JP2019068023A - 半田付け装置 - Google Patents
半田付け装置 Download PDFInfo
- Publication number
- JP2019068023A JP2019068023A JP2017230709A JP2017230709A JP2019068023A JP 2019068023 A JP2019068023 A JP 2019068023A JP 2017230709 A JP2017230709 A JP 2017230709A JP 2017230709 A JP2017230709 A JP 2017230709A JP 2019068023 A JP2019068023 A JP 2019068023A
- Authority
- JP
- Japan
- Prior art keywords
- soldering
- base
- unit
- pattern
- area
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images










Landscapes
- Electric Connection Of Electric Components To Printed Circuits (AREA)
- Numerical Control (AREA)
Abstract
Description
図7は、本発明者等が開発した半田付け装置100の概略的な斜視図である。図7を参照して、半田付け装置100の概略的な構造が説明される。
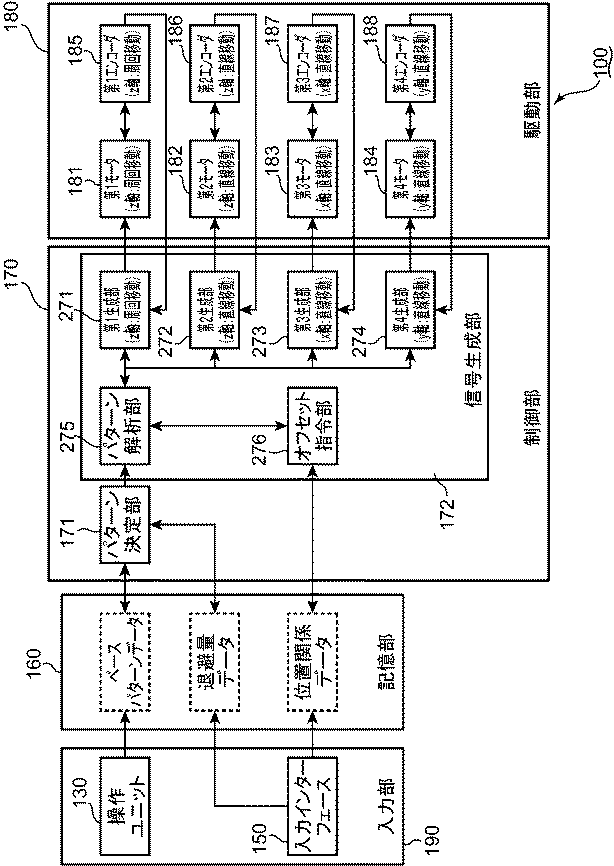
図1は、半田付け装置100の概略的なブロック図である。図1、図7及び図8を参照して、半田付け装置100が説明される。
ステップS105は、ベース領域911に対するティーチング作業の終了の後に行われる。したがって、ベースパターンデータ、移動量データ及び位置関係データは、記憶部160に記憶されている。半田付け作業が開始されると、パターン決定部171は、ベースパターンデータ及び移動量データを記憶部160から読み出す。その後、ステップS110が実行される。
パターン決定部171は、ベースパターンデータ及び移動量データを参照し、ベース領域911用の移動パターン(図2を参照)を決定する。決定された移動パターンは、パターン決定部171からパターン解析部275へ出力される。その後、ステップS115が実行される。
パターン解析部275は、決定された移動パターンを解析し、生成指令の出力先を決定する。図2に示される移動パターンの「動作1」に関して、半田ごて115のこて先の角度位置の変更が必要とされるならば、パターン解析部275は、第1生成部271を生成指令の出力先に決定する。半田ごて115のこて先の移動量(すなわち、電子基板900の上面とこて先との間の距離)の調整が必要とされるならば、パターン解析部275は、第2生成部272を生成指令の出力先に決定する。半田ごて115のこて先がx軸方向に移動される必要があるならば、パターン解析部275は、第3生成部273を生成指令の出力先に決定する。設置台125がy軸方向に移動される必要があるならば、パターン解析部275は、第4生成部274を生成指令の出力先に決定する。生成指令は、目標の座標値とともに、パターン解析部275から決定された出力先(第1生成部271乃至第4生成部274のうち少なくとも1つ)へ出力される。その後、ステップS120が実行される。
第1生成部271が、生成指令を受け取っているならば、半田ごて115のこて先が角度位置の目標値(図2の「動作1」に関して、角度座標値「θ01」)に対応する角度位置に到達するように、ベース駆動信号を生成する。第2生成部272が、生成指令を受け取っているならば、半田ごて115のこて先がz座標の目標値(図2の「動作1」に関して、角度座標値「z01+za」)に対応する位置に到達するように、ベース駆動信号を生成する。第3生成部273が、生成指令を受け取っているならば、半田ごて115のこて先がx座標の目標値(図2の「動作1」に関して、角度座標値「x01」)に対応する位置に到達するように、ベース駆動信号を生成する。第4生成部274が、生成指令を受け取っているならば、半田ごて115のこて先がy座標の目標値(図2の「動作1」に関して、角度座標値「y01」)に対応する位置に到達するように、ベース駆動信号を生成する。これらのベース駆動信号は、第1モータ181乃至第4モータ184へそれぞれ出力される。第1モータ181乃至第4モータ184は、これらのベース駆動信号に応じて動作する。図2の「動作1」に関して、半田ごて115のこて先は、ベース駆動信号に応じた第1モータ181乃至第4モータ184の動作の結果、目標の座標値(x01,y01,z01+za,θ01)に対応する位置に到達する。パターン解析部275は、第1生成部271乃至第4生成部274の信号生成処理をモニタし、第1生成部271乃至第4生成部274が半田ごて115のこて先を目標の座標値に対応する位置に到達させるための動作を完了したか否かを判定することができる。半田ごて115のこて先が目標の座標値に到達したとパターン解析部275が判断すると、ステップS125が実行される。
パターン解析部275は、対象の半田付け位置に対して定められた一連の動作(図8に示される半田付け位置P01に関して、「動作1」乃至「動作4」)が完了したか否かを判定する。対象の半田付け位置に対して定められた一連の動作が完了しているならば、ステップS130が実行される。他の場合には、ステップS115が実行される。
パターン解析部275は、ベース領域の全ての半田付け位置(図8に示されるベース領域911上の半田付け位置P01〜P04)に対する半田付けが完了しているか否かを判定する。ステップS110において決定されている移動パターンの実行が完了しているならば、ステップS135が実行される。他の場合には、ステップS115が実行される。
パターン解析部275は、オフセット指令部276にベース領域911に対する半田付けが完了したことを通知する。オフセット指令部276及びパターン解析部275は、パターン解析部275からの通知に応じて、処理された複製領域(図8に示される複製領域912,913,914)をカウントするための処理に用いられるカウント値「n」を「1」に設定する。その後、ステップS140が実行される。
オフセット指令部276は、位置データを記憶部160から読み出す。その後、ステップS145が実行される。
オフセット指令部276は、n番目の複製領域用のオフセット量を演算する。図8を参照して説明された電子基板900に関して、半田付けは、複製領域912,913,914の順に行われる。したがって、カウント値「n」が「1」であるとき、半田付けは、複製領域912に対して行われる。カウント値「n」が「2」であるとき、半田付けは、複製領域913に対して行われる。カウント値「n」が「3」であるとき、半田付けは、複製領域914に対して行われる。
パターン解析部275は、ステップS110において決定された移動パターンを、オフセット指令部276から通知されたオフセット量に基づき変更する。この結果、カウント値「n」が「1」であるとき、図3Aを参照して説明された移動パターンが得られる。カウント値「n」が「2」であるとき、図3Bを参照して説明された移動パターンが得られる。カウント値「n」が「3」であるとき、図3Cを参照して説明された移動パターンが得られる。移動パターンの変更の後、ステップS155乃至ステップS170からなる処理ループが実行される。
ステップS155乃至ステップS170からなる処理ループは、ステップS115乃至ステップS130に対する処理ループと同様である。したがって、半田ごて115のこて先は、ステップS145において得られたオフセット量だけずれた位置において、ベース領域911において半田ごて115のこて先が描いた移動軌跡と同一のパターンの移動軌跡を辿って移動することができる。ベース領域911に対して行われたティーチング作業から得られた座標データ(すなわち、ベースパターンデータ)が、複製領域912,913,914に対する半田ごて115のこて先の移動軌跡の設定に対して用いられるので、複製領域912,913,914に対するティーチング作業は必要とされない。したがって、半田付け装置100は、全ての半田付け位置に対してティーチング作業を必要とする従来の半田付け装置よりもティーチング作業の負荷を大幅に軽減することができる。ステップS155乃至ステップS170からなる処理ループの終了後(すなわち、n番目の複製領域の全ての半田付け位置において半田付けが完了した後)、ステップS175が実行される。
パターン解析部275は、カウント値「n」が、複製領域の総数「N」(図2に示される電子基板900に関して、N=3)に等しいか否かを確認する。カウント値「n」が、総数「N」に等しいならば、半田付け処理は完了する(すなわち、電子基板900上の全ての半田付け位置において半田付けが実行されている)。他の場合には、ステップS180が実行される。
パターン解析部275及びオフセット指令部276は、カウント値「n」を「1」だけ増分する。その後、ステップS145が実行される。この結果、次の複製領域に対する半田付けが開始されることになる。
設計者は、上述の半田付け装置100に様々な特徴を与えることができる。以下に説明される特徴は、半田付け装置100の設計原理を何ら限定しない。
図8を参照して説明された電子基板900は、2行2列の分割領域に分割されている。しかしながら、上述の実施形態の原理は、電子基板900の様々な分割パターンに適用可能である。
115・・・・・・・・・・・・・・・・・・・・・・半田ごて
170・・・・・・・・・・・・・・・・・・・・・・制御部
171・・・・・・・・・・・・・・・・・・・・・・パターン決定部
172・・・・・・・・・・・・・・・・・・・・・・信号生成部
180・・・・・・・・・・・・・・・・・・・・・・駆動部
190・・・・・・・・・・・・・・・・・・・・・・入力部
900・・・・・・・・・・・・・・・・・・・・・・電子基板
911・・・・・・・・・・・・・・・・・・・・・・ベース領域
912〜914・・・・・・・・・・・・・・・・・・複製領域
P01〜P16・・・・・・・・・・・・・・・・・・半田付け位置
Claims (9)
- 少なくとも1つの半田付け位置を有するベース領域と、前記ベース領域内の前記少なくとも1つの半田付け位置の配置パターンと共通の配置パターンを含み、且つ、前記ベース領域とは異なる位置に存在する少なくとも1つの複製領域と、を有する複数の半田付け領域を含む電子基板の表面に半田付けをする半田ごてと、
前記半田ごてを移動させる駆動部と、
前記ベース領域と前記少なくとも1つの複製領域との間の位置関係を表す位置関係データ、及び、前記ベース領域内の前記少なくとも1つの半田付け位置の前記配置パターンを表すベースパターンデータの入力を受け付ける入力部と、
半田付け作業において、前記ベースパターンデータと前記位置関係データとに基づき、前記駆動部を制御する制御部と、を備え、
前記制御部は、
(i)前記ベースパターンデータに基づき、前記ベース領域内の前記少なくとも1つの半田付け位置へ前記半田ごてを移動させるための移動パターンを決定し、
(ii)前記半田ごてが前記ベース領域において前記決定された移動パターンで移動するように、前記駆動部を制御し、且つ、
(iii)前記位置関係データ及び前記決定された移動パターンに基づき、前記半田ごての移動が前記少なくとも1つの複製領域で行われるように、前記駆動部を制御する
半田付け装置。 - 前記制御部は、
(i)前記ベースパターンデータに基づき、前記ベース領域内での前記移動パターンを決定するパターン決定部と、
(ii)前記半田ごてが前記決定された移動パターンに従って前記ベース領域において移動するように前記駆動部を動作させるためのベース駆動信号と、前記位置関係データと前記決定された移動パターンとに基づき、前記半田ごてが前記少なくとも1つの複製領域に移動し、且つ、前記決定された移動パターンに従って前記少なくとも1つの複製領域において移動するように前記駆動部を動作させる複製駆動信号と、を生成する信号生成部と、を含み、
前記駆動部は、前記ベース駆動信号及び前記複製駆動信号に応じて前記半田ごてを移動させる
請求項1に記載の半田付け装置。 - 前記位置関係データは、前記ベース領域と前記ベース領域から所定の軸に沿って整列する前記少なくとも1つの複製領域とを含む複数の領域の数を表す領域数データと、前記複数の領域の中で隣り合う2つの領域間のずれ量を表すオフセットデータと、を含み、
前記信号生成部は、前記領域数データと前記オフセットデータとを参照し、前記半田ごてが前記決定された移動パターンに従って前記複数の領域それぞれにおいて移動するように、前記ベース駆動信号と前記複製駆動信号とを生成する
請求項2に記載の半田付け装置。 - 前記位置関係データは、前記ベース領域と前記ベース領域から所定の第1軸に沿って整列する前記少なくとも1つの複製領域とを含む複数の第1領域の数を表す第1領域数データと、前記複数の第1領域の中で隣り合う2つの領域間のずれ量を表す第1オフセットデータと、を含み、
前記信号生成部は、前記第1領域数データと前記第1オフセットデータとを参照し、前記半田ごてが前記決定された移動パターンに従って前記複数の第1領域それぞれにおいて移動するように、前記ベース駆動信号と前記複製駆動信号とを生成する
請求項2又は3に記載の半田付け装置。 - 前記位置関係データは、前記ベース領域と前記ベース領域から前記第1軸に直交する第2軸に沿って整列する前記少なくとも1つの複製領域とを含む複数の第2領域の数を表す第2領域数データと、前記複数の第2領域の中で隣り合う2つの領域間のずれ量を表す第2オフセットデータと、を含み、
前記信号生成部は、前記第2領域数データと前記第2オフセットデータとを参照し、前記半田ごてが前記決定された移動パターンに従って前記複数の第2領域それぞれにおいて移動するように、前記ベース駆動信号と前記複製駆動信号とを生成する
請求項4に記載の半田付け装置。 - 前記入力部は、前記ベース領域内の前記少なくとも1つの半田付け位置に半田付けした後の前記半田ごてが前記電子基板の前記表面から上方に移動するときにおける前記半田ごての移動量を表す移動量データの入力を受け付け、
前記パターン決定部は、前記移動量データを参照し、半田付けごとに前記半田ごてが上方へ移動する前記移動パターンを決定し、
前記信号生成部によって生成された前記複製駆動信号は、前記決定された移動パターンに従って前記少なくとも1つの複製領域において移動するように前記駆動部を動作させ、前記少なくとも1つの複製領域において前記半田ごてを半田付けごとに上方へ移動させる
請求項2乃至5のいずれか1項に記載の半田付け装置。 - 前記ベースパターンデータが、前記少なくとも1つの半田付け位置を表す座標値として、第1半田付け位置及び前記第1半田付け位置とは異なる位置に存在する第2半田付け位置をそれぞれ表す複数の座標値を含むとき、前記入力部は、前記移動量データとして、前記第1半田付け位置と前記第2半田付け位置とに対して互いに異なる複数の値の入力を受け付ける
請求項6に記載の半田付け装置。 - 前記ベースパターンデータが、前記少なくとも1つの半田付け位置を表す座標値として、第1半田付け位置及び前記第1半田付け位置とは異なる位置に存在する第2半田付け位置をそれぞれ表す複数の座標値を含むとき、前記入力部は、前記移動量データとして、前記第1半田付け位置と前記第2半田付け位置とに対して共通の値の入力を一括で受け付ける
請求項6に記載の半田付け装置。 - 前記入力部は、前記複数の半田付け領域に対する半田付けの順番の指定を受け付け、
前記半田ごてが前記指定された順番に従って前記複数の半田付け領域で半田付けするように、前記駆動部は、前記制御部の制御下で前記半田ごてを移動させる
請求項1乃至8のいずれか1項に記載の半田付け装置。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201811096961.1A CN109590564B (zh) | 2017-10-02 | 2018-09-19 | 焊接装置 |
| US16/144,740 US10864590B2 (en) | 2017-10-02 | 2018-09-27 | Soldering apparatus |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201762566653P | 2017-10-02 | 2017-10-02 | |
| US62/566,653 | 2017-10-02 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019068023A true JP2019068023A (ja) | 2019-04-25 |
| JP6752191B2 JP6752191B2 (ja) | 2020-09-09 |
Family
ID=66337898
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017230709A Active JP6752191B2 (ja) | 2017-10-02 | 2017-11-30 | 半田付け装置 |
| JP2017230708A Active JP6714570B2 (ja) | 2017-10-02 | 2017-11-30 | 半田付け装置及びプログラムの作製方法 |
| JP2017230235A Pending JP2019063863A (ja) | 2017-10-02 | 2017-11-30 | 半田付装置及びプログラム |
Family Applications After (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017230708A Active JP6714570B2 (ja) | 2017-10-02 | 2017-11-30 | 半田付け装置及びプログラムの作製方法 |
| JP2017230235A Pending JP2019063863A (ja) | 2017-10-02 | 2017-11-30 | 半田付装置及びプログラム |
Country Status (1)
| Country | Link |
|---|---|
| JP (3) | JP6752191B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114101835A (zh) * | 2021-11-10 | 2022-03-01 | 新沂市宏祥电子有限公司 | 一种带有收集功能的自动焊锡机 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61275908A (ja) * | 1985-05-30 | 1986-12-06 | Fanuc Ltd | 数値制御加工方法 |
| JPH1083213A (ja) * | 1996-09-10 | 1998-03-31 | Mitsubishi Heavy Ind Ltd | 加工データの作成方法 |
| JP2015112619A (ja) * | 2013-12-11 | 2015-06-22 | 株式会社パラット | 半田付け装置および方法 |
| JP2016209969A (ja) * | 2015-05-12 | 2016-12-15 | キヤノン株式会社 | 情報処理方法、および情報処理装置 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06190545A (ja) * | 1991-04-26 | 1994-07-12 | Omron Corp | 半田付け自動修正装置 |
| JPH0549997A (ja) * | 1991-07-03 | 1993-03-02 | Fuji Electric Co Ltd | クリームはんだデイスペンサのテイーチング方法および装置 |
| JP2540711B2 (ja) * | 1993-04-09 | 1996-10-09 | 名古屋電機工業株式会社 | 半田付け不良の自動修正装置 |
| US6339419B1 (en) * | 1998-11-10 | 2002-01-15 | Lord Corporation | Magnetically-controllable, semi-active haptic interface system and apparatus |
| JP2002271016A (ja) * | 2001-03-14 | 2002-09-20 | Fuji Xerox Co Ltd | 再ハンダ装置および旧ハンダ除去装置ならびに再ハンダ方法および旧ハンダ除去方法 |
| JP3762764B2 (ja) * | 2003-08-08 | 2006-04-05 | オリンパス株式会社 | 蛇管形成装置 |
| JP4312724B2 (ja) * | 2005-01-18 | 2009-08-12 | 株式会社ジャパンユニックス | 自動はんだ付け方法及び装置 |
| JP5565687B2 (ja) * | 2010-06-02 | 2014-08-06 | 株式会社 津々巳電機 | 加工位置移植方法及びこの方法を実行する自動加工装置 |
| CN103648700A (zh) * | 2011-09-15 | 2014-03-19 | 富士通通讯网络株式会社 | 回流焊接装置及方法 |
| US10486262B2 (en) * | 2012-07-11 | 2019-11-26 | Carrier Corporation | Method and system for joining workpieces |
-
2017
- 2017-11-30 JP JP2017230709A patent/JP6752191B2/ja active Active
- 2017-11-30 JP JP2017230708A patent/JP6714570B2/ja active Active
- 2017-11-30 JP JP2017230235A patent/JP2019063863A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61275908A (ja) * | 1985-05-30 | 1986-12-06 | Fanuc Ltd | 数値制御加工方法 |
| JPH1083213A (ja) * | 1996-09-10 | 1998-03-31 | Mitsubishi Heavy Ind Ltd | 加工データの作成方法 |
| JP2015112619A (ja) * | 2013-12-11 | 2015-06-22 | 株式会社パラット | 半田付け装置および方法 |
| JP2016209969A (ja) * | 2015-05-12 | 2016-12-15 | キヤノン株式会社 | 情報処理方法、および情報処理装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2019068022A (ja) | 2019-04-25 |
| JP6752191B2 (ja) | 2020-09-09 |
| JP2019063863A (ja) | 2019-04-25 |
| JP6714570B2 (ja) | 2020-06-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10807240B2 (en) | Robot control device for setting jog coordinate system | |
| CN104932419B (zh) | 使用手动操作工作机械的模拟装置 | |
| US10086517B2 (en) | Apparatus and method for operating robots | |
| US20020022895A1 (en) | System configuration editor with an iconic function sequencer | |
| JP2004255547A (ja) | 教示位置修正装置 | |
| TWI818995B (zh) | 加工裝置的控制方法 | |
| JP4943299B2 (ja) | 部品実装装置のフィーダ配置方法 | |
| US10807239B2 (en) | Apparatus, non-transitory computer readable medium, and method for soldering | |
| JP2011110627A (ja) | ロボット制御方法、ロボット制御プログラムおよびロボット制御方法に用いられるティーチングペンダント | |
| CN109590564B (zh) | 焊接装置 | |
| JP2019068023A (ja) | 半田付け装置 | |
| US11273510B2 (en) | Soldering apparatus and method for creating program | |
| JP6764393B2 (ja) | 半田付け装置及びプログラム | |
| JPH0916803A (ja) | 図形入力装置 | |
| JP6976613B1 (ja) | はんだ付け作業プログラム作成システム、はんだ付け作業プログラム作成装置及びはんだ付ロボット | |
| JP2000075912A (ja) | ロボットシステムおよび記録媒体 | |
| JP7792463B2 (ja) | 動作教示装置及び動作教示システム | |
| CN102238863A (zh) | 电子元件安装装置、安装方法及电路板高度数据编辑装置 | |
| WO2018158795A1 (ja) | 数値制御装置 | |
| JP2792921B2 (ja) | 図形処理装置における図形表示方法 | |
| JP2003202909A (ja) | 原点復帰装置 | |
| JP4400189B2 (ja) | 加工装置 | |
| JP2023119841A (ja) | 動作制御装置および露光装置 | |
| JP2007122624A (ja) | 処理装置および処理方法 | |
| JPH02215200A (ja) | 電子部品実装装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190212 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20191114 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191119 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20200115 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200318 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200811 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200818 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6752191 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |