JP2019019414A - 表面処理銅箔、積層体及びプリント配線板 - Google Patents
表面処理銅箔、積層体及びプリント配線板 Download PDFInfo
- Publication number
- JP2019019414A JP2019019414A JP2018202251A JP2018202251A JP2019019414A JP 2019019414 A JP2019019414 A JP 2019019414A JP 2018202251 A JP2018202251 A JP 2018202251A JP 2018202251 A JP2018202251 A JP 2018202251A JP 2019019414 A JP2019019414 A JP 2019019414A
- Authority
- JP
- Japan
- Prior art keywords
- copper foil
- layer
- treated
- base material
- treated copper
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Landscapes
- Parts Printed On Printed Circuit Boards (AREA)
- Laminated Bodies (AREA)
- Electroplating Methods And Accessories (AREA)
Abstract
【課題】シランカップリング剤を用いることなく、樹脂基材、特に高周波用途に好適な樹脂基材との接着性を高めることが可能な表面処理銅箔を提供する。【解決手段】銅箔と、銅箔の一方の面に形成された表面処理層とを有し、表面処理層を樹脂基材と接着させて使用される表面処理銅箔である。この表面処理銅箔は、樹脂基材と接着させる表面処理層の最表層がクロムを含む。【選択図】なし
Description
本開示は、表面処理銅箔、積層体及びプリント配線板に関する。
銅箔に樹脂基材を接着させた積層体は、銅張積層板と一般に称されており、フレキシブルプリント配線板(FPC)、リジッド配線板、シールド材、RF−ID(radio-frequency identifier)、面状発熱体、放熱体などの各種用途において広く用いられている。その中でもフレキシブルプリント配線板は、積層体の銅箔をエッチングして導体パターン(「配線パターン」とも称される)を形成し、導体パターン上に無電解ニッケルめっきなどを行った後、電子部品を半田で接続して実装することによって製造される。
近年、パソコン、モバイル端末などの電子機器では、通信の高速化及び大容量化に伴い、電気信号の高周波化が進んでおり、これに対応可能なフレキシブルプリント配線板が求められている。一般に、電気信号が高周波(例えば、1GHz以上)になるほど、信号電力の損失(減衰)が大きくなり、データが読み取り難くなる傾向がある。
信号電力の損失(減衰)は、主に二つに分けることができる。その一は、導体損失、すなわち銅箔による損失であり、その二は、誘電体損失、すなわち樹脂基材による損失である。
信号電力の損失(減衰)は、主に二つに分けることができる。その一は、導体損失、すなわち銅箔による損失であり、その二は、誘電体損失、すなわち樹脂基材による損失である。
導体損失は、高周波域において、電流が導体パターンの表面にだけ流れる表皮効果の影響によって生じる。そのため、銅箔の表面が粗いと、複雑な経路を辿って電流が流れることになり、導体損失が大きくなる。したがって、導体損失を少なくするためには、銅箔の表面粗さを小さくすることが望ましい。
他方、誘電体損失は、樹脂基材の種類に依存するため、低誘電材料から形成された樹脂基材を用いることが望ましい。また、誘電体損失は、銅箔に樹脂基材を接着するために用いられる接着剤によっても影響を受けるため、接着剤を用いずに銅箔に樹脂基材を接着することが望ましい。
他方、誘電体損失は、樹脂基材の種類に依存するため、低誘電材料から形成された樹脂基材を用いることが望ましい。また、誘電体損失は、銅箔に樹脂基材を接着するために用いられる接着剤によっても影響を受けるため、接着剤を用いずに銅箔に樹脂基材を接着することが望ましい。
そこで、特許文献1には、銅箔の表面に、粗化粒子から形成される粗化処理層などの表面処理層を形成した表面処理銅箔が提案されている(特許文献1)。この表面処理銅箔によれば、粗化粒子のアンカー効果によって表面処理銅箔と樹脂基材との間の接着性を高めることができる。
しかしながら、銅箔の表面に付着した粗化粒子は、表皮効果によって導体損失を増大させると共に、粉落ちと称される粗化粒子が剥がれ落ちる現象を引き起こす原因となるため、銅箔の表面に付着させる粗化粒子を少なくする必要がある。他方、銅箔の表面に付着させる粗化粒子を少なくすると、粗化粒子によるアンカー効果が低下してしまい、表面処理銅箔と樹脂基材との接着性が十分に確保されない。そのため、特許文献1では、表面処理層の最表層をシランカップリング剤で処理してシランカップリング剤処理層を形成することにより、表面処理銅箔と樹脂基材との間の接着性を確保している。
しかしながら、銅箔の表面に付着した粗化粒子は、表皮効果によって導体損失を増大させると共に、粉落ちと称される粗化粒子が剥がれ落ちる現象を引き起こす原因となるため、銅箔の表面に付着させる粗化粒子を少なくする必要がある。他方、銅箔の表面に付着させる粗化粒子を少なくすると、粗化粒子によるアンカー効果が低下してしまい、表面処理銅箔と樹脂基材との接着性が十分に確保されない。そのため、特許文献1では、表面処理層の最表層をシランカップリング剤で処理してシランカップリング剤処理層を形成することにより、表面処理銅箔と樹脂基材との間の接着性を確保している。
しかしながら、表面処理層の最表層をシランカップリング剤で処理することは、表面処理銅箔の製造コストの増大につながる。
また、シランカップリング剤処理層が厚い場合(シランカップリング剤の付着量が多い場合)、表面処理銅箔をエッチングして導体パターンを形成する際にシランカップリング剤処理層の残渣が生じてしまう場合がある。その結果、無電解ニッケルめっきが異常析出するなどの問題が起こる。
さらに、ポリイミド樹脂やフッ素樹脂などの表面に極性基が極端に少ない樹脂を樹脂基材として用いる場合、表面処理層の最表層にシランカップリング剤処理層を設けると、表面処理銅箔と樹脂基材との間の接着性が低下することがある。
他方、粗化処理層を構成する粗化粒子を大きくすることにより、粗化粒子によるアンカー効果を高めることも考えられるが、この方法でも表皮効果によって導体損失が増大してしまう。
また、シランカップリング剤処理層が厚い場合(シランカップリング剤の付着量が多い場合)、表面処理銅箔をエッチングして導体パターンを形成する際にシランカップリング剤処理層の残渣が生じてしまう場合がある。その結果、無電解ニッケルめっきが異常析出するなどの問題が起こる。
さらに、ポリイミド樹脂やフッ素樹脂などの表面に極性基が極端に少ない樹脂を樹脂基材として用いる場合、表面処理層の最表層にシランカップリング剤処理層を設けると、表面処理銅箔と樹脂基材との間の接着性が低下することがある。
他方、粗化処理層を構成する粗化粒子を大きくすることにより、粗化粒子によるアンカー効果を高めることも考えられるが、この方法でも表皮効果によって導体損失が増大してしまう。
本発明の実施形態は、上記のような問題を解決するためになされたものであり、シランカップリング剤を用いることなく、樹脂基材、特に高周波用途に好適な樹脂基材との接着性を高めることが可能な表面処理銅箔を提供することを目的とする。
また、本発明の実施形態は、樹脂基材、特に高周波用途に好適な樹脂基材と表面処理銅箔との間の接着性に優れた積層体を提供することを目的とする。
さらに、本発明の実施形態は、樹脂基材、特に高周波用途に好適な樹脂基材と導体パターンとの間の接着性に優れたプリント配線板を提供することを目的とする。
また、本発明の実施形態は、樹脂基材、特に高周波用途に好適な樹脂基材と表面処理銅箔との間の接着性に優れた積層体を提供することを目的とする。
さらに、本発明の実施形態は、樹脂基材、特に高周波用途に好適な樹脂基材と導体パターンとの間の接着性に優れたプリント配線板を提供することを目的とする。
本発明者らは、上記の問題を解決すべく鋭意研究を行った結果、銅箔の一方の面に形成された表面処理層において、クロムを含む最表層を設けることで、樹脂基材と表面処理銅箔との間の接着性を向上させ得ることを見出し、本発明の実施形態に至った。
すなわち、本発明の実施形態は、銅箔と、前記銅箔の一方の面に形成された表面処理層とを有し、前記表面処理層を樹脂基材と接着させて使用される表面処理銅箔であって、前記樹脂基材と接着させる前記表面処理層の最表層がクロムを含む表面処理銅箔である。
また、本発明の実施形態は、前記表面処理銅箔と、前記表面処理銅箔の表面処理層に接着した樹脂基材とを含む積層体である。
さらに、本発明の実施形態は、前記積層体の前記表面処理銅箔をエッチングして形成された回路パターンを備えるプリント配線板である。
また、本発明の実施形態は、前記表面処理銅箔と、前記表面処理銅箔の表面処理層に接着した樹脂基材とを含む積層体である。
さらに、本発明の実施形態は、前記積層体の前記表面処理銅箔をエッチングして形成された回路パターンを備えるプリント配線板である。
本発明の実施形態によれば、シランカップリング剤を用いることなく、樹脂基材、特に高周波用途に好適な樹脂基材との接着性を高めることが可能な表面処理銅箔を提供することができる。
また、本発明の実施形態によれば、樹脂基材、特に高周波用途に好適な樹脂基材と表面処理銅箔との間の接着性に優れた積層体を提供することができる。
さらに、本発明の実施形態によれば、樹脂基材、特に高周波用途に好適な樹脂基材と導体パターンとの間の接着性に優れたプリント配線板を提供することができる。
また、本発明の実施形態によれば、樹脂基材、特に高周波用途に好適な樹脂基材と表面処理銅箔との間の接着性に優れた積層体を提供することができる。
さらに、本発明の実施形態によれば、樹脂基材、特に高周波用途に好適な樹脂基材と導体パターンとの間の接着性に優れたプリント配線板を提供することができる。
以下、本発明の好適な実施形態について具体的に説明するが、本発明はこれらに限定されて解釈されるべきものではなく、本発明の要旨を逸脱しない限りにおいて、当業者の知識に基づいて、種々の変更、改良などを行うことができる。この実施形態に開示されている複数の構成要素は、適宜な組み合わせにより、種々の発明を形成できる。例えば、この実施形態に示される全構成要素からいくつかの構成要素を削除してもよいし、異なる実施形態の構成要素を適宜組み合わせてもよい。
本発明の実施形態に係る表面処理銅箔は、銅箔と、銅箔の一方の面に形成された表面処理層とを有する。この表面処理銅箔は、銅箔の一方の面に形成された表面処理層を樹脂基材と接着させて使用される。また、銅箔の他方の面は、特に限定されないが、銅箔の一方の面と同様に表面処理層が形成されていてもよい。この場合、銅箔の他方の面に形成された表面処理層は、銅箔の一方の面に形成された表面処理層と同一であっても異なっていてもよい。
銅箔としては、特に限定されず、圧延銅箔又は電解銅箔を用いることができる。その中でも圧延銅箔は、表面粗さが小さく、導体損失を低減させることができると共に、プリント配線板用材料として用いた場合の曲げ性に優れているため好ましい。また、銅箔は、キャリアと、キャリア上に積層された中間層と、中間層上に積層された銅箔とを備えたキャリア付き銅箔であってもよい。キャリア及び中間層としては、特に限定されず、公知のものを用いることができる。
樹脂基材と接着させる表面処理層(銅箔の一方の面に形成された表面処理層)は、最表層がクロムを含む。最表層にクロムを含有させることにより、シランカップリング剤処理層を最表層に設けなくても、樹脂基材と表面処理銅箔との間の接着性を向上させることができる。特に、樹脂基材として表面の極性が極端に低いPTFEなどの低極性樹脂基材を用いる場合、一部のシランカップリング剤で処理して最表層を形成すると、低極性樹脂基材と表面処理銅箔との間の接着性が低下することがある。この理由としては、定かではないが、一部のシランカップリング剤で形成されたシランカップリング剤処理層は極性が高いため、低極性樹脂、特にPTFEなどのフッ素系樹脂との相性が悪いことが理由の一つとして考えられる。一方で、クロムを含む最表層は、一部のシランカップリング剤処理層と比較して極性が高くないため、低極性樹脂基材と表面処理銅箔との間の接着性が低下し難くなると考えられる。また、クロムを含む最表層は、シランカップリング剤処理層に比べて耐熱性が高く、樹脂基材と表面処理銅箔とを接着させる際の熱処理によっても影響を受け難い。これらの理由から、クロムを含む最表層は、シランカップリング剤処理層を最表層とする場合に比べて、低極性樹脂基材に対する接着性を向上させることができる、と発明者は推測している。
最表層のクロム付着量は、特に限定されないが、好ましくは10〜150μg/dm2、より好ましくは15〜130μg/dm2、さらに好ましくは20〜100μg/dm2である。このような範囲に最表層のクロム付着量を制御することにより、樹脂基材と表面処理銅箔との間の接着性を安定して向上させることができるとともに、耐食性を得ることができる。特に、表面処理銅箔と接着させる樹脂基材の中には、上記の範囲に最表層のクロム付着量を制御することにより、シランカップリング剤処理層を設ける場合よりも高い接着力を示すことができることがある。当該樹脂基材としては、後述するポリイミド樹脂やフッ素樹脂などを挙げることができる。
ここで、最表層のクロム付着量は、当該技術分野において公知の方法に従って測定することができる。例えば、表面処理層を特定の溶液(例えば、硝酸と塩酸との混合溶液)に溶解し、その溶液中のクロム濃度をICP発光分光分析装置で定量することによって、単位面積あたりのクロム濃度を算出することができる。なお、他の金属の付着量についても同様の方法にて算出することができる。
ここで、最表層のクロム付着量は、当該技術分野において公知の方法に従って測定することができる。例えば、表面処理層を特定の溶液(例えば、硝酸と塩酸との混合溶液)に溶解し、その溶液中のクロム濃度をICP発光分光分析装置で定量することによって、単位面積あたりのクロム濃度を算出することができる。なお、他の金属の付着量についても同様の方法にて算出することができる。
表面処理層の最表層は、亜鉛をさらに含んでもよい。最表層に亜鉛を含有させることにより、樹脂基材と表面処理銅箔との間の接着性を向上させることに加えて、表面処理層をエッチングし易くし、導体パターンのエッチングファクタを高めることができる。
最表層の亜鉛付着量は、特に限定されないが、上記の効果を安定して得る観点から、好ましくは20〜1000μg/dm2、より好ましくは30〜700μg/dm2、さらに好ましくは50〜600μg/dm2である。
最表層の亜鉛付着量は、特に限定されないが、上記の効果を安定して得る観点から、好ましくは20〜1000μg/dm2、より好ましくは30〜700μg/dm2、さらに好ましくは50〜600μg/dm2である。
表面処理層の最表層の種類は、特に限定されず、当該技術分野において公知の処理層とすることができる。最表層の例としては、特に限定されないが、クロムめっき処理層、クロメート処理層などが挙げられる。
ここで、本明細書において「クロムめっき処理層」とは、無水クロム酸、クロム酸、二クロム酸、クロム酸塩又は二クロム酸塩を含む液を用いて電気めっきによって形成された層のことを意味する。また、「クロメート処理層」とは、無水クロム酸、クロム酸、二クロム酸、クロム酸塩又は二クロム酸塩を含む液を用いて浸漬クロメート処理によって形成された層を意味する。クロムめっき処理層及びクロメート処理層は、コバルト、鉄、ニッケル、モリブデン、亜鉛、タンタル、銅、アルミニウム、リン、タングステン、錫、砒素、チタンなどの元素(金属、合金、酸化物、窒化物、硫化物などのいずれの形態であってもよい)を含む層であることができる。クロムめっき処理層及びクロメート処理層の例としては、無水クロム酸又は二クロム酸カリウム水溶液を用いて形成したクロムめっき処理層及びクロメート処理層、無水クロム酸又は二クロム酸カリウム及び亜鉛を含む処理液を用いて形成したクロムめっき処理層及びクロメート処理層などが挙げられる。
ここで、本明細書において「クロムめっき処理層」とは、無水クロム酸、クロム酸、二クロム酸、クロム酸塩又は二クロム酸塩を含む液を用いて電気めっきによって形成された層のことを意味する。また、「クロメート処理層」とは、無水クロム酸、クロム酸、二クロム酸、クロム酸塩又は二クロム酸塩を含む液を用いて浸漬クロメート処理によって形成された層を意味する。クロムめっき処理層及びクロメート処理層は、コバルト、鉄、ニッケル、モリブデン、亜鉛、タンタル、銅、アルミニウム、リン、タングステン、錫、砒素、チタンなどの元素(金属、合金、酸化物、窒化物、硫化物などのいずれの形態であってもよい)を含む層であることができる。クロムめっき処理層及びクロメート処理層の例としては、無水クロム酸又は二クロム酸カリウム水溶液を用いて形成したクロムめっき処理層及びクロメート処理層、無水クロム酸又は二クロム酸カリウム及び亜鉛を含む処理液を用いて形成したクロムめっき処理層及びクロメート処理層などが挙げられる。
クロムめっき処理層の形成条件は、特に限定されないが、典型的な形成条件は以下の通りである。
処理液組成:1〜10g/LのK2Cr2O7、0.01〜10g/Lの亜鉛
処理液pH:2〜5
処理液温度:30〜50℃
電流密度:1〜10A/dm2
クーロン量:0.1〜10.0As/dm2
クロメート処理層の形成条件は、特に限定されないが、上記と同じ処理液を用い、電気めっきの代わりに浸漬クロメート処理を行えばよい。
処理液組成:1〜10g/LのK2Cr2O7、0.01〜10g/Lの亜鉛
処理液pH:2〜5
処理液温度:30〜50℃
電流密度:1〜10A/dm2
クーロン量:0.1〜10.0As/dm2
クロメート処理層の形成条件は、特に限定されないが、上記と同じ処理液を用い、電気めっきの代わりに浸漬クロメート処理を行えばよい。
銅箔の一方の面に形成された表面処理層は、最表層が上記の条件を満たせば、当該技術分野において公知の処理層をさらに含むことができる。このような処理層の例としては、粗化処理層、耐熱層、防錆層などが挙げられる。これらの層は、単一又は2種以上を組み合わせて用いることができる。
ここで、本明細書において「粗化処理層」とは、粗化処理によって形成される層であり、粗化粒子の層を含む。また、粗化処理では、前処理として通常の銅メッキなどが行われたり、仕上げ処理として粗化粒子の脱落を防止するために通常の銅メッキなどが行われたりする場合があるが、本明細書における「粗化処理層」は、これらの前処理及び仕上げ処理によって形成される層を含む。
ただし、銅箔の表面に付着した粗化粒子は、表皮効果によって導体損失を増大させると共に、粉落ちと称される粗化粒子が剥がれ落ちる現象を引き起こす原因となるため、必要に応じて銅箔の表面に付着させる粗化粒子を少なくするか、又は粗化処理を行わない態様としてもよい。
ここで、本明細書において「粗化処理層」とは、粗化処理によって形成される層であり、粗化粒子の層を含む。また、粗化処理では、前処理として通常の銅メッキなどが行われたり、仕上げ処理として粗化粒子の脱落を防止するために通常の銅メッキなどが行われたりする場合があるが、本明細書における「粗化処理層」は、これらの前処理及び仕上げ処理によって形成される層を含む。
ただし、銅箔の表面に付着した粗化粒子は、表皮効果によって導体損失を増大させると共に、粉落ちと称される粗化粒子が剥がれ落ちる現象を引き起こす原因となるため、必要に応じて銅箔の表面に付着させる粗化粒子を少なくするか、又は粗化処理を行わない態様としてもよい。
粗化粒子としては、特に限定されないが、銅、ニッケル、コバルト、リン、タングステン、ヒ素、モリブデン、クロム及び亜鉛からなる群から選択されたいずれかの単体又はいずれか1種以上を含む合金から形成することができる。その中でも、銅で形成した粗化粒子、又は銅、コバルト及びニッケルを含む合金から形成した粗化粒子とすることが好ましい。また、粗化粒子を形成した後、更にニッケル、コバルト、銅、亜鉛の単体又は合金などで二次粒子及び三次粒子を設ける粗化処理を行うこともできる。
粗化処理層は、電気めっきによって形成することができる。その条件は、特に限定されないが、典型的な条件は以下の通りである。なお、電気めっきは2段階以上に分けて行ってもよい。
めっき液組成:10〜20g/LのCu、50〜100g/Lの硫酸
めっき液温度:25〜50℃
電流密度:1〜60A/dm2
クーロン量:1〜60As/dm2
めっき液組成:10〜20g/LのCu、50〜100g/Lの硫酸
めっき液温度:25〜50℃
電流密度:1〜60A/dm2
クーロン量:1〜60As/dm2
また、上記の条件で電気めっきを行った後に、以下の条件で電気めっきをさらに行ってもよい。
めっき液組成:10〜20g/LのCu、0〜10g/Lのニッケル、0〜10g/Lのコバルト
めっき液組成::30〜40℃
電流密度:10〜40A/dm2
クーロン量:1〜60As/dm2
めっき液組成:10〜20g/LのCu、0〜10g/Lのニッケル、0〜10g/Lのコバルト
めっき液組成::30〜40℃
電流密度:10〜40A/dm2
クーロン量:1〜60As/dm2
耐熱層及び防錆層としては、特に限定されず、当該技術分野において公知の材料から形成することができる。なお、耐熱層は防錆層としても機能することがあるため、耐熱層及び防錆層として、耐熱層及び防錆層の両方の機能を有する1つの層を形成してもよい。
耐熱層及び/又は防錆層としては、ニッケル、亜鉛、錫、コバルト、モリブデン、銅、タングステン、リン、ヒ素、クロム、バナジウム、チタン、アルミニウム、金、銀、白金族元素、鉄、タンタルの群から選択される1種以上の元素(金属、合金、酸化物、窒化物、硫化物などのいずれの形態であってもよい)を含む層であることができる。耐熱層及び/又は防錆層の例としては、ニッケル−亜鉛合金を含む層が挙げられる。
耐熱層及び/又は防錆層としては、ニッケル、亜鉛、錫、コバルト、モリブデン、銅、タングステン、リン、ヒ素、クロム、バナジウム、チタン、アルミニウム、金、銀、白金族元素、鉄、タンタルの群から選択される1種以上の元素(金属、合金、酸化物、窒化物、硫化物などのいずれの形態であってもよい)を含む層であることができる。耐熱層及び/又は防錆層の例としては、ニッケル−亜鉛合金を含む層が挙げられる。
耐熱層及び防錆層は、電気めっきによって形成することができる。その条件は、特に限定されないが、典型的な耐熱層の条件は以下の通りである。
めっき液組成:1〜30g/Lのニッケル、0〜30g/Lの亜鉛、0〜30g/Lのコバルト
めっき液pH:2〜5
めっき液温度:30〜50℃
電流密度:1〜10A/dm2
クーロン量:1〜20As/dm2
めっき液組成:1〜30g/Lのニッケル、0〜30g/Lの亜鉛、0〜30g/Lのコバルト
めっき液pH:2〜5
めっき液温度:30〜50℃
電流密度:1〜10A/dm2
クーロン量:1〜20As/dm2
なお、銅箔の他方の面にも表面処理層を形成する場合、この表面処理層は、最表層が上記の条件を満たさなくてもよい。そのため、例えば、銅箔の他方の面に形成された表面処理層は、粗化処理層、耐熱層、防錆層などの公知の処理層とすることができる。
銅箔の一方の面に形成された表面処理層(樹脂基材と接着させる表面処理層)の十点平均粗さRzは、特に限定されないが、好ましくは0.3〜2.0μm、より好ましくは0.4〜1.2μmである。十点平均粗さRzを上記範囲に制御することにより、樹脂基材、特に高周波用途に好適な樹脂基材との接着性を向上させることができる。特に、表面処理銅箔と接着させる樹脂基材がポリイミド樹脂やフッ素樹脂の場合には、上記範囲に十点平均粗さRzを制御することで、シランカップリング剤処理層を設ける場合よりも樹脂基材に対する接着力を向上させることができる。
ここで、本明細書において「十点平均粗さRz」とは、JIS B0601:1982に準拠して測定されるものを意味する。
ここで、本明細書において「十点平均粗さRz」とは、JIS B0601:1982に準拠して測定されるものを意味する。
上記のような特徴を有する本発明の実施形態に係る表面処理銅箔は、樹脂基材と接着させる表面処理層の、クロムを含む最表層によって接着力を高めているため、シランカップリング剤処理層を設けなくてもよい。したがって、表面処理銅箔の製造コストを削減することができると共に、表面処理銅箔をエッチングして導体パターンを形成する際にシランカップリング剤処理層の残渣が生じる恐れもないため、無電解ニッケルめっきの異常析出を抑制することができる。
また、表面処理銅箔と接着させる樹脂基材がポリイミド樹脂やフッ素樹脂の場合には、シランカップリング剤処理層を設けないほうが、これらの樹脂基材に対する接着力を向上させることができる。
また、表面処理銅箔と接着させる樹脂基材がポリイミド樹脂やフッ素樹脂の場合には、シランカップリング剤処理層を設けないほうが、これらの樹脂基材に対する接着力を向上させることができる。
本発明の実施形態に係る積層体(銅張積層板)は、本発明の実施形態に係る表面処理銅箔と、この表面処理銅箔の表面処理層と接着した樹脂基材とを含む。
樹脂基材としては、特に限定されず、当該技術分野において公知の樹脂基材を用いることができるが、特に、高周波用途に好適な樹脂基材を用いることが好ましい。
高周波用途に好適な樹脂基材としては、低誘電材料から形成された樹脂基材が挙げられる。
ここで、本明細書において「低誘電」とは、誘電正接(1GHz)が0.01以下であることを意味する。
樹脂基材としては、特に限定されず、当該技術分野において公知の樹脂基材を用いることができるが、特に、高周波用途に好適な樹脂基材を用いることが好ましい。
高周波用途に好適な樹脂基材としては、低誘電材料から形成された樹脂基材が挙げられる。
ここで、本明細書において「低誘電」とは、誘電正接(1GHz)が0.01以下であることを意味する。
低誘電材料としては、特に限定されないが、液晶ポリマー(LCP)、低誘電ポリイミド、低誘電エポキシ樹脂、フッ素樹脂、ポリフェニレンエーテル樹脂などが挙げられる。
ここで、本明細書において「液晶ポリマー」とは、液相で光学的な異方性を示す芳香族ポリエステルを意味する。液晶ポリマーは、一般に市販されており、例えば、クラレ株式会社製のVecstar(登録商標)シリーズなどを用いることができる。
また、本明細書において「低誘電ポリイミド」とは、例えば、比誘電率(1GHz)が3.3以下、誘電正接(1GHz)が0.005以下のポリイミドを意味する。低誘電ポリイミドは、一般に市販されており、例えば、宇部興産株式会社製のUワニス、ユーピレックス(登録商標)などを用いることができる。
フッ素樹脂としては、例えば、PTFE(ポリテトラフルオロエチレン)、PFA(パーフルオロアルコキシアルカン)、PVDF(ポリフッ化ビニリデン)などが挙げられる。
ポリフェニレンエーテル樹脂は、ポリスチレンなどの他の樹脂とのコンパウンドも含む。
ここで、本明細書において「液晶ポリマー」とは、液相で光学的な異方性を示す芳香族ポリエステルを意味する。液晶ポリマーは、一般に市販されており、例えば、クラレ株式会社製のVecstar(登録商標)シリーズなどを用いることができる。
また、本明細書において「低誘電ポリイミド」とは、例えば、比誘電率(1GHz)が3.3以下、誘電正接(1GHz)が0.005以下のポリイミドを意味する。低誘電ポリイミドは、一般に市販されており、例えば、宇部興産株式会社製のUワニス、ユーピレックス(登録商標)などを用いることができる。
フッ素樹脂としては、例えば、PTFE(ポリテトラフルオロエチレン)、PFA(パーフルオロアルコキシアルカン)、PVDF(ポリフッ化ビニリデン)などが挙げられる。
ポリフェニレンエーテル樹脂は、ポリスチレンなどの他の樹脂とのコンパウンドも含む。
上記のような構成を有する本発明の実施形態に係る積層体は、特に限定されず、キャスティング法やラミネート法などの公知の方法によって製造することができる。キャスティング法では、表面処理銅箔の表面処理層上に樹脂前駆体ワニスを塗布して硬化させることで樹脂基材を形成することができる。また、ラミネート法では、予め作製された樹脂基材を表面処理銅箔の表面処理層上に配置した後、表面処理銅箔と樹脂基材との間を加圧して接着させることによって製造することができる。加圧力としては、特に限定されず、使用する表面処理銅箔及び樹脂基材の種類に応じて適宜設定すればよい。
上記のようにして製造される本発明の実施形態に係る積層体は、樹脂基材との接着性を高めた表面処理銅箔を備えているため、表面処理銅箔と樹脂基材との間の接着性に優れている。したがって、この積層体は、フレキシブル配線板、リジッド配線板、シールド材、RF−ID、面状発熱体、放熱体などの各種用途に用いるのに適している。
本発明の実施形態に係るプリント配線板は、本発明の実施形態に係る積層体の表面処理銅箔をエッチングして形成された回路パターンを備える。
このプリント配線板は、特に限定されないが、サブトラクティブ法を用いて製造することができる。具体的には、まず、積層体の表面処理銅箔の表面にレジストを塗布、露光及び現像することによって所定のレジストパターンを形成する。次に、レジストパターンが形成されていない部分(不要部)の表面処理銅箔をエッチングによって除去する。次に、表面処理銅箔上のレジストパターンを除去して導体パターンを形成する。その後、導体パターン上に無電解ニッケルめっきなどを行った後、電子部品を半田で接続して実装する。
なお、このサブトラクティブ法における各種条件は、特に限定されず、当該技術分野において公知の条件に準じて行うことができる。
上記のようにして製造される本発明の実施形態に係るプリント配線板は、樹脂基材との接着性を高めた表面処理銅箔を用いて製造されるため、導体パターンと樹脂基材との間の接着性に優れている。
このプリント配線板は、特に限定されないが、サブトラクティブ法を用いて製造することができる。具体的には、まず、積層体の表面処理銅箔の表面にレジストを塗布、露光及び現像することによって所定のレジストパターンを形成する。次に、レジストパターンが形成されていない部分(不要部)の表面処理銅箔をエッチングによって除去する。次に、表面処理銅箔上のレジストパターンを除去して導体パターンを形成する。その後、導体パターン上に無電解ニッケルめっきなどを行った後、電子部品を半田で接続して実装する。
なお、このサブトラクティブ法における各種条件は、特に限定されず、当該技術分野において公知の条件に準じて行うことができる。
上記のようにして製造される本発明の実施形態に係るプリント配線板は、樹脂基材との接着性を高めた表面処理銅箔を用いて製造されるため、導体パターンと樹脂基材との間の接着性に優れている。
以下、本発明の実施形態を実施例によって更に具体的に説明するが、本発明はこれらの実施例によって何ら限定されるものではない。
(実施例1)
厚さ12μmの圧延銅箔(JX金属社製HA−V2箔)を準備し、一方の面に粗化処理層、耐熱層及びクロムめっき層を順次形成すると共に、他方の面に耐熱層を形成することによって表面処理銅箔を得た。各層を形成するための条件は下記の通りである。
厚さ12μmの圧延銅箔(JX金属社製HA−V2箔)を準備し、一方の面に粗化処理層、耐熱層及びクロムめっき層を順次形成すると共に、他方の面に耐熱層を形成することによって表面処理銅箔を得た。各層を形成するための条件は下記の通りである。
<一方の面に形成した粗化処理層>
まず、下記の条件で電気めっきを行った。この電気めっきは2段階に分けて行った。
(1段目の条件)
めっき液組成:11g/LのCu、50g/Lの硫酸
めっき液温度:25℃
電流密度:45.0A/dm2、
クーロン量:30.5As/dm2
(2段目の条件)
めっき液組成:20g/LのCu、100g/Lの硫酸
めっき液温度:50℃
電流密度:4.9A/dm2、
クーロン量:3.8As/dm2
まず、下記の条件で電気めっきを行った。この電気めっきは2段階に分けて行った。
(1段目の条件)
めっき液組成:11g/LのCu、50g/Lの硫酸
めっき液温度:25℃
電流密度:45.0A/dm2、
クーロン量:30.5As/dm2
(2段目の条件)
めっき液組成:20g/LのCu、100g/Lの硫酸
めっき液温度:50℃
電流密度:4.9A/dm2、
クーロン量:3.8As/dm2
次に、下記の条件で電気めっきをさらに行った。この電気めっきは2段階に分けて行った。
(1段目の条件)
めっき液組成:15.5g/LのCu、9.5g/Lのニッケル、7.5g/Lのコバルト
めっき液温度::36℃
めっき液pH:2.4
電流密度:32.0A/dm2
クーロン量:7.7As/dm2
(2段目の条件)
めっき液組成:15.5g/LのCu、9.5g/Lのニッケル、7.5g/Lのコバルト
めっき液温度:36℃
めっき液pH:2.4
電流密度:30.1A/dm2
クーロン量:12.6As/dm2
(1段目の条件)
めっき液組成:15.5g/LのCu、9.5g/Lのニッケル、7.5g/Lのコバルト
めっき液温度::36℃
めっき液pH:2.4
電流密度:32.0A/dm2
クーロン量:7.7As/dm2
(2段目の条件)
めっき液組成:15.5g/LのCu、9.5g/Lのニッケル、7.5g/Lのコバルト
めっき液温度:36℃
めっき液pH:2.4
電流密度:30.1A/dm2
クーロン量:12.6As/dm2
<一方の面に形成した耐熱層>
電気めっきによってCo−Ni層を形成した。
めっき液組成:13g/LのNi、3g/LのCo
めっき液pH:2.0
めっき液温度:50℃
電流密度:2.3A/dm2
クーロン量:0.8As/dm2
電気めっきによってCo−Ni層を形成した。
めっき液組成:13g/LのNi、3g/LのCo
めっき液pH:2.0
めっき液温度:50℃
電流密度:2.3A/dm2
クーロン量:0.8As/dm2
<一方の面に形成したクロムめっき層>
めっき液組成:3g/LのK2Cr2O7、0.33g/LのZn
めっき液温度:55℃
めっき液pH:3.65
電流密度:2.7A/dm2
クーロン量:1.0As/dm2
めっき液組成:3g/LのK2Cr2O7、0.33g/LのZn
めっき液温度:55℃
めっき液pH:3.65
電流密度:2.7A/dm2
クーロン量:1.0As/dm2
<他方の面に形成した耐熱層>
電気めっきによってZn−Ni層を形成した。
めっき液組成:23.5g/LのNi、4.5g/LのZn
めっき液pH:3.6
めっき液温度:40℃
電流密度:3.7A/dm2
クーロン量:1.4As/dm2
電気めっきによってZn−Ni層を形成した。
めっき液組成:23.5g/LのNi、4.5g/LのZn
めっき液pH:3.6
めっき液温度:40℃
電流密度:3.7A/dm2
クーロン量:1.4As/dm2
(実施例2)
一方の面に形成した粗化処理層及び耐熱層、並びに他方の面に形成した耐熱層の形成条件を下記の通りに変更したこと以外は実施例1と同様にして表面処理銅箔を得た。
<一方の面に形成した粗化処理層>
下記の条件で電気めっきを行って粗化処理層を形成した。この電気めっきは2段階に分けて行った。
(1段目の条件)
めっき液組成:11g/LのCu、50g/Lの硫酸
めっき液温度:25℃
電流密度:41.3A/dm2、
クーロン量:28.0As/dm2
(2段目の条件)
めっき液組成:20g/LのCu、100g/Lの硫酸
めっき液温度:50℃
電流密度:8.2A/dm2、
クーロン量:6.3As/dm2
一方の面に形成した粗化処理層及び耐熱層、並びに他方の面に形成した耐熱層の形成条件を下記の通りに変更したこと以外は実施例1と同様にして表面処理銅箔を得た。
<一方の面に形成した粗化処理層>
下記の条件で電気めっきを行って粗化処理層を形成した。この電気めっきは2段階に分けて行った。
(1段目の条件)
めっき液組成:11g/LのCu、50g/Lの硫酸
めっき液温度:25℃
電流密度:41.3A/dm2、
クーロン量:28.0As/dm2
(2段目の条件)
めっき液組成:20g/LのCu、100g/Lの硫酸
めっき液温度:50℃
電流密度:8.2A/dm2、
クーロン量:6.3As/dm2
<一方の面に形成した耐熱層>
電気めっきによってZn−Ni層を形成した。
めっき液組成:23.5g/LのNi、4.5g/LのZn
めっき液pH:3.6
めっき液温度:40℃
電流密度:3.6A/dm2
クーロン量:1.4As/dm2
電気めっきによってZn−Ni層を形成した。
めっき液組成:23.5g/LのNi、4.5g/LのZn
めっき液pH:3.6
めっき液温度:40℃
電流密度:3.6A/dm2
クーロン量:1.4As/dm2
<他方の面に形成した耐熱層>
電気めっきによってZn−Ni層を形成した。
めっき液組成:23.5g/LのNi、4.5g/LのZn
めっき液pH:3.6
めっき液温度:40℃
電流密度:4.4A/dm2
クーロン量:1.7As/dm2
電気めっきによってZn−Ni層を形成した。
めっき液組成:23.5g/LのNi、4.5g/LのZn
めっき液pH:3.6
めっき液温度:40℃
電流密度:4.4A/dm2
クーロン量:1.7As/dm2
(実施例3)
厚さ12μmの圧延銅箔(JX金属社製HA−V2箔)を準備し、一方の面に粗化処理層、耐熱層及びクロムめっき層を順次形成すると共に、他方の面に耐熱層を形成することによって表面処理銅箔を得た。各層を形成するための条件は下記の通りである。
<一方の面に形成した粗化処理層>
下記の条件で電気めっきを行って粗化処理層を形成した。この電気めっきは2段階に分けて行った。
(1段目の条件)
めっき液組成:15.5g/LのCu、9.5g/Lのニッケル、7.5g/Lのコバルト
めっき液温度:36℃
電流密度:20.9A/dm2、
クーロン量:14.1As/dm2
(2段目の条件)
めっき液組成:15.5g/LのCu、9.5g/Lのニッケル、7.5g/Lのコバルト
めっき液温度:36℃
電流密度:17.9A/dm2、
クーロン量:13.8As/dm2
厚さ12μmの圧延銅箔(JX金属社製HA−V2箔)を準備し、一方の面に粗化処理層、耐熱層及びクロムめっき層を順次形成すると共に、他方の面に耐熱層を形成することによって表面処理銅箔を得た。各層を形成するための条件は下記の通りである。
<一方の面に形成した粗化処理層>
下記の条件で電気めっきを行って粗化処理層を形成した。この電気めっきは2段階に分けて行った。
(1段目の条件)
めっき液組成:15.5g/LのCu、9.5g/Lのニッケル、7.5g/Lのコバルト
めっき液温度:36℃
電流密度:20.9A/dm2、
クーロン量:14.1As/dm2
(2段目の条件)
めっき液組成:15.5g/LのCu、9.5g/Lのニッケル、7.5g/Lのコバルト
めっき液温度:36℃
電流密度:17.9A/dm2、
クーロン量:13.8As/dm2
<一方の面に形成した耐熱層>
電気めっきによってCo−Ni層及びZn−Ni層を順次形成した。
(Co−Ni層)
めっき液組成:13g/LのNi、3g/LのCo
めっき液pH:2.0
めっき液温度:50℃
電流密度:18.9A/dm2
クーロン量:4.5As/dm2
電気めっきによってCo−Ni層及びZn−Ni層を順次形成した。
(Co−Ni層)
めっき液組成:13g/LのNi、3g/LのCo
めっき液pH:2.0
めっき液温度:50℃
電流密度:18.9A/dm2
クーロン量:4.5As/dm2
(Zn−Ni層)
めっき液組成:23.5g/LのNi、4.5g/LのZn
めっき液pH:3.6
めっき液温度:40℃
電流密度:3.6A/dm2
クーロン量:1.7As/dm2
めっき液組成:23.5g/LのNi、4.5g/LのZn
めっき液pH:3.6
めっき液温度:40℃
電流密度:3.6A/dm2
クーロン量:1.7As/dm2
<一方の面に形成したクロメート処理層>
浸漬クロメート処理によってクロメート処理層を形成した。
めっき液組成:3g/LのK2Cr2O7、0.33g/LのZn
めっき液温度:55℃
めっき液pH:3.65
浸漬クロメート処理によってクロメート処理層を形成した。
めっき液組成:3g/LのK2Cr2O7、0.33g/LのZn
めっき液温度:55℃
めっき液pH:3.65
<他方の面に形成した耐熱層>
電気めっきによってZn−Ni層を形成した。
めっき液組成:23.5g/LのNi、4.5g/LのZn
めっき液pH:3.6
めっき液温度:40℃
電流密度:4.8A/dm2
クーロン量:1.8As/dm2
電気めっきによってZn−Ni層を形成した。
めっき液組成:23.5g/LのNi、4.5g/LのZn
めっき液pH:3.6
めっき液温度:40℃
電流密度:4.8A/dm2
クーロン量:1.8As/dm2
(比較例1)
実施例1で得られた表面処理銅箔のクロムめっき層の表面に、信越化学工業株式会社製KBM903(モノアミノトリメトキシシラン)を0.3体積%含む水溶液を塗布し、ドライヤーで乾燥させた後、さらにオーブンにて100℃で5分間さらに乾燥させることによってシランカップリング剤処理層を形成した。
実施例1で得られた表面処理銅箔のクロムめっき層の表面に、信越化学工業株式会社製KBM903(モノアミノトリメトキシシラン)を0.3体積%含む水溶液を塗布し、ドライヤーで乾燥させた後、さらにオーブンにて100℃で5分間さらに乾燥させることによってシランカップリング剤処理層を形成した。
(比較例2)
水溶液中のKBM903の体積濃度を0.6体積%に変更したこと以外は比較例1と同様にして、実施例1で得られた表面処理銅箔のクロムめっき層の表面にシランカップリング剤処理層を形成した。
水溶液中のKBM903の体積濃度を0.6体積%に変更したこと以外は比較例1と同様にして、実施例1で得られた表面処理銅箔のクロムめっき層の表面にシランカップリング剤処理層を形成した。
(比較例3)
水溶液中のKBM903の体積濃度を1.2体積%に変更したこと以外は比較例1と同様にして、実施例1で得られた表面処理銅箔のクロムめっき層の表面にシランカップリング剤処理層を形成した。
水溶液中のKBM903の体積濃度を1.2体積%に変更したこと以外は比較例1と同様にして、実施例1で得られた表面処理銅箔のクロムめっき層の表面にシランカップリング剤処理層を形成した。
(比較例4)
水溶液中のKBM903の体積濃度を2体積%に変更したこと以外は比較例1と同様にして、実施例1で得られた表面処理銅箔のクロムめっき層の表面にシランカップリング剤処理層を形成した。
水溶液中のKBM903の体積濃度を2体積%に変更したこと以外は比較例1と同様にして、実施例1で得られた表面処理銅箔のクロムめっき層の表面にシランカップリング剤処理層を形成した。
(比較例5)
水溶液中のKBM903の体積濃度を3体積%に変更したこと以外は比較例1と同様にして、実施例1で得られた表面処理銅箔のクロムめっき層の表面にシランカップリング剤処理層を形成した。
水溶液中のKBM903の体積濃度を3体積%に変更したこと以外は比較例1と同様にして、実施例1で得られた表面処理銅箔のクロムめっき層の表面にシランカップリング剤処理層を形成した。
(比較例6)
水溶液中のKBM903の体積濃度を4体積%に変更したこと以外は比較例1と同様にして、実施例1で得られた表面処理銅箔のクロムめっき層の表面にシランカップリング剤処理層を形成した。
水溶液中のKBM903の体積濃度を4体積%に変更したこと以外は比較例1と同様にして、実施例1で得られた表面処理銅箔のクロムめっき層の表面にシランカップリング剤処理層を形成した。
上記の実施例で得られた表面処理銅箔のクロムめっき層、及び上記の比較例で得られた表面処理銅箔のシランカップリング剤処理層上に、宇部興産株式会社製のUワニスを塗布し、硬化させて低誘電ポリイミド基材を形成することにより、積層体を得た。
次に、得られた積層体について90度ピール強度を測定した。90度ピール強度の測定は、JIS C6471:1995に準拠して行った。具体的には、回路(表面処理銅箔)幅を3mmとし、90度の角度で50mm/分の速度で低誘電ポリイミド基材と表面処理銅箔とを引き剥がしたときの強度を測定した。測定は2回行い、その平均値を90度ピール強度の結果とした。
また、得られた積層体について、表面処理銅箔をエッチングして導体パターンを形成し、その上に無電解ニッケルめっきを行い、無電解ニッケルめっきの異常析出の有無を顕微鏡にて観察した。観察結果は、異常析出が確認されなかったものをA、異常析出が確認されたものをB、異常析出が確認されたものの中で異常析出が著しく多かったものをCと表す。
上記の各評価結果を表1に示す。なお、表1において、最表層のクロム(Cr)付着量、亜鉛(Zn)付着量及びケイ素(Si)付着量は、ICP発光分光分析装置を用い、上述した方法によって算出した。
上記の各評価結果を表1に示す。なお、表1において、最表層のクロム(Cr)付着量、亜鉛(Zn)付着量及びケイ素(Si)付着量は、ICP発光分光分析装置を用い、上述した方法によって算出した。
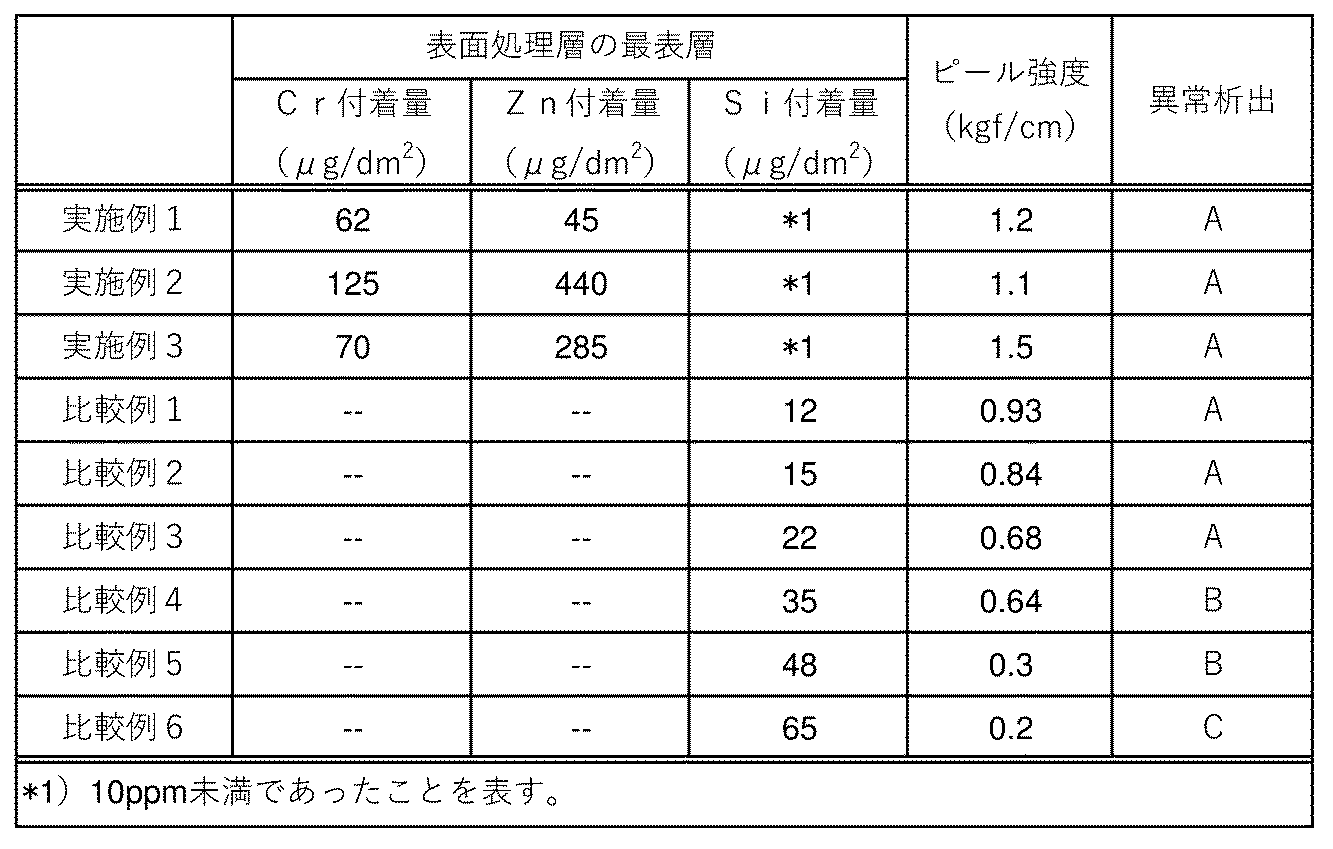
表1に示されるように、実施例1〜3の表面処理銅箔は、比較例1〜6の表面処理銅箔に比べてピール強度が高く、無電解ニッケルめっきの異常析出も確認されなかった。
以上の結果からわかるように、本発明の実施形態によれば、シランカップリング剤を用いることなく、樹脂基材、特に高周波用途に好適な樹脂基材との接着性を高めることが可能な表面処理銅箔を提供することができる。また、本発明の実施形態によれば、樹脂基材、特に高周波用途に好適な樹脂基材と表面処理銅箔との間の接着性に優れた積層体を提供することができる。さらに、本発明の実施形態によれば、樹脂基材、特に高周波用途に好適な樹脂基材と導体パターンとの間の接着性に優れたプリント配線板を提供することができる。
Claims (10)
- 銅箔と、前記銅箔の一方の面に形成された表面処理層とを有し、前記表面処理層を樹脂基材と接着させて使用される表面処理銅箔であって、
前記樹脂基材と接着させる前記表面処理層の最表層がクロムを含む表面処理銅箔。 - 前記最表層が亜鉛をさらに含む、請求項1に記載の表面処理銅箔。
- 前記最表層のクロム付着量が、10〜150μg/dm2である、請求項1又は2に記載の表面処理銅箔。
- 前記最表層の亜鉛付着量が20〜1000μg/dm2である、請求項1〜3のいずれか一項に記載の表面処理銅箔。
- 前記最表層がクロムめっき処理層又はクロメート処理層である、請求項1〜4のいずれか一項に記載の表面処理銅箔。
- 前記樹脂基材と接着させる前記表面処理層の十点平均粗さRzが0.3〜2.0μmである、請求項1〜5のいずれか一項に記載の表面処理銅箔。
- 前記十点平均粗さRzが0.4〜1.2μmである、請求項6に記載の表面処理銅箔。
- 請求項1〜7のいずれか一項に記載の表面処理銅箔と、前記表面処理銅箔の表面処理層に接着した樹脂基材とを含む積層体。
- 前記樹脂基材がキャスティング法によって前記表面処理銅箔の前記表面処理層上に形成される、請求項8に記載の積層体。
- 請求項9に記載の積層体の前記表面処理銅箔をエッチングして形成された回路パターンを備えるプリント配線板。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018202251A JP2019019414A (ja) | 2018-10-26 | 2018-10-26 | 表面処理銅箔、積層体及びプリント配線板 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018202251A JP2019019414A (ja) | 2018-10-26 | 2018-10-26 | 表面処理銅箔、積層体及びプリント配線板 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2019019414A true JP2019019414A (ja) | 2019-02-07 |
Family
ID=65354041
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018202251A Pending JP2019019414A (ja) | 2018-10-26 | 2018-10-26 | 表面処理銅箔、積層体及びプリント配線板 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2019019414A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114761622A (zh) * | 2019-12-13 | 2022-07-15 | Jx金属株式会社 | 表面处理铜箔、覆铜积层板及印刷配线板 |
| JP7434656B1 (ja) | 2023-08-31 | 2024-02-20 | Jx金属株式会社 | 表面処理銅箔、銅張積層板、及びプリント配線板の製造方法 |
-
2018
- 2018-10-26 JP JP2018202251A patent/JP2019019414A/ja active Pending
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114761622A (zh) * | 2019-12-13 | 2022-07-15 | Jx金属株式会社 | 表面处理铜箔、覆铜积层板及印刷配线板 |
| CN114761622B (zh) * | 2019-12-13 | 2024-01-12 | Jx金属株式会社 | 表面处理铜箔、覆铜积层板及印刷配线板 |
| JP7434656B1 (ja) | 2023-08-31 | 2024-02-20 | Jx金属株式会社 | 表面処理銅箔、銅張積層板、及びプリント配線板の製造方法 |
| JP2025034865A (ja) * | 2023-08-31 | 2025-03-13 | Jx金属株式会社 | 表面処理銅箔、銅張積層板、及びプリント配線板の製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6149066B2 (ja) | 表面処理銅箔 | |
| JP5871426B2 (ja) | 高周波伝送用表面処理銅箔、高周波伝送用積層板及び高周波伝送用プリント配線板 | |
| JP6190846B2 (ja) | 表面処理銅箔 | |
| JP5710737B1 (ja) | 表面処理銅箔、積層板、プリント配線板、プリント回路板及び電子機器 | |
| JP5178064B2 (ja) | 金属表面粗化層を有する金属層積層体及びその製造方法 | |
| US20120285734A1 (en) | Roughened copper foil, method for producing same, copper clad laminated board, and printed circuit board | |
| JP7114499B2 (ja) | 表面処理銅箔、銅張積層板及びプリント配線板 | |
| US10820414B2 (en) | Surface treated copper foil, copper foil with carrier, laminate, method for manufacturing printed wiring board, and method for manufacturing electronic device | |
| CN114761622B (zh) | 表面处理铜箔、覆铜积层板及印刷配线板 | |
| KR20150003413A (ko) | 프린트 배선판용 구리박, 그 제조 방법, 프린트 배선판용 수지 기판 및 프린트 배선판 | |
| JP7114500B2 (ja) | 表面処理銅箔、銅張積層板及びプリント配線板 | |
| KR20180064311A (ko) | 표면 처리 동박, 캐리어 부착 동박, 적층체, 프린트 배선판의 제조 방법 및 전자기기의 제조 방법 | |
| JP7033905B2 (ja) | 表面処理銅箔、キャリア付銅箔、積層体、プリント配線板の製造方法及び電子機器の製造方法 | |
| JP4978456B2 (ja) | 印刷回路用銅箔 | |
| JP6854114B2 (ja) | 表面処理銅箔 | |
| JP2019019414A (ja) | 表面処理銅箔、積層体及びプリント配線板 | |
| WO2014109396A1 (ja) | 表面処理銅箔、積層板、キャリア付銅箔、プリント配線板、プリント回路板、電子機器、及びプリント配線板の製造方法 | |
| JP2014195871A (ja) | キャリア付銅箔、キャリア付銅箔の製造方法、プリント配線板、プリント回路板、銅張積層板、及び、プリント配線板の製造方法 | |
| US10383222B2 (en) | Surface-treated copper foil | |
| JP2015105440A (ja) | 表面処理銅箔、積層板、プリント配線板、プリント回路板及び電子機器 | |
| TWI687527B (zh) | 表面處理銅箔及覆銅積層板 | |
| JP2007146258A (ja) | 電解銅箔、プリント配線板および多層プリント配線板 | |
| JP2012207285A (ja) | 表面処理銅箔及びその製造方法、該表面処理銅箔を用いた銅張積層基板及びその製造方法、並びにプリント配線基板 | |
| TW202042600A (zh) | 表面處理銅箔、覆銅積層板及印刷線路板 | |
| JP2005064110A (ja) | 電子部品用部材並びにこれを用いた電子部品 |