JP2019076811A - 塗工装置 - Google Patents
塗工装置 Download PDFInfo
- Publication number
- JP2019076811A JP2019076811A JP2017203857A JP2017203857A JP2019076811A JP 2019076811 A JP2019076811 A JP 2019076811A JP 2017203857 A JP2017203857 A JP 2017203857A JP 2017203857 A JP2017203857 A JP 2017203857A JP 2019076811 A JP2019076811 A JP 2019076811A
- Authority
- JP
- Japan
- Prior art keywords
- shim
- base
- adjustment
- bolt
- coating apparatus
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Landscapes
- Coating Apparatus (AREA)
Abstract
Description
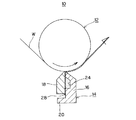
塗工装置10の全体の構成について図1、図3、図4を参照して説明する。塗工装置10は、バックアップロール12とダイ14とを有する。
次に、ダイ14の取り付け構造について図2と図4を参照して説明する。
次に、シム28の高さ調整構造について図2〜図7を参照して説明する。
次に、シム28の高さ調整方法について説明する。
上記実施形態によれば、押し出しボルト72と引き込みボルト74を調整することにより、シム28の高さ調整を簡単に行うことができる。
上記実施形態では、シム28の左右方向において、調整部64を4箇所設けたが、これに限らず左側部と右側部にのみ設けてもよい。
Claims (10)
- 下周面にウエブが走行するバックアップロールと、
前記バックアップロールの下方に配されたダイと、
を有する塗工装置において、
前記ダイは、第1本体と第2本体とシムとを有し、
前記第1本体の前面に液溜め部が設けられ、
前記シムは、前記液溜め部の下周辺部、左周辺部、右周辺部に対応した形状を有し、
前記第1本体の前記前面と前記第2本体の後面とが、前記シムを介して固定され、
前記第1本体と前記第2本体の間に挟持された前記シムの高さを調整するシム調整手段が設けられている、
塗工装置。 - 前記第1本体の下部から基部が突出し、
前記基部と前記第2本体との間には空間が形成され、
前記シム調整手段が、前記空間と前記基部に設けられている、
請求項1に記載の塗工装置。 - 前記シムの前記下周辺部の下部が、前記空間に露出し、
前記シム調整手段は、調整部と、前記調整部を上下させる上下動手段とを有し、
前記調整部の上部が、前記空間に露出した前記シムに固定され、
前記上下動手段が、前記基部に設けられている、
請求項2に記載の塗工装置。 - 前記基部には上下方向に貫通孔が開口し、
前記調整部は、前記基部を上下動自在に貫通し、
前記上下動手段は、調整板と上下ボルトと調整ボルトを有し、
前記基部の下面であって、前記貫通孔を跨ぐように前記調整板が配され、
前記調整板の一端部が固定端であり、他端部が自由端であり、
前記調整板と前記調整部の下部とを前記上下ボルトで固定し、
前記調整板の前記他端部を上下動させる前記調整ボルトが設けられている、
請求項3に記載の塗工装置。 - 前記調整ボルトは、前記基部の下面に螺合した押し出しボルトと、前記基部の下面に上端部が当接した引き込みボルトからなる、
請求項4に記載の塗工装置。 - ダイヤルゲージが前記基部の下面に設けられ、
前記ダイヤルゲージから突出した測定ピンが、前記上下ボルトの下端に当接している、
請求項5に記載の塗工装置。 - 前記調整部は、棒体である、
請求項3に記載の塗工装置。 - 前記基部の上面と前記シムの下端部の間に固定ブロックが配されている、
請求項3に記載の塗工装置。 - 前記固定ブロックの高さは、前記シムの高さの初期位置に対応した寸法である、
請求項8に記載の塗工装置。 - 前記シムは、前記左周辺部と前記右周辺部との間において一又は複数の突出片が前記下周辺部から突出し、櫛歯形である、
請求項1乃至9のいずれか一項に記載の塗工装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017203857A JP6927845B2 (ja) | 2017-10-20 | 2017-10-20 | 塗工装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017203857A JP6927845B2 (ja) | 2017-10-20 | 2017-10-20 | 塗工装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019076811A true JP2019076811A (ja) | 2019-05-23 |
| JP6927845B2 JP6927845B2 (ja) | 2021-09-01 |
Family
ID=66627085
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017203857A Active JP6927845B2 (ja) | 2017-10-20 | 2017-10-20 | 塗工装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6927845B2 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019076831A (ja) * | 2017-10-24 | 2019-05-23 | 株式会社ヒラノテクシード | 塗工装置 |
| JP2020131083A (ja) * | 2019-02-15 | 2020-08-31 | 株式会社ヒラノテクシード | 塗工装置 |
| JP2020138147A (ja) * | 2019-02-28 | 2020-09-03 | 株式会社豊田自動織機 | 塗工装置及び塗工装置の位置合わせ方法 |
| JP2021030122A (ja) * | 2019-08-20 | 2021-03-01 | 株式会社ヒラノテクシード | 位置調整部材と位置調整方法 |
| WO2022065890A1 (ko) * | 2020-09-28 | 2022-03-31 | 주식회사 엘지에너지솔루션 | 듀얼 슬롯 다이 코터 |
| EP4549031A4 (en) * | 2022-08-17 | 2025-11-05 | Lg Energy Solution Ltd | Slotted die layup machine capable of automatically controlling the position of a shim plate and method for controlling the position of a shim plate of a slotted die layup machine |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011240249A (ja) * | 2010-05-18 | 2011-12-01 | Hirano Tecseed Co Ltd | スリットダイ |
| JP2013176748A (ja) * | 2012-02-28 | 2013-09-09 | Samsung Sdi Co Ltd | コーティング幅が調節可能なスロットダイ |
| JP2014039913A (ja) * | 2012-08-22 | 2014-03-06 | Shin-Etsu Engineering Co Ltd | 流体塗布装置 |
| JP2014160564A (ja) * | 2013-02-19 | 2014-09-04 | Toray Eng Co Ltd | 電池用極板の製造装置及びその製造方法 |
| JP2015186791A (ja) * | 2014-03-27 | 2015-10-29 | 日本電気株式会社 | 塗布ヘッド、塗布装置及び塗布方法 |
| JP2016087572A (ja) * | 2014-11-07 | 2016-05-23 | 株式会社テクノスマート | ダイヘッド |
-
2017
- 2017-10-20 JP JP2017203857A patent/JP6927845B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011240249A (ja) * | 2010-05-18 | 2011-12-01 | Hirano Tecseed Co Ltd | スリットダイ |
| JP2013176748A (ja) * | 2012-02-28 | 2013-09-09 | Samsung Sdi Co Ltd | コーティング幅が調節可能なスロットダイ |
| JP2014039913A (ja) * | 2012-08-22 | 2014-03-06 | Shin-Etsu Engineering Co Ltd | 流体塗布装置 |
| JP2014160564A (ja) * | 2013-02-19 | 2014-09-04 | Toray Eng Co Ltd | 電池用極板の製造装置及びその製造方法 |
| JP2015186791A (ja) * | 2014-03-27 | 2015-10-29 | 日本電気株式会社 | 塗布ヘッド、塗布装置及び塗布方法 |
| JP2016087572A (ja) * | 2014-11-07 | 2016-05-23 | 株式会社テクノスマート | ダイヘッド |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019076831A (ja) * | 2017-10-24 | 2019-05-23 | 株式会社ヒラノテクシード | 塗工装置 |
| JP2020131083A (ja) * | 2019-02-15 | 2020-08-31 | 株式会社ヒラノテクシード | 塗工装置 |
| JP7255052B2 (ja) | 2019-02-15 | 2023-04-11 | 株式会社ヒラノテクシード | 塗工装置 |
| JP2020138147A (ja) * | 2019-02-28 | 2020-09-03 | 株式会社豊田自動織機 | 塗工装置及び塗工装置の位置合わせ方法 |
| JP7077994B2 (ja) | 2019-02-28 | 2022-05-31 | 株式会社豊田自動織機 | 塗工装置及び塗工装置の位置合わせ方法 |
| JP2021030122A (ja) * | 2019-08-20 | 2021-03-01 | 株式会社ヒラノテクシード | 位置調整部材と位置調整方法 |
| JP7352409B2 (ja) | 2019-08-20 | 2023-09-28 | 株式会社ヒラノテクシード | 位置調整部材と位置調整方法 |
| WO2022065890A1 (ko) * | 2020-09-28 | 2022-03-31 | 주식회사 엘지에너지솔루션 | 듀얼 슬롯 다이 코터 |
| US12508621B2 (en) | 2020-09-28 | 2025-12-30 | Lg Energy Solution, Ltd. | Dual slot die coater |
| EP4549031A4 (en) * | 2022-08-17 | 2025-11-05 | Lg Energy Solution Ltd | Slotted die layup machine capable of automatically controlling the position of a shim plate and method for controlling the position of a shim plate of a slotted die layup machine |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6927845B2 (ja) | 2021-09-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2019076811A (ja) | 塗工装置 | |
| JP2019111470A (ja) | 塗工装置 | |
| JP7381702B2 (ja) | 塗工装置 | |
| JP6835696B2 (ja) | 塗工装置 | |
| JP7404063B2 (ja) | 刃先調整装置、塗工装置、塗工装置の刃先調整方法 | |
| CN204142150U (zh) | 发动机支架位置尺寸检具 | |
| CN109540668B (zh) | 拉力施加装置及掩膜条的抵抗力确定方法 | |
| CN104330006A (zh) | 汽车下滑槽上盖板快速检测装置 | |
| JP2020131083A (ja) | 塗工装置 | |
| JP2008194588A (ja) | 塗布装置及び塗布方法 | |
| CN106240842B (zh) | 一种非对称机身隔框四点弯曲试验方法及装置 | |
| CN208536717U (zh) | 一种汽车纵梁的检具 | |
| JP2018065079A (ja) | 塗工装置 | |
| CN204228257U (zh) | 汽车发动机舱噪声检测装置 | |
| CN104741847B (zh) | 一种用于底板总成后纵梁端板定位的焊接夹具 | |
| CN103213114B (zh) | 零件料架 | |
| CN202304728U (zh) | 一种用于检测链条链板孔偏心的检测工具 | |
| CN207668221U (zh) | 用于折弯机的折弯调节机构 | |
| US1769077A (en) | Taper-gauge structure | |
| CN206248303U (zh) | 导向臂台架试验装置 | |
| CN103424063A (zh) | 一种非金属产品刚度测量装置 | |
| KR101635881B1 (ko) | 폭 측정 장치 | |
| US825648A (en) | Calipers. | |
| US1606489A (en) | Device for straightening wheels | |
| CN103017707A (zh) | 一种用于精确测量位移的装置和方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200826 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210519 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210601 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210623 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210803 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210805 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6927845 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |