JP2019155689A - 接合部品及びその製造方法 - Google Patents
接合部品及びその製造方法 Download PDFInfo
- Publication number
- JP2019155689A JP2019155689A JP2018044139A JP2018044139A JP2019155689A JP 2019155689 A JP2019155689 A JP 2019155689A JP 2018044139 A JP2018044139 A JP 2018044139A JP 2018044139 A JP2018044139 A JP 2018044139A JP 2019155689 A JP2019155689 A JP 2019155689A
- Authority
- JP
- Japan
- Prior art keywords
- joining
- adhesive
- joined
- resin
- joint
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Landscapes
- Connection Of Plates (AREA)
- Standing Axle, Rod, Or Tube Structures Coupled By Welding, Adhesion, Or Deposition (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
Abstract
Description
接合部品10の製造方法の一例において、まず、2つの樹脂板11の端面11aの少なくとも一方の複数箇所に速硬化型接着剤を点状に塗布し、その速硬化型接着剤が硬化する前に速やかに2つの樹脂板11の端面11aを互いに突き当てる。これにより、2つの樹脂板11が速硬化型接着剤により仮固定される。
接合部品20の製造方法の一例において、まず、2つの樹脂板21の端面21aの少なくとも一方の複数箇所に速硬化型接着剤を点状に塗布し、その速硬化型接着剤が硬化する前に速やかに2つの樹脂板21の端面21aを互いに突き当てて嵌め合わせる。これにより、2つの樹脂板21が速硬化型接着剤により仮固定される。
接合部品10の製造方法の一例において、まず、2つの樹脂板31の端面31aの少なくとも一方の複数箇所に速硬化型接着剤を点状に塗布し、その速硬化型接着剤が硬化する前に速やかに2つの樹脂板31の端面31aを互いに突き当てる。これにより、2つの樹脂板31が速硬化型接着剤により仮固定される。
図5は、FDM方式の3次元造形装置1の概略構成を示すブロック図である。また、図6は、FDM方式の3次元造形装置1の詳細を模式的に示す説明図である。
FDM方式の3次元造形装置1は、主に、材料供給部100、3次元造形部200、駆動部300、制御部400から構成される。3次元造形装置1においては、制御部400の制御の下、駆動部300により各部を駆動し、材料供給部100から供給される材料を用いて3次元造形部200で3次元造形物を造形する。
材料供給部100は、少なくとも、材料排出部材としての造形ヘッド110と、造形ヘッド110に造形材料であるフィラメントを供給するフィラメント供給部120とを備えている。フィラメントは、細長いワイヤー形状の固体であり、巻き回された状態で3次元造形装置1にセットされており、フィラメント供給部120により造形ヘッド110上のノズル111へ供給される。フィラメント供給部120により供給されたフィラメントは、造形ヘッド110で加熱溶融され、固体状態のフィラメントが後方より挿入されることにより溶融状態のフィラメントがノズル111から押し出される。
3次元造形部200は、少なくとも、載置部210、チャンバー220、加熱部230から構成される。3次元造形部200におけるチャンバー220の内部は、3次元造形物を造形するための処理空間となっている。材料供給部100における造形ヘッド110から押し出される溶融状態のフィラメントは、加熱部230によって加熱されたチャンバー220の内部で、載置部210のステージ上に供給され、層状に順次積層される。
駆動部300は、少なくとも、X軸駆動機構310、Y軸駆動機構320、Z軸駆動機構330から構成される。駆動部300は、これらの駆動機構310,320,330により、材料供給部100の造形ヘッド110と、3次元造形部200における載置部210のステージとを相対的に移動させる。これにより、材料供給部100の造形ヘッド110から押し出されるフィラメントをステージ上の目標位置へ供給する。
図7は、SLS方式の3次元造形装置5の概略構成を示すブロック図である。また、図8は、SLS方式の3次元造形装置5の詳細を模式的に示す説明図である。
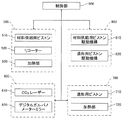
SLS方式の3次元造形装置5は、主に、材料供給部500、レーザー照射部600、3次元造形部700、駆動部800、制御部900から構成される。3次元造形装置5においては、制御部900の制御の下、レーザー照射部600でレーザーを照射しながら、駆動部800により各ピストン等を駆動し、材料供給部500から供給される材料を用いて3次元造形部700で3次元造形物を造形する。
材料供給部500は、少なくとも、材料供給用ピストン510と、粉末の材料を3次元造形部700へ均一に敷き詰めるためのリコーター520と、材料を加熱する加熱部530とを備えている。材料供給用ピストン510を上昇させて3次元造形部700に材料を供給しつつ、リコーター520を作動させて、材料を3次元造形部700へ均一に敷き詰める。材料としては、例えば、ナイロン(登録商標)の粉末などの樹脂材料や金属の粉末などの金属材料を用いることができる。なお、樹脂材料の場合、FDM方式とは異なりサポート材が不要である。
レーザー照射部600は、少なくとも、CO2レーザー610と、デジタルガルバノメーターミラー620とを備えている。CO2レーザー610から発せられたCO2レーザー光を、デジタルガルバノメーターミラー620で走査して、3次元造形部700の材料に照射する。
3次元造形部700は、少なくとも、造形用ピストン710と、加熱部720とを備えている。3次元造形部700の材料は、レーザー照射部600から照射されるCO2レーザー光により造形され、造形用ピストン710が下降することにより、層状に順次積層される。
駆動部800は、少なくとも、材料供給用ピストン駆動機構810と、造形用ピストン駆動機構820とを備えている。駆動部800は、これらの駆動機構810,820により、材料供給部500の材料供給用ピストン510と、3次元造形部700の造形用ピストン710とを移動させる。3次元造形部700で層状に順次積層されて3次元造形物が造形される動作に応じて造形用ピストン710が下降し、材料供給用ピストン510が上昇して必要な量の材料を3次元造形部700に供給する。
[実施例で用いた接合形状]
樹脂板は、同形状、同寸法の2つの熱可塑性造形物を接着接合した際に長さが80[mm]となるように設定し、幅は10[mm]、厚みは4[mm]とした。各構造の詳細な寸法は以下の通りである。
図1、3、4で示す補強構造の接合方法について説明する。
表1は、下記の各実施例で得られた、接着接合された3次元造形物の構成と、これらについての3点曲げ試験及び外観の評価結果とを示す。

ABS(Acrylonitrile Butadiene Styrene)材料を、FDM法(Stratasys社製、Fortus 900mc)を用いて、図1に示した突き当て補強構造用の3次元造形部品を得た。突き当て部の端面はシアノアクリレート系接着剤(東亞合成社製、アロン403TN)で仮固定した。接合部の片側面にはシート形状の補強部材としてFRPフィルム(倉敷紡績社製、クラパワーシート、厚み0.07[mm])を繊維の配向方向を接合部幅方向と直交になるように設置した。FRPフィルムの固定には仮固定と同様にシアノアクリレート系接着剤(東亞合成社製、アロン403TN、ガラス転移温度140[℃])を使用し、本実施例1の3次元造形接合部品を作製した。
PA12(Polyamide12)材料を、SLS法(RICOH社製、AM S5500P)を用いて、図1に示した突き当て補強構造用の3次元造形部品を得た。突き当て部の端面はシアノアクリレート系接着剤(スリーボンド社製、1783)で仮固定した。接合部の片側面にはシート形状の補強部材としてFRPフィルム(倉敷紡績社製、クラパワーシート、厚み0.07[mm])を繊維の配向方向を接合部幅方向と直交になるように設置した。突き当て部端面の本接着及びFRPフィルムの固定には熱硬化エポキシ接着剤(スリーボンド製、2204、ガラス転移温度109[℃])を使用し、本実施例2の3次元造形接合部品を作製した。
PEI(Poly Ether Imide)材料を、FDM法(Stratasys社製、Fortus 900mc)を用いて、図3に示した嵌め合い補強構造用の3次元造形部品を得た。突き当て部の端面はシアノアクリレート系接着剤(東亞合成社製、アロン403TN)で仮固定した。接合部の片側面にはシート形状の補強部材としてLCPフィルム(千代田インテグレ社製、ぺリキュールLCP、厚み0.025[mm])を樹脂の配向方向を接合部幅方向と直交になるように設置した。突き当て部端面の本接着及びLCPフィルムの固定にはUV硬化エポキシ接着剤(スリーボンド社製、2082E、ガラス転移温度93[℃])を使用し、本実施例3の3次元造形接合部品を作製した。
PEI材料を、FDM法(Stratasys社製、Fortus 900mc)を用いて、図3に示した嵌め合い補強構造用の3次元造形部品を得た。突き当て部の端面はシアノアクリレート系接着剤(東亞合成社製、アロン403TN)で仮固定した。接合部の片側面にはシート形状の補強部材としてFRPフィルム(倉敷紡績社製、クラパワーシート、厚み0.07[mm])を繊維の配向方向を接合部幅方向と直交になるように設置した。突き当て部端面の本接着及びFRPフィルムの固定には熱硬化エポキシ接着剤(スリーボンド社製、2204、ガラス転移温度109[℃])を使用し、本実施例4の3次元造形接合部品を作製した。
ABS材料を、FDM法(Stratasys社製、Fortus 900mc)を用いて、図4に示した補強部材埋め込み構造用の3次元造形部品を得た。突き当て部の端面はシアノアクリレート系接着剤(スリーボンド社製、1783)で仮固定した。接合段差部にはシート形状の補強部材としてUV硬化FRPフィルム(サンコーテクノ社製、eシートクイック、厚み1[mm])を埋め込んだ。突き当て部端面の本接着及びUV硬化FRPフィルムの固定にはUV硬化エポキシ接着剤(スリーボンド社製、2082E、ガラス転移温度93[℃])を使用し、本実施例5の3次元造形接合部品を作製した。
PA12材料を、SLS法(RICOH社製、AM S5500P)を用いて、図4に示した補強部材埋め込み構造用の3次元造形部品を得た。突き当て部の端面はシアノアクリレート系接着剤(東亞合成社製、アロン403TN)で仮固定した。接合段差部には被着体(3次元造形部品)と同様に造形したシート形状の補強部材としてPA12シートを埋め込んだ。突き当て部端面の本接着及びPA12シートの固定にはUV硬化エポキシ接着剤(協立化学産業社製、XS−EHL105、ガラス転移温度160[℃])を使用し、本実施例6の3次元造形接合部品を作製した。
ABS(Acrylonitrile Butadiene Styrene)材料を、FDM法(Stratasys社製、Fortus 900mc)を用いて、図1に示した突き当て補強構造用の3次元造形部品を得た。突き当て部の仮固定は行わず、接合部の片側面にはシート形状の補強部材としてFRPフィルム(倉敷紡績社製、クラパワーシート、厚み0.07[mm])を繊維の配向方向を接合部幅方向と直交になるように設置した。FRPフィルムの固定にはシアノアクリレート系接着剤(東亞合成社製、アロン403TN、ガラス転移温度140[℃])を使用し、本実施例7の3次元造形接合部品を作製した。
ABS材料を、FDM法(Stratasys社製、Fortus 900mc)を用いて、図1に示した突き当て補強構造用の3次元造形部品を得た。突き当て部の端面はシアノアクリレート系接着剤(東亞合成社製、アロン403TN)で仮固定した。接合部の片側面にはシート形状の補強部材としてFRPフィルム(倉敷紡績社製、クラパワーシート、厚み0.07[mm])を繊維の配向方向を接合部幅方向と直交になるように設置した。突き当て部端面の本接着及びFRPフィルムの固定にはシアノアクリレート系接着剤(東亞合成社製、802、ガラス転移温度80[℃])を使用し、本実施例8の3次元造形接合部品を作製した。
ABS材料を、FDM法(Stratasys社製、Fortus 900mc)を用いて、図1に示した突き当て補強構造用の3次元造形部品を得た。突き当て部の端面はシアノアクリレート系接着剤(スリーボンド社製、1783)で仮固定した。接合部の片側面にはシート形状の補強部材としてLCPフィルム(千代田インテグレ社製、ぺリキュールLCP、厚み0.025[mm])を樹脂の配向方向を接合部幅方向と直交になるように設置した。突き当て部端面の本接着及びLCPフィルムの固定には2液速硬化エポキシ接着剤(スリーボンド社製、2086M、ガラス転移温度45[℃])を使用し、本実施例9の3次元造形接合部品を作製した。
PA12材料を、SLS法(RICOH社製、AM S5500P)を用いて、図3に示した嵌め合い補強構造用の3次元造形部品を得た。突き当て部の端面はシアノアクリレート系接着剤(東亞合成製、アロン403TN)で仮固定した。接合部の片側面にはシート形状の補強部材としてFRPフィルム(倉敷紡績社製、クラパワーシート、厚み0.07[mm])を繊維の配向方向を接合部幅方向と直交になるように設置した。突き当て部端面の本接着及びFRPフィルムの固定には可視光硬化エポキシ接着剤(オーテックス社製、EXTG−2010−A、ガラス転移温度85[℃])を使用し、本実施例10の3次元造形接合部品を作製した。
PEI材料を、FDM法(Stratasys社製、Fortus 900mc)を用いて、図4に示した補強部材埋め込み構造用の3次元造形部品を得た。突き当て部の端面はシアノアクリレート系接着剤(スリーボンド社製、1783)で仮固定した。接合段差部にはシート形状の補強部材としてUV硬化FRPフィルム(サンコーテクノ社製、eシートクイック、厚み1[mm])を埋め込んだ。突き当て部端面の本接着及びUV硬化FRPフィルムの固定には熱硬化エポキシ接着剤(スリーボンド社製、2087、ガラス転移温度72[℃])を使用し、本実施例11の3次元造形接合部品を作製した。
PA12材料を、SLS法(RICOH社製、AM S5500P)を用いて、図4に示した補強部材埋め込み構造用の3次元造形部品を得た。突き当て部の端面はシアノアクリレート系接着剤(東亞合成社製、アロン403TN)で仮固定した。接合段差部には被着体(3次元造形部品)と同様に造形したシート形状の補強部材としてPA12シートを埋め込んだ。突き当て部端面の本接着及びPA12シートの固定には2液速硬化エポキシ接着剤(スリーボンド社製、2086M、ガラス転移温度45[℃])を使用し、本実施例12の3次元造形接合部品を作製した。
3点曲げ試験には万能試験機(島津製作所社製、AG−X)を用いた。接着接合された3次元造形物を支持する支点間距離は64[mm]とし、試験速度は10[mm/min]とした。圧子の半径は5[mm]を使用した。プラスチックフィルムの補強部材(補強シート)を片面のみに張り付けた場合は、補強シート面を下向きにセットし、上方向から中央部を圧子で押し込んだ。試験では、たわみ−荷重曲線が得られ、最大荷重より最大応力を求めた。この判定方法は、接着接合した3次元造形部品において、3点曲げ試験の最大応力が40[MPa]以上であるものを「○」とし、それ以外を「×」とした。
表面性としての外観性の測定には表面粗さ測定機(ACCRETEC社製、1400D)を用いた。突き当て接合部やシート形状の補強部材(補強シート、補強フィルム)により生じた段差部分に架かるように針を走査させ、段差の高さを測定した。この判定方法は、接着接合した3次元造形部品において、接合部の段差が0.5[mm]以下であるものを「○」とし、それ以外を「×」とした。
作業性として、2つの樹脂板を付き合わせて補強部材を接着剤で貼り付けて補強する際の作業性のよいものを「○」とし、それ以外を「×」とした。
(態様A)
複数の樹脂板11、21、31などの樹脂板が接合されて形成された板状の接合部品10、20、30であって、複数の樹脂板の互いに隣り合う端面11a、21a、31aは接着剤で互いに接合され、複数の樹脂板の端面が互いに接合された接合部は、樹脂板のおもて面側及び裏面側の少なくとも一方側から接合部を覆うようにプラスチックフィルム12、22、32などのシート形状又は薄板形状の補強部材で補強されている。
これによれば、上記実施形態について説明したように、複数の樹脂板の互いに隣り合う端面を接着剤で接合するとともに、その接合部を補強部材で補強することにより、樹脂板の端面間が接着剤で接合されずに端面間に間隙(空隙)がある場合に比して、接合部品が曲げられるときの接合部への応力集中が発生しにくくなり、高い曲げ強度を確保することができる。
更に、接合部における接着剤の部分とその周囲の樹脂板との間の弾性特性の差が小さくなり、樹脂板の端面間が接着剤で接合されずに端面間に間隙(空隙)がある場合に比して、接合部品が曲げられるときに接合部品の全体がより均一に曲がるようになり、接合部での折れ曲がりが発生しにくくなるので、接合部を補強する補強部材への応力集中を抑制することができる。
しかも、上記接合部を補強する補強部材はシート形状又は薄板形状の薄い補強部材であるため、補強部材の縁端部での段差を低く抑えることができるので、補強部材を貼り付けることによる接合部の外観性の劣化を防止できる。
以上のように、接合部品の接合部を補強する補強部材への応力集中を抑制するとともに、接合部品の高い曲げ強度を確保しつつ、接合部材の外観性の劣化を防止することができる。
(態様B)
上記態様Aにおいて、樹脂板の端面の接合に用いた接着剤は、硬化後のガラス転移温度が90[℃]以上の反応型接着剤14、24、34である。
これによれば、上記実施形態の実施例1〜7について説明したように、上記所定の硬化後のガラス転移温度を有する接着剤で樹脂板の端面を接合することにより、最大曲げ応力が40[MPa]以上の高い曲げ強度を確保することができる。また、上記所定の硬化後のガラス転移温度を有する接着剤で補強部材を貼り付けることにより、接合部での折れ曲がりが更に発生しにくくなる。
(態様C)
上記態様A又は態様Bにおいて、樹脂板の接合部は、反応型接着剤13、23、33などの接着剤による接合の前にシアノアクリレート系接着剤などの速硬化型接着剤で仮固定されている。
これによれば、上記実施形態の実施例1〜6、8〜12について説明したように、補強部材を貼り付ける接着時の作業性の向上が図れる。
(態様D)
上記態様A乃至態様Cのいずれかにおいて、補強部材はプラスチックフィルム12、22、32などの樹脂フィルムである。
これによれば、上記実施形態の実施例1〜12について説明したように、接合部の段差を更に抑えることができるので、外観性の劣化をより確実に防止することができる。また、接合部の段差を抑えられるので、設計上の自由度を向上させることができる。
(態様E)
上記態様Cにおいて、樹脂フィルムは繊維強化プラスチックフィルムである。
これによれば、上記実施形態の実施例1、2、4、5、7、8、10、11について説明したように、接合部を補強する機能を高めつつ補強部材を更に薄くすることができるため、高い曲げ強度を確保しつつ、外観性の劣化をより確実に防止できる。
(態様F)
上記態様A乃至Eのいずれかにおいて、樹脂板の互いに接合される端面に、互いに嵌め合い可能な複数の端面21aからなる嵌合部が形成されている。
これによれば、上記実施形態の実施例3、4、10について説明したように、接合部における接合面積が大きくなり、より高い曲げ強度が得られる。また、接合部に段差が発生しにくくなるので、外観性の劣化をより確実に防止できる。
(態様G)
上記態様A乃至Fのいずれかにおいて、樹脂板の互いに接合される接合部側の端部に、補強部材をはめ込み可能な複数の端面31aからなる段差部が形成されている。
これによれば、上記実施形態の実施例5、6、11、12について説明したように、樹脂板の互いに接合される接合部側の端部に形成された段差部に補強部材がはめ込まれることにより、接合部に段差が発生しにくくなるので、外観性の劣化をより確実に防止できる。
(態様H)
複数の樹脂板11、21、31などの樹脂板が接合されて形成される板状の接合部品10、20、30の製造方法であって、複数の樹脂板の互いに隣り合う端面を接着剤で接合するステップと、複数の樹脂板の接合部に、樹脂板のおもて面側及び裏面側の少なくとも一方側から接合部を覆うようにシート形状又は薄板形状のプラスチックフィルム12、22、32などの補強部材で補強するステップと、を含む。
これによれば、上記実施形態の実施例1〜12について説明したように、接合部品の接合部を補強する補強部材への応力集中を抑制するとともに、接合部品の高い曲げ強度を確保しつつ、接合部材の外観性の劣化を防止することができる。
(態様I)
上記態様Hにおいて、樹脂板の接合に用いる接着剤は、硬化後のガラス転移温度が90[℃]以上の反応型接着剤14、24、34である。
これによれば、上記実施形態の実施例1〜7について説明したように、接合部品が曲げられるときの接合部への応力集中が更に発生しにくくなるとともに、接合部での折れ曲がりが更に発生しにくくなる。
(態様J)
上記態様H又は態様Iにおいて、樹脂板の接合部を、接着剤による接合の前に速硬化型接着剤で仮固定するステップ、樹脂板の互いに接合される端面に、互いに嵌合可能な複数の端面21aからなる嵌合部を形成するステップ、及び、樹脂板の互いに接合される接合部側の端部に、補強部材をはめ込み可能な複数の端面31aからなる段差部を形成するステップの少なくとも一つのステップを更に含む。
これによれば、上記実施形態の実施例1〜6、8〜12について説明したように、樹脂板の接合部を接合前に速硬化型接着剤で仮固定することにより、補強部材を貼り付ける接着時の作業性の向上が図れる。また、上記実施形態の実施例3、4、10について説明したように、樹脂板の互いに接合される端面に嵌合部を形成することにより、接合部における接合面積が大きくなり、より高い曲げ強度が得られる。また、接合部に段差が発生しにくくなるので、外観性の劣化をより確実に防止できる。また、上記実施形態の実施例5、6、11、12について説明したように、樹脂板の互いに接合される接合部側の端部に形成された段差部に補強部材がはめ込まれることにより、接合部に段差が発生しにくくなるので、外観性の劣化をより確実に防止できる。
5 粉末焼結積層法(SLS方式)の3次元造形装置
10、20、30 接合部品
11、21、31 樹脂板
11a 端面
21a 嵌合部(端面)
31a 端面
31b 段差部
12、22、32 プラスチックフィルム
13、23、33 反応型接着剤(又は、反応型接着剤及び速硬化型接着剤)
14、24、34 反応型接着剤
Claims (10)
- 複数の樹脂板が接合されて形成された板状の接合部品であって、
前記複数の樹脂板の互いに隣り合う端面は接着剤で互いに接合され、
前記複数の樹脂板の端面が互いに接合された接合部は、前記樹脂板のおもて面側及び裏面側の少なくとも一方側から前記接合部を覆うようにシート形状又は薄板形状の補強部材で補強されていることを特徴とする接合部品。 - 請求項1の接合部品において、
前記樹脂板の端面の接合に用いた接着剤は、硬化後のガラス転移温度が90[℃]以上の反応型接着剤であることを特徴とする接合部品。 - 請求項1又は2の接合部品において、
前記樹脂板の接合部は、前記接着剤による接合の前に速硬化型接着剤で仮固定されていることを特徴とする接合部品。 - 請求項1乃至3のいずれかの接合部品において、
前記補強部材は樹脂フィルムであることを特徴とする接合部品。 - 請求項4の接合部品において、
前記樹脂フィルムは繊維強化プラスチックフィルムであることを特徴とする接合部品。 - 請求項1乃至5のいずれかの接合部品において、
前記樹脂板の互いに接合される端面に、互いに嵌め合い可能な嵌合部が形成されていることを特徴とする接合部品。 - 請求項1乃至6のいずれかの接合部品において、
前記樹脂板の互いに接合される接合部側の端部に、前記補強部材をはめ込み可能な段差部が形成されていることを特徴とする接合部品。 - 複数の樹脂板が接合されて形成される板状の接合部品の製造方法であって、
前記複数の樹脂板の互いに隣り合う端面を接着剤で接合するステップと、
前記複数の樹脂板の端面が互いに接合された接合部に、前記樹脂板のおもて面側及び裏面側の少なくとも一方側から前記接合部を覆うようにシート形状又は薄板形状の補強部材で補強するステップと、を含むことを特徴とする接合部品の製造方法。 - 請求項8の接合部品の製造方法において、
前記樹脂板の接合に用いる接着剤は、硬化後のガラス転移温度が90[℃]以上の反応型接着剤であることを特徴とする接合部品の製造方法。 - 請求項8又は9の接合部品の製造方法において、
前記樹脂板の接合部を、前記接着剤による接合の前に速硬化型接着剤で仮固定するステップ、前記樹脂板の互いに接合される端面に、互いに嵌合可能な嵌合部を形成するステップ、及び、前記樹脂板の互いに接合される接合部側の端部に、前記補強部材をはめ込み可能な段差部を形成するステップの少なくとも一つのステップを更に含むことを特徴とする接合部品の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018044139A JP7022384B2 (ja) | 2018-03-12 | 2018-03-12 | 接合部品及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018044139A JP7022384B2 (ja) | 2018-03-12 | 2018-03-12 | 接合部品及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019155689A true JP2019155689A (ja) | 2019-09-19 |
| JP7022384B2 JP7022384B2 (ja) | 2022-02-18 |
Family
ID=67994512
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018044139A Expired - Fee Related JP7022384B2 (ja) | 2018-03-12 | 2018-03-12 | 接合部品及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7022384B2 (ja) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62287699A (ja) * | 1986-06-06 | 1987-12-14 | 工業技術院長 | 導電性材料の電磁シ−ルド接続方法 |
| JPH01244833A (ja) * | 1987-10-30 | 1989-09-29 | Hiraoka & Co Ltd | 電飾用シートの接合体および接合方法 |
| JPH0246364B2 (ja) * | 1980-10-28 | 1990-10-15 | Meinan Machinery Works | Seitanbannosetsugohoho |
| JP2006163377A (ja) * | 2004-11-11 | 2006-06-22 | Nitto Denko Corp | 組み合わせ型光学フィルム、積層組み合わせ型光学フィルム及び画像表示装置 |
| JP2016172437A (ja) * | 2015-03-04 | 2016-09-29 | ザ・ボーイング・カンパニーThe Boeing Company | 複合材料構造体を接合するための共硬化プロセス |
-
2018
- 2018-03-12 JP JP2018044139A patent/JP7022384B2/ja not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0246364B2 (ja) * | 1980-10-28 | 1990-10-15 | Meinan Machinery Works | Seitanbannosetsugohoho |
| JPS62287699A (ja) * | 1986-06-06 | 1987-12-14 | 工業技術院長 | 導電性材料の電磁シ−ルド接続方法 |
| JPH01244833A (ja) * | 1987-10-30 | 1989-09-29 | Hiraoka & Co Ltd | 電飾用シートの接合体および接合方法 |
| JP2006163377A (ja) * | 2004-11-11 | 2006-06-22 | Nitto Denko Corp | 組み合わせ型光学フィルム、積層組み合わせ型光学フィルム及び画像表示装置 |
| JP2016172437A (ja) * | 2015-03-04 | 2016-09-29 | ザ・ボーイング・カンパニーThe Boeing Company | 複合材料構造体を接合するための共硬化プロセス |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7022384B2 (ja) | 2022-02-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4838354B2 (ja) | 金属部品を含む3次元物体の構築方法 | |
| EP3184295B1 (en) | Junction structure and method for manufacturing junction structure | |
| JP6239272B2 (ja) | 繊維強化プラスチック部材の成形方法および成形装置 | |
| JP6341156B2 (ja) | 樹脂接合体、樹脂接合体の製造方法及び車両用構造体 | |
| US9157465B2 (en) | Fixating component for a fixture | |
| US12319034B2 (en) | Carbon fiber reinforced plastic structure and processing apparatus | |
| CN108290328B (zh) | 复合成型体的制造方法 | |
| JP6302606B1 (ja) | 接合体の製造方法 | |
| EP3069851A1 (en) | Resin joined body, manufacturing method of resin joined body, and vehicle structure | |
| CN109648843A (zh) | 增材制造结构中的复合材料镶嵌 | |
| CN106313863B (zh) | 用于制造镶板部件的方法 | |
| JP2019155689A (ja) | 接合部品及びその製造方法 | |
| KR102300339B1 (ko) | 금속판재와 탄소 섬유 강화 플라스틱 복합판재의 접합방법 | |
| JP2022189011A (ja) | 金属樹脂複合体を製造するための金型、装置、および方法 | |
| CN110520282A (zh) | 一种制造成型制品的方法和由此制造的成型制品 | |
| JP7755551B2 (ja) | 金属樹脂複合体並びにそれを製造するための方法および装置 | |
| JP2013052527A (ja) | 樹脂部材、複合部材及び複合部材の製造方法 | |
| KR20190072222A (ko) | 복합 소재 패널의 접합방법, 및 접합구조 | |
| JP2017206015A (ja) | 複合成形体の製造方法 | |
| JP6379323B1 (ja) | 樹脂成型品の接合方法 | |
| JP2023097542A (ja) | 複数のプリフォーム要素で構成される、3次元形状のプリフォームの製造方法 | |
| JP2017132062A (ja) | 繊維強化樹脂構造体の製造方法 | |
| JP2015024553A (ja) | 繊維強化樹脂複合材の製造方法 | |
| JP2009012432A (ja) | 試作品 | |
| JP2008254268A (ja) | 基材と複合材の接着構造 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210118 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20211029 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20211221 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220107 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220120 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 7022384 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| LAPS | Cancellation because of no payment of annual fees |