JP2019167582A - アーク溶射方法 - Google Patents
アーク溶射方法 Download PDFInfo
- Publication number
- JP2019167582A JP2019167582A JP2018056428A JP2018056428A JP2019167582A JP 2019167582 A JP2019167582 A JP 2019167582A JP 2018056428 A JP2018056428 A JP 2018056428A JP 2018056428 A JP2018056428 A JP 2018056428A JP 2019167582 A JP2019167582 A JP 2019167582A
- Authority
- JP
- Japan
- Prior art keywords
- alloy
- flame spray
- pseudo
- wires
- wire
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000007921 spray Substances 0.000 title claims abstract description 26
- 238000000034 method Methods 0.000 title description 5
- 238000005507 spraying Methods 0.000 claims abstract description 45
- 229910045601 alloy Inorganic materials 0.000 claims abstract description 36
- 239000000956 alloy Substances 0.000 claims abstract description 36
- 239000000203 mixture Substances 0.000 claims abstract description 22
- 238000007751 thermal spraying Methods 0.000 claims description 26
- 230000007423 decrease Effects 0.000 abstract description 2
- 239000011701 zinc Substances 0.000 description 15
- 229910052725 zinc Inorganic materials 0.000 description 12
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 11
- 229910000838 Al alloy Inorganic materials 0.000 description 10
- 229910000831 Steel Inorganic materials 0.000 description 10
- 239000010959 steel Substances 0.000 description 10
- 238000005260 corrosion Methods 0.000 description 8
- 230000007797 corrosion Effects 0.000 description 8
- 239000010410 layer Substances 0.000 description 5
- 229910052751 metal Inorganic materials 0.000 description 5
- 239000002184 metal Substances 0.000 description 5
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 4
- 229910052782 aluminium Inorganic materials 0.000 description 4
- 239000011248 coating agent Substances 0.000 description 4
- 238000000576 coating method Methods 0.000 description 4
- 230000002093 peripheral effect Effects 0.000 description 4
- 238000005491 wire drawing Methods 0.000 description 4
- 229910020944 Sn-Mg Inorganic materials 0.000 description 3
- 229910001297 Zn alloy Inorganic materials 0.000 description 3
- CSDREXVUYHZDNP-UHFFFAOYSA-N alumanylidynesilicon Chemical compound [Al].[Si] CSDREXVUYHZDNP-UHFFFAOYSA-N 0.000 description 3
- SNAAJJQQZSMGQD-UHFFFAOYSA-N aluminum magnesium Chemical compound [Mg].[Al] SNAAJJQQZSMGQD-UHFFFAOYSA-N 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 229910000861 Mg alloy Inorganic materials 0.000 description 2
- JJJKYGXVJDTRIF-UHFFFAOYSA-N [Mg].[Sn].[Zn] Chemical compound [Mg].[Sn].[Zn] JJJKYGXVJDTRIF-UHFFFAOYSA-N 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 238000009413 insulation Methods 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- 239000012768 molten material Substances 0.000 description 2
- 239000010865 sewage Substances 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- JBQYATWDVHIOAR-UHFFFAOYSA-N tellanylidenegermanium Chemical compound [Te]=[Ge] JBQYATWDVHIOAR-UHFFFAOYSA-N 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 229910001141 Ductile iron Inorganic materials 0.000 description 1
- CWYNVVGOOAEACU-UHFFFAOYSA-N Fe2+ Chemical compound [Fe+2] CWYNVVGOOAEACU-UHFFFAOYSA-N 0.000 description 1
- 229910000676 Si alloy Inorganic materials 0.000 description 1
- FJMNNXLGOUYVHO-UHFFFAOYSA-N aluminum zinc Chemical compound [Al].[Zn] FJMNNXLGOUYVHO-UHFFFAOYSA-N 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000011247 coating layer Substances 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- QNDQILQPPKQROV-UHFFFAOYSA-N dizinc Chemical compound [Zn]=[Zn] QNDQILQPPKQROV-UHFFFAOYSA-N 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000011241 protective layer Substances 0.000 description 1
Images




Landscapes
- Coating By Spraying Or Casting (AREA)
Abstract
Description
その耐食性が求められる環境では、通常、亜鉛(Zn)を含む擬合金溶射が行われ、亜鉛は犠牲陽極作用によって腐食に対する保護層として働く。
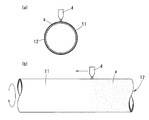
その擬合金溶射は、図5に示すように、2本の異なる組成の溶射用線材(ワイヤー)1、2をアーク溶射によって被溶射物Pに溶射し、被溶射物Pにはそれぞれの溶射用線材1、2が合わさった擬合金溶射皮膜aが形成される方法である。
その一例として、溶射用線材の送線速度を変えたり、2本の溶射用線材を異なる線径にしたりすることによって、溶射形成される擬合金溶射層の組成をコントロールする方法が提案されている(特許文献1特許請求の範囲)。
しかし、この方法は、溶射用線材の線径の微調整が困難なため、擬合金組成の細かい調整ができない。また、線径の異なる溶射用線材を変えるための設備変更に時間がかかるうえに、2本の溶射用線材の径が異なると、アーク発生時のバランスが悪くなり、溶射が真っ直ぐ飛ばない等の問題がある。

以上から、溶射用線材1、2に種々の組成のものを使用し、その両線材1、2間に印加する電圧Vを適宜に調整することによって、それらの線材1、2の歩留り量が異なり、歩留りは、溶射皮膜aの含有量と考えることができることから、溶射用線材1、2間への印加電圧Vによって、溶射皮膜aにおけるその線材1、2の組成成分が異なる(調整し得る)ことが分かる。
また、溶射用線材1、2は同一径、送線速度(送線量)は一定とし、電圧Vの調整のみを行ったが、電圧Vの調整に加えて、溶射線径や送線速度の調整を行っても良い。すなわち、同一径が好ましいが、線径や送線速度が異なれば、その径などの異なりによる電圧に基づく組成の変化率を測定して、その測定値に基づいて溶射被覆を行うことができる。
このように、今回開示された実施の形態はすべての点で例示であって制限的なものではないと考えられるべきである。この発明の範囲は、特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲内でのすべての変更が含まれることが意図される。
3 送りローラ
4 溶射ヘッド(溶射ノズル)
5 線材供給管
6 アーク
11 鋼板
12 円管
A アーク溶射装置
E 電源
P 被溶射物
V 電圧
a 皮膜
b 気体(噴流)
Claims (1)
- 二本の成分の異なる溶射用線材(1、2)を送給しながら両溶射用線材(1、2)の交差部にアーク(6)を発生させ、その熱によって生じた溶融部分を気体(b)で噴射して擬合金溶射皮膜(a)を形成する際、前記二本の溶射用線材(1、2)の間の電圧(V)を制御することによって、前記擬合金溶射皮膜(a)の前記二つの成分の含有量を異ならせて、組成の異なる前記擬合金溶射皮膜(a)を形成することを特徴とするアーク溶射方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018056428A JP7149086B2 (ja) | 2018-03-23 | 2018-03-23 | アーク溶射による組成の異なる擬合金溶射皮膜の形成方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018056428A JP7149086B2 (ja) | 2018-03-23 | 2018-03-23 | アーク溶射による組成の異なる擬合金溶射皮膜の形成方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019167582A true JP2019167582A (ja) | 2019-10-03 |
| JP7149086B2 JP7149086B2 (ja) | 2022-10-06 |
Family
ID=68108136
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018056428A Active JP7149086B2 (ja) | 2018-03-23 | 2018-03-23 | アーク溶射による組成の異なる擬合金溶射皮膜の形成方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7149086B2 (ja) |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07252630A (ja) * | 1994-03-16 | 1995-10-03 | Mitsubishi Heavy Ind Ltd | アーク溶射装置の溶射方法及び溶射制御装置 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3134154B1 (ja) | 1999-12-15 | 2001-02-13 | 濱村 益三 | 亜鉛イオン拡散アルミニウム溶射方法及び装置 |
| JP2002066725A (ja) | 2000-08-21 | 2002-03-05 | Katsumi Yamaguchi | 金属材料の転移方法およびその装置 |
| DE102004006857B4 (de) | 2004-02-12 | 2008-09-04 | Daimler Ag | Gradientenschicht und Verfahren zu ihrer Herstellung |
| TWM330724U (en) | 2007-10-04 | 2008-04-11 | Hsien-Huang Hsieh | Housing for electronic apparatus |
-
2018
- 2018-03-23 JP JP2018056428A patent/JP7149086B2/ja active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07252630A (ja) * | 1994-03-16 | 1995-10-03 | Mitsubishi Heavy Ind Ltd | アーク溶射装置の溶射方法及び溶射制御装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7149086B2 (ja) | 2022-10-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| AU2023200079B2 (en) | Wire arc accuracy adjustment system | |
| Buytoz et al. | In situ synthesis of SiC reinforced MMC surface on AISI 304 stainless steel by TIG surface alloying | |
| Wei et al. | Oxidation control in plasma spraying NiCrCoAlY coating | |
| JP3612568B2 (ja) | Hvof溶射ガンによる金属皮膜形成方法と溶射装置 | |
| CN86101470A (zh) | 用于熔敷耐磨表层材料的焊接设备及其方法和其上具有焊道的基底 | |
| WO2004033747A1 (ja) | Hvof溶射ガンによる金属皮膜形成方法と溶射装置 | |
| JP2006130503A (ja) | プラズマ溶射装置 | |
| JP2020504237A (ja) | 耐腐食性及び表面品質に優れた合金めっき鋼材及びその製造方法 | |
| RU2359797C2 (ru) | Способ лазерной наплавки медно-никелевых сплавов на детали из алюминиевой бронзы | |
| US3332753A (en) | Flame spraying | |
| Kumar | Other solid deposition processes | |
| JP7149086B2 (ja) | アーク溶射による組成の異なる擬合金溶射皮膜の形成方法 | |
| Fauchais et al. | Wire arc spraying | |
| JP4174496B2 (ja) | 耐摩耗性溶射皮膜の形成方法及び溶射機 | |
| JP2001172757A (ja) | 亜鉛イオン拡散アルミニウム溶射方法及び装置 | |
| Pokhmurska et al. | Influence of diameter of the cored wires on abrasive wear resistance of arc sprayed coatings | |
| Boulos et al. | Wire arc spraying | |
| JP2009113115A (ja) | Zn−Al−Mg系合金めっき鋼板の溶接方法 | |
| US20220025984A1 (en) | Fluid contact member and method of manufacturing fluid contact member | |
| Dwivedi | Surface modification by developing coating and cladding | |
| Gafurov et al. | Highly effective method of the welding of stainless steel with dosed supply of gas-powder mixture | |
| Idriss et al. | Laser and GTAW torch processing of Fe-Cr-B coatings on steel: Part I-melt features | |
| Ballard | Metal spraying | |
| Méndez-Medrano et al. | Characterization of flame sprayed NiCrBSiMo coatings deposited with different spraying parameters” | |
| Pokhmurs’ ka et al. | Effect of the laser fusion of electrometallized coatings of the Fe-Cr-B-Al system on their corrosion resistance |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210215 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20211018 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20211026 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20211224 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220405 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220531 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220830 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220926 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7149086 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |