JP2020006425A - 金属の連続鋳造方法 - Google Patents
金属の連続鋳造方法 Download PDFInfo
- Publication number
- JP2020006425A JP2020006425A JP2018131525A JP2018131525A JP2020006425A JP 2020006425 A JP2020006425 A JP 2020006425A JP 2018131525 A JP2018131525 A JP 2018131525A JP 2018131525 A JP2018131525 A JP 2018131525A JP 2020006425 A JP2020006425 A JP 2020006425A
- Authority
- JP
- Japan
- Prior art keywords
- casting
- control mode
- flow rate
- mold
- rate control
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Landscapes
- Continuous Casting (AREA)
Abstract
Description
ここで、上述の連続鋳造方法においては、例えば特許文献1、2に示すように、鋳型から製出された鋳片に対して直接冷却水を吹き付ける2次冷却帯において、冷却水量を制御することが行われている。
そこで、例えば特許文献3−5においては、鋳造速度に応じて、冷却水量を制御する方法が開示されている。
しかしながら、この浸漬ノズルの交換時には、鋳造を停止した状態において鋳型内で凝固シェルが成長するとともに倒れ込みが生じ、新規の浸漬ノズルあるいは洗浄後の浸漬ノズルを再度鋳型内に取り付けることができなくなるといった問題があった。
また、特許文献3−5に示すように、鋳造速度に応じて冷却水量を制御する場合には、制御が複雑となり、実操業時における外乱によって冷却水量の制御が不安定となり、鋳造を安定して実施することができなくなるおそれがあった。
また、低流量制御モードとして冷却水量を確保することによって、モールド材の熱劣化を抑制することができる。
さらに、鋳造速度の閾値によって、制御モードを切り替えるといった比較的簡単な構成とされているので、外乱等で冷却水量の制御が不安定となることが抑制され、鋳造を安定して行うことができる。
この場合、鋳造速度のばらつきによって一時的に鋳造速度が前記閾値よりも低くなっても即座に制御モードの切り替えを行わないため、冷却水量の制御がさらに安定することになる。
この場合、前記低流量制御モードが所定時間以上維持された場合には、強制的に前記定常流量制御モードに切り替えられるため、冷却水量が少ない状態が長時間維持されず、モールド材の熱劣化を確実に抑制することが可能となる。
この場合、前記鋳造速度を減速する際の時間当たりの速度変化量θに応じて前記閾値を変更することから、例えば鋳造を急停止する場合においても、鋳型内における凝固シェルの成長を抑制することが可能となる。
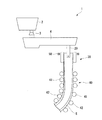
まず、本発明の実施形態である金属の連続鋳造方法を実施する連続鋳造装置の一例について、図1から図4を参照して説明する。
鋳型30から製出された鋳片は、複数のサポートロール41からなるサポートロール群40によって、下方へと引き抜かれ、ベンディングロール42によって湾曲させられている。
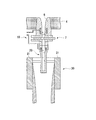
ここで、図2及び図3に示すように、タンディシュ4と浸漬ノズル20とは、上ノズル6及びスライディングノズル7を介して接続されている。
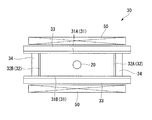
この鋳型30は、図4に示すように、一対の長辺壁を構成する一対の長辺モールド板31(31A、31B)と、一対の短辺壁を構成する一対の短辺モールド板32(32A,32B)と、長辺モールド板31を背面側から支持するバックプレート33と、短辺モールド板32を背面側から支持するバックプレート34と、を備えている。
本実施形態においては、短辺モールド板32(32A,32B)は、一対の長辺モールド板31(31A、31B)によって挟持され、鋳型幅方向に沿って移動可能とされており、幅の異なる鋳片を同一の鋳型30にて鋳造することができる構成とされている。
なお、上述の浸漬ノズル20は、鋳型幅方向中央及び鋳型厚さ方向中央に位置しており、吐出孔22(22A、22B)の開口部が鋳型30の短辺モールド板32(32A、32B)にそれぞれ対向するように配置されている。
この電磁撹拌装置50は、鋳型30内の溶鋼に移動磁界を発生させ、溶鋼を強制的に流動させるものである。ここで、一方の長辺モールド板31A側の電磁撹拌装置50による移動磁界の方向と、他方の長辺モールド板31B側の電磁撹拌装置50による移動磁界の方向と、を逆方向にすることで、鋳型30内の溶鋼には、旋回流が発生する。
そして、図2及び図3に示すように、鋳型30の長辺モールド板31及び短辺モールド板32の表面には、凝固シェルSが成長することになる。
さらに、鋳型空間内に貯留された溶鋼の上には、溶鋼の保温と凝固シェルSと長辺モールド板31及び短辺モールド板32との間の潤滑性を確保するために、連続鋳造パウダー9が供給される。
本実施形態においては、低流量制御モードにおける冷却水量は、定常流量制御モードにおける冷却水量の45%以上90%以下の範囲内とされている。
また、低流量制御モードにおける冷却水量の上限については、鋳型30内における凝固シェルSの成長を考慮して設定することが好ましい。
本実施形態においては、切替保持タイマーを有しており、鋳造速度が閾値VCDよりも低い状態がTD時間継続した時点で、定常流量制御モードから低流量制御モードへと切り替えるように構成されている。
具体的には、鋳造速度を減速する際の時間当たりの速度変化量θが一定以上となり、鋳造速度を急激に減速させる場合には、定常流量制御モードから低流量制御モードへと切り替える鋳造速度の閾値VCDを高く設定し、減速過程の早期段階で低流量制御モードへと切り替えることになる。
本実施形態においては、切替保持タイマーを有しており、鋳造速度が閾値VINよりも高い状態がTI時間継続した時点で、低流量制御モードから定常流量制御モードへと切り替えるように構成されている。
これにより、鋳造終了時においては、引け巣の深さを浅くすることができ、歩留まりを向上させることができる。また、浸漬ノズル20の交換時には、交換後の浸漬ノズル20を鋳型30内に容易に挿入することができる。
さらに、鋳造速度の閾値VCDによって、制御モードを切り替えるといった比較的簡単な制御構成とされているので、外乱等で制御が不安定となることが抑制され、安定して鋳造を行うことができる。
例えば、本実施形態では、図1から図4に示す連続鋳造装置及び鋳型を例に挙げて説明したが、これに限定されることはなく、他の構成の連続鋳造装置及び鋳型であっても適用することができる。
さらに、本実施形態では、鋳造速度を減速する際の時間当たりの速度変化量θに応じて、定常流量制御モードから低流量制御モードへと切り替える閾値VCDを変更する構成としたが、これに限定されるものではない。
上述の〔発明を実施するための形態〕に記載された連続鋳造装置及び鋳型を用いて、表1に示す組成の炭素鋼の連続鋳造を実施した。鋳片の断面サイズは、2200mm×3000mmとした。また、定常時の鋳造速度を1.10mpmとした。
比較例として、低流量制御モードを設けずに、鋳型に供給される冷却水量を制御した。
また、鋳造終了後に鋳片のトップ部を100mm毎に段階的に切断し、引け巣の深さを評価した。
評価結果を表2に示す。

また、引け巣の深さについては、比較例では800mmであったのに対して、本発明例では700mmとなった。
30 鋳型
S 凝固シェル
Claims (4)
- 水冷構造の鋳型を用いて鋳片を連続鋳造する金属の連続鋳造方法であって、
前記鋳型に供給される冷却水量の制御モードとして、定常鋳造時における冷却水量で制御する定常流量制御モードと、前記定常鋳造時よりも少ない冷却水量で制御する低流量制御モードと、を有し、
鋳造速度を減速する過程において、鋳造速度が閾値よりも低くなった際に、前記定常流量制御モードから前記低流量制御モードへと切り替え、
鋳造速度が低い状態において、前記鋳型内における凝固シェルの成長を抑制することを特徴とする金属の連続鋳造方法。 - 前記定常流量制御モードから前記低流量制御モードへの切り替えを、鋳造速度を低下させる過程において、鋳造速度が前記閾値よりも低い状態が一定時間継続された時点で実施することを特徴とする請求項1に記載の金属の連続鋳造方法。
- 前記低流量制御モードが所定時間以上維持された際に、前記定常流量制御モードに切り替えることを特徴とする請求項1または請求項2に記載の金属の連続鋳造方法。
- 前記鋳造速度を減速する際の時間当たりの速度変化量θに応じて、前記定常流量制御モードから前記低流量制御モードへと切り替える前記閾値を変更することを特徴とする請求項1から請求項3のいずれか一項に記載の金属の連続鋳造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018131525A JP7087749B2 (ja) | 2018-07-11 | 2018-07-11 | 金属の連続鋳造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018131525A JP7087749B2 (ja) | 2018-07-11 | 2018-07-11 | 金属の連続鋳造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020006425A true JP2020006425A (ja) | 2020-01-16 |
| JP7087749B2 JP7087749B2 (ja) | 2022-06-21 |
Family
ID=69149957
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018131525A Active JP7087749B2 (ja) | 2018-07-11 | 2018-07-11 | 金属の連続鋳造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7087749B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113618033A (zh) * | 2021-07-23 | 2021-11-09 | 重庆钢铁股份有限公司 | 一种保护板坯连铸扇形段的方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS534726A (en) * | 1976-07-02 | 1978-01-17 | Sumitomo Metal Ind | Method of replacing tundish in continuous casting |
| JPS59206150A (ja) * | 1983-05-10 | 1984-11-21 | Nippon Steel Corp | 連続鋳造装置 |
| JPH07227659A (ja) * | 1994-02-21 | 1995-08-29 | Kawasaki Steel Corp | 連続鋳造用鋳型の冷却水制御方法 |
-
2018
- 2018-07-11 JP JP2018131525A patent/JP7087749B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS534726A (en) * | 1976-07-02 | 1978-01-17 | Sumitomo Metal Ind | Method of replacing tundish in continuous casting |
| JPS59206150A (ja) * | 1983-05-10 | 1984-11-21 | Nippon Steel Corp | 連続鋳造装置 |
| JPH07227659A (ja) * | 1994-02-21 | 1995-08-29 | Kawasaki Steel Corp | 連続鋳造用鋳型の冷却水制御方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113618033A (zh) * | 2021-07-23 | 2021-11-09 | 重庆钢铁股份有限公司 | 一种保护板坯连铸扇形段的方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7087749B2 (ja) | 2022-06-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2974810B1 (en) | Casting equipment and casting method using same | |
| WO2018055799A1 (ja) | 鋼の連続鋳造方法 | |
| JP2020006425A (ja) | 金属の連続鋳造方法 | |
| JP6611331B2 (ja) | チタンまたはチタン合金からなるスラブの連続鋳造方法 | |
| EP3450048A1 (en) | Mold flux and casting method using same | |
| JP5730738B2 (ja) | チタンまたはチタン合金からなるスラブの連続鋳造方法および連続鋳造装置 | |
| JP3056252B2 (ja) | 方形薄肉スラブの製造方法及び連続鋳造装置 | |
| JP2013123731A (ja) | 高炭素鋼の連続鋳造方法 | |
| KR101400044B1 (ko) | 연주 공정에서의 주조속도 제어 방법 | |
| JP5774438B2 (ja) | チタンまたはチタン合金からなるスラブの連続鋳造方法および連続鋳造装置 | |
| KR101254110B1 (ko) | 복층주편 슬라브 연속주조장치 | |
| JP4912945B2 (ja) | 連続鋳造鋳片の製造方法 | |
| KR101239537B1 (ko) | 침지노즐의 침적깊이 최적화에 의한 주편 표면 결함 저감방법 | |
| JP7269465B2 (ja) | 双ドラム式連続鋳造装置および双ドラム式連続鋳造方法 | |
| KR101921939B1 (ko) | 몰드 플럭스 | |
| JP4484680B2 (ja) | 異鋼種連々鋳造方法 | |
| JP3500894B2 (ja) | 鋼の連続鋳造法 | |
| JP2023017235A (ja) | 双ロール式連続鋳造装置用浸漬ノズル、双ロール式連続鋳造装置、および、薄肉鋳片の製造方法 | |
| KR101301384B1 (ko) | 연속주조용 몰드 | |
| CN116493560B (zh) | 一种降低铸坯头坯缺陷的控制方法 | |
| KR101261425B1 (ko) | 용기의 높이 조절장치 및 그 높이 조절방법 | |
| KR101927769B1 (ko) | 주조방법 | |
| JP2003236644A (ja) | 鋼の連続鋳造方法 | |
| JP3643460B2 (ja) | 連続鋳造用鋳型および連続鋳造方法 | |
| KR101443587B1 (ko) | 극저탄소강 연속주조 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210303 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220127 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220208 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220317 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220510 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220523 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 7087749 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |