JP2019208021A - 発光モジュールの製造方法 - Google Patents
発光モジュールの製造方法 Download PDFInfo
- Publication number
- JP2019208021A JP2019208021A JP2019096569A JP2019096569A JP2019208021A JP 2019208021 A JP2019208021 A JP 2019208021A JP 2019096569 A JP2019096569 A JP 2019096569A JP 2019096569 A JP2019096569 A JP 2019096569A JP 2019208021 A JP2019208021 A JP 2019208021A
- Authority
- JP
- Japan
- Prior art keywords
- light emitting
- emitting device
- heating
- external connection
- connection terminal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images












Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/0008—Soldering, e.g. brazing, or unsoldering specially adapted for particular articles or work
- B23K1/0016—Soldering of electronic components
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/30—Assembling printed circuits with electric components, e.g. with resistors
- H05K3/32—Assembling printed circuits with electric components, e.g. with resistors electrically connecting electric components or wires to printed circuits
- H05K3/34—Assembling printed circuits with electric components, e.g. with resistors electrically connecting electric components or wires to printed circuits by soldering
- H05K3/3494—Heating processes for reflow soldering
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10H—INORGANIC LIGHT-EMITTING SEMICONDUCTOR DEVICES HAVING POTENTIAL BARRIERS
- H10H20/00—Individual inorganic light-emitting semiconductor devices having potential barriers, e.g. light-emitting diodes [LED]
- H10H20/01—Manufacture or treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/36—Electric or electronic devices
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/10—Details of components or other objects attached to or integrated in a printed circuit board
- H05K2201/10007—Types of components
- H05K2201/10106—Light emitting diode [LED]
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2203/00—Indexing scheme relating to apparatus or processes for manufacturing printed circuits covered by H05K3/00
- H05K2203/14—Related to the order of processing steps
- H05K2203/1476—Same or similar kind of process performed in phases, e.g. coarse patterning followed by fine patterning
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/30—Assembling printed circuits with electric components, e.g. with resistors
- H05K3/32—Assembling printed circuits with electric components, e.g. with resistors electrically connecting electric components or wires to printed circuits
- H05K3/34—Assembling printed circuits with electric components, e.g. with resistors electrically connecting electric components or wires to printed circuits by soldering
- H05K3/341—Surface mounted components
- H05K3/3431—Leadless components
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/30—Assembling printed circuits with electric components, e.g. with resistors
- H05K3/32—Assembling printed circuits with electric components, e.g. with resistors electrically connecting electric components or wires to printed circuits
- H05K3/34—Assembling printed circuits with electric components, e.g. with resistors electrically connecting electric components or wires to printed circuits by soldering
- H05K3/3452—Solder masks
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10H—INORGANIC LIGHT-EMITTING SEMICONDUCTOR DEVICES HAVING POTENTIAL BARRIERS
- H10H20/00—Individual inorganic light-emitting semiconductor devices having potential barriers, e.g. light-emitting diodes [LED]
- H10H20/01—Manufacture or treatment
- H10H20/036—Manufacture or treatment of packages
- H10H20/0364—Manufacture or treatment of packages of interconnections
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10H—INORGANIC LIGHT-EMITTING SEMICONDUCTOR DEVICES HAVING POTENTIAL BARRIERS
- H10H20/00—Individual inorganic light-emitting semiconductor devices having potential barriers, e.g. light-emitting diodes [LED]
- H10H20/80—Constructional details
- H10H20/85—Packages
- H10H20/8506—Containers
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10H—INORGANIC LIGHT-EMITTING SEMICONDUCTOR DEVICES HAVING POTENTIAL BARRIERS
- H10H20/00—Individual inorganic light-emitting semiconductor devices having potential barriers, e.g. light-emitting diodes [LED]
- H10H20/80—Constructional details
- H10H20/85—Packages
- H10H20/857—Interconnections, e.g. lead-frames, bond wires or solder balls
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Mechanical Engineering (AREA)
- Electric Connection Of Electric Components To Printed Circuits (AREA)
- Led Device Packages (AREA)
Abstract
Description
発光面を備える上面と、外部接続端子が露出された下面とを備える発光装置であって、外部接続端子は前記発光装置の下面の端部から離間して配置される発光装置を準備する工程と、配線基板の配線上に、溶剤または活性剤を含むフラックスと、半田粒子と、を含む接合部材を配置する工程と、接合部材上に、発光装置を載置する工程と、配線基板と、接合部材と、発光装置とを、溶剤または活性剤の沸点から該沸点よりも10度前後低い温度の範囲の所定温度より高く、かつ、半田粒子の融点より低い第1温度領域で加熱する第1加熱工程と、第1加熱工程の後、半田粒子の融点より高い第2温度領域で加熱する第2加熱工程と、を備え、第1加熱工程の加熱時間は、第2加熱工程の加熱時間よりも長い、発光モジュールの製造方法。
図2A〜図2Cは、発光装置10の一例を示す図である。発光装置10は、以下の構成を備える発光装置10を購入等によって準備してもよく、あるいは、一部又は全部の製造工程を行って準備してもよい。
配線基板上に接合部材を配置する工程は、発光装置を準備する工程の前、若しくは、同時に、若しくは、後に行うことができる。
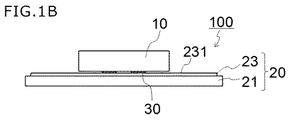
次に、第1加熱工程を行う。第1加熱工程は、フラックス32に含まれる溶剤の沸点以上であって、半田粒子31の融点より低い第1温度領域で加熱する工程である。まず、準備工程として、図5に示すように、配線基板20上の配置した接合部材30上に、外部接続端子14が対向するようにして発光装置10を載置する。外部接続端子14が、発光装置10の下面102において端部から離間しているため、発光装置10の基体13の下面132と、配線基板20の絶縁膜23の上面231とが対向して配置される。絶縁膜23は、配線22を被覆しているため、配線22の上面よりも高さが高い。つまり、発光装置10の基体13の下面132と、絶縁膜23の上面231間の隙間は非常に狭くなっている。例えば、発光装置10の基体13の下面132と、絶縁膜23の上面231との距離は、0.03mm〜0.1mmである。
次に、第2加熱工程を行う。第2加熱工程は、半田粒子31の融点よりも高い第2温度領域で加熱する工程である。第1加熱工程と第2加熱工程は、同じ加熱装置内において連続的に行う。第2温度領域で加熱する第2加熱工程にかかる時間を、加熱時間T2とする。
10、10A…発光装置
101…発光装置の上面
102…発光装置の下面
103…発光装置の側面
11…発光素子
111…半導体積層体
112…素子電極
12…パッケージ
13…基体
132…基体の下面
14…外部接続端子
142…外部接続端子の下面
15…透光性部材
16…導光部材
17…被覆部材(基体)
18…外部接続端子(金属膜)
20…配線基板
21…基台
22…配線
23…絶縁膜
231…絶縁膜の上面
30…接合部材
31…半田粒子
32…フラックス
40…コネクタ
Claims (5)
- 発光面を備える上面と、外部接続端子が露出された下面とを備える発光装置であって、前記外部接続端子は前記発光装置の下面の端部から離間して配置される発光装置を準備する工程と、
配線基板の配線上に、溶剤または活性剤を含むフラックスと、半田粒子と、を含む接合部材を配置する工程と、
前記接合部材上に、前記発光装置を載置する工程と、
前記配線基板と、前記接合部材と、前記発光装置とを、前記溶剤または活性剤の沸点から該沸点よりも10度前後低い温度の範囲の所定温度より高く、かつ、前記半田粒子の融点より低い第1温度領域で加熱する第1加熱工程と、
前記第1加熱工程の後、前記半田粒子の融点より高い第2温度領域で加熱する第2加熱工程と、を備え、
前記第1加熱工程の加熱時間は、前記第2加熱工程の加熱時間よりも長い、発光モジュールの製造方法。 - 前記半田粒子の融点は約220℃であり、前記溶剤または活性剤の沸点は約200℃であり、前記第1温度領域は、190℃より高く220℃より低い領域であり、前記第2温度領域は、220℃より高く240℃より低い温度領域である、請求項1記載の発光モジュールの製造方法。
- 前記発光装置の外部接続端子は、前記発光装置の下面の幅の30〜80%である、請求項1又は請求項2に記載の発光モジュールの製造方法。
- 前記配線基板は、前記配線上に開口を備える絶縁膜を備える、請求項1〜請求項3の発光モジュールの製造方法。
- 前記絶縁膜は、前記接合部材の高さよりも低い、請求項1〜請求項4のいずれか1項に記載の発光モジュールの製造方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018100326 | 2018-05-25 | ||
| JP2018100326 | 2018-05-25 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2019208021A true JP2019208021A (ja) | 2019-12-05 |
Family
ID=68614283
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019096569A Pending JP2019208021A (ja) | 2018-05-25 | 2019-05-23 | 発光モジュールの製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US20190364669A1 (ja) |
| JP (1) | JP2019208021A (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022119050A1 (ko) * | 2020-12-03 | 2022-06-09 | 삼성전자주식회사 | 엘이디 칩 및 이를 포함하는 디스플레이 장치 |
| JP2024042909A (ja) * | 2022-09-16 | 2024-03-29 | 日亜化学工業株式会社 | 発光モジュール、配線基板の製造方法、及び、発光モジュールの製造方法 |
Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6247193A (ja) * | 1985-08-26 | 1987-02-28 | 内橋エステック株式会社 | 電子部品のはんだ付方法 |
| JPH0715120A (ja) * | 1993-06-25 | 1995-01-17 | Matsushita Electric Works Ltd | リフロー半田付け方法 |
| JP2003083866A (ja) * | 2001-09-12 | 2003-03-19 | Marcom:Kk | はんだペースト特性試験装置およびはんだペースト特性試験方法 |
| JP2003318530A (ja) * | 2002-04-25 | 2003-11-07 | Fuji Electric Co Ltd | リフロー半田付け装置 |
| JP2004319726A (ja) * | 2003-04-16 | 2004-11-11 | Matsushita Electric Ind Co Ltd | はんだ付け接続とそのはんだ付け方法およびそれを用いた電子部品の製造装置 |
| JP2005509269A (ja) * | 2001-03-28 | 2005-04-07 | インテル・コーポレーション | 洗浄不要フラックスを使用したフリップ・チップ相互接続 |
| JP2006024659A (ja) * | 2004-07-07 | 2006-01-26 | Ngk Spark Plug Co Ltd | 配線基板の製造方法 |
| JP2007281271A (ja) * | 2006-04-10 | 2007-10-25 | Matsushita Electric Ind Co Ltd | 半田加熱装置及び方法 |
| JP2009069713A (ja) * | 2007-09-18 | 2009-04-02 | Hitachi Displays Ltd | 液晶表示装置 |
| JP2010123654A (ja) * | 2008-11-18 | 2010-06-03 | Stanley Electric Co Ltd | 光半導体装置 |
| JP2011222568A (ja) * | 2010-04-02 | 2011-11-04 | Olympus Corp | 半田層形成方法、配線基板の接続方法及び配線基板の接続装置 |
| JP2012227292A (ja) * | 2011-04-18 | 2012-11-15 | Ibiden Co Ltd | Led基板の製造方法 |
| JP2012227446A (ja) * | 2011-04-21 | 2012-11-15 | Toshiba Corp | 発光装置 |
| US20150264808A1 (en) * | 2014-03-14 | 2015-09-17 | Eric Colin Bretschneider | Solder Attachment of Electrical Components |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5343831B2 (ja) * | 2009-04-16 | 2013-11-13 | 日亜化学工業株式会社 | 発光装置 |
| KR101740531B1 (ko) * | 2012-07-02 | 2017-06-08 | 서울바이오시스 주식회사 | 표면 실장용 발광 다이오드 모듈 및 이의 제조방법. |
| CN104103734B (zh) * | 2013-04-02 | 2017-03-01 | 展晶科技(深圳)有限公司 | 发光二极管封装结构 |
-
2019
- 2019-05-21 US US16/418,580 patent/US20190364669A1/en not_active Abandoned
- 2019-05-23 JP JP2019096569A patent/JP2019208021A/ja active Pending
Patent Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6247193A (ja) * | 1985-08-26 | 1987-02-28 | 内橋エステック株式会社 | 電子部品のはんだ付方法 |
| JPH0715120A (ja) * | 1993-06-25 | 1995-01-17 | Matsushita Electric Works Ltd | リフロー半田付け方法 |
| JP2005509269A (ja) * | 2001-03-28 | 2005-04-07 | インテル・コーポレーション | 洗浄不要フラックスを使用したフリップ・チップ相互接続 |
| JP2003083866A (ja) * | 2001-09-12 | 2003-03-19 | Marcom:Kk | はんだペースト特性試験装置およびはんだペースト特性試験方法 |
| JP2003318530A (ja) * | 2002-04-25 | 2003-11-07 | Fuji Electric Co Ltd | リフロー半田付け装置 |
| JP2004319726A (ja) * | 2003-04-16 | 2004-11-11 | Matsushita Electric Ind Co Ltd | はんだ付け接続とそのはんだ付け方法およびそれを用いた電子部品の製造装置 |
| JP2006024659A (ja) * | 2004-07-07 | 2006-01-26 | Ngk Spark Plug Co Ltd | 配線基板の製造方法 |
| JP2007281271A (ja) * | 2006-04-10 | 2007-10-25 | Matsushita Electric Ind Co Ltd | 半田加熱装置及び方法 |
| JP2009069713A (ja) * | 2007-09-18 | 2009-04-02 | Hitachi Displays Ltd | 液晶表示装置 |
| JP2010123654A (ja) * | 2008-11-18 | 2010-06-03 | Stanley Electric Co Ltd | 光半導体装置 |
| JP2011222568A (ja) * | 2010-04-02 | 2011-11-04 | Olympus Corp | 半田層形成方法、配線基板の接続方法及び配線基板の接続装置 |
| JP2012227292A (ja) * | 2011-04-18 | 2012-11-15 | Ibiden Co Ltd | Led基板の製造方法 |
| JP2012227446A (ja) * | 2011-04-21 | 2012-11-15 | Toshiba Corp | 発光装置 |
| US20150264808A1 (en) * | 2014-03-14 | 2015-09-17 | Eric Colin Bretschneider | Solder Attachment of Electrical Components |
Also Published As
| Publication number | Publication date |
|---|---|
| US20190364669A1 (en) | 2019-11-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101740709B (zh) | 光半导体装置及其制造方法 | |
| JP5115524B2 (ja) | 電子部品ユニット及び補強用接着剤 | |
| TW200830442A (en) | Non-pull back pad package with an additional solder standoff | |
| CN103681984B (zh) | 发光装置的密封构件的拆卸方法及能将密封构件拆卸的发光装置 | |
| US20100006888A1 (en) | Method of manufacturing optical semiconductor device, optical semiconductor device, and method of manufacturing optical semiconductor apparatus | |
| WO2017187998A1 (ja) | 半導体装置 | |
| JPWO2009130743A1 (ja) | 光素子用パッケージ、半導体発光装置および照明装置 | |
| JP2014029967A (ja) | 半導体装置及びその製造方法 | |
| JP2019208021A (ja) | 発光モジュールの製造方法 | |
| US7646089B2 (en) | Semiconductor package, method for manufacturing a semiconductor package, an electronic device, method for manufacturing an electronic device | |
| JP2008103467A (ja) | 光半導体装置及び光半導体装置の製造方法 | |
| JP5921322B2 (ja) | 半導体モジュールの製造方法 | |
| JP2017005007A (ja) | 半導体装置、および半導体装置の製造方法 | |
| JP2010157682A (ja) | 電子デバイス | |
| JP4200273B2 (ja) | 実装基板の製造方法 | |
| JP5414622B2 (ja) | 半導体実装基板およびそれを用いた実装構造体 | |
| JP2005026364A (ja) | 混成集積回路 | |
| JP5143497B2 (ja) | 電子部品収納用セラミックパッケージ及びその製造方法 | |
| JP2018190942A (ja) | リードフレーム及びその製造方法 | |
| CN101276764A (zh) | 半导体装置的制造方法 | |
| JP4246095B2 (ja) | 半導体パッケージ実装構造および半導体パッケージ実装方法 | |
| CN101355065A (zh) | 具有外部连接端子的半导体器件及其制造方法 | |
| JP2005311109A (ja) | 光デバイスの実装方法及び光モジュール | |
| JP7136681B2 (ja) | 電子制御装置 | |
| JP2025083838A (ja) | 回路基板、及び実装基板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190808 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200630 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200721 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20200915 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201109 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210511 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210708 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20211214 |