打面43の周辺柔軟性を増大又は向上させることによりゴルフクラブヘッド10のCORを増大させる。特定の実装によれば、CRO機構は、本体11のソール部分17の前方領域12において、ソール部分17の最前方縁部に隣接し又は同縁部の近くに位置してもよい。
ゴルフクラブヘッド10のCOR機構のチャネルに関する更なる詳細は、その全体が参照により本明細書に組み込まれている、2011年12月27日、2012年5月10日、及び2013年3月14日にそれぞれ出願された米国特許出願第13/338,197号、同第13/469,031号、同第13/828,675号に見出すことができる。ゴルフクラブヘッド10のCOR機構のスロットに関する更なる詳細は、その全体が参照により本明細書に組み込まれている、2013年3月15日に出願された米国特許出願第13/839,727号に見出すことができる。ゴルフクラブヘッド10のCOR機構に関するより更なる詳細は、その全体が参照により本明細書に組み込まれている、2010年6月1日に出願された米国特許第8,235,844号、2011年12月13日に出願された同第8,241,143号、2011年12月14日に出願された同第8,241,144号に見出すことができる。
本開示のゴルフクラブヘッド10は、ゴルフクラブヘッド10のパフォーマンス特性を促進する他の機構を備えてもよい。例えば、ゴルフクラブヘッド10は、いくつかの実装では、米国特許第6,773,360号、同第7,166,040号、同第7,452,285号、同第7,628,707号、同第7,186,190号、同第7,591,738号、同第7,963,861号、同第7,621,823号、同第7,448,963号、同第7,568,985号、同第7,578,753号、同第7,717,804号、同第7,717,805号、同第7,530,904号、同第7,540,811号、同第7,407,447号、同第7,632,194号、同第7,846,041号、同第7,419,441号、同第7,713,142号、同第7,744,484号、同第7,223,180号、同第7,410,425号、及び同第7,410,426号においてより詳細に記載されている機構に類似する、移動可能なウェイト機構を含む。それぞれの文献の内容は、その全体が参照により本明細書に組み込まれている。
特定の実装では、例えば、ゴルフクラブヘッド10は、米国特許第7,775,905号及び同第8,444,505号、2013年5月20日に出願された米国特許出願第13/898,313号、2013年10月7日に出願された米国特許出願第14/047,880号、2012年9月18日に出願された米国特許出願第61/702,667号、2013年3月15日に出願された米国特許出願第13/841,325号、2013年7月19日に出願された米国特許出願第13/946,918号、2015年7月1日に出願された米国特許出願第14/789,838号、2014年7月3日に出願された米国特許出願第62/020,972号、2014年10月17日に出願された特許出願第62/065,552号、及び2015年3月31日に出願された特許出願第62/141,160号においてより詳細に記載された機構に類似する、摺動可能なウェイト機構を含む。それぞれの文献の内容は、その全体が参照により本明細書に組み込まれている。
いくつかの実装によれば、ゴルフクラブヘッド10は、その全体の内容が参照により本明細書に組み込まれている米国特許出願公開第2013/0123040(A1)号においてより詳細に記載された機構に類似する、空気力学的形状機構を含む。
更にいくつかの実装によれば、ゴルフクラブヘッド10は、その全体の内容が参照により本明細書に組み込まれている、米国特許第8,025,587号、同第8,235,831号、同第8,337,319号、米国特許出願公開第2011/0312437(A1)号、同第2012/0258818(A1)号、同第2012/0122601(A1)号、同第2012/0071264(A1)号、及び米国特許出願第13/686,677号においてより詳細に記載された機構に類似する、調節可能なロフト/ライ機構を含む。
加えて、いくつかの実装では、ゴルフクラブヘッド10は、その全体の内容が参照により本明細書に組み込まれている、米国特許第8,337,319号、米国特許出願公開第2011/0152000(A1)号、同第2011/0312437(A1)号、同第2012/0122601(A1)号、及び米国特許出願第13/686,677号においてより詳細に記載された機構に類似する、調節可能なソール機構を含む。
特定の実装によれば、ゴルフクラブヘッド10は、その全体が参照により本明細書に組み込まれている、米国特許出願第12/006,060号並びに米国特許第6,997,820号、同第6,800,038号、及び同第6,824,475号においてより詳細に記載された機構に類似する、可変厚さのフェース部分要素を含む。
いくつかの実装では、ゴルフクラブヘッド10は、その全体が参照により本明細書に組み込まれている、米国特許出願第11/998,435号、同第11/642,310号、同第11/825,138号、同第11/823,638号、同第12/004,386号、同第12/004,387号、同第11/960,609号、同第11/960,610号、及び米国特許第7,267,620号においてより詳細に記載された機構に類似する、複合フェース部分要素を含む。
一実施形態によれば、例えば、ゴルフクラブヘッド10などのゴルフクラブを製造する方法は、下記工程:(1)ソール開口を有するフレームを形成し、複合積層ソールインサートを形成し、熱可塑性複合ヘッド構成要素をソールインサートの上に射出成形して、ソールインサートユニットを生成し、ソールインサートをフレームに接合させる工程、(2)1つ以上の摺動性ウェイトを支持可能なウェイトトラックである複合ヘッド構成要素を提供する工程、(3)ソールインサートを、ウェイトラックと結合するために適合可能なマトリクスを有する熱可塑性複合材料から形成する工程、(4)ソールインサートを、ガラス繊維、アラミド繊維、炭素繊維、及びこれらの任意の組み合わせからなる群から選択され、ポリフェニレンスルフィド(PPS)、ポリアミド、ポリプロピレン、熱可塑性ポリウレタン、熱可塑性ポリウレア、ポリアミド−アミド(PAI)、ポリエーテルアミド(PEI)、ポリエーテルエーテルケトン(PEEK)、及びこれらの任意の組み合わせからなる熱可塑性マトリクスを有する、連続繊維を有する連続繊維複合材料から形成する工程、(5)ソールインサート及びウェイトトラックの両方を、適合性マトリクスを有する熱可塑性複合材料から形成する工程、(6)ソールインサートを、熱可塑性材料から形成し、ソールインサートを、熱活性化接着剤によりコーティングし、ウェイトトラックを、コーティング工程後のソールインサートの上に射出成形可能な熱可塑性材料から形成する工程、(7)フレームを、チタン、1つ以上のチタン合金、アルミニウム、1種以上のアルミニウム合金、鋼、1種以上の鋼合金、及びこれらの任意の組み合わせからなる群から選択される材料から形成する工程、(8)クラウン開口を有するフレームを形成し、クラウンインサートを、複合積層材料から形成し、クラウンインサートがクラウン開口を覆うように、クラウンインサートをフレームに接合させる工程、(9)複合ヘッド構成要素を、ヘッドを強化する1つ以上のリブ、ヘッドの音響特性を調整する1つ以上のリブ、ゴルフクラブヘッドのソール部分における固定ウェイトを受容する1つ以上のウェイトポート、摺動性ウェイトを受容する1つ以上のウェイトトラック、及びこれらの組み合わせからなる群から選択する工程、(10)ソールインサート及びクラウンインサートを、連続炭素繊維複合材料から形成する工程、(11)ソールインサート及びクラウンインサートを、熱硬化に好適な材料を使用する熱硬化により形成し、ソールインサートを熱活性化接着剤によりコーティングする工程、(12)フレームを、チタン、チタン合金、又はこれらの組み合わせから、クラウン開口を有するように形成し、ソールインサート及びウェイトトラックを、ポリフェニレンスルフィド(PPS)、ポリアミド、ポリプロピレン、熱可塑性ポリウレタン、熱可塑性ポリウレア、ポリアミド−アミド(PAI)、ポリエーテルアミド(PEI)、ポリエーテルエーテルケトン(PEEK)、及びこれらの任意の組み合わせからなる群から選択されるマトリクスを有する熱可塑性炭素繊維材料から形成する工程、並びに(13)クラウン開口を有するフレームを形成し、クラウンインサートを、熱可塑性複合材料から形成し、クラウンインサートがクラウン開口を覆うように、クラウンインサートをフレームに接合させる工程のうちの1つ以上を含む。
付加的に又は代替的に、本体11及び/又はフレーム24は、下記材料:炭素鋼、ステンレス鋼(例えば、17−4PHステンレス鋼)、合金鋼、Fe−Mn−Al合金、ニッケル系合金鉄、鋳鉄、超合金鋼、アルミニウム合金、マグネシウム合金、銅合金、チタン合金、又はこれらの混合物で製造され得る。ソールインサート、クラウンインサート、及び/又は摺動性ウェイトトラックは、例えば、約1g/cm3〜約2g/cm3などの約2g/cm3未満の密度を有する非金属材料で形成され得る。非金属材料は、好ましくは、ポリマー又はポリマー強化複合材から構成され得る。ポリマーは、熱硬化性又は熱可塑性のいずれか一方であることができ、非晶性、結晶性、及び/又は半結晶性構造であることができる。ポリマーは、例えば、結晶性若しくは半結晶性エンジニアリングプラスチック又は非晶性エンジニアリングプラスチックなどのエンジニアリングプラスチックで形成されてもよい。可能性のあるエンジニアリングプラスチックの候補としては、ポリフェニレンスルフィドエーテル(PPS),ポリエーテルイミド(PEI)、ポリカーボネート(PC)、ポリプロピレン(PP)、アクリロニトリル−ブタジエンスチレンプラスチック(ABS)、ポリオキシメチレンプラスチック(POM)、ナイロン6、ナイロン6−6、ナイロン12、ポリメチルメタクリレート(PMMA)、ポリフェニレンオキシド(PPO)、ポリブチレンテレフタレート(PBT)、ポリスルホン(PSU)、ポリエーテルスルホン(PES)、ポリエーテルエーテルケトン(PEEK)、又はこれらの混合物が挙げられる。それ以外にも、ソールインサート、クラウンインサート、及び/又は摺動性ウェイトトラックを形成する間に、例えば、ガラス繊維、炭素繊維、又は金属繊維などの有機短繊維が、ソールインサート、クラウンインサート、及び/又は摺動性ウェイトトラックの構造的強度を向上させるために、エンジニアリングプラスチックに加えられ得る。ただし、好ましくは、強化材は、短繊維ではなく、連続長繊維である。最も好ましい熱硬化性材料は、連続長繊維グラファイトエポキシ複合材であると考えられる。最も好ましい熱可塑性材料は、連続長繊維グラファイト強化材を有するPPS又はPSUポリマーのいずれか一方であると考えられる。エポキシ及びPSUの利点の1つは、両者が比較的低減衰でありながら比較的剛性であり、これにより、過減衰する場合がある他のポリマーと比較して、より良好な音又はより大きい金属音を生成する。加えて、PSUは、最終的に仕上がったゴルフクラブヘッドを達成するための仕上げ又は塗装を必要としない点で、後処理をほとんど必要としない。
いくつかの実施形態では、ゴルフクラブヘッドを製造する方法は、クラウンインサート又はソールインサートを形成することを含んでもよく、インサートの形成は、下記工程:(1)着色コーティング炭素繊維を形成するために炭素繊維をコーティングする工程、(2)複数のプリプレグ一方向性繊維複合プライを積層して、プリプレグ繊維複合層を形成する工程であって、複数のプリプレグ一方向性繊維複合プライが、最内側プリプレグ一方向性繊維複合プライ及び最外側プリプレグ一方向性繊維複合プライを含む、工程、(3)着色炭素繊維を含む織物複合層を形成する工程、(4)プリプレグ繊維複合層及び織物複合層を硬化させる工程、(5)織物複合層を、最外側プリプレグ一方向性繊維複合プライに直接又は間接的に接着させる工程、並びに(6)織物複合層の最外側表面を、光透過性コーティングによりコーティングする工程のうちの1つを含む。工程(1)において、炭素繊維は、電気メッキプロセス、CVDプロセス、PVDプロセス、又は陽極酸化プロセスを使用してコーティングされてもよい。いくつかの実施形態では、工程(2)において、最外側プリプレグ一方向性繊維複合プライは、着色コーティング炭素繊維を含んでもよい。いくつかの実施形態では、工程(5)において、プリプレグ繊維複合層及び織物複合層は共に硬化されて、織物複合層を、最外側プリプレグ一方向性繊維複合プライに直接接着させ得る。いくつかの実施形態では、ソールインサート及び/又はクラウンインサートは、熱形成を含むプロセスにより製造されてもよい。
いくつかの実施形態では、炭素繊維をコーティングすることは、個々の繊維をコーティングすることを含んでもよい。いくつかの実施形態では、炭素繊維をコーティングすることは、炭素繊維の個々のトウをコーティングすることを含んでもよい。いくつかの実施形態では、炭素繊維をコーティングすることは、織物炭素繊維のシート及び/又は炭素繊維トウをコーティングすることを含んでもよい。
いくつかの実施形態では、ゴルフクラブヘッドを製造する方法は、クラウンインサート又はソールインサートを形成することを含んでもよく、インサートの形成は、下記工程:(1)炭素繊維を織って、織りパターンを形成する工程、(2)複数のプリプレグ一方向性繊維複合プライを積層して、プリプレグ繊維複合層を形成する工程、(3)織りパターンを金属/着色コーティングする工程、(4)織物繊維パターンをマトリクス材料に埋め込む工程、(5)プリプレグ繊維複合層及び/又は織物複合層を硬化させる工程、(6)織物複合層を最外側プリプレグ一方向性繊維複合プライに直接又は間接的に接着させる工程、並びに(7)織物複合層の最外側表面を光透過性コーティングによりコーティングする工程のうちの1つ以上を含む。工程(3)において、コーティングすることは、電気メッキプロセス、CVDプロセス、PVDプロセス、又は陽極酸化プロセスを使用して適用されてもよい。いくつかの実施形態では、工程(2)において、最外側プリプレグ一方向性繊維複合プライは、着色コーティング炭素繊維を含んでもよい。いくつかの実施形態では、工程(5)において、プリプレグ繊維複合層及び織物複合層は共に硬化されて、織物複合層を、最外側プリプレグ一方向性繊維複合プライに直接接着させ得る。いくつかの実施形態では、ソールインサート及び/又はクラウンインサートは、熱形成を含むプロセスにより製造されてもよい。
いくつかの実施形態では、所望の形状の織物炭素繊維材料は、ゴルフクラブの構成要素に加工するために、織物シートから切断されてもよい。所望の形状が切断される織物シートは、硬化したマトリクス材料に埋め込まれた織物繊維材料のシートであり得る。
いくつかの実施形態では、ゴルフクラブの構成要素を製造する方法は、最小織り密度を有するあるパターンの炭素繊維(例えば、織物炭素繊維材料のシート)を織ることを含んでもよい。本明細書で検討された織りパターンのいずれかが、本明細書で検討された最小織り密度(例えば、織りパターン1平方メートル当たり50〜650グラム(g/m2)の範囲の最小織り密度)を有するように織られてもよい。いくつかの実施形態では、パターン状に織られた繊維は、着色/金属コーティング繊維でもよい。いくつかの実施形態では、パターン状に織られた繊維は、着色/金属コーティングされなくてもよい。いくつかの実施形態では、好適な織り密度を有する織物繊維パターンを織った後に、織物繊維パターンは、マトリクス材料に埋め込まれて、織布繊維複合材を形成し得る。炭素繊維及び/又は炭素繊維トウの織りパターンが着色/金属コーティングされている実施形態では、着色/金属コーティングは、織りパターンをマトリクス材料に埋め込む前に適用され得る。着色/金属コーティングは、織りパターンの上面及び/又は織りパターンの下面に適用されてもよい。
本明細書に記載された実施形態について例示的なポリマーとしては、合成及び天然ゴム、熱硬化性ポリマー、例えば、熱硬化性ポリウレタン又は熱硬化性ポリウレア、並びに、熱可塑性エラストマーを含む熱可塑性ポリマー、例えば、熱可塑性ポリウレタン、熱可塑性ポリウレア、メタロセン触媒ポリマー、単峰性エチレン/カルボン酸コポリマー、単峰性エチレン/カルボン酸/カルボキシレートターポリマー、二峰性エチレン/カルボン酸コポリマー、二峰性エチレン/カルボン酸/カルボキシレートターポリマー、ポリアミド(PA)、ポリケトン(PK)、コポリアミド、ポリエステル、コポリエステル、ポリカーボネート、ポリフェニレンスルフィド(PPS)、環状オレフィンコポリマー(COC)、ポリオレフィン、ハロゲン化ポリオレフィン[例えば、塩素化ポリエチレン(CPE)]、ハロゲン化ポリアルキレン化合物、ポリアルケナマー、ポリフェニレンオキシド、ポリフェニレンスルフィド、ジアリルフタレートポリマー、ポリイミド、塩化ポリビニル、ポリアミド−アイオノマー、ポリウレタンアイオノマー、ポリビニルアルコール、ポリアリレート、ポリアクリレート、ポリフェニレンエーテル、耐衝撃性改質ポリフェニレンエーテル、ポリスチレン、高耐衝撃性ポリスチレン、アクリロニトリル−ブタジエン−スチレンコポリマー、スチレン−アクリロニトリル(SAN)、アクリロニトリル−スチレン−アクリロニトリル、スチレン−無水マレイン酸(S/MA)ポリマー、スチレン−ブタジエン−スチレン(SBS)、スチレン−エチレン−ブチレン−スチレン(SEBS)、及びスチレン−エチレン−プロピレン−スチレン(SEPS)を含むスチレンブロックコポリマー、スチレンターポリマー、ヒドロキシル化、官能化スチレンコポリマー及びターポリマーを含む官能化スチレンブロックコポリマー、セルロースポリマー、液晶ポリマー(LCP)、エチレン−プロピレン−ジエンターポリマー(EPDM)、エチレン−酢酸ビニルコポリマー(EVA)、エチレン−プロピレンコポリマー、プロピレンエラストマー(例えば、全内容が参照により本明細書に組み込まれている米国特許第6,525,157号(Kim et al)に記載されたもの)、エチレン酢酸ビニル、ポリウレア、及びポリシロキサン並びにこれらの任意及びすべての組み合わせを挙げることができるが、これらに限定されない。
これらの中でも、ポリアミド(PA)、ポリフタルイミド(PPA)、ポリケトン(PK)、コポリアミド、ポリエステル、コポリエステル、ポリカーボネート、ポリフェニレンスルフィド(PPS)、環状オレフィンコポリマー(COC)、ポリフェニレンオキシド、ジアリルフタレートポリマー、ポリアリレート、ポリアクリレート、ポリフェニレンエーテル、及び耐衝撃性改質ポリフェニレンエーテルが好ましい。本発明のゴルフクラブヘッドに使用するために特に好ましいポリマーは、高温での靱性及び安定性が知られているいわゆる高性能エンジニアリング熱可塑性プラスチックのファミリーである。これらのポリマーとしては、ポルスルホン、ポリエーテルイミド、及びポリアミド−イミドが挙げられる。これらの中でも、ポリスルホンが最も好ましい。
芳香族ポリスルホンは、4,4’−ジクロロジフェニルスルホン自体又は1つ以上の二価フェノールとの縮重合から生成されるポリマーのファミリーである。芳香族ポリスルホンとしては、ポリエーテルスルホンと呼ばれる場合がある熱可塑性プラスチックが挙げられ、その繰返し単位の一般的な構造は、−アリーレン−SO2−アリーレン−として表わされ得るジアリールスルホン構造を有する。これらの単位同士は、熱安定性の熱可塑性ポリマーを形成するために、炭素−炭素結合、炭素−酸素−炭素結合、炭素−硫黄−炭素結合により、又は、短いアルキレン架橋を介して連結され得る。このファミリーにおけるポリマーは、完全に非晶性であり、高いガラス転移点を示し、高温においても高い強度及び剛性を提供し、工業用途の要求に有用である。ポリマーはまた、良好な延性及び靱性も有し、その完全な非晶性のためにその通常の状態において透明である。更なる重要な属性としては、熱水/蒸気による加水分解に対する抵抗性並びに酸及び塩基に対する優れた抵抗性が挙げられる。ポリスルホンは、完全に熱可塑性であり、最も標準的な方法、例えば、射出成形、押出し成形、及び熱形成による加工が可能である。それらは、広い範囲の高温工業用途も有している。
3つの市販の重要なポリスルホンは、a)ポリスルホン(PSU)、b)ポリエーテルスルホン(PES,PESUとも呼ばれる)、及びc)ポリフェニレンスルホン(PPSU)である。
特に重要で、好ましい芳香族ポリスルホンは、構造−C6H4SO2−C6H4−O−(式中、C6H4は、m−又はp−フェニレン構造を表わす)の繰返し単位から構成されるものである。ポリマー鎖はまた、−C6H4−、C6H4−O−、−C6H4−(低級アルキレン)−C6H4−O−、−C6H4−O−C6H4−O−、C6H4−S−C6H4−O−等の繰返し単位及びエンジニアリング熱可塑性プラスチックの技術分野において公知の他の熱安定性で実質的に芳香族二官能基も含み得る。個々の芳香環が1つ以上の置換基において更に置換されている、いわゆる、改質ポリスルホンも含まれる。同改質ポリスルホンとしては、下記が挙げられる。
(式中、Rは、それぞれ独立して、水素原子、ハロゲン原子、若しくは炭化水素基、又はこれらの組み合わせである。)ハロゲン原子としては、フッ素、塩素、臭素、及びヨウ素原子が挙げられる。炭化水素基としては、例えば、C1〜C20アルキル基、C2〜C20アルケニル基、C3〜C20シクロアルキル基、C3〜C20シクロアルケニル基、及びC6〜C20芳香族炭化水素基が挙げられる。これらの炭化水素基は、1つ以上ハロゲン原子により部分的に置換されていてもよいし、又は、1つ以上のハロゲン原子以外の1つ以上の極性基により部分的に置換されていてもよい。C1〜C20アルキル基の具体的な例として、メチル基、エチル基、プロピル基、イソプロピル基、アミル基、ヘキシル基、オクチル基、デシル基、及びドデシル基に言及され得る。C2〜C20アルケニル基の具体的な例として、プロペニル基、イソプロぺピル基、ブテニル基、イソブテニル基、ペンテニル基、及びヘキセニル基に言及され得る。C3〜C20シクロアルキル基の具体的な例として、シクロペンチル基及びシクロへキシル基に言及され得る。C3〜C20シクロアルケニル基の具体的な例として、シクロペンテニル基及びシクロヘキセニル基に言及され得る。芳香族炭化水素基の具体的な例として、フェニル基及びナフチル基又はこれらの組み合わせに言及され得る。
個々の好ましいポリマーとしては、(a)塩基の存在下でのビスフェノールAと4,4’−ジクロロジフェニルスルホンとの縮重合により製造され、主な繰返し構造
を有し、PSFと省略され、商品名Udel(登録商標)、Ultrason(登録商標)S、Eviva(登録商標)、RTP PSUで販売されているポリスルホン、(b)塩基の存在下での4,4’−ジヒドロキシジフェニルと4,4’−ジクロロジフェニルスルホンとの縮重合により製造され、主な繰返し構造
を有し、PPSFと省略され、商品名RADEL(登録商標)樹脂で販売されているポリスルホン、及び(c)塩基の存在下での4,4’−ジクロロジフェニルスルホンで製造され、主な繰返し構造
を有し、PPSFと省略され、「ポリエーテルスルホン」と呼ばれる場合があり、商品名Ultrason(登録商標)E、LNP(商標)、Veradel(登録商標)PESU、Sumikaexce、及びVICTREX(登録商標)樹脂で販売されている縮合ポリマー、並びにこれらの任意及びすべての組み合わせが挙げられる。
複合繊維層に好適な例示的な複合材料は、以下のとおりである。各例示的な複合材料について、特に断らない限り、材料の特性は、材料の繊維に着色/金属コーティングを付加していない、材料の特性である。ただし、十分に薄い着色/金属コーティングは、複合材料の特性(例えば、機械的特性)を変化し得ない。例えば、炭素複合材などの好適な複合材料は、繊維性材料(例えば、グラファイト又は乱層若しくはグラファイト状の炭素繊維を含む炭素繊維、又はグラファイト状及び乱層部分の両方が存在するハイブリッド構造)の複数のプライ又は層を含む複合材で製造され得る。メタルウッドゴルフクラブに使用するためのこれらの複合材料及びその加工法のいくつかの例は、参照により本明細書に組み込まれている、米国特許出願第10/442,348号(現在、米国特許第7,267,620号)、同第10/831,496号(現在、米国特許第7,140,974号)、同第11/642,310号、同第11/825,138号、同第11/998,436号、同第11/895,195号、同第11/823,638号、同第12/004,386号、同第12/004,387号、同第11/960,609号、同第11/960,610号、及び同第12/156,947号に記載されている。複合材料は、全内容が参照により本明細書に組み込まれている、少なくとも米国特許出願第11/825,138号に記載されている方法に従って製造され得る。
代替的に、先に参照されたポリマーの短又は長繊維強化配合物が使用され得る。例示的な配合物としては、30%の炭素繊維が充填され、RTP Companyから商品名RTP285で市販されている、ナイロン6/6ポリアミド配合物が挙げられる。この材料は、ASTM D638により測定された、35000psi(241MPa)の引張強度、ASTM D638により測定された、2.0〜3.0%の引張伸び、ASTM D638により測定された、3.30×106psi(22754MPa)の引張弾性率、ASTM D790により測定された、50000psi(345MPa)の曲げ強度、及びASTM D790により測定された、2.60×106psi(17927MPa)の曲げ弾性率を有する。
他の材料としては、40%の炭素繊維が充填され、RTP Companyから商品名RTP4087UPで市販されている、ポリフタルアミド(PPA)配合物も挙げられる。この材料は、ISO527により測定された、360MPaの引張強度、ISO527により測定された、1.4%の引張伸び、ISO527により測定された、41500MPaの引張弾性率、ISO178により測定された、580MPaの曲げ強度、及びISO178により測定された、34500MPaの曲げ弾性率を有する。
更に他の材料としては、30%の炭素繊維が充填され、RTP Companyから商品名RTP1385UPで市販されている、ポリフェニレンスルフィド(PPS)配合物が挙げられる。この材料は、ISO527により測定された、255MPaの引張強度、ISO527により測定された、1.3%の引張伸び、ISO527により測定された、28500MPaの引張弾性率、ISO178により測定された、385MPaの曲げ強度、及びISO178により測定された、23,000MPaの曲げ弾性率を有する。
特に好ましい材料としては、20%の炭素繊維が充填され、RTP Companyから商品名RTP983で市販されている、ポリスルホン(PSU)配合物が挙げられる。この材料は、ISO527により測定された、124MPaの引張強度、ISO527により測定された、2%の引張伸び、ISO527により測定された、11032MPaの引張弾性率、ISO178により測定された、186MPaの曲げ強度、及びISO178により測定された、9653MPaの曲げ弾性率を有する。
また、好ましい材料としては、30%の炭素繊維が充填され、RTP Companyから商品名RTP985で市販されている、ポリスルホン(PSU)配合物を挙げることができる。この材料は、ISO527により測定された、138MPaの引張強度、ISO527により測定された、1.2%の引張伸び、ISO527により測定された、20685MPaの引張弾性率、ISO178により測定された、193MPaの曲げ強度、及びISO178により測定された、12411MPaの曲げ弾性率を有する。
更に好ましい材料としては、40%の炭素繊維が充填され、RTP Companyから商品名RTP987で市販されている、ポリスルホン(PSU)配合物が挙げられる。この材料は、ISO527により測定された、155MPaの引張強度、ISO527により測定された、1%の引張伸び、ISO527により測定された、24132MPaの引張弾性率、ISO178により測定された、241MPaの曲げ強度、及びISO178により測定された、19306MPaの曲げ弾性率を有する。
2001年6月11日に出願された、その全体が参照により本明細書に組み込まれている、発明の名称「METHOD FOR MANUFACTURING AND GOLF CLUB HEAD」の米国特許第6,623,378号に詳細に記載されているように、ゴルフクラブヘッド10のクラウン又は外側シェルは、炭素繊維強化エポキシ、炭素繊維強化ポリマー、又はポリマーなどの複合材料で製造され得る。加えて、米国特許出願第10/316,453号及び同第10/634,023号には、軽量なクラウンを有するゴルフクラブヘッドが記載されている。更に、米国特許出願第12/974,437号(現在、米国特許第8,608,591号)には、軽量なクラウン及びソールを有するゴルフクラブヘッドが記載されている。
いくつかの実施形態では、クラウン及び/又はを構成するために使用される複合材料は、広い温度範囲にわたって高い強度及び剛性並びに良好な耐摩耗性及び摩耗挙動を示し、応力割れに抵抗性である必要がある。このような特性は、(1)約7ksi〜約330ksi、好ましくは、約8ksi〜約305ksi、より好ましくは、約200ksi〜約300ksi、更により好ましくは、約250ksi〜約300ksiの室温での引張強度(ASTM D638及び/又はASTM D3039により測定)、(2)約.4Msi〜約23Msi、好ましくは、約.46Msi〜約21Msi、より好ましくは、約.46Msi〜約19Msiの室温での引張弾性率(ASTM D638及び/又はASTM D3039により測定)、(3)約13ksi〜約300ksi、約14ksi〜約290ksi、より好ましくは、約50ksi〜約285ksi、更により好ましくは、約100ksi〜約280ksiの室温での曲げ強度(ASTM D790により測定)、及び(4)約.4Msi〜約21Msi、約.5Msi〜約20Msi、より好ましくは、約10Msi〜約19Msiの室温での曲げ弾性率(ASTM D790により測定)を含む。
特定の実施形態では、ゴルフクラブヘッド構成要素を製造するために有用な複合材料は、繊維部分と樹脂部分とを含む。一般的には、樹脂部分は、繊維が所定の様式で埋め込まれる「マトリクス」として機能する。クラブヘッド用の複合材において、繊維部分は、樹脂成分で含浸された複数の繊維層又はプライとして構成される。各層における繊維は、それぞれの配向を有し、同配向は、典型的には、層ごとに異なり、正確に制御される。打面に有用な数の層は、相当数、例えば、40以上である。ただし、ソール又はクラウンについて、層数は、例えば、3以上、4以上、5以上、6以上に、実質的に減らし得る。その例は、以下で提供される。複合材料の加工中に、層(各層は、未硬化又は一部硬化した樹脂に含浸されたそれぞれに配向した繊維を含み、このような各層は、「プリプレグ」層と呼ばれる)は、「積層」様式で重ねて配置される。プリプレグ積層材を形成した後に、樹脂は、剛性状態に硬化される。関心に応じて、比強度が、引張強度を材料の密度で割ることにより算出され得る。これは、強度−重量比又は強度/重量比としても公知である。
特定のクラブヘッド構成に関する試験において、比較的低い繊維目付(FAW)を有するプリプレグプライで形成された複合部分により、複数の領域において、優れた性能、例えば、耐衝撃性、耐久性、及びクラブ全体のパフォーマンスが提供されることが見出されてきた。FAWは、所与量のプリプレグの繊維部分の重量(単位:g/m2)である。クラウン及び/又はソールパネルは、20g/m2〜200g/m2の繊維目付を有する複合材料のプライで形成されてもよい。ただし、100g/m2を下回る、より望ましくは75g/m2以下のFAW値が、特に効果的であり得る。プリプレグプライの製造に使用するために特に好適な繊維材料は、上記された炭素繊維である。2つ以上の繊維材料が使用され得る。ただし、他の実施形態では、70g/m2を下回るFAW値及び100g/m2を上回るFAW値を有するプリプレグプライが使用されてもよい。一般的には、コストは、70g/m2を下回るFAW値を有するプリプレグプライにおける主な禁止要因である。
特定の実施形態では、複数の低FAWプリプレグプライは、積層されることができ、積層プライの厚さにわたって、繊維の比較的均一な分布をも有する。対照的に、比較可能な樹脂含量(R/C単位:%)レベルにおいて、より高いFAWを有するプリプレグ材料の積層プライは、低FAW材料の積層プライより相当樹脂を豊富に含む領域を、特に、隣接するプライの界面に有する傾向がある。特に、ゴルフボールインパクトにより生じる力が、繊維強化材の繊維の配向に対して概ね横向きであるため、樹脂を豊富に含む領域は、繊維強化材の有効性を低下させる傾向がある。パネルを形成するために使用されるプリプレグプライは、望ましくは、例えば、エポキシなどの好適な樹脂で含浸された炭素繊維を含む。例示となる炭素繊維は、234Gpa(34Msi)の引張弾性率及び4500Mpa(650Ksi)の引張強度を有する、「34−700」炭素繊維(Grafil,Sacramento,Calif.から入手可能)である。使用され得る別のGrafil繊維は、240Gpa(35Msi)の引張弾性率及び4900Mpa(710ksi)の引張強度を有する、「TR50S」炭素繊維である。好適なエポキシ樹脂は、タイプ「301」及び「350」(Newport Adhesives and Composites,Irvine,Calif.から入手可能)である。例示的な樹脂含量(R/C)は、33%〜40%、好ましくは、35%〜40%、より好ましくは、36%〜38%である。
本願全体を通して検討されたゴルフクラブヘッド(例えば、ゴルフクラブヘッド10)のいくつかの実施形態は、炭素繊維強化エポキシ、炭素繊維強化ポリマー、又はポリマーのクラウン、ソール、及び/又はフェースなどの複合材であり得る、別々のクラウン、ソール、及び/又はフェースを含んでもよい。代替的に、クラウン、ソール、及び/又はフェースは、密度が小さい材料、例えば、チタン又はあるニウム等で製造されてもよい。クラウンの一部分は、鋼(約7.8〜8.05g/cm3)又はチタン(約4.43g/cm3)のいずれか一方で鋳造され得るが、クラウンの大部分は、密度が小さい材料、例えば、約1.5g/cm3の密度を有する材料又は約4.43g/cm3未満の密度を有するいくつかの他の材料等で製造され得る。すなわち、クラウンは、いくつかの他の金属又は複合材であり得ると考えられる。付加的に又は代替的に、フェースは、ソールの一部として、鋳造ではなく、適所に溶接されてもよい。
クラウン、ソール、及び/又はフェースを密度が小さい材料で製造することにより、ウェイトを、クラウン、ソール、及び/又はフェースから、クラブヘッドの他の領域、例えば、低い前方及び/又は低い後方に、再分配させることができる。低い前方及び低い後方は両方とも、前方から後方に摺動するウェイトトラックを包含するクラブヘッドにふさわしくあり得る。
その全体が参照により本明細書に組み込まれている米国特許第8,163,119号には、複合材物品及び複合材物品を製造するための方法が開示されている。その全体が参照により本明細書に組み込まれる、米国特許出願公開第2015/0038262号及び同第2016/0001146号には、ゴルフクラブヘッドに使用され得る、様々な複合クラウン構造が開示されている。米国特許第8,163,119号、米国特許出願公開第2015/0038262号及び同第2016/0001146号に記載されている技術及び積層材は、複合クラウンパネル、複合ソールパネル、ソール上に位置する複合トウパネル、及び/又はソール上に位置する複合ヒールパネルを構成するために利用され得る。
米国特許第8,163,119号には、打面に有用な数の層は、相当数、例えば、50以上であることが開示されている。ただし、当技術分野において、層を30〜50層に減らすことができるような改善がなされてきた。加えて、ソール及び/又はクラウン上に位置するパネルについて、層は、3、4、5、6、7以上の層に実質的に減らすことができる。
以下の表1に、可能性のある積層材の例を提供する。これらの積層材は、織布プライに言及されることなく、一方向性プライを使用する可能性あるクラウン及び/又はソール構造を示す。示された構造は、準等方性積層材についてのものである。単層プライは、約36%〜約40%の樹脂含量を有する70g/m
2の標準的なFAWについて、約0.065mm〜約0.080mmの範囲の厚さを有し得るが、クラウン及び/又はソールパネルは、20g/m
2〜200g/m
2の繊維目付を有する複合材料のプライで形成され得る。いくつかの実施形態では、インサートのプライは、0.065mm〜0.60mmの範囲(部分範囲を含む)の厚さを有し得る。例えば、プライの厚さは、0.065mm、0.10mm、0.20mm、0.30mm、0.40mm、0.50mm、0.60mm、又はこれらの値の任意の2つを終点として有する範囲であり得る。各個々のプライの厚さは、FAW又は樹脂含量のいずれか一方を調節することにより変更されてもよく、このため、積層材全体の厚さは、これらのパラメータを調節することにより変更されてもよい。
目付(AW)を密度と厚さとを掛けることにより算出する。複合材料で製造された、上記で示されたプライについて、密度は、約1.5g/cm3であり、チタンについて、密度は、約4.5g/cm3である。使用される材料及びプライ数に応じて、複合クラウン及び/又はソールの厚さは、約0.195mm〜約0.9mm、好ましくは、約0.25mm〜約0.75mm、より好ましくは、約0.3mm〜約0.65mm、更により好ましくは、約0.36mm〜約0.56mmの範囲にある。これらの範囲は、クラウン及びソールの両方に与えられるが、これらの範囲は、クラウン及びソールが同じ厚さを有し、又は、同じ材料で製造されることとなることを必ずしも意味しないことを理解されたい。特定の実施形態では、ソールは、チタン合金又は鋼合金のいずれか一方で製造され得る。同様に、ゴルフクラブヘッド10の本体は、チタン合金又は鋼合金のいずれか一方で製造され得る。チタンは、典型的には、0.4mm〜約0.9mm、好ましくは、0.4mm〜約0.8mm、より好ましくは、0.4mm〜約0.7mm、更により好ましくは、0.45mm〜約0.6mmの範囲となる。いくつかの例では、クラウン及び/又はソールは、均一でない厚さを有してもよく、例えば、約0.45mm〜約0.55mmで厚さが変化する。
特に、ゴルフクラブヘッド10の他の部品における肉薄のチタン構成(0.4mm〜0.9mm)と組み合わせた場合、クラウン及び/又はソールに複合材料を使用することにより相当量の任意の重量が解放され得る。肉薄のチタン構成は、製造の困難性を増大させ、結局、時間当たりに鋳造される部品が少なくなる。過去には、100個超のゴルフクラブヘッドが短時間に鋳造され得たが、より肉薄の構成により、高収率及び少ない材料の利用の所望の組み合わせを達成するために、クラスター当たりに鋳造されるゴルフクラブヘッドはより少なくなる。
より多くの任意の重量を得るのに重要な戦略は、ゴルフクラブヘッド10の壁厚を小さくすることである。460cm3の体積(すなわち、ドライバー)及び100cm2のクラウン面積を有する典型的なチタン合金「メタルウッド」のクラブヘッドについて、クラウンの厚さは、典型的には、約0.8mmであり、クラウンの重量は、約36gである。このため、壁厚を0.2mmだけ薄くすること(例えば、1mmから0.8mm)は、9.0gの任意の重量の「節約」となり得る。
下記例は、チタン合金クラウンではなく、複合クラウンを製造することによる、可能性ある任意の重量の「節約」を説明するために役立つであろう。例えば、材料の厚さを約0.73mmに薄くすることにより、0.8mmのチタン合金クラウンより、約25.0gの更なる任意の重量の「節約」となる。例えば、材料の厚さを約0.73mmに薄くすることにより、0.8mmのチタン合金クラウンより約25g又は1.0mmのチタン合金クラウンより34gの更なる任意の重量の「節約」となる。加えて、0.6mmの複合クラウンであれば、0.8mmのチタン合金クラウンより約27gの更なる任意の重量の「節約」となる。更に、0.4mmの複合クラウンであれば、0.8mmのチタン合金クラウンより約30gの更なる任意の重量の「節約」となる。クラウンは、更に高い重量の節約を達成するためにも、例えば、約0.32mm厚、約0.26mm厚、約0.195mm厚に更に薄く製造され得る。ただし、クラウンの厚さは、通常の使用及び誤使用中のクラウンの全体的な耐久性と釣り合わせる必要がある。例えば、保護されていないクラウン、すなわち、ヘッドカバーをしていないクラウンは、ゴルフバッグ内の他のウッド又はアイアンとの衝突により傷付くおそれがある。
例えば、クラウンは、20g/m2〜200g/m2の繊維目付を有する、複合材料のプライで形成され得る。複合クラウンの重量は、本体の金属で形成された類似するサイズのピースの重量より、少なくとも20%少ない。複合クラウンは、単一テープの標準的な弾性率グラファイトの少なくとも4つのプライで形成されてもよく、単一テープのプライは、0度、+45度、−45度、及び90度の任意の組み合わせで配向される。付加的に又は代替的に、クラウンは、織物グラファイトクロスの最外側層を含んでもよい。
ゴルフクラブヘッド500の更なる実施形態を、図10〜図17に示す。図10及び図11を参照して、ヘッド500は、前方フェース502、トウ504、トウ504の反対側のヒール506、及びフェース502の反対側の前後セクション510を含む。ヘッドはまた、クラブヘッドの下にソール512と、上にクラウン514とを含み、これらは、トウ、ヒール、フェース、及び後セクション間に広がる表面積を生成し、概ね中空の内部を有するゴルフクラブヘッドを形成する。図10〜図17に記載された実施形態は、中空内部を有するメタルウッド型クラブヘッド、特に、ドライバー型クラブヘッドに十分適している。クラブヘッド500の体積は、先に記載された範囲にあり、例えば、1つの好ましいドライバー型ヘッドは、例えば、約375cm3〜500cm3などのメタルウッドドライバーの典型的な体積を有し得る。
図10に、クラウン514が、好ましくは、クラウンの表面積の実質的な部分、例えば、クラウンの表面積の少なくとも40%、少なくとも60%、少なくとも70%、又は少なくとも80%を覆うクラウンインサート516を含むことを更に図示している。クラウンの外側境界は、クラウンがヘッドのソール又はフェースに移る際に、クラウン表面の曲率半径が大きな変化を受ける箇所で概ね終了する。一例において、クラウンインサート516は、フェース502から後方へ置かれ、トウとヒールとの間に概ね延在する最前方縁部を有し、フェース502に向かって突出している中心に位置するノッチ518を画定する。ヘッドは、ゴルフシャフトが取り付けられ得るヒール側にホーゼル520を更に含む。
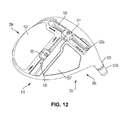
図12の下面斜視図に、先に記載されたような調節可能なFCT構成要素522a、522b(ホーゼルインサート)、前後ウェイトトラック530、及び側方ウェイトトラック536を有する一例におけるヘッドを示す。ウェイトトラック530、536は、好ましくは、鋳造、金属プレス加工、又はフレーム24に関して上記された他の公知のプロセスにより形成されたフレームの一体部品である。フレームは、フレーム24及び他の実施形態に関して上記された材料でも製造され得るが、1つの好ましい実施形態では、金属材料又は高い応力の領域においてクラブヘッドに強力な枠組みを提供する他の材料で製造され得る。図2の実施形態とは対照的に、図12に、フレームの一体(好ましくは鋳造)部品であり得る、後部ウェイトトラック30のヒール側に、ソールがヒール側部分537を有することを図示する。
上記されたように、側方ウェイトトラック536は、1つ以上の1ピース又はマルチピース摺動性ウェイト541を搭載するためのフェース502に近接し、フェース502に概ね平行なトラックを画定する。(複数の)ウェイトは、先に記載されたように、ヘッドのパフォーマンス特性を変更するために、ヒール−トウ方向において横方向に調節されてもよい。同様に、ウェイトトラック530は、1つ以上の1ピース又はマルチピース摺動性ウェイト531を搭載するための前後ウェイトトラックを画定する。(複数の)ウェイト531は、先に記載されたように、クラブヘッドのCGを前後方向に移動させるために、前後に摺動可能に調節されることにより、ヘッドのパフォーマンス特性(特に、ヘッドにより発射されるゴルフボールのスピン特性及び高さ)を変更し得る。図12はまた、ソール512が、ソールのトウ側及びウェイトトラック530の一方側に位置するソールインサート528を含むことも図示している。ソールインサート528(並びにクラウンインサート516)は、軽量な材料、例えば、上記されたポリマーのうちの1つ、及び1つの好ましい例では、ポリスルホン組成物のうちの1つで製造され得る。ソールインサートは、ソールの表面積の一部、例えば、総ソール表面積の少なくとも10%、少なくとも20%、少なくとも40%、又は少なくとも50%を覆い、ウェイトトラック530の一方側全体に位置し得る。
図13は、ヘッドのフレームから離れたクラウンインサート516及びソールインサート528を示す、ヘッド500の分解図である。フレームは、ヘッドのフレーム又は骨格支持構造の重量を小さくするソールにおける開口529を提供する。フレームは、開口529の周縁部に沿う窪んだリッジ542と、ソールインサート528を据え、支持するクロス支持体544とを含む。ソールインサート528は、開口529と適合可能な形状及びサイズを有し、開口529を覆うように、フレームに、接着剤又は他の固定締結手法により固定され得る。リッジ542は、フレームにソールインサートを更に固定し、位置合わせするために、ソールインサート528の下側に適合する突出部又はバンプを受容するための長さに沿う窪み546を備えてもよい。
図13に、FCT構成要素522aによりホーゼル520に固定される、FCT構成要素522bのより詳細な図示を提供する。構成要素522bにより、ゴルフシャフトがヘッドに搭載され、構成要素522bは、クラブヘッドの向きをゴルフシャフトの標準的なアドレス位置に対して変化させるように調節可能に回転され得る。
図14は、クラウンインサート516が取り外された、ヘッドの平面図であり、ヘッド及びそのフレームの内部構造の構成要素が明らかになっている。ソールと同様に、クラウンもまた、フレームの重量を軽くし、一層顕著に、クラウンの重量を軽くする開口548を有し、重量が重くなったヘッドの領域は、ヘッドのCGを(望ましくなく)上昇させるのに最大の影響を有する。開口548の周縁部に沿って、フレームは、クラウンインサート516を据え、支持するための窪んだリッジ550を含む。クラウンインサート516(図28において図示せず)は、クラウン開口548と適合可能な形状及びサイズを有し、開口548を覆うように、フレームに、接着剤又は他の固定締結手法により固定され得る。リッジ550は、フレームにクラウンインサートを更に固定し、位置合わせするために、クラウンインサートの下側に、適合する突出部又はバンプを受容するための、その長さに沿う窪み552を備えてもよい。ソールインサートと同様に、リッジ550は、代替的に、クラウンインサート上に提供された窪みと適合する突出部を備えてもよい。
典型的には、リッジ550は、本体と同じ金属材料(例えば、チタン合金)で製造され得るため、ゴルフクラブヘッド500に相当な重量を加え得る。いくつかの実施形態では、ゴルフクラブヘッド500に対するリッジ550の重量の寄与を制御するために、リッジ550の幅は、所望の重量の寄与を達成するように調節され得る。いくつかの実施形態では、リッジ550がゴルフクラブ500に重過ぎる重量を加えてしまう場合、より軽量な複合材料(例えば、炭素繊維又はグラファイト)で製造されたクラウンインサート516の軽量化利益を損なってしまう場合がある。いくつかの実施形態では、リッジ550の幅は、約3mm〜約8mm、好ましくは、約4mm〜約7mm、より好ましくは、約5.5mm〜約6.5mmの範囲であり得る。いくつかの実施形態では、リッジの幅は、クラウンインサートの厚さの少なくとも4倍の幅であり得る。いくつかの実施形態では、リッジ550の厚さは、約0.4mm〜約1mm、好ましくは、約0.5mm〜約0.8mm、より好ましくは、約0.6mm〜約0.7mmの範囲であり得る。いくつかの実施形態では、リッジ550の深さは、約0.5mm〜約1.75mm、好ましくは、約0.7mm〜約1.2mm、より好ましくは、約0.8mm〜約1.1mmの範囲であり得る。リッジ550は、クラウンインサート516とゴルフクラブヘッド500との間の界面境界全体に沿って延在するか、又は存在することができるが、代替的な実施形態では、リッジ550は、界面境界に沿って単に部分的に延在してもよい。
開口548の周縁部は、ヘッドのトウ側、後ろ側、及びヒール側におけるクラウンの周縁部に近接し、同縁に密接に追従する。開口548のフェース側は、好ましくは、開口のヒール側、トウ側、及び後ろ側がヘッドのスカートから離れているより、フェース502(すなわち、ヘッドの最前方領域)から遠くに離れている。このように、ヘッドは、更なるフレーム重量及びフェース502のすぐ後方のクラウン領域における強化を有する。この領域並びにトウ、ヒール、及びソールに沿うフェースに隣接する他の領域は、フェースを支持し、フェース上での打球による最も高い衝撃負荷及び応力に供される。先に記載されたように、フレームは、広い範囲の材料で製造され得る。同材料としては、高強度チタン、チタン合金,又は他の金属が挙げられる。
開口548は、クラウン上にクラウンインサートを位置合わせし、固定するために役立つクラウンインサートノッチ518に噛合的に対応するノッチ554を有する。
図14に、ソールインサート開口529、ソールインサート528の内部表面、クロス支持体544、前後ウェイトトラック530の内部表面、及びヒール側ソール部分537の内部表面も図示する。様々なリブ556a、b、c、d、e、fは、構造強化及び音響構成構成要素を提供するために、ヘッドの内部に位置して示される。
図15は、クラウンインサートが取り外された側面図である。図15に、ソールとクラウンとの間のスカート界面においてクラウン514と一致するために、ソールがどのようにしてヘッドのヒール側を覆うのかを図示する。クラウンインサート548は、クラウンの表面積の実質的な部分、例えば、図示された例において、クラウンの表面積の50%を十分に超える部分を包含して示される。
図16は、クラウンのレベルより下のクラブの水平断面であり、図14において明らかであるが、より詳細に、内部構造の一部を示す。クロスリブ556は、トウからヒールまでのヘッドの内側幅に及び、ウェイトトラック530を支えている。リブ556eは、前後方向に延在しており、ウェイトトラック530の内部上面に固定されていてもよい。対角線リブ556c、dは、ウェイトトラック530、536の対向端で固定されている。更なるリブ556fは、ホーゼル520に片端で接合し、ウェイトトラック530に他端で接合して示されている。
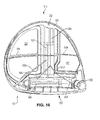
図17は、ソールインサートが取り外された、ヘッドの下面図である。図12及び図17を参照して、以下で更に説明されるように、本実施形態のソールは、2つの層又はドロップソール構成であり、同構成において、ソールの一部分は、ソールの他の部分に対して、見方に応じて、降下し又は上昇する。ウェイトトラック530のトウ側におけるソールインサート528は、ソールのヒール側部分537に対して、(クラブヘッドがアドレス位置にある時に)上昇する。ヒール側部分537は、同部分は、クラブヘッドがアドレス位置にある時に、降下し、又は、地面により近くなるため、ソールのドロップソール部品とも考えられ得る。ヒール側部分537は、は、ウェイトトラック530の一部の上に延在し、又は同部分に重なる縁部すなわち部分558を有する。(複数の)前後ウェイトが図17において示されていないが、重なり部分558が、ウェイトがウェイトトラックに挿入され又は同ウェイトトラックから取り出される、狭い開口又はチャネルを提供することにより、ウェイトトラック530内の(複数の)ウェイトを捕捉するために役立つことが理解されるであろう。同時に、(複数の)ウェイトは、摺動可能に移動するように解放されており、ウェイトトラックにおいて、ウェイトをウェイトトラックに固定する調節ねじ(図12を参照のこと)を緩め、ついで、締めることにより再設定される。
2014年10月9日に公開され、その全体が参照により本明細書に組み込まれている、米国特許出願公開第2014/0302946号(’946出願)に、本願全体を通して検討された様々なパラメータを測定するために使用されるアドレスポジションに類似する「参照位置」が記載されている。アドレス又は参照位置は、米国ゴルフ協会及びR&A Rules Limited,「Procedure for Measuring Club Head Size of Wood Clubs」改訂1.0.0(2003年11月21日)に記載されている手順に基づいている。特に断らない限り、すべてのパラメータは、参照位置におけるクラブヘッドについて特定される。
図45に、いくつかの実施形態による、フェースインサート4510(エースプレート、ストライクプレート、又はストライキングプレートとも呼ばれる)を含むメタルウッドクラブヘッド4500を示す。フェースインサート4500は凸状であることができ、外側(「打球」)面(フェース)4512を有する。クラブヘッド4500はまた、前方開口4522を画定する本体4520を含む。フェース支持体4524は、フェースインサート4510を本体4520に位置付け、保持するために、前方開口4522の周囲に配設される。本体4520はまた、ヒール4530、トウ4532、ソール4534、上部又はクラウン4536、及びホーゼル4538も有する。前方開口4522の周囲は、ヒール4530、トウ4532、ソール4534、及びクラウン4536の各前方縁に沿って延在する「移動ゾーン」4540である。移動ゾーン4540は、本体4520からフェースインサート4510への移動に有効である。フェース支持体4524は、前方開口4522の周囲に延在するリップ又はリムを含んでもよく、示されたように移動ゾーン4540に対して窪んでいる。ホーゼル4538は、クラブシャフト(例えば、シャフト102)の遠位端を受容する開口4539を画定する。開口4522は、フェースインサート4510を受容し、同受容により、再設定され、フェース支持体4524及び移動ゾーン4540に結合することにより、前方開口4522を囲む。移動ゾーン4540は、ソールリップ領域4524d、クラウンリップ領域4524a、ヒール−リップ領域4524c、及びトウ−リップ領域4524bを含んでもよい。これらの部分は、連続的であってもよく、又は、これらの間に空間を有して断続的であり得る。
いくつかの実施形態では、フェースインサート4510の少なくとも一部は、硬化した樹脂(例えば、エポキシ)に埋め込まれた繊維材料(例えば、グラファイト又は炭素繊維)の複数のプライ又は層を含む複合材で製造され得る。例えば、フェースインサート4510は、打面4512を形成する外側ポリマー層を有する複合構成要素(例えば、図46〜48に示された構成要素4600)を含んでもよい。外側コーティング又はキャップを形成するために使用され得る好適なポリマーの例は、以下に詳細に記載されている。代替的に、フェースインサート4510は、その全体が参照により本明細書に組み込まれている、米国特許第7,267,620号に記載されたようなフェースインサート4510の外側打面4512を形成する外側金属キャップを有してもよい。いくつかの実施形態では、フェースインサート4510は、その全体が参照により本明細書に組み込まれている、2014年1月14日に発効された米国特許第8,682,434号に記載された、フェースインサートであり得る。
フェースプレートの複合部分の例示的な厚さ範囲は、7.0mm以下である。いくつかの実施形態では、フェースプレートの厚さは、7.0mm〜4.0mmの範囲であり得る。いくつかの実施形態では、フェースプレートの厚さは、5.0mm+/−1.0mmであり得る。いくつかの実施形態では、フェースプレートの厚さは、中心領域において3.0mm〜6.0mmであり、フェースプレートの周縁部において1.0mm〜4.0mmであり得る。いくつかの実施形態では、フェースプレートの厚さは、中心領域において4.0mm〜5.0mmであり、フェースプレートの周縁部において2.0mm〜3.0mmであり得る。複合材は、望ましくは、衝撃力の効果的な分散及び全体的な耐久性を促進するために、その厚さの断面にわたって強化繊維の比較的一致した分布を有するように構成されている。加えて、フェースインサート4510の厚さは、ゴルフヘッド4500の異なるパフォーマンス特性を達成し、及び/又は、ゴルフヘッド4500の耐久性を改善するために、特定の領域において変化し得る。例えば、いくつかの実施形態では、フェースプレートの厚さは、中心領域において3.0mm〜6.0mmであり、フェースプレートの周縁部において1.0mm〜4.0mmであり得る。別の例として、いくつかの実施形態では、フェースプレートの厚さは、中心領域において4.0mm〜5.0mmであり、フェースプレートの周縁部において2.0mm〜3.0mmであり得る。フェースインサート4510は、クラブヘッド4500の所望の耐久性及びパフォーマンス全体に応じて、複合材料の複数のストリップを所定の様式で複合積層材に選択的に配置して、所望のプロファイルを形成することにより、様々な断面プロファイルのいずれかを有して形成されてもよい。
フェースインサート4510をクラブヘッド本体4520のフェース支持体4524に取り付けることは、適切な接着剤(典型的には、エポキシ接着剤又はフィルム接着剤)を使用して達成され得る。すべての複合フェースプレートとクラブヘッドの本体との接合部における剥がれ及び層間剥離欠陥を防止するために、複合フェースプレートは、接合部において、金属本体の前方表面から窪んでいることができ、又は、同前方表面の面と実質的に同一平面であることができる。望ましくは、フェースインサート4510は、複合構成要素における強化繊維の端部が露出しないように十分窪んでいる。
フェースインサート4510の複合部分は、複数のプリプレグプライの積層材として製造される。プライについて、繊維強化及び樹脂は、クラブヘッドの所望の耐久性及びパフォーマンス全体を考慮して選択される。積層材の厚さを変化させるために、プリプレグプライのいくつかは、1つ以上のセットのストリップに配置されたプリプレグ材料の細長ストリップを含む。各セットにおけるストリップは、以下でより詳細に更に記載されるように、ストリップ同士が重なる領域において複合積層材に厚さを加えるように、十字に重なったパターンで配置される。ストリップは、望ましくは、仕上げられた複合部品にわたって連続的に延在する。すなわち、ストリップの端部は、仕上げられた複合部品の周縁部にある。この様式では、ストリップの長手方向に延在する強化繊維も、繊維の端部が部品の周縁部にあるように、仕上げられた複合部品にわたって連続的に延在し得る。その結果として、硬化プロセス中に、不具合が、複合積層材の周縁犠牲部分に向かって移動され得る。同犠牲部分は、その後に、不具合をほとんど有していないか、又は不具合を有していない仕上げられた部品を提供するために除去され得る。更に、繊維の自由端が、インパクトゾーンから離れて、仕上げられた部品の周縁部にあるため、仕上げられた部品の耐久性は向上する。
特定のクラブヘッド構造に関する試験において、比較的低い繊維目付(FAW)を有するプリプレグプライで形成された複合部分は、複数の領域において、例えば、耐衝撃性、耐久性、及びクラブ全体の性能などの優れた性能を提供することが見出されてきた。(FAWは、所与の量のプリプレグの繊維部分の重量(単位:g/m2)である。)100g/m2を下回る、より望ましくは、70g/m2を下回るFAW値が、特に効果的であり得る。プリプレグプライの製造に使用するために特に好適な繊維材料は、炭素繊維である。2種以上の繊維材料が使用され得る。いくつかの実施形態では、100g/m2を上回るFAW値を有するプリプレグプライが使用されてもよい。
特定の実施形態では、複数の低FAWプリプレグプライを積層することができ、積層プライの厚さにわたって、繊維の比較的均一な分布をも有する。対照的に、比較可能な樹脂含量(R/C単位:%)レベルにおいて、より高いFAWを有するプリプレグ材料の積層プライは、低FAW材料の積層プライより相当樹脂を豊富に含む領域を、特に、隣接するプライの界面に有する傾向がある。特に、ゴルフボールインパクトにより生じる力が、繊維強化の繊維の配向に対して概ね横向きであるため、樹脂を豊富に含む領域は、繊維強化の有効性を低下させる傾向がある。
図46〜図48に、複数のプリプレグプライ又は層から加工され、クラブヘッド(例えば、クラブヘッド10、500、又は4500)用のフェースインサートとして、又は、クラブヘッド(例えば、クラブヘッド10、500、又は4500)用のフェースプレートの部品として使用するために所望の形状及びサイズを有する、仕上げられた複合構成要素4600の例示的な実施形態を示す。複合構成要素4600は、前方表面4602と後方表面4604とを有する。この例では、複合構成要素4600は、全体的に凸形状であり、大きくなる厚さの中央領域4606、及び、中央領域4606の周囲に延在する比較的小さい厚さを有する周縁領域4608を有する。図示された例における中央領域4606は、中心点4610(図47)においてその最も厚い部分を有し、全方向にその点から周縁領域4608に向かって徐々に先細になる、後方表面4604上の突起部又は錐体の形状にある。中心点4610は、フェースインサート(例えば、フェースインサート4510)の「スイートスポット」(最適打球ゾーン)のほぼ中心を表わすが、フェースインサートの幾何中心である必要はない。より厚い中央領域4606は、フェースインサートの中央領域4606に剛性を加え、フェースインサートにわたるより一貫した偏向が効果的に提供される。特定の実施形態では、中央領域4606は、約5mm〜約7mmの厚さを有し、周縁領域4608は、約4mm〜約5mmの厚さを有する。
特定の実施形態では、複合構成要素4600は、まず、複数のプリプレグプライの大型の積層材を形成し、ついで、硬化した積層材から犠牲部分を機械加工して、仕上げられた部品を形成することにより作製され得る。図49は、複合構成要素4600が形成され得る、積層材4620の一例の平面図である。図49における線4630は、複合構成要素4600の外形を表わす。硬化させると、線4630周囲の部分は、複合構成要素4600を形成するために除去され得る。図50は、積層材4620の分解図である。積層材4620において、各プリプレグプライは、望ましくは、規定された繊維配向を有し、プライは、繊維配向に関して規定された順序で積層される。いくつかの実施形態では、積層材4620は、層構造2200及び2300における不織複合層2210又は2310の全部又は一部をそれぞれ画定し得る。
図50に示されたように、積層材4620は、実質的に均一な厚さの1つ以上のプリプレグプライの複数のセット又はユニットグループ4622a〜4622kと、細長ストリップ4646の形態の個々のプライの1つ以上のセット又はユニットグループ4624a〜4624gとを含む。説明の目的で、1つ以上のプライの各セット4622a〜4622kは、複合「パネル」と呼ぶことができ、各セット4624a〜4624gは、細長ストリップの「クラスター」と呼ぶことができる。細長ストリップ4626のクラスター4624a〜4624gは、パネル4622a〜4622k間に重ねられ、複合構成要素4600の厚さをその中央領域4606において大きくするように機能する。各パネル4622a〜4622kは、所望の繊維配向を有する1つ以上の個々のプリプレグプライを含む。各パネル4622a〜4622kを形成する個々のプライは、望ましくは、より小さい複合構成要素4600が実質的に不具合を含まずに形成され得る、硬化した積層材を形成するために十分なサイズ及び形状のものである。ストリップ4626のクラスター4624a〜4624gは、望ましくは、プリプレグ材料の多くの層間の接着を促進し、複合コンポネント4600の断面にわたる繊維の効果的な分布を提供するために、2つの隣接するパネル間に個々に位置付けられ、2つの隣接するパネルにより挟まれる(すなわち、パネル4622a〜4622kは、ストリップのクラスター4624a〜4624gをそれぞれ分離する)。
いくつかの実施形態では、パネル4622a〜4622kの数は、9〜14個の範囲にあることができ(11個のパネル4622a〜4622kが図示された実施形態に使用される)、クラスター4624a〜4624gの数は、1〜12個の範囲にあることができる(7個のクラスター4624a〜4624gが図示された実施形態に使用される)。ただし、いくつかの実施形態では、パネル及びクラスターの数は、構成要素4600の所望のプロファイル及び厚さに応じて変化し得る。
パネル4622a〜4622k及びクラスター4624a〜4624gを形成するために使用されるプリプレグプライは、望ましくは、例えば、エポキシなどの好適な樹脂で含浸された炭素繊維を含む。例示となる炭素繊維は、234Gpa(34Msi)の引張弾性率及び4500Mpa(650Ksi)の引張強度を有する、「34−700」炭素繊維(Grafil(Sacramento,CA)から入手可能)である。使用され得る別のGrafil繊維は、240Gpa(35Msi)の引張弾性率及び4900Mpa(710ksi)の引張強度を有する、「TR50S」炭素繊維である。好適なエポキシ樹脂は、タイプ「301」及び「350」(Newport Adhesives and Composites,Irvine,CAから入手可能)である。例示的な樹脂含量(R/C)は40%である。
図51は、第1のパネル4622aの分解図である。参照の便宜上、各プライの(線4640により示された)繊維配向は、クラブヘッドのフェース面の水平軸からプライにおける繊維と実質的に平行な線にまで測定される。図51に示されたように、図示された例におけるパネル4622aは、+45度で配向された繊維を有する第1のプライ4628a、0度で配向された繊維を有する第2のプライ4628b、−45度で配向された繊維を有する第3のプライ4628c、及び90度で配向された繊維を有する第4のプライ4628dを含む。このため、プライ4628a〜4628dのパネル4622aは、プリプレグ材料の「準等方性」パネルを形成する。いくつかの実施形態では、残りのパネル4622b〜4622kは、パネル4622aと同じ数のプリプレグプライ及び繊維配向を有し得る。いくつかの実施形態では、残りのパネル4622b〜4622kは、パネル4622aとは異なる数のプリプレグプライ及び/又は繊維配向を有し得る。
いくつかの実施形態では、積層材4620は、1番目のパネル4622aに隣接する最外側ガラス繊維プライ4650、11番目及び最後のパネル4622kに隣接する単一の炭素繊維プライ4652、並びに単一のプライ4652に隣接する最内側ガラス繊維プライ4654を含んでもよい。いくつかの実施形態では、単一のプライ4652は、90度の繊維配向を有し得る。いくつかの実施形態では、ガラス繊維プライ4650、4654は、0度及び90度で配向された繊維を有し得る。ガラス繊維プライ4650/4654は、硬化した積層材4620が例えば、サンドブラストなどの表面仕上げに供され、部品の外側表面を平滑にする時に、炭素繊維プライを保護する犠牲層として本質的に提供される。ガラス繊維プライ4650/4654は、スクリム層と呼ぶことができる。
図52は、クラスターが可変厚さを有するように、互いに対して配置されている細長プリプレグストリップの1番目のクラスター4624aの拡大平面図である。図示された例におけるクラスター4624aは、第1のストリップ4626a、第2のストリップ4626b、第3のストリップ4626c、第4のストリップ4626d、第5のストリップ4626e、第6のストリップ4626f、及び第7のストリップ4626gを含む。ストリップは、重なり領域4660を画定するために、ストリップ同士が重なるように、十字パターンに積層され、各ストリップの端部は、別のストリップの隣接する端部から角度を有して離れている。したがって、クラスター4624aは、ストリップの端部にあるより、重なり領域4660において厚い。各ストリップは、望ましくは、大型の積層材から切断され又は他の方法で機械加工される複合構成要素4600にわたって連続的に延在するのに十分な長さであるが、ストリップは、同じか又は異なる長さ及び幅を有することができ、同長さ及び幅は、複合構成要素4600の所望の全体形状に応じて変化させることができる。
ストリップ4626a〜4626gは、等しい長さのものでもよく、クラスター4624aの幾何中心点4662が各ストリップの中心に対応するように配置されてもよい。いくつかの実施形態では、第1の3つのストリップ4626a〜4626cは、残り4つのストリップ56d〜56gの幅W2より広い幅W1を有してもよい。ストリップは、第2のストリップ4626bの水平縁部とストリップ4626a及び4626cの隣接する縁部との間の角度α、ストリップ4626bの縁部とストリップ4626d及び4626gの最も近い縁部との間の角度μ、並びに、ストリップ4626bの縁部とストリップ4626e及び4626fの最も近い縁部との間の角度θを画定する。いくつかの実施形態では、幅W1は、約20mmであることができ、幅W2は、約15mmであることができ、角度αは、約24度であることができ、角度μは、約54度であることができ、角度θは、約78度であることができる。
再度図50を参照して、各クラスター4624a〜4624gは、望ましくは、クラスターにおける各ストリップの端部が、隣接するクラスターのストリップの端部と整列しないように、わずかに回転され、又は、隣接するクラスターに対して角度を有してオフセットされる。このように、クラスターは、複合構成要素4600の周縁領域4608において実質的に均一な厚さを提供するように、積層材4620において互いに対して配置され得る。いくつかの実施形態では、第1のクラスター4624aは、−18度の配向を有してもよく、これは、第2のストリップ4626bの「上側」縁部が隣接するユニットグループ4622cの「上側」水平縁部に対して、−18度の角度で延在することを意味する。次の連続的なクラスター4624bは、0度の配向を有し、これは、第2のストリップ4626bが隣接するユニットグループ4622dの「上側」水平縁部に対して平行であることを意味する。次の連続的なクラスター4624cは、+18度の配向を有し、これは、クラスター4624cの各第2のストリップ4626bの「下側」縁部が隣接するユニットグループ4622eの「下側」縁部に対して、+18度の角度で延在することを意味する。クラスター4624d、4624e、4624f、及び4624gは、0度、−18度、0度、及び+18度の配向をそれぞれ有し得る。
積層材4620に積層される際に、クラスターの重なり領域4660は、複合構成要素4600の中央領域4606の厚さを増大させるように、積層材4620の厚さ方向に整列されるが、「スポーク」(ストリップ4626a〜46256g)同士が「扇形に広げられ」、又は、各クラスター内で、隣接するクラスターにおけるスポークに対して角度を有して配置される。硬化/成形の前に、積層材4620は、積層材4620が平坦である、すなわち、積層材4620が全体的に凸形状を有さないことを除いて、複合構成要素4600に類似する断面プロファイルを有する。このため、プロファイルにおいて、積層材4620の後方表面は、大きくなる厚さの中央領域を有し、中央領域を囲む実質的に均一な厚さの相対的により厚い周縁領域まで徐々に先細になる。いくつかの実施形態では、積層材4620は、中央領域4606の中心において約5mmの厚さ及び周縁領域4608において約3mmの厚さを有する。ストリップのより多い又はより少ない数のパネル及び/又はクラスターを使用して、積層材4620の中央領域及び/又は周縁領域における厚さを変化させることができる。
1つの具体的なアプローチによれば、積層材4620を形成するために、パネル4622a〜4622kが、各パネルの個々の予め切断されたプリプレグプライ4628a〜4628dを積層することにより、まず形成され得る。パネルが形成された後、積層材4620は、第1のパネル4622aの上部に第2のパネル4622bを積層し、ついで、第2のパネル4622bの上部に第1のクラスター4624aを先に記載された様式で個々のストリップ4626a〜4626gを積層することで形成することにより構築される。ついで、残りのパネル4622c〜4622k及びクラスター4624b〜4624gが、図50に示された順序で、続けて、1つのプライ4652が、積層材4620に加えられる。ついで、ガラス繊維プライ4650/4654は、積層材4620の前方及び後方に加えられ得る。
ついで、完全に形成された積層材4620は、プライ間に捕捉された空気を除去及び/又減少させるための「減量」又は圧縮工程(例えば、真空テーブルを使用)に供され得る。ついで、積層材4620は、フェースインサートの所望のふくらみ及びロールを提供するように形成された成形型において硬化され得る。代替的に、フェースインサートの任意の所望のふくらみ及びロールは、硬化前に行われる1つ以上の減量又は圧縮工程中に形成されてもよい。ふくらみ又はロールを形成するために、減量工程が、最終的な所望のふくらみ及びロールを有するダイパネルに対して行われ得る。いずれにしても、硬化後に、硬化した積層材4620は、成形型から取り出され、複合構成要素4600を形成するために機械加工される。
いくつかの実施形態では、フェースインサート4510は、マトリクス材料に埋め込まれた金属コーティング繊維を含む、1つ以上の層/プライを含む複合材料から構成され得る。いくつかの実施形態では、フェースインサート4510は、マトリクス材料に埋め込まれた着色コーティング繊維を含む、1つ以上の層/プライを含む複合材料から構成され得る。いくつかの実施形態では、繊維上の着色コーティングは、金属着色コーティングであり得る。いくつかの実施形態では、繊維は、炭素繊維、ガラス繊維、又はポリマー系繊維(例えば、Kevlar(登録商標)繊維などのアラミド繊維、又はMylar(登録商標)繊維などのポリエステル繊維)でもよい。着色コーティング繊維を含む実施形態では、着色コーティングは、繊維自体の色とは異なる色であり得る。いくつかの実施形態では、着色/金属コーティング繊維は、マトリクス材料に埋め込まれた一方向性繊維であり得る。いくつかの実施形態では、着色/金属コーティング繊維は、パターン状に織られた繊維であってもよく、マトリクス材料に埋め込まれていてもよい。いくつかの実施形態では、パターン状に織られた着色/金属繊維は、マトリクス材料に埋め込まれていなくてもよく、層構造における他の層に結合し(例えば、接着され)ていてもよい。
着色コーティング繊維及び本明細書で検討された方法を使用して、カスタマイズされたゴルフクラブは、消費者の嗜好に基づいて製造することができる。例えば、ゴルフクラブヘッドは、カスタマイズされたクラウンインサート、1つ以上のカスタマイズされたソールインサート、及び/又はカスタマイズされたフェースインサートにより構成されてもよい。別の例として、ゴルフクラブシャフトは、消費者の嗜好に基づいてカスタマイズされてもよい。クラブヘッド又はクラブシャフトをカスタマイズする際に、カスタマイズされ得るゴルフクラブヘッド又はシャフトの視覚的特徴としては、位置合わせ機構、ロゴ、ブランド名、製品名、及び美的パターンが挙げられるが、これらに限定されない。カスタマイズされ得る視覚的要素の視覚的特徴としては、視覚的要素の(複数の)色、位置、及びサイズが挙げられるが、これらに限定されない。
いくつかの実施形態では、消費者は、カスタマイズされたゴルフクラブを作製又は選択するために、ウェブサイトを訪れることができる。いくつかの実施形態では、ウェブサイトは、「ログイン」機構を含んでもよい。「ログイン」機構により、サーバは、ウェブサイトにおける特性のセッションを特定の消費者と関連付けることが可能となり得る。すなわち、ログイン機構により、消費者は、ウェブサイトを使用するセッションの継続のために自身をサーバに対して特定させることが可能となる。いくつかの実施形態では、サーバは、その後、ウェブサイトにおけるその後のセッション中に情報を消費者と関連付けることができるように、セッション中に特定の消費者から得られた情報を関連付け、情報をデータベースに記憶させることができる。消費者のアカウントと関連付けられ、保存されたデータとしては、以前のビルド(build)、確立された測定値、及び個人情報(例えば、身長、性別、及び利き手)を挙げることができるが、これらに限定されない。いくつかの実施形態では、ログイン機構は、消費者に、氏名及びパスワードを入力させ、この情報をサーバに提示するように促進することができる。いくつかの実施形態では、ウェブサイトは、消費者に、新しいアカウントを作成するか、又は「ゲスト」として進むかの選択肢を提供してもよい。
ゴルフクラブヘッドなどの製品をカスタマイズするために、消費者は、ウェブサイト上にビルドコマンドボタンをアクティブ化させることができる。ビルドコマンドボタンをアクティブ化した後に、サーバは、消費者のコンピュータデバイスに、カスタマイズすることができる様々な製品に対応する様々なコマンドボタンを含むウェブページを提供する。その後、これらのコマンドボタンのうちの1つのアクティブ化に応じて、サーバは、選択された製品に対応する画像/リンクの組み合わせのすべてについてデータベースを検索するように(例えば、Java(登録商標)サーバページ技術を使用して)作動する。これらの画像/リンクの組み合わせが特定された場合、サーバは、これらの画像/リンクの組み合わせの一部又は全部をウェブページに表示させる。
画像/リンクの組み合わせは、多様な情報を消費者に提供し得る。例えば、画像/リンクの組み合わせは、ユーザに、製品名、製品画像、及び製品を特注製造するための価格を提供し得る。消費者は、特注製造される様々な製品をレビューするためのウェブページを利用することができる。
消費者が特注製造される製品(例えば、クラブヘッド)を選択した後に、ビルドプロセスページが表示されてもよい。ビルドプロセスページは、消費者からの選択情報又は特性情報を受信し、その後、その情報に基づく画像を表示するための画像構成要素を含んでもよい。例えば、消費者が製品を特注製造するために選択するための画像/リンクの組み合わせをアクティブ化した場合、サーバは、この情報を画像構成要素に提供し、ついで、画像構成要素は、選択された製品に対応する画像を生成又は検索する。ついで、この画像は、製品を選択するための画像/リンクの組み合わせの消費者のアクティブ化に応じて、消費者に送達されたウェブページのバージョンに挿入される。いくつかの実施形態では、構成要素は、例えば、Java(登録商標)スクリプトページ技術又は当技術分野において公知の他の類似する技術を使用して動作することができる。
ビルドプロセスページは、1つ以上のステップ又は特徴的構成要素を含んでもよい。各ステップ又は特徴的構成要素は、消費者により指定され得る項目の属性又は特徴に対応してもよい。例えば、1つのステップ又は特徴的構成要素は、特注製造される製品のベース色及び/又は特注製造される製品の主なアクセント色を指定するためのものであり得る。消費者により選択される製品に基づいて、ステップ又は特徴的構成要素は、その特定の製品に利用可能なベース色又は色の組み合わせを示す画像を生成又は検索してもよい。ついで、この画像もまた、製品の消費者の選択に応じて、消費者に送達されたウェブページのバージョンに挿入される。
ウェブページに含まれ得る様々なステップ又は特徴的構成要素としては、消費者の利き手を指定するための構成要素、ゴルフクラブの名称、ロゴ、又はスローガンついてのデザインを指定するための構成要素、ゴルフクラブに表わされるテキストを指定するための構成要素、ゴルフクラブ上のパターン(例えば、織りパターン)を指定するための構成要素、ゴルフクラブの位置合わせ機構についてのデザインを指定するための構成要素、パターン、ロゴ、スローガン、テキスト、又は位置合わせ機構の位置を選択するための構成要素、パターン、ロゴ、スローガン、テキスト、又は位置合わせ機構のサイズを選択するための構成要素、及びパターン、ロゴ、スローガン、テキスト、又は位置合わせ機構の色を選択するための構成要素が挙げられるが、これらに限定されない。ステップ又は特徴的構成要素を介して、消費者が選択する度に、ウェブページは、カスタマイズ製品を示す新しい画像ファイルを含むように更新されてもよい。
消費者が製品(例えば、ゴルフクラブヘッド)についてのすべてのカスタマイズ可能な特徴を指定すると、消費者は、例えば、「レビュー」又は「確認」と名付けられたリンクをアクティブ化することにより、自身が選択した特徴をレビューすることができる。このリンクがアクティブ化された際に、サーバは、消費者のコンピュータに、確認ウェブページを提供する。消費者が自身の選択に満足し、製品の購入を決定した場合、消費者は、消費者の買い物カゴにこのビルドを加えるリンクをアクティブ化することができる。それに応じて、サーバは、カスタマイズ製品の画像及び、物品を購入した場合、物品を受け取ることが予測され得る時期を消費者に示すメッセージを含むウェブページを消費者のコンピュータデバイスに提供してもよい。最後に、ウェブページは、消費者に、カスタマイズ製品を購入するためのリンクをアクティブ化する選択肢を提供してもよい。
図55に、実施形態又はその一部がコンピュータ読取可能コードとして実装され得る、例示的なコンピュータシステム5500を図示する。例えば、1つ以上のゴルフクラブの構成要素を消費者の嗜好にカスタマイズすることは、ハードウェア、ソフトウェア、ファームウェア、そこに記憶された命令を有する有形のコンピュータ読取可能媒体、又はこれらの組み合わせを使用して、コンピュータシステム5500に実装されてもよく、1つ以上のコンピュータシステム又は他の処理システムに実装されてもよい。
プログラマブルロジックが使用される場合、このようなロジックは、市販の処理プラットホーム又は特定の目的のデバイス上で実行することができる。当業者であれば、開示された主題の実施形態が、マルチコアマルチコアプロセッサシステム、ミニコンピュータ、及びメインフレームコンピュータ、分散された機能とリンクし又はクラスターされたコンピュータ、並びに、仮想的に任意のデバイスに埋め込まれ得る普及型又は小型コンピュータを含む、様々なコンピュータシステム構成により実行され得ることを理解することができる。
例えば、少なくとも1つのプロセッサデバイス及びメモリは、上記された実施形態を実行するために使用されてもよい。プロセッサデバイスは、単一のプロセッサ、複数のプロセッサ、又はこれらの組み合わせでもよい。プロセッサデバイスは、1つ以上のプロセッサ「コア」を有してもよい。
本発明の様々な実施形態は、この例となるコンピュータシステム5500に関して実行されてもよい。この説明を読んだ後に、他のコンピュータシステム及び/又はコンピュータアーキテクチャを使用して、本発明の1つ以上を実行する方法が、当業者に明らかとなるであろう。動作は連続的なプロセスとして記載され得るが、動作の一部は、実際に、平行して、同時に、かつ/又は分散環境において実行されてもよく、シングル又はマルチプロセッサマシンによるアクセスに対してローカルに又はリモートに記憶されたプログラムコードにより実行されてもよい。加えて、いくつかの実施形態では、動作順序は、開示された主題の趣旨を逸脱することなく、再調整されてもよい。
プロセッサデバイス5504は、特定目的プロセッサデバイス又は汎用プロセッサデバイスでもよい。関連する当業者に理解されることとなるように、プロセッサデバイス5504は、マルチコア/マルチプロセッサシステムにおけるシングルプロセッサであってもよく、このようなシステムは、単独で又はクラスター若しくはサーバファームにおいて作動するコンピュータデバイスのクラスターにおいて作動する。プロセッサデバイス5504は、通信インフラストラクチャ5506、例えば、バス、メッセージキュー、ネットワーク、又はマルチコアメッセージ通過スキームに接続される。
コンピュータシステム5500はまた、メインメモリ5508、例えば、ランダムアクセスメモリ(RAM)も含み、二次メモリ5510をも含んでもよい。二次メモリ5510は、例えば、ハードディスクドライブ5512又は取り外し可能な記憶ドライブ5514を含んでもよい。取り外し可能な記憶ドライブ5514としては、フロッピーディスクドライブ、磁気テープドライブ、光学ディスクドライブ、フラッシュメモリ、ユニバーサルシリアルバス(USB)ドライブ等を挙げることができる。取り外し可能な記憶ドライブ5514は、周知の様式で、取り外し可能な記憶部5518から読み出し、かつ/又は、取り外し可能な記憶部5518に書き込む。取り外し可能な記憶部5518としては、フロッピーディスク、磁気テープ、光学ディス等を挙げることができ、これらは、取り外し可能な記憶ドライブ5514により読み込まれ、書き込まれる。当業者に理解されるであろうように、取り外し可能な記憶部5518としては、コンピュータソフトウェア及び/又はデータを記憶しているコンピュータ利用可能な記憶媒体が挙げられる。
コンピュータシステム5500は(場合により)、表示部5530に表示するためのグラフィック、テキスト、及び他のデータを通信イントラストラクチャ5506から(又は、図示されていないフレームバッファから)転送する(例えば、キーボード、マウス等の入力及び出力デバイスを含み得る)表示インターフェース5502を含む。
代替的な実装では、二次メモリ5510としては、コンピュータプログラム又は他の命令をコンピュータシステム5500にロード可能な他の類似する手段を挙げることができる。このような手段としては、例えば、取り外し可能な記憶部5522及びインターフェース5520を挙げることができる。このような手段の例としては、ソフトウェア及びデータを取り外し可能な記憶部5522からコンピュータシステム5500に伝送可能な、プログラムカートリッジ及びカートリッジインターフェース(例えば、ビデオゲームデバイスに見出されるもの)、取り外し可能なメモリチップ(例えば、EPROM又はPROM)及び関連するソケット、並びに他の取り外し可能な記憶部5522及びインターフェース5520を挙げることができる。
コンピュータシステム5500はまた、通信インターフェース5524を含んでもよい。通信インターフェース5524は、ソフトウェア及びデータがコンピュータシステム5500と外部デバイスとの間で伝送されることを可能にする。通信インターフェース5524としては、モデム、ネットワークインターフェース(例えば、イーサネット(登録商標)カード)、通信ポート、PCMCIAスロット、及びカード等を挙げることができる。通信インターフェース5524を介して伝送されるソフトウェア及びデータは、シグナルの形式にあってもよく、同シグナルは、電子的、電磁気的、光学的、又は通信インターフェース5524により受信可能な他のシグナルであり得る。これらのシグナルは、通信経路5526を介して、通信インターフェース5524に提供されてもよい。通信経路5526は、シグナルを運び、ワイヤ又はケーブル、光ファイバ、電話回線、携帯電話リンク、RFリンク、又は他の通信チャネルを使用して実装されてもよい。
この文書において、「コンピュータプログラム媒体」又は「コンピュータ利用可能な媒体」という用語は、一般的には、取り外し可能な記憶部5518、取り外し可能な記憶部5522、及びハードディスクドライブ5512に取り付けられたハードディスク等の媒体を指すのに使用される。コンピュータプログラム媒体及びコンピュータ利用可能な媒体は、例えば、メインメモリ5508及び二次メモリ5510などのメモリを指すことができ、同メモリは、メモリ半導体(例えば、DRAM等)であり得る。
(コンピュータ制御ロジックとも呼ばれる)コンピュータプログラムは、メインメモリ5508及び/又は二次メモリ5510に記憶される。コンピュータプログラムはまた、通信インターフェース5524を介して受信されてもよい。このようなコンピュータプログラムは、実行されると、コンピュータシステム5500が、本明細書で検討された実施形態を実行することを可能にする。特に、コンピュータプログラムは、実行されると、プロセッサデバイス5504が、ここで検討された実施形態の処理を実行することを可能にする。したがって、このようなコンピュータプログラムは、コンピュータシステム5500のコントローラを表わす。実施形態がソフトウェアを使用して実行される場合、ソフトウェアは、コンピュータプログラム製品に記憶され、取り外し可能な記憶ドライブ5514、インターフェース5520、及びハードディスクドライブ5512、又は通信インターフェース5524を使用してコンピュータシステム5500にロードされ得る。
本発明の実施形態はまた、任意のコンピュータ使用可能媒体に記憶されたソフトウェアを含むコンピュータプログラム製品も対象とすることができる。このようなソフトウェアは、1つ以上のデータ処理デバイスにおいて実行されると、(複数の)データ処理デバイスに、本明細書で記載されたように動作をさせる。本発明の実施形態は、任意のコンピュータ使用可能又は読取可能媒体を利用してもよい。コンピュータ使用可能媒体の例としては、一次記憶デバイス(例えば、任意の種類のランダムアクセスメモリ)、二次記憶デバイス(例えば、ハードドライブ、フロッピーディスク、CD ROM、ZIPディスク、テープ、磁気記憶デバイス、及び光学記憶デバイス、MEMS、ナノ技術記憶デバイス等)が挙げられるが、これらに限定されない。
本明細書全体を通して、「一実施形態」、「実施形態」、又は類似する語への言及は、実施形態に関して記載された特定の機構、構造、又は特徴が本開示の少なくとも1つの実施形態に含まれることを意味する。本明細書全体を通して、「一実施形態において」、「実施形態において」という表現、及び類似する語の出現はすべて、同じ実施形態を指してもよいが、必ずしもそうでなくてもよい。同様に、「実装」という用語の使用は、本開示の1つ以上の実施形態に関して記載される、特定の機構、構造、又は特徴を有する実装を意味するが、何らかの方法で示すための明示的な関係を欠いて、実装は、1つ以上の実施形態に関連してもよい。
上記記載において、特定の用語、例えば、「の上(up)」、「の下(down)」、「上の(upper)」、「下の(lower)」、「水平の」、「垂直の」、「左の」、「右の」、「上に(over)」、「下に(under)」等が使用されてもよい。これらの用語は、該当する場合、相対的な関係を取り扱う際に、説明の幾らかの明確性を提供するために使用される。ただし、これらの用語は、絶対的な関係、位置、及び/又は配向を意味することを意図していない。例えば、物体に関して、「上」面は、その物体がひっくり返ることにより、単純に、「下」面になり得る。それにもかかわらず、物体は、依然同じ物体である。更に、「含む(including)」、「含む(comprising)」、「有する(having)」という用語、及びこれらの変形例は、特に断らない限り、「含むが、これらに限定されない」を意味する。想定される項目の列記は、項目の任意又はすべてが、特に断らない限り、相互排他的であり、かつ/又は、相互包含的であることを、意味するものではない。また、「a」、「an」、及び「the」という用語は、特に断らない限り、「1つ以上」も意味する。更に、「複数」という用語は、「少なくとも2つ」と定義され得る。いくつかの実施形態では、「約」という用語は、所与の値の+/−5%内を意味するために定義され得る。
加えて、1つの構成要素が別の構成要素に「連結される」本明細書における例は、直接的又は間接的な連結を含み得る。直接的な連結は、1つの構成要素が別の構成要素に連結し、別の構成要素と幾らか接触していることと定義され得る。間接的な連結は、互いに直接接触していないが、連結した構成要素間の1つ以上の更なる構成要素を有する、2つの構成要素間の連結と定義され得る。更に、本明細書で使用するとき、1つの構成要素を別の構成要素に固定することは、直接固定すること及び間接的に固定することを含み得る。加えて、本明細書で使用するとき、「隣接する」は、接触を必ずしも指すものではない。例えば、1つの構成要素は、その構成要素と接触することなく、別の構成要素に隣接し得る。
本明細書で使用するとき、項目の列記について使用される場合の「のうちの少なくとも1つ」という表現は、列記された項目のうちの1つ以上の異なる組み合わせが使用されてもよく、列記における項目の1つのみが必要とされてもよいことを意味する。項目は、特定の物体、事項、又は分類であり得る。言い換えれば、「のうちの少なくとも1つ」は、項目の任意の組み合わせを意味し、又は、項目数は、列記から使用されてもよいが、列記におけるすべての項目が必要とされるわけではない。例えば、「項目A、項目B、及び項目Cのうちの少なくとも1つ」は、項目A;項目A及び項目B;項目B;項目A、項目B、及び項目C;又は項目B及び項目Cを意味してもよい。いくつかの場合には、「項目A、項目B、及び項目Cのうちの少なくとも1つ」は、例えば、2つの項目A、1つの項目B、及び10個の項目C;4つの項目B及び7つの項目C;又はいくつかの他の好適な組み合わせを意味してもよいが、これらに限定されない。
特に断らない限り、「第1の」、「第2の」等の用語は、本明細書において、単に標識として使用され、これらの用語が言及する項目における順序、位置、階層の要求を強いることを意図するものではない。更に、例えば、「第2の」の項目への言及は、例えば、「第1の」若しくはそれ以下の番号の項目及び/又は、例えば、「第3の」若しくはそれ以上の番号の項目の存在を要求せず又は排除しない。
本明細書で使用するとき、特定の機能を実行するように「構成されている」システム、装置、構造、物品、要素、構成要素、又はハードウェアは、更なる改変後の特定の機能を実行する可能性のみを有する以外に、何ら変化することなく、この特定の機能を実行可能であることを意図している。すなわち、特定の機能を実行するように「構成されている」システム、装置、構造、物品、要素、構成要素、又はハードウェアは、特定の機能を実行する目的で、特別に選択され、生成され、実装され、利用され、プログラムされ、及び/又は、設計される。本明細書で使用するとき、「ように構成されている」は、更なる改変なしに、特定の機能を実行するシステム、装置、構造、物品、要素、構成要素、又はハードウェアを可能にする、システム、装置、構造、物品、要素、構成要素、又はハードウェアの既存の特徴を意味する。本開示の目的で、特定の機能を実行するように「構成されている」として記載されたシステム、装置、構造、物品、要素、構成要素、又はハードウェアは、付加的に又は代替的に、その機能を実行するように「採用され」及び/又は「動作する」ように記載され得る。
本主題は、その趣旨又は本質的な特徴を逸脱することなく、他の特定の形態に具現化されてもよい。記載された実施形態は、すべての態様において、単に例示として、非限定的に考慮される。特許請求の範囲の均等の意味及び範囲内に入るすべての変更が、これらの範囲内に包含されることになる。
「発明の概要」及び「要約」のセクションではなく、「発明を実施するための形態」のセクションは、特許請求の範囲を解釈するために使用されることが意図されていることを理解されたい。「発明の概要」及び「要約」のセクションは、本発明者(ら)によって想到されるような、本発明の1つ以上であるがすべてではない例示的な実施形態を示し得るが、本発明及び添付の「特許請求の範囲」をいかようにも限定することを意図するものではない。
本発明は、特定の機能の実施及びこれらの関係を例示する機能的な基礎的要素を使って、上記で説明してきた。これらの機能的な基礎的要素の境界は、説明の便宜上、本明細書において任意に定義されている。特定の機能及びこれらの関係が適切に行われる限り、代替の境界を定義することができる。
特定の実施形態の前述の説明により、本発明の一般的な性質が完全に明らかになり、不特定者が、当業者の知識を適用することによって、過度の試行錯誤をすることなく、本発明の一般的な概念を逸脱することなく、そのような特定の実施形態を様々な用途に容易に修正及び/又は適合させることができる。したがって、そのような適合及び修正は、本明細書に提示された教示及び指導に基づいて、開示された実施形態の等価物の意味及び範囲内にあることが意図される。本明細書の表現法又は用語法は、本明細書の用語法又は表現法が教示及び指針に照らして当業者によって解釈されるように、説明の目的のためであって限定のためではないことを理解されたい。
本発明の広がり及び範囲は、上述の例示的な実施形態のいずれによっても限定されるべきではないが、下記「特許請求の範囲」及びこれらの均等物に従ってのみ規定されるべきである。