JP2019018299A - 部品供給装置 - Google Patents
部品供給装置 Download PDFInfo
- Publication number
- JP2019018299A JP2019018299A JP2017140210A JP2017140210A JP2019018299A JP 2019018299 A JP2019018299 A JP 2019018299A JP 2017140210 A JP2017140210 A JP 2017140210A JP 2017140210 A JP2017140210 A JP 2017140210A JP 2019018299 A JP2019018299 A JP 2019018299A
- Authority
- JP
- Japan
- Prior art keywords
- holding surface
- bolt
- supply device
- parts
- aligning
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Landscapes
- Automatic Assembly (AREA)
- Feeding Of Articles To Conveyors (AREA)
Abstract
Description
Claims (4)
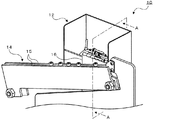
- 軸部を有する部品を整列して供給する部品供給装置であって、
前記部品を収容する収容部と、
前記部品を整列する整列部と、
前記部品を保持すると共に前記整列部に向かって傾斜する保持面を上部に有し、前記保持面が前記収容部から前記部品を受け入れる下降位置と前記保持面が前記部品を持ち上げて前記整列部へ移す上昇位置との間で昇降が可能な昇降部と、
前記整列部を挟んで前記昇降部とは反対側に配置されるガイド部と、
を備え、
前記保持面は、傾斜方向と直交する方向に沿って波状に形成されている、
部品供給装置。 - 請求項1に記載の部品供給装置であって、
前記保持面は、傾斜方向と直交する方向に沿って凹曲面が連続するように形成されている、
部品供給装置。 - 請求項1または2に記載の部品供給装置であって、
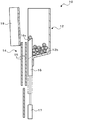
前記部品は、ボルトであり、
前記保持面は、前記ボルトの頭部の径に対応するピッチにより波状に形成されている、
部品供給装置。 - 請求項3に記載の部品供給装置であって、
前記保持面は、前記ボルトの頭部直径に対する波のピッチの比が130%〜240%となるように形成されている、
部品供給装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017140210A JP6879851B2 (ja) | 2017-07-19 | 2017-07-19 | 部品供給装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017140210A JP6879851B2 (ja) | 2017-07-19 | 2017-07-19 | 部品供給装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019018299A true JP2019018299A (ja) | 2019-02-07 |
| JP6879851B2 JP6879851B2 (ja) | 2021-06-02 |
Family
ID=65352526
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017140210A Active JP6879851B2 (ja) | 2017-07-19 | 2017-07-19 | 部品供給装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6879851B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7620047B2 (ja) * | 2023-04-20 | 2025-01-22 | 本田技研工業株式会社 | 部品供給装置 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0373514U (ja) * | 1989-11-15 | 1991-07-24 | ||
| JPH0568968U (ja) * | 1992-03-02 | 1993-09-17 | 日本電子機器株式会社 | 段付柱状体の整列供給装置 |
| US5857587A (en) * | 1996-09-25 | 1999-01-12 | Ota; Yoshitake | Automatic fastener supplier |
-
2017
- 2017-07-19 JP JP2017140210A patent/JP6879851B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0373514U (ja) * | 1989-11-15 | 1991-07-24 | ||
| JPH0568968U (ja) * | 1992-03-02 | 1993-09-17 | 日本電子機器株式会社 | 段付柱状体の整列供給装置 |
| US5857587A (en) * | 1996-09-25 | 1999-01-12 | Ota; Yoshitake | Automatic fastener supplier |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6879851B2 (ja) | 2021-06-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5152469B2 (ja) | 基板搬送装置 | |
| CN110683381A (zh) | 自动拆码垛装卸车系统 | |
| CN202272528U (zh) | 真空吸盘式自动送板机 | |
| JP2016216137A5 (ja) | ||
| CN105819206A (zh) | 多方向运输平台 | |
| JP4904722B2 (ja) | 基板搬送装置 | |
| CN107394251A (zh) | 电芯堆叠夹具 | |
| CN107150906A (zh) | 工件分离系统及工件分离方法 | |
| CN108996203A (zh) | 上料机构和物料提升设备 | |
| JP2019018299A (ja) | 部品供給装置 | |
| CN118125098A (zh) | 一种应用于搬运物流包裹的物流码垛机 | |
| CN107428479B (zh) | 型钢的堆存装置 | |
| CN204078728U (zh) | 一种四面企口板加工车间的输送设备 | |
| KR20140061279A (ko) | 기판 반송용 핸드 및 기판 반송 방법 | |
| CN207359491U (zh) | 注塑自动上料机 | |
| CN101374740B (zh) | 搬运机器人 | |
| CN205602652U (zh) | 一种物料跨平台分流装置 | |
| KR101544157B1 (ko) | 도광판 절단 장치 | |
| CN206359192U (zh) | 一种升降机用装卸装置 | |
| JP3976170B2 (ja) | 薄板物品の位置決め装置 | |
| JP7040640B2 (ja) | 姿勢転換装置 | |
| JP5178050B2 (ja) | ワーク搬送方法及びワーク搬送装置。 | |
| CN210527839U (zh) | 一种上下料与uv一体化的系统 | |
| KR200469263Y1 (ko) | 유리 기판 운송 장치 | |
| CN208166081U (zh) | 往复运动装置及自动卸垛机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200327 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20201130 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20201208 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210108 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210119 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210319 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210413 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210430 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6879851 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |