JP2019072807A - 研削加工装置 - Google Patents
研削加工装置 Download PDFInfo
- Publication number
- JP2019072807A JP2019072807A JP2017200900A JP2017200900A JP2019072807A JP 2019072807 A JP2019072807 A JP 2019072807A JP 2017200900 A JP2017200900 A JP 2017200900A JP 2017200900 A JP2017200900 A JP 2017200900A JP 2019072807 A JP2019072807 A JP 2019072807A
- Authority
- JP
- Japan
- Prior art keywords
- grinding
- ground
- waveform data
- sensor
- grinding tool
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q17/00—Arrangements for observing, indicating or measuring on machine tools
- B23Q17/09—Arrangements for observing, indicating or measuring on machine tools for indicating or measuring cutting pressure or for determining cutting-tool condition, e.g. cutting ability, load on tool
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q17/00—Arrangements for observing, indicating or measuring on machine tools
- B23Q17/12—Arrangements for observing, indicating or measuring on machine tools for indicating or measuring vibration
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B49/00—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation
- B24B49/10—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation involving electrical means
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Constituent Portions Of Griding Lathes, Driving, Sensing And Control (AREA)
- Machine Tool Sensing Apparatuses (AREA)
Abstract
【課題】被研削物の研削加工の際における衝撃量を知ることが可能な研削加工装置を提供する。【解決手段】研削加工装置は、研削工具と、研削工具を回転駆動する回転駆動部と、被研削物に研削工具を接触させるために回転駆動部を移動させる送り機構と、被研削物を固定する固定部と、被研削物の研削加工中における研削工具の振動を検出して監視信号を出力するセンサと、監視信号の時間波形データを周波数波形データに変換して、周波数波形データを全周波数領域にわたり積分して、被研削物の研削加工中における衝撃量を抽出する制御回路とを備える。【選択図】図1
Description
本発明は、研削加工装置に関する。
たとえば、特開2014−14914号公報(特許文献1)は、切削加工装置を開示する。切削加工装置は、切削加工中の複数刃切削工具の衝撃量を得るための監視信号を検出するセンサと、監視信号の時間軸波形データから周波数軸波形データを得るデータ変換手段と、得られた周波数軸波形データから複数刃切削工具の回転数の切れ刃倍に係る周波数での監視信号を、切削抵抗と相関のある衝撃量として抽出する衝撃量抽出手段とを備える。
特開2014−14914号公報に開示された発明は切削加工装置に向けられている。研削加工装置においても、上記方法により衝撃量が抽出できるかどうかについて、特開2014−14914号公報は何ら開示も示唆もしていない。
本発明の目的は、被研削物の研削加工の際における衝撃量を知ることが可能な研削加工装置を提供することである。
本開示の一例では、研削加工装置は、研削工具と、研削工具を回転駆動する回転駆動部と、被研削物に研削工具を接触させるために回転駆動部を移動させる送り機構と、被研削物を固定する固定部と、被研削物の研削加工中における研削工具の振動を検出して監視信号を出力するセンサと、監視信号の時間波形データを周波数波形データに変換して、周波数波形データを全周波数領域または所定の周波数領域にわたり積分して、被研削物の研削加工中における衝撃量を抽出する制御回路とを備える。
上記構成によれば、被研削物の研削加工の際における衝撃量を知ることが可能な研削加工装置を提供することができる。研削加工の場合には、加工周波数が広く分布し得る。周波数波形データを全周波数領域にわたり積分して衝撃量を抽出することにより、衝撃量をより正確に抽出することができる。あるいは、制御回路は所定の周波数領域における周波数波形データを積分する。積分区間を小さくすることによって、ノイズの減少、あるいは処理時間の短縮を図ることができる。
本開示の一例では、センサは、固定部における被研削物の固定位置の近傍に設置される。
上記構成によれば、センサは、被研削物の研削加工の際に生じる振動を、より正確に検出することができる。これにより衝撃量をより正確に抽出することができる。
本開示の一例では、制御回路は、衝撃量に基づいて、被研削物の加工速度を制御するように構成される。
上記構成によれば、加工抵抗の大きさに基づいて加工速度を変化させるフィードバック制御を実現できる。これにより高い精度での加工が可能になる。
本開示の一例によれば、被研削物の研削加工の際における衝撃量を知ることが可能な研削加工装置を提供することができる。
§1 適用例
まず、図1を用いて、本発明が適用される場面の一例について説明する。図1は、本実施形態に係る研削加工装置1の適用場面の一例を模式的に例示した図である。本実施形態に係る研削加工装置1は、被研削物Wの研削加工時に、センサ15の監視信号に基づいて衝撃量を抽出することが可能な研削加工装置である。
まず、図1を用いて、本発明が適用される場面の一例について説明する。図1は、本実施形態に係る研削加工装置1の適用場面の一例を模式的に例示した図である。本実施形態に係る研削加工装置1は、被研削物Wの研削加工時に、センサ15の監視信号に基づいて衝撃量を抽出することが可能な研削加工装置である。
図1に示される通り、研削加工装置1は、装置本体2と、ステージ3と、固定治具4と、研削工具7と、研削工具7を回転駆動するモータ8と、X軸送り機構9と、Z軸送り機構10と、被研削物Wに研削工具7を接触させるためにモータ8を移動させるY軸送り機構11と、被研削物Wの研削加工中における研削工具7の振動を検出して監視信号を出力するセンサ15と、監視信号の時間波形データを周波数波形データに変換して、周波数波形データを全周波数領域または所定の周波数領域にわたり積分して、被研削物Wの研削加工中における衝撃量を抽出する制御装置20とを備える。ステージ3と、固定治具4とは被研削物Wを固定するためのものであり、本発明における「固定部」の一例である。制御装置20は、本発明における「制御回路」の一例である。
研削加工の場合には、加工周波数が広く分布し得る。本実施形態によれば、制御装置20は、周波数波形データを全周波数領域にわたり積分して衝撃量を抽出する。これにより、衝撃量をより正確に抽出することができる。あるいは所定の周波数領域における周波数波形データを積分する。積分区間を小さくすることによって、ノイズの減少、あるいは処理時間の短縮を図ることができる。一例では、「所定の周波数領域」は、波形データがピークとなるピーク周波数を含む所定の範囲である。
§2 構成例
装置本体2は、たとえば平面研削盤、プロファイル研削盤等により実現される。たとえば装置本体2は、平面研削盤である。X軸送り機構9、Z軸送り機構10およびY軸送り機構11は、たとえば、モータおよび、モータに連結されたボールねじにより構成される。ステージ3は、装置本体2に支持され、X軸送り機構9によってX方向(左右方向)に移動可能であるとともに、Z軸送り機構10によってZ方向(奥行き方向)に移動可能と
されている。ステージ3には、固定治具4が取り付けられ、被研削物(ワークとも呼ばれる)Wは、固定治具4によって固定される。なお、装置本体2をプロファイル研削盤により構成する場合には、種々の周知の構成を適用できるので、ここでは説明を繰り返さない。プロファイル研削盤の場合には、上記「X軸」、「Y軸」、「Z軸」が、それぞれ「Z軸」、「X軸」および「Y軸」に置き換わるが、各軸の方向の意味は同じである。
装置本体2は、たとえば平面研削盤、プロファイル研削盤等により実現される。たとえば装置本体2は、平面研削盤である。X軸送り機構9、Z軸送り機構10およびY軸送り機構11は、たとえば、モータおよび、モータに連結されたボールねじにより構成される。ステージ3は、装置本体2に支持され、X軸送り機構9によってX方向(左右方向)に移動可能であるとともに、Z軸送り機構10によってZ方向(奥行き方向)に移動可能と
されている。ステージ3には、固定治具4が取り付けられ、被研削物(ワークとも呼ばれる)Wは、固定治具4によって固定される。なお、装置本体2をプロファイル研削盤により構成する場合には、種々の周知の構成を適用できるので、ここでは説明を繰り返さない。プロファイル研削盤の場合には、上記「X軸」、「Y軸」、「Z軸」が、それぞれ「Z軸」、「X軸」および「Y軸」に置き換わるが、各軸の方向の意味は同じである。
被研削物Wの固定のための構造は、図1に示されたように限定されるものではない。また、本開示に係る研削加工装置1は、鉄、超硬、鉄鋼材料(ハイス鋼、ダイス鋼、炭素鋼など)、非鉄金属(銅あるいはアルミなど)、ガラス、石英、石材、プラスチックなど、あらゆる素材に適応可能である。したがって被研削物Wの材質は、特に限定されない。
固定治具4の上方には、研削工具7が配置される。研削工具7は、たとえば回転砥石であり、回転軸6に取り付けられる。回転軸6は、モータ8に連結されて、研削工具7と一体的にモータ8によって回転駆動される。研削工具7は、回転軸6およびモータ8とともに、Y軸送り機構11によって、装置本体2に対しY軸方向(上下方向)に移動可能とされている。図示しないが、たとえば装置本体2にレール機構が取り付けられ、モータ8を含むユニットが、そのレール機構に支持されることにより、装置本体2に支持されるとともにY軸方向に移動可能である。さらに、モータ8は、Y軸送り機構11によって、装置本体2に対しY方向(上下方向)に移動可能とされている。これにより、研削工具7は、被研削物Wに接触することができる。
センサ15は、固定治具4に取り付けられ、被研削物Wの切削加工中に発生する振動を検出する。センサ15は、たとえば加速度センサにより実現される。この実施の形態では、センサ15の感度の方向、すなわち感度軸の方向が最大の切削抵抗が発生する方向に一致するようにセンサ15が設置されている。最大の切削抵抗は研削加工の方向に応じて異なり得る。たとえばプランジ研削の場合には、研削工具7の移動方向がY軸方向である。したがって加工抵抗はY軸方向に発生する。一方、トラバース研削の場合には、研削工具7の移動方向がZ軸方向である。したがって加工抵抗はZ軸方向に発生する。センサ15の感度の方向、すなわち感度軸の方向を最大の切削抵抗が発生する方向に一致させることにより、センサ15は、最大の切削抵抗が発生する方向の振動を高感度で検出することができる。センサ15は、研削加工中の研削工具7の衝撃量を得るための監視信号を検出して、監視信号を出力する。
制御装置20は、センサ15から出力される監視信号を受信する。制御装置20は、監視信号から、加工抵抗と相関のある衝撃量を抽出する。加工抵抗が大きいほど衝撃量が大きいという関係が成立する。制御装置20は、さらに、この衝撃量に基づいて、被研削物Wの加工速度を制御する。たとえば被研削物Wの送り速度が制御されることにより、被研削物Wの加工速度が制御される。被研削物WはX軸方向、Y軸方向のいずれか一方の方向に送られることができる。制御装置20は、たとえばCPU(Central Processing Unit)、RAM(Random Access Memory)、ROM(Read Only Memory)等を含ことができ、情報処理に応じて各構成要素の制御を実行する。
図2は、図1に示された固定治具4の構造の一例と、固定治具4およびセンサ15の配置とを説明した図である。図2に示すように、固定治具4は、ステージ3に固定された第1の治具4Aと、第1の治具4Aにより固定された第2の治具4Bとにより構成される。第2の治具4Bは、たとえば真空吸着によって第1の治具4Aに固定される。被研削物Wは、クランプ固定によって第2の治具4Bに固定される。なお、図2に示した構成は、被切削物Wを自動交換する場合の固定方法を実現するための1つの例である。一般的には、被切削物を固定するために、マグネットチャックあるいはバイス等が用いられる。被切削物Wを固定するために慣用の固定方法を適用してもよい。
被研削物Wの研削加工の際に、被研削物Wに振動が生じる。センサ15は、被研削物Wにできるだけ近い位置に配置されることが好ましい。ただし被研削物Wの表面にセンサ15を設置した場合には、加工の作業性が低下する。このような観点から、センサ15は、第2の治具4Bに設置される。振動の検出が可能であれば、センサ15は、第1の治具4A、あるいはステージ3に設置されてもよい。
図3は、研削工具7の一部断面の模式図である。図3に示すように、研削工具7は、一例では回転砥石であり、結合剤41によって固定された多数の砥粒42を含む。複数の砥粒42の大きさ(粒径)は、ある範囲内に分布している。通常では、回転砥石には気孔が含まれているが、図示の都合上、図3の断面図には、気孔は示されていない。
図4は、制御装置20の構成を示したブロック図である。図4に示した構成は、ハードウェア、ソフトウェアまたはそれら両方によって実現可能である。図4に示すように、制御装置20は、サンプリング部21と、データ変換部22と、衝撃量抽出部24と、加工制御部25とを含む。
サンプリング部21は、センサ15からの監視信号を、所定のサンプリング周波数でサンプリングする。センサ15からの監視信号は、時間波形データである。データ変換部22は、時間波形データを、フーリエ変換(たとえば高速フーリエ変換)により、周波数波形データに変換する。
図5は、センサの時間波形データからフーリエ変換により得られた周波数波形データの一例をグラフ形式で示した図である。研削工具7の全面には、複数の砥粒42が固定されている上に、目詰まり、目つぶれ、目こぼれなどによって研削工具7の状況が変化する。研削工具7の状況の変化によって研削工具7と被研削物Wの接触状況が変化する。このため、被研削物Wの研削加工の際に得られた周波数波形データには、複数の周波数成分が含まれる。一実施形態では、衝撃量抽出部24は、全周波数領域にわたる振動値を衝撃量として抽出する。すなわち、衝撃量は、全周波数領域にわたる振動値を積分した値である。
衝撃量抽出部24は、所定の周波数領域にわたる振動値を積分して、その積分値を衝撃量として抽出してもよい。この場合、「所定の周波数領域」は、たとえば波形データがピークとなるピーク周波数を含む所定の範囲であってもよい。したがって衝撃量抽出部24は、周波数波形データから、ある周波数範囲内の波形データを抽出するフィルタ機能を備えることができる。
衝撃量抽出部24は、抽出された衝撃量を外部に出力してもよい。たとえば図示しない表示部が、その衝撃量の値を画面に表示してもよい。これによりユーザは、加工抵抗の大きさの程度を知ることができる。たとえばユーザは、研削工具7の交換が必要かどうかを判断することができる。
加工制御部25は、衝撃量抽出部24により抽出された衝撃量に基づいて、装置本体2(図1を参照)を制御する。たとえば加工制御部25は、衝撃量に基づいて、X軸送り機構9、およびY軸送り機構10の各々のモータを駆動するためのモータドライバを制御してもよい。これにより、衝撃量に基づいて、被研削物Wの加工速度を調整することができる。すなわち本実施の形態では、センサ15の出力に基づくフィードバック制御により被研削物Wの加工速度が制御される。
特開2014−14914号公報に開示された加工装置において、センサは、主軸支持部の上面および主軸用モータの側面に接した状態で設置される。センサは、主軸の振動に
加えて主軸用モータの振動を検出するので、センサからの監視信号には、それらの振動の成分が含まれる。算出された衝撃量には主軸の振動も含まれるため、算出された衝撃量から研削加工の成分のみを抽出することは困難である。
加えて主軸用モータの振動を検出するので、センサからの監視信号には、それらの振動の成分が含まれる。算出された衝撃量には主軸の振動も含まれるため、算出された衝撃量から研削加工の成分のみを抽出することは困難である。
これに対して、本実施の形態では、被研削物により近い位置にセンサ15が配置される。これにより、センサ15による振動の検出において、モータ8の振動の影響が低減される。さらに本実施の形態によれば、全周波数領域または所定の周波数領域にわたり周波数波形データの振動値を積分する。これにより、センサの監視信号に基づいて研削工具7の衝撃量を測定することができる。その結果、安定した加工抵抗の測定が可能になる。さらに、制御装置20は、その加工抵抗を用いて装置本体2を制御する。これにより、測定された加工抵抗に基づいて被研削物Wを加工することができる。
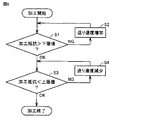
図6は、本実施の形態による加工方法を説明するためのフローチャートである。このフローチャートに示す処理は、制御装置20により実行される。研削加工が開始され、ステップS1において、加工抵抗が所定の下限値より大きいかどうかが判定される。加工抵抗は、衝撃量と加工抵抗との間の予め決定された相関関係から、測定された衝撃量に基づいて算出されることができる。ステップS1では、本実施の形態に係る方法により測定された衝撃量を基準値と比較してもよい。
加工抵抗が下限値を上回っていれば、研削加工が適切に実行されている(「OK」)。この場合、処理はステップS3に進む。加工抵抗が下限値を下回る場合(「NG」)、ステップS2において、制御装置20は、研削工具7の送り速度を増加させる。これにより、加工抵抗が上昇する。
ステップS3において、加工抵抗が所定の上限値より小さいかどうかが判定される。加工抵抗が所定の上限値を超えていない場合、研削加工が適切に実行されている(「OK」)。したがって、研削工具7は現在の送り速度で送られて研削加工が終了する。一方、加工抵抗が所定の上限値を超えた場合、ステップS4において、制御装置20は、研削工具7の送り速度を減少させる。これにより加工抵抗が低下する。
本実施の形態によれば、加工抵抗が適切な値となるように、加工速度を制御することができる。これにより、高精度および効率的な研削加工が可能となる。
本実施の形態に係る研削加工装置の構成は図1に示すように限定されない。特に制御装置20は、単体の装置であると限定される必要はない。また、制御装置20は、装置本体2に実装されるよう限定されるものではない。
図7は、本実施の形態に係る研削加工装置の他の構成例を示すブロック図である。図7に示すように、制御装置20は、高速コントローラ31およびPLC(Programmable Logic Controller)により構成されてもよい。高速コントローラ31は、センサ15からの監視信号をサンプリングして、振動波形データを生成する。PLC32は、フーリエ変換(周波数解析)により、周波数波形データを生成し、その周波数波形データから加工抵抗値を算出する。そしてPLC32は、その加工抵抗値から、研削工具7の最適な送り速度を演算する。装置本体2は、PLC32により指示された最適送り速度に従って、研削工具7を移動させることにより、被研削物を研削加工する。研削加工の際にセンサ15は、振動を検出する。したがって、センサ15の出力に基づくフィードバック制御が実行される。
[作用・効果]
以上のように、本実施形態によれば、制御装置20は、センサ15からの監視信号の時
間波形データを周波数波形データに変換して、周波数波形データを全周波数領域または所定の周波数領域にわたり積分して、被研削物の研削加工中における衝撃量を抽出する。これにより、加工抵抗をより正確に測定することができる。さらに、制御装置20は、その加工抵抗を用いて装置本体2を制御する。これにより、測定された加工抵抗に基づいて被研削物Wを精度よく加工することができる。
以上のように、本実施形態によれば、制御装置20は、センサ15からの監視信号の時
間波形データを周波数波形データに変換して、周波数波形データを全周波数領域または所定の周波数領域にわたり積分して、被研削物の研削加工中における衝撃量を抽出する。これにより、加工抵抗をより正確に測定することができる。さらに、制御装置20は、その加工抵抗を用いて装置本体2を制御する。これにより、測定された加工抵抗に基づいて被研削物Wを精度よく加工することができる。
[付記]
以上説明したように、本実施形態は以下に列挙する開示を含む。
以上説明したように、本実施形態は以下に列挙する開示を含む。
1.研削工具(7)と、研削工具(7)を回転駆動する回転駆動部(8)と、被研削物(W)に研削工具(7)を接触させるために回転駆動部(8)を移動させる送り機構(11)と、被研削物(W)を固定する固定部(3,4)と、被研削物(W)の研削加工中における研削工具(7)の振動を検出して監視信号を出力するセンサ(15)と、監視信号の時間波形データを周波数波形データに変換して、周波数波形データを全周波数領域または所定の周波数領域にわたり積分して、被研削物(W)の研削加工中における衝撃量を抽出する制御回路(20)とを備える、研削加工装置(1)。
2.センサ(15)は、固定部(3,4)における被研削物(W)の固定位置の近傍に設置される、上記1.に記載の研削加工装置(1)。
3.制御回路(20)は、衝撃量に基づいて、被研削物の加工速度を制御するように構成される、上記1.または2.に記載の研削加工装置(1)。
今回開示された実施の形態はすべての点で例示であって制限的なものでないと考えられるべきである。本発明の範囲は上記した説明ではなくて特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲内でのすべての変更が含まれることが意図される。
1 研削加工装置、2 装置本体、3 ステージ、4 固定治具、4A 第1の治具、4B 第2の治具、6 回転軸、7 研削工具、8 モータ、9 X軸送り機構、10 Z軸送り機構、11 Y軸送り機構、15 センサ、20 制御装置、21 サンプリング部、22 データ変換部、24 衝撃量抽出部、25 加工制御部、31 高速コントローラ、32 PLC、41 結合剤、42 砥粒、S1〜S4 ステップ、W 被研削物。
Claims (3)
- 研削工具と、
前記研削工具を回転駆動する回転駆動部と、
被研削物に前記研削工具を接触させるために前記回転駆動部を移動させる送り機構と、
前記被研削物を固定する固定部と、
前記被研削物の研削加工中における前記研削工具の振動を検出して監視信号を出力するセンサと、
前記監視信号の時間波形データを周波数波形データに変換して、前記周波数波形データを全周波数領域または所定の周波数領域にわたり積分して、前記被研削物の研削加工中における衝撃量を抽出する制御回路とを備える、研削加工装置。 - 前記センサは、前記固定部における前記被研削物の固定位置の近傍に設置される、請求項1に記載の研削加工装置。
- 前記制御回路は、前記衝撃量に基づいて、前記被研削物の加工速度を制御するように構成される、請求項1または請求項2に記載の研削加工装置。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017200900A JP2019072807A (ja) | 2017-10-17 | 2017-10-17 | 研削加工装置 |
| PCT/JP2018/035602 WO2019077949A1 (ja) | 2017-10-17 | 2018-09-26 | 研削加工装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017200900A JP2019072807A (ja) | 2017-10-17 | 2017-10-17 | 研削加工装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2019072807A true JP2019072807A (ja) | 2019-05-16 |
Family
ID=66173889
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017200900A Pending JP2019072807A (ja) | 2017-10-17 | 2017-10-17 | 研削加工装置 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2019072807A (ja) |
| WO (1) | WO2019077949A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2024016404A (ja) * | 2022-07-26 | 2024-02-07 | 株式会社日立製作所 | 圧延設定支援システム及び圧延設定支援方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5748475A (en) * | 1980-09-02 | 1982-03-19 | Kobe Steel Ltd | Judging and controlling method of casting fin cut off condition |
| JPH08193879A (ja) * | 1995-01-19 | 1996-07-30 | Nippon Steel Corp | ロール研削盤の研削異常の検出方法 |
| JP3439324B2 (ja) * | 1997-06-26 | 2003-08-25 | 株式会社ノリタケカンパニーリミテド | 砥石寿命判定装置 |
| JP2007190638A (ja) * | 2006-01-18 | 2007-08-02 | Jtekt Corp | 内面研削盤 |
| JP5906898B2 (ja) * | 2012-03-30 | 2016-04-20 | 株式会社Ihi | 機械加工方法及び機械加工システム |
| JP7085370B2 (ja) * | 2017-03-16 | 2022-06-16 | 株式会社リコー | 診断装置、診断システム、診断方法およびプログラム |
-
2017
- 2017-10-17 JP JP2017200900A patent/JP2019072807A/ja active Pending
-
2018
- 2018-09-26 WO PCT/JP2018/035602 patent/WO2019077949A1/ja not_active Ceased
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2024016404A (ja) * | 2022-07-26 | 2024-02-07 | 株式会社日立製作所 | 圧延設定支援システム及び圧延設定支援方法 |
| JP7767241B2 (ja) | 2022-07-26 | 2025-11-11 | 株式会社日立製作所 | 圧延設定支援システム及び圧延設定支援方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2019077949A1 (ja) | 2019-04-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101619917B1 (ko) | 복합 가공 방법 및 복합 가공 장치 | |
| CN106142081B (zh) | 对加工工具转速和工件进给速度进行调整的加工系统 | |
| CN111132799B (zh) | 切削加工装置 | |
| US20120243952A1 (en) | On line vibration detected and intelligent control apparatus for cutting process which integrated with machine tool's i/o module and method thereof | |
| CN101180157B (zh) | 机床振动的优化方法 | |
| JP4896153B2 (ja) | 機械要素ないし加工物の振動低下方法 | |
| JP2555296B2 (ja) | 工作機械における加工状態検出装置 | |
| WO2020213387A1 (ja) | 切削工具の摩耗検出方法および切削加工装置 | |
| WO2011036791A1 (ja) | ねじ状砥石の位相合わせ装置 | |
| WO2019077949A1 (ja) | 研削加工装置 | |
| JP4148166B2 (ja) | 接触検出装置 | |
| US4820092A (en) | Touch sensing method and apparatus | |
| KR20190133888A (ko) | 가속도 센서를 이용한 채터 감지 방법 및 시스템 | |
| JP4912824B2 (ja) | 研削盤 | |
| JP2020179432A (ja) | 研削方法及び研削盤 | |
| JP6141157B2 (ja) | 高周波振動援用加工装置及びその加工方法 | |
| WO2020218227A1 (ja) | 研削砥石の状態判定方法および研削加工装置 | |
| JPH1177491A (ja) | 工具を用いる加工装置 | |
| JP2008093788A (ja) | 研削盤 | |
| JP2786842B2 (ja) | 砥石補修時期判定方法及びその装置、砥石補修結果判定方法及びその装置、砥石自動補修装置 | |
| JP2003291064A (ja) | 研削加工方法及び装置 | |
| JPH0557608A (ja) | 研削盤のドレツシング装置 | |
| JP4715363B2 (ja) | 被加工物の加工部位異常判定方法及びその判定装置 | |
| JPH05138499A (ja) | 加工状態検出方法 | |
| KR20140080268A (ko) | 선반의 스핀들 댐핑 제어장치 및 방법 |